果蔬汁饮料生产作业指导书
饮料生产作业指导书

饮料生产作业指导书导、质量控制指导和工艺环境卫生管理指导三. 保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高 产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四. 原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保 养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和 条件。
五. 本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管 理部门。
六. 本指导书由品管部提出,由总经理批准发布饮料生产作.生产作业指导, 最重要、最基础 业活动是最直 生产的产量、质 料生产作业的 生产作业指导 二.生产作业指导的流程指导、操作文件编号编?制审?核批?准分发号受控状态版本/修订业指导书 第一章总则 是企业生产活动的 的管理之一。
生产作 接关系到企业产品 量和成本。
为规范饮 操作过程,特制定本 书。
主要内容包括工艺 过程与工艺条件指I —去皮软化 , 榨汁、打浆第原料清洗 PET 瓶第三章操作过程和工艺条件一、原料前处理1原料选用成熟度高(成熟度9成以上),新鲜度好,品相新鲜果蔬。
2挑拣易帐病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
3冲洗用流动清水冲净表面泥沙。
4捞出胡萝卜捞出后,沥干水分。
二、去皮与打浆1原料去皮,软化1.1作业前准备1.1.1领用当班生产用品、用具,穿戴工作服、鞋、帽;1.1.2清理并做好车间机器障碍物及工、器具卫生;1.1.3检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保证生产时运作正常;1.1.4检查连接好管道,严格执行前处理车间—CIP程序。
1.2去皮软化1.2.1沥干后的胡萝卜进行热汤去皮C的沸水中热烫10分钟,捞出后用流动水冲洗,表皮会自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10分钟捞出1.3破碎启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
食品饮料行业生产流程作业指导书

食品饮料行业生产流程作业指导书第1章原材料采购与验收 (5)1.1 原材料采购流程 (5)1.1.1 采购计划制定 (5)1.1.2 供应商选择 (5)1.1.3 采购合同签订 (5)1.1.4 采购订单下达 (5)1.1.5 原材料验收 (5)1.1.6 采购结算 (6)1.2 验收标准及操作规程 (6)1.2.1 验收标准 (6)1.2.2 验收操作规程 (6)1.3 原材料储存与保管 (6)1.3.1 储存条件 (6)1.3.2 保管措施 (6)第2章生产前准备 (7)2.1 设备检查与调试 (7)2.1.1 检查设备外观,保证设备无损坏、无漏油、无异常磨损等现象。
(7)2.1.2 检查设备的电气系统,确认电路连接正常,无短路、漏电等问题。
(7)2.1.3 对设备的主要传动部件进行润滑,保证运动顺畅。
(7)2.1.4 检查设备的控制系统,确认各参数设置正确,设备能按预定程序运行。
(7)2.1.5 对设备进行空载试运行,观察设备运行是否平稳,是否存在异常振动和噪音。
72.1.6 对设备的关键部位进行调试,保证设备在生产过程中能稳定运行,保证产品质量。
(7)2.2 工器具准备 (7)2.2.1 根据生产计划,列出所需工器具清单。
(7)2.2.2 对工器具进行清点,保证数量齐全。
(7)2.2.3 检查工器具的质量,淘汰损坏、磨损严重的工器具。
(7)2.2.4 对工器具进行清洁和消毒,保证符合卫生要求。
