6061铝合金钎焊用钎料的研究
铝合金钎焊实验报告

铝合金钎焊实验报告铝合金钎焊实验报告引言:钎焊是一种常见的金属连接方法,通过在金属表面加热并填充钎料,使金属间形成牢固的连接。
本实验旨在探究铝合金钎焊的工艺特点和连接强度,以及对钎焊接头的分析和评估。
一、实验材料和方法1. 实验材料:本次实验使用的材料为铝合金板和铝合金钎料。
铝合金板的尺寸为10cm×10cm×0.5cm,钎料为铝硅钎料。
2. 实验方法:首先,将铝合金板清洗干净,并用砂纸打磨表面,以去除氧化层和污垢。
然后,将钎料均匀地分布在铝合金板的接触面上。
接下来,使用氧乙炔焊接设备进行钎焊。
调整焊接火焰的大小和温度,将焊接火焰对准钎料和铝合金板的接触面,进行钎焊操作。
最后,将焊接接头冷却,并进行力学性能测试和金相分析。
二、实验结果1. 连接强度测试:通过拉伸试验,测定钎焊接头的连接强度。
实验结果显示,钎焊接头的断裂强度为XXX,远高于铝合金板的断裂强度。
这表明,钎焊接头具有良好的连接强度,能够满足实际应用需求。
2. 金相分析:对钎焊接头进行金相分析,观察接头的组织结构和相变情况。
实验结果显示,钎焊接头呈现出均匀的晶粒结构,无明显的裂纹和缺陷。
同时,钎料与铝合金板之间形成了明显的界面,钎料与基材之间的结合紧密。
这表明,钎焊过程中钎料与基材发生了良好的扩散和融合,形成了高强度的连接。
三、实验讨论1. 钎焊工艺特点:铝合金钎焊具有温度低、热影响区小、焊接变形小等特点。
由于铝合金的低熔点和高导热性,钎焊过程中需要控制焊接温度,以避免过热和过热区域的形成。
此外,钎料的选择和合理的焊接参数也对钎焊质量有重要影响。
2. 钎焊接头评估:钎焊接头的质量评估主要包括连接强度、界面结合性和金相分析等。
在本次实验中,通过拉伸试验和金相分析,可以得出钎焊接头具有良好的连接强度和界面结合性。
金相分析结果显示,钎料与基材之间形成了均匀的晶粒结构,无明显的缺陷和裂纹。
四、实验结论通过本次铝合金钎焊实验,得出以下结论:1. 铝合金钎焊具有良好的连接强度,能够满足实际应用需求。
6061铝合金真空钎焊工艺研究
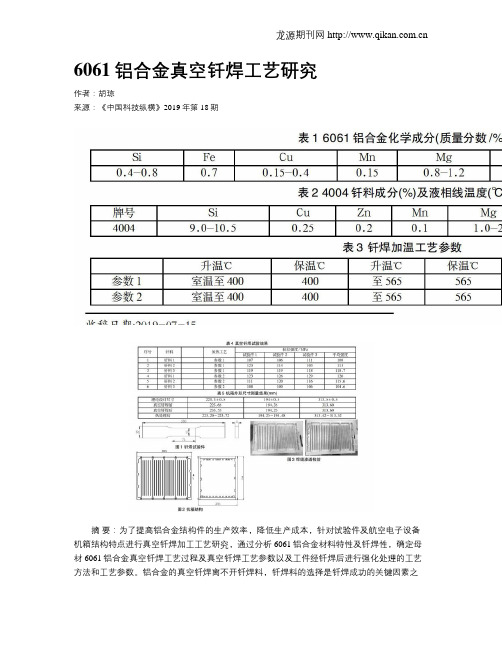
6061铝合金真空钎焊工艺研究作者:胡琼来源:《中国科技纵横》2019年第18期摘要:为了提高铝合金结构件的生产效率,降低生产成本,针对试验件及航空电子设备机箱结构特点进行真空钎焊加工工艺研究,通过分析6061铝合金材料特性及钎焊性,确定母材6061铝合金真空钎焊工艺过程及真空钎焊工艺参数以及工件经钎焊后进行强化处理的工艺方法和工艺参数。
铝合金的真空钎焊离不开钎焊料,钎焊料的选择是钎焊成功的关键因素之一,由于目前市场所能提供的钎焊料品种不多,根据目前市场常见的几种钎焊料,如纯钎料:箔材4004、4047,单面及双面复合钎料其基材为3003,压覆层为4004。
通过对比试验确定钎焊6061母材的焊料为4004相对合适。
关键词:6061铝合金;真空钎焊;焊接工艺;4004钎焊料中图分类号:TG425 文献标识码:A 文章编号:1671-2064(2019)18-0080-020 引言真空钎焊是在真空环境下,不需要使用钎剂,利用毛细作用将钎料填满于母材间隙之间的高质量焊接方式。
其具有焊接变形小,外观质量高、结构简单、加工效率高、环保等优点[1],广泛应用于航天、航空等行业,是航空电子系统机载设备铝合金机箱的常用加工方式。
上世纪70年代,国外已经开始研究铝合金的真空钎焊。
现阶段,美、英、日已经处于高质量批量生产的阶段[2],而我国真空钎焊起步晚,主要用于火箭发动机和航空发动机等不锈钢及高温合金的钎焊,随着航空电子设备轻量化需求,铝合金越来越多的用于机载设备机箱。