(7)2.2.5 将工器具按照使用顺序和分类进行摆放,方便生产过程中取用。
(7)2.3 人员培训与分工 (7)2.3.1 对新入职人员进行岗位技能培训,保证其具备操作设备、使用工器具的能力。
72.3.2 对在职人员进行定期培训,提高其专业技能和安全生产意识。
(7)2.3.3 根据生产计划,合理分配人员,明确各岗位的职责和任务。
(7)2.3.4 对各岗位人员进行交叉培训,提高人员的综合素质,保证生产过程中的灵活调配。
质量管理体系专业审核作业指导书:果汁及菜汁的生产

质量管理体系专业审核作业指导书ZJQC-TG-0306:2004果汁及菜汁的生产北京中经科环质量认证有限公司发布日期:2004-09-29 实施日期:2004-09-29目录1 范围2 引用文件3 定义4 产品/服务范围、特点与专业代码5 业务/服务流程6 关键质量活动7 审核要点与审核方法8 法规与技术标准/规范要求的检查方法果汁及菜汁的生产专业审核作业指导书1. 产品范围本专业审核作业指导书适用于果汁及菜汁的生产质量管理体系认证审核。
2.引用文件GB4789 食品卫生检验方法微生物学部分GB5009 食品卫生检验方法理化部分GB 食品标签通用标准SB/T10203 果汁通用试验方法GBJ73 洁净厂房设计规范GB9683 复合食品包装袋卫生标准GB10789 软饮料的分类GB2760 食品添加剂使用卫生标准GB16321 乳酸菌饮料卫生标准GB14881 食品企业通用卫生规范3.定义3.1 果汁及果浆类用新鲜或冷藏水果为原料,经加工制成的制品。
3.1.1 种类3.1.1.1 果汁1)采用机械方法将水果加工制成未经发酵但能发酵的汁液,具有原水果果肉的色泽、风味和可溶性固形物含量。
2)采用渗滤或浸取工艺提取水果中的汁液,用物理方法除去加入的水果,具有原水果果肉的色泽、风味和可溶性固形物含量。
3)在浓缩果汁中加入果汁浓缩时失去的天然水分等量的水,制成的具有原水果果肉的色泽、风味和可溶性固形物含量的制品。
含有两种或两种以上果汁的制品称为混合果汁。
3.1.1.2 果浆1)采用打浆工艺将水果或水果的可食部分加工制成未发酵但能发酵的浆液,具有原水果果肉的色泽、风味和可溶性固形物含量。
2)在浓缩果汁中加入果汁浓缩时失去的天然水分等量的水,制成的具有原水果果肉的色泽、风味和可溶性固形物含量的制品。
3.1.1.3 浓缩果汁采用物理方法从果汁中除去一定比例的天然水分制成具有果汁应有特征的制品。
3.1.1.4 浓缩果浆采用物理方法从果浆中除去一定比例的天然水分制成具有果浆应有特征的制品。
果蔬汁饮料作业指导书

果蔬汁饮料作业指导书
水处理* 水+辅料
浓缩汁(浆)调配* 均质脱气缓存
高温灭菌* 热灌装倒瓶灯检喷淋杀菌* 套标喷码装箱
原水→石英砂过滤器→活性炭过滤器→一级反渗透
果蔬汁饮料工艺操作规程:
1、水处理:水处理操作员应严格按作业指导书执行操作水处理工
序,并做好记录
2、调配:在乳化罐中打入200kg的90℃热水,打开搅拌,然后
缓慢加入所需的135kg蔗糖,至蔗糖全部溶解。
3、调配:在高剪切配料罐中打入800kg的90℃热水,打开搅拌,
然后缓慢加入所需的稳定剂15kg,至稳定剂充分溶解。
4、调配:打开调配罐的搅拌,人工倒入55kg水果浓缩汁,把乳
化罐中的糖液和高剪切配料罐中的胶液打入配料罐中,再缓缓
倒入柠檬酸6kg,然后打入纯净水定容至3000L,搅拌至物料
均匀,打开冷却水阀门,调整物料温度为70℃,严格按配料表。
果汁饮料作业指导书(合众饮料厂)
果汁饮料作业指导书(合众饮料厂)果汁饮料作业指导书(合众饮料厂)目的鉴别、分析与热灌装饮料的生产、储存相关的危害和风险,制定相应的控制手段,确保产品不会对消费者健康产生危害。
范围适用于热灌装饮料生产关键点的控制活动。
职责1.HACCP小组:建立、实施、维护和改善HACCP体系,监督HACCP体系日常运行情况,跟进改善结果。
2.部门主管:督导相关人员有效实施HACCP计划,持续改进运作中存在问题。
3.HACCP组长:对本手册的有效性负责。
程序1产品描述及用途声明1.1产品名称及主要成分。
1.2 微生物稳定性:通过高温杀菌来确保产品质量稳定。
1.3 保质期和贮存:12个月;常温贮存。
1.4 运输方式:海运、铁路运输、公路运输 1.5 包装形式:PET 瓶 1.6 饮用方式:直接饮用 1.7 消 费 者:适宜人群 2 过程流程图原多介一级除碱 原水二级精滤 饮验收投糖熔糖活性碳反应过滤单糖砂反渗一级RO 水过滤UHT杀注入封盖冷瓶 套标 打码 成品PET 瓶主剂确认冲氯水4根据知识、经验,及SY-HACCP-R-10704.01-01使用判断树工具确定CCP点方法对热灌装各过程进行危害分析,确定CCP点。
具体内容见危害分析工作表2表2多介质过滤物理的:无化学的:重金属生物的:细菌/大肠菌群水中添加的三氯化铁水中存有絮凝物质按SOP文件规定的频次检验水中铁含量按SOP文件要求对多介质过滤罐定期进行反正洗。
按SOP文件要求定期对多介质罐进行氯水消毒。
否一级碳滤物理的:无化学的:无生物的:细菌/大肠菌群水中存在细菌/大肠菌群按SOP文件要求对一级碳罐定期进行蒸汽杀菌。
否续表2产品描述:新源新果汁饮用方法:直接饮用贮存方法:常温消费者:适宜人群工序加工步骤潜在的危害危害的依据危害的预防措施CCP判定水处理除碱生物的:无物理的:无化学的:无原水杀菌生物的:细菌/大肠菌群物理的:无化学的:无原水存在有细菌/大肠菌群细菌/大肠菌群在水箱中繁殖1 水箱氯含量控制在6-8ppm2 每半年彻底清洗水箱是二级碳滤物理的:无化学的:三氯甲烷生物的:细菌/大肠菌群原水中存在三氯甲烷细菌/大肠菌群可能在碳缸中繁殖每年换碳,每48小时对碳缸进行反正洗1 碳缸每两周至少高温消毒一次2 根据微生物检测结果及时消毒是是精滤生物的:细菌/大肠菌群物理的:无化学的:无细菌和大肠菌群可能在精氯器中繁殖1精滤器每周至少高温消毒一次2每月更换滤芯3 根据微检结果及时消毒否续表2产品描述:新源新果汁贮存方法:常温饮用方法:直接饮用消费者:适宜人群工序加工步骤潜在的危害危害的依据危害的预防措施CCP判定单糖配制白砂糖验收物理的:无化学的:重金属生物的:霉菌/酵母/细菌白砂糖中存在铅/砷/铜等重金属白砂糖在制造、贮运过程中会存在霉菌/酵母/细菌污染和繁殖要求供应商每年提供权威机构的检验报告(包括铅/砷/铜等重金属检验)1、可口可乐公司认可的供应商采购原料,并要求供应商每批原料COA。
果汁生产线前处理岗位作业指导书
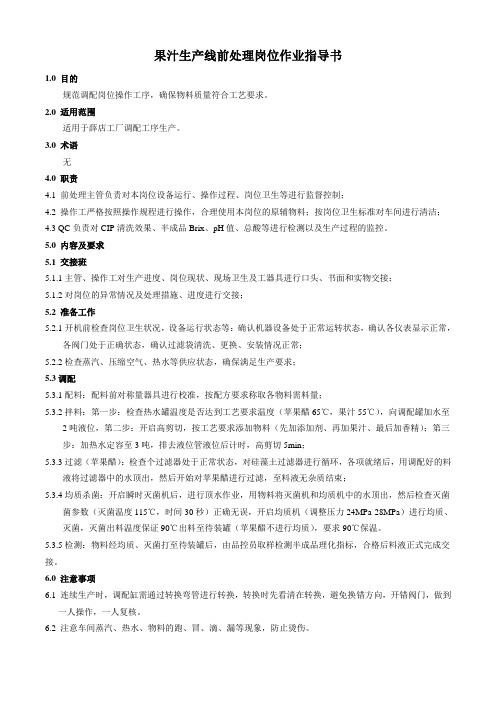
果汁生产线前处理岗位作业指导书1.0 目的规范调配岗位操作工序,确保物料质量符合工艺要求。
2.0 适用范围适用于薛店工厂调配工序生产。
3.0 术语无4.0 职责4.1 前处理主管负责对本岗位设备运行、操作过程、岗位卫生等进行监督控制;4.2 操作工严格按照操作规程进行操作,合理使用本岗位的原辅物料;按岗位卫生标准对车间进行清洁;4.3 QC负责对CIP清洗效果、半成品Brix、pH值、总酸等进行检测以及生产过程的监控。
5.0 内容及要求5.1 交接班5.1.1主管、操作工对生产进度、岗位现状、现场卫生及工器具进行口头、书面和实物交接;5.1.2对岗位的异常情况及处理措施、进度进行交接;5.2 准备工作5.2.1开机前检查岗位卫生状况,设备运行状态等:确认机器设备处于正常运转状态,确认各仪表显示正常,各阀门处于正确状态,确认过滤袋清洗、更换、安装情况正常;5.2.2检查蒸汽、压缩空气、热水等供应状态,确保满足生产要求;5.3调配5.3.1配料:配料前对称量器具进行校准,按配方要求称取各物料需料量;5.3.2拌料:第一步:检查热水罐温度是否达到工艺要求温度(苹果醋65℃,果汁55℃),向调配罐加水至2吨液位,第二步:开启高剪切,按工艺要求添加物料(先加添加剂、再加果汁、最后加香精);第三步:加热水定容至3吨,排去液位管液位后计时,高剪切5min;5.3.3过滤(苹果醋):检查个过滤器处于正常状态,对硅藻土过滤器进行循环,各项就绪后,用调配好的料液将过滤器中的水顶出,然后开始对苹果醋进行过滤,至料液无杂质结束;5.3.4均质杀菌:开启瞬时灭菌机后,进行顶水作业,用物料将灭菌机和均质机中的水顶出,然后检查灭菌菌参数(灭菌温度115℃,时间30秒)正确无误,开启均质机(调整压力24MPa-28MPa)进行均质、灭菌,灭菌出料温度保证90℃出料至待装罐(苹果醋不进行均质),要求90℃保温。