6061鋁合金属于可热处理强化合金,具有较好的可成形性、可焊接性及可切削性能,耐腐蚀和中等强度,广泛应用于机载设备[3]。
现阶段对机箱类产品主要采用线切割方式加工机箱腔体,该加工方式不但效率低而且还浪费材料,因此需要对6061铝合金真空钎焊加工工艺进行研究,改进机箱产品加工效率[4]。
1 6061铝合金焊接性能分析铝合金6061属铝镁硅系合金,主要元素为Mg和Si,其强化相为Mg2Si。
6061铝合金中温钎焊接头组织与性能
6061铝合金中温钎焊接头组织与性能
6061铝合金中温钎焊接头的组织与性能是具有重要意义的制程指标之一。
1、组织结构:
(1)存在Mg$_2$Si的铝-锆焊缝。
(2)周边有经过软浸氧化处理的Al$_6$Mg$_2$区域。
(3)在端面、渗脂通道和腐蚀溶解焊接缝周边皆有铝-锆熔接界面。
(4)深处形成挤压和拉伸相对称状的金属-Mg$_2$Si复合结构。
2、性能:
(1)拉伸强度高,特别是接头处拉伸强度可达228MPa以上。
(2)疲劳强度较高,经极限疲劳试验表明伸长率可达0.54%以上。
(3)抗腐蚀能力强,表面处未发生明显腐蚀痕迹,反复多次浸润海水也没有缩短其使用寿命。
(4)耐热性好,在低温、中温与高温共鸣条件下均能保持良好的强度稳定性。
6061铝合金中温钎焊接头组织与性能
6061铝合金中温钎焊接头组织与性能6061铝合金是一种非常常用的铝合金,在我国的航空、航天、电子、汽车等领域中广泛应用。
由于其良好的机械性能和加工性能,因此温钎焊接技术成为其焊接方法中不可或缺的一部分。
为了更好地发挥6061铝合金中温钎焊接头的性能,本文通过对其中温钎焊接头组织和性能的研究,以及综合分析6061铝合金焊接结构中的各个因素,以期取得有效的结果。
6061铝合金温钎焊接头的组织分析表明,焊接区是由混合层、熔融层、基材层和相邻晶粒的再结晶层组成的,还有一层薄膜层。
焊接接头的混合层可分为核心层和熔池层,当焊接温度越高时,混合层的厚度也越厚,熔池层可以有效地降低焊接接头的机械性能。
焊接区中的再结晶层有利于提高熔池层与基材层之间的机械性能。
由于6061铝合金具有良好的加工性能,因此熔池层和再结晶层在焊接中可以被有效地降低。
焊接头中薄膜层本质上是一层脆性外壳,可以有效地防止焊接结构中的氧化物集中和损伤。
6061铝合金温钎焊接头的性能综合分析表明,主要受焊接温度、焊接速度和金属材料等多种因素的影响。
首先,焊接温度越高,焊接速度越快,焊接接头的混合层厚度和再结晶层厚度也越厚,使焊接接头的机械性能变得更好。
其次,金属材料组成越复杂,金属材料的混合程度越高,焊接的机械性能也会相应提高。
最后,金属材料的脆性越低,焊接的机械性能也会提高。
通过以上分析,6061铝合金温钎焊接接头的组织和性能是受诸多因素的共同作用的结果。
焊接过程中要根据焊接头的具体用途,合理控制焊接温度、焊接速度和金属材料的选择,以期获得满意的焊接接头组织和性能,有利于6061铝合金在各个领域中的安全、经济、可靠地应用。
总之,6061铝合金温钎焊接头的组织和性能是通过对它的组织形态、加工参数和材料组成等多种因素的综合考虑得出的。
因此,为了达到理想的效果,需要根据具体的结构用途对焊接过程的控制参数进行合理的调整,以获得良好的焊接头组织和性能。
6061铝合金钎焊资料 文档
不论国内外对6061铝合金的研究主要都针对三个方面:钎料、钎剂和工艺方法。
目前广泛采用的工艺方法主要是真空钎焊和保护其体炉中钎焊。
他们都具有各自的工艺特点。
在钎焊时,焊件是依靠熔化活的钎料凝固后连接起来的,因此,焊缝的质量在很大程度上取决与钎料。
铝钎料主要以Al-Si合金为主。
然后根据其他工艺性能添加Cu。
Ge等元素。
经过多年的研究实验,已经取得了让人满意的成绩。
在钎焊过程中焊剂也具有不可替代的作用,因此,其也是现在钎焊研究中重要的组成部分。
现在钎剂主要是在无腐蚀、不溶性钎剂的基础上,提高钎剂活性和稳定性。
目前广泛采用的工艺方法主要是真空钎焊和保护其体炉中钎焊。
真空钎焊,是指工件加热在真空室内进行,主要用于要求质量高的产品和易氧化材料的焊接。
真空钎焊具有如下优点:1)真空钎焊,因不用钎剂,显著提高了产品的抗腐蚀性,免除了各种污染,无公害的处理设备费,有好的安全生产条件;2)真空钎焊不仅节省大量价格昂贵的金属钎剂,而且又不需要复杂的焊剂清洗工序,降低了生产成本;3)真空钎焊钎料的湿润性和流动性良好,可以焊更复杂和狭小通道的器件,真空钎焊提高了产品的成品率,获得坚固的清洁的工作面;4)与其它方法相比,炉子的内部结构及夹具等寿命长,可降低炉子的维修费用;5)适于真空钎焊的材料很多,如:铝、铝合金、铜、铜合金,不锈钢、合金钢、低碳钢、钛、镍、因康镍(Inconei)等都可以在真空电炉中钎焊,设计者根据钎焊器件的用途确定所需的材料,其中铝和铝合金应用得最广泛。
保护其体炉中钎焊也是现在生产中主要采用的一种工艺方法,因其具有钎焊材料的保护气氛很便宜,工厂能大量生产,工业氮基气氛可以液态储存在厂房外面。
这些气氛具有极好防氧化能力,根据需要可以制成具有约0.2%~1.0%以上范围内任何碳势的气氛。
这个碳势范围足以适应所有的碳钢和低合金钢,包括钎焊前已经渗碳的钢。
当所用气氛的碳势与工件金属的碳含量相匹配时,工件金属钎焊时可既不渗碳也不脱碳。
6061铝合金真空钎焊技术的发展_郑欣

10
2014, Vol.42, №1
应用上述方 法 都 有 其 各 自 的 局 限 性,因 而 近 几 年 对 真空钎焊技 术 的 研 究 日 益 增 加,研 究 的 钎 料 主 要 有 Al-Si,Al-Si-Mg,Al-Si-Cu,Al-Ge,Al-Ge-Si 等 几 个 体 系。下面详细介绍近几十年来国内外关于 6061 铝 合金真空钎焊工艺的研究情况。
20 世纪 60 ~ 70 年 代,Schwartz 等 人 在 美 国 专 利[14]中 指 出 6061 铝 合 金 可 以 采 用 由 88% Al 和 12% Si 组成的钎料在 1. 3 × 10 - 2 Pa 真空度和 585℃ ~ 588℃ 温度下进行真空钎焊,并指出在该 Al-Si 钎 料中 w( Si) 可以从 12% 降到 6% ,并获得完整的钎焊 接头。另外,Schwartz 在交给 Martin 公司的一份技术 报告中[15]详细介绍了采用 No. 718( 即 4047) 钎料成 功钎焊 6061 铝合金机箱的真空钎焊工艺。其真空 钎焊温度为 582℃ ~ 593℃ ,真空度为 1. 3 × 10 - 4 Pa。 Al88Si( 4047) 钎料是应用较成熟的钎料体系,但该 钎料体系的钎焊温度较高( 595℃ ~ 605℃ ) ,已超过 6061 的固相线温度,很容易导致基体过烧。
收稿日期: 2013 - 09 - 15 第一作者简介: 郑欣( 1976 - ) ,女,黑龙江拜泉人,工程师。
9
2014, Vol.42, №1