5.3.5检测:物料经均质、灭菌打至待装罐后,由品控员取样检测半成品理化指标,合格后料液正式完成交接。
饮料生产作业指导书
饮料生产作业指导书文件编核审准批分发号受控状态修订版本/饮料生产作业指导书总则第一章一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
.工艺流程图第二章气脱原料清洗质均去皮软化菌杀榨汁、打浆瓶PET排瓶装灌辅料料配盖旋子盖消毒容定灯检倒瓶杀菌管道过滤标套缩标喷码检验装箱入库操作过程和工艺条件第三章原料前处理一、原料1,新鲜度好,品相新鲜果蔬。
选用成熟度高(成熟度成以上)9挑拣2剔除病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
冲洗3用流动清水冲净表面泥沙。
捞出4胡萝卜捞出后,沥干水分。
二、去皮与打浆原料去皮,软化1作业前准备1.1领用当班生产用品、用具,穿戴工作服、鞋、帽;1.1.1清理并做好车间机器障碍物及工、器具卫生;1.1.2检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保1.1.3证生产时运作正常;程序。
1.1.4检查连接好管道,严格执行前处理车间CIP去皮软化1.2沥干后的胡萝卜进行热汤去皮1.2.1分钟,捞出后用流动水冲洗,表皮会将原料投入℃的沸水中热烫101.2.295分钟捞自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10出破碎1.3启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
果汁和蔬菜汁饮料生产
果汁和蔬菜汁饮料生产引言果汁和蔬菜汁饮料在现代生活中越来越受到人们的欢迎。
由于这些饮料富含维生素和纤维,能够提供日常所需的营养成分,人们将其视为健康和美味的选择。
本文将介绍果汁和蔬菜汁饮料的生产过程和相关的注意事项。
原材料准备制作果汁和蔬菜汁饮料的第一步是准备原材料。
果汁和蔬菜汁饮料通常使用新鲜的水果和蔬菜作为主要原料。
在选购原材料时,要确保选择新鲜、成熟度适中的水果和蔬菜。
可以选择各种各样的水果和蔬菜,如苹果、橙子、胡萝卜、菠菜等,以获得不同口味和营养价值的饮料。
清洗和去皮在制作果汁和蔬菜汁饮料之前,需要对原材料进行清洗和去皮的处理。
这一步骤非常重要,可以去除表面的污染物和农药残留,确保饮料的安全性和卫生性。
需要将水果和蔬菜浸泡在清水中,然后用流动的水冲洗干净。
对于果皮较厚或不宜食用的水果和蔬菜,需要去除外层皮,并将其剁成适当大小的块状,以便后续的搅拌和榨汁过程。
搅拌和榨汁在处理了原材料之后,需要进行搅拌和榨汁的步骤。
这一步骤是制作果汁和蔬菜汁饮料的关键。
可以使用榨汁机或搅拌机来完成这个过程。
将清洗和处理好的水果和蔬菜放入榨汁机或搅拌机中,用适当的速度和时间进行搅拌和榨汁,直到获得细腻的果汁或蔬菜汁。
过滤和调味在搅拌和榨汁完成后,还需要对果汁和蔬菜汁进行过滤和调味处理。
过滤可以去除果渣和蔬菜渣,使果汁和蔬菜汁更加清澈和口感更佳。
可以使用纱布或滤网进行过滤,将果渣和蔬菜渣滤掉。
接下来,可以根据个人的口味偏好添加适量的糖或其他调味剂,以增加果汁和蔬菜汁的甜度或风味。
杀菌和灌装在果汁和蔬菜汁饮料制作完成后,会进行杀菌和灌装的过程。
这一步是保证产品的安全和耐储存性的关键。
常见的杀菌方法包括高温杀菌和紫外线杀菌。
高温杀菌是将果汁和蔬菜汁加热到一定温度,以杀灭其中的细菌和病毒。
紫外线杀菌则是利用紫外线的辐射作用,杀灭剩余的细菌和病毒。
完成杀菌后,将果汁和蔬菜汁饮料灌装到瓶子或包装盒中,以保持其新鲜和卫生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
果蔬汁饮料生产作业指导书
(ISO9001-2015/GMP)
1、目的
指导生产人员生产操作,使果汁饮料生产操作规范化、标准化、程序化。
2、适用范围
适用于本公司果汁饮料的生产操作。
3、职责
3.1生产车间负责果汁饮料的生产操作,并负责进行记录。
3.2检验室负责在制品质量检查,并负责不合格品的处置。
4、作业过程
4.1工艺流程
见文件《生产工艺流程图》。
4.2作业流程
4.2.1工艺水制取
4.2.1.1每天生产前,对砂滤罐、碳滤罐进行5~10分钟“反、正”冲,直到排出之水无杂质。
4.2.1.2经砂滤、碳滤制取初滤水入水罐中备用。
4.2.1.3生产时打开初滤水罐底阀,并开启紫外线灭菌器,启水泵经5u和1u 精滤和紫外线消毒器消毒以制取精滤工艺水,供生产备用。
4.2.2原辅材料购进验收
4.2.2.1选用符合产品标准的各类食品用原辅料,已实行生产许可证管理的浓缩果汁、果葡糖浆、白砂糖和食品添加剂等,必须采购有食品生产许可证并经第三方检验合格并有合格证的产品,按《进货查验及记录规范》进行验收,不合格品严禁投入生产。
4.2.2.2原辅材料按先入先出原则,并确保在保质期内无变质现象才能投入生产。
不得使用来历不明的原料进行生产。
食品添加剂的使用范围和添加量应严格按照GB2760的规定。
4.2.2.3浓缩果汁必须保存在5℃冷库存中,随用随取,用后即送回,防止变质。
4.2.3溶糖
根据配方要求,准确称取并经复核无误之相应份量之果葡糖浆(或白砂糖),同时将溶糖缸加入约300kgRO水,通蒸汽开搅拌将RO水煮至80℃左右,再加入已称量好之糖浆或白砂糖,使之完全溶解,并继续加热至90±否2℃。
保温20分钟。
4.2.4配料调配
将溶化之糖浆经过滤器泵入配料缸内,然后将浓缩果汁用工艺水充分溶解,加入到配料缸内,再根据配方要求,称量并复核好所需添加的食品添加剂,并按①原糖浆②果汁③山梨酸钾或苯甲酸钠④甜味剂⑤抗氧化剂⑥酸味剂⑦香精⑧色素等加料顺序边搅拌边加入配料缸内,最后加水定容至1.8吨之刻度处,,继续搅拌15分钟,再由检验室检测糖、酸度及外观,符合要求即泵出经过滤器至暂贮缸。
4.2.5UHT灭菌、冷却
4.2.
5.1检查UHT设备、管道、阀是否畅通,温度表、蒸汽、压力表是否正常。
4.2.
5.2打开暂贮缸底阀,启动供料泵,开启蒸汽阀,观察温度的变化,当旋管排出物料时,即转动旋管使物料进入贮槽,控制灭菌温度≥121℃,此时可打开出料三通旋塞开始出料。
4.2.
5.3工艺上需提高或降低出料温度时,可开蒸汽阀或开启列管式冷却器之冷却水阀,控制出料温度为42℃~67℃的饮料进入灌装前暂贮缸。
4.2.
5.4如遇物料暂时供应不上或突然停电,应迅速关闭蒸汽阀,打开蒸汽排放阀,然后开启进水阀,防止物料焦化、积垢。
4.2.
5.5物料生产完后,即开工艺水入UHT内,待出料为清水时,即将三通旋塞转到贮槽,并控制温度为85℃,再循环清洗20分钟以上,最后用清水再清洗5分钟左右。
4.2.
5.6当生产能力显著下降时,应采用CIP洗涤程序:
a.水洗:当设备流出的水变清之后,即可停止。
b.碱洗::配制2%的氢氧化钠溶液,加热到80℃,循环清洗约20分钟。
c水洗:排除碱液后,用水循环约10分钟至PH值在7.0左右。
d酸洗::配制浓度1%~2%的盐酸,加热至40~60℃,循环清洗约20分钟。
e水洗:排除酸液后,用RO水清洗管道、容器,直至PH值在7.0左右方可。
4.2.6灌装
4.2.6.1瓶/瓶盖清洗消毒
1)灌装前,将生产之品种规格的瓶由上瓶间经输送带送入灌装间。
上瓶人员采取眼看、手摸等方式对空瓶进行初检,合格后将瓶正放排瓶,随输送带进入风道吹入灌装间。