及可切削性能,耐腐蚀和中等强度,该合金的真空钎 焊技术在国内研究较少,而它目前在航天、建筑和汽 车领域 的 应 用 越 来 越 多。 据 相 关 资 料 显 示,Boeing 公司新型飞机“波音 787 梦想”系列飞机液压油系统 的换热器芯体已经由 3003 铝合金改为用 6061 铝合 金制造,对提 高 飞 机 液 压 油 系 统 的 可 靠 性 起 到 重 要 作用。我国对 6061 铝合金的真空钎焊研究目前处 于起步阶段,亟 待 开 发。 国 内 各 大 中 企 业 和 研 究 院 所还没有成功钎焊 6061 铝合金产品的成熟经验,我 国某型机的 6061 零件只能用氩弧焊代替真空钎焊, 导致产品变 形 严 重,热 裂 纹 倾 向 增 加。 本 文 试 图 综 述 6061 铝合金的真空钎焊技术的发展现状,以便为 国内攻克 6061 铝合金真空钎焊的技术瓶颈提供一 些参考。
铝及铝合金钎焊用硬钎料的研究现状与展望

铝及铝合金钎焊用硬钎料的研究现状与展望牛志伟;黄继华;许方钊;刘凯凯;陈树海;赵兴科【摘要】铝及铝合金以其优良的特性,在当代工业材料中占有越来越重要的地位.钎焊作为一种可靠连接铝及铝合金结构件的连接方法而被广泛应用.铝及铝合金钎焊用硬钎料的开发一直是国内外学者争相研究的热点,然而,钎料合金熔化温度高、加工成形性差、钎焊接头强度低等因素严重制约着钎料合金的开发应用,实现商业化的钎料甚少.添加合金元素能够降低钎料熔化温度,改善钎料显微组织和性能,这对铝钎焊用硬钎料的发展是一个行之有效的方法.结合国内外对铝及铝合金钎焊用硬钎料的最新研究成果,全面阐述合金元素的添加对钎料熔化温度、加工成形性及钎焊接头组织性能的影响,指明铝及其合金钎焊用硬钎料目前研究中存在的问题及今后的研究方向.【期刊名称】《中国有色金属学报》【年(卷),期】2016(026)001【总页数】11页(P77-87)【关键词】铝合金;硬钎料;加工成形;钎焊接头【作者】牛志伟;黄继华;许方钊;刘凯凯;陈树海;赵兴科【作者单位】北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083【正文语种】中文【中图分类】TG425+.2铝及铝合金具有密度小、强度高和耐腐蚀等优点,因而广泛应用于汽车、高速铁路车辆、航空航天和军事工业[1-4]。
不同牌号的铝合金及其过烧温度如图1所示。
对于铝合金的焊接,传统的方法主要以熔化焊接为主,设备复杂,且对焊工的技术要求比较严格[5-7]。
钎焊作为铝合金连接的重要方法,具有钎焊件变形小、尺寸精度高等优点,近年来,在国内外得到广泛的应用[8-10]。
铝及铝合金的软钎焊是不常应用的方法,由于铝及铝合金软钎料主要采用以低熔点金属如锡、锌等为基,使得软钎料的成分、组织及电极电位与铝及铝合金母材相差很大,钎焊接头易引起严重的电化学腐蚀[11-12]。
5A06与6061铝合金焊接工艺实验与研究

5A06与6061铝合金焊接工艺实验与研究第一篇:5A06与6061铝合金焊接工艺实验与研究5A06铝合金是一种铝镁系防锈铝,6061铝合金是一种铝镁硅系锻铝,两者的特点是:中等强度,良好的塑性、焊接性和抗蚀性,广泛应用于汽车、船舶、铁道车辆结构件。
因生产工艺要求对5A06与6061铝合金材料进行焊接,为了保证焊接质量,提高生产效率,本实验采用手工TIG焊和半自动MIG焊,对厚度为8mm的5A06与6061铝合金材料进行焊接工艺实验和研究。
母材为8mm厚的5A06与6061铝合金板材,其力学性能见表1。
分别采用手工钨极氩弧焊(TIG焊)和半自动熔化极氩弧焊(MIG焊)两种方法进行焊接,焊丝选用ER5356,其熔敷金属的屈服强度为135MPa,抗拉强度为275MP。
手工交流TIG焊的焊接参数见表2。
环境温度24℃,钨极伸出长度5~6mm,喷嘴距焊接试件8~12mm,焊件焊前预热至200~250℃。
层间清理用不锈钢丝打磨,层间温度不低于200℃。
半自动MIG焊的焊接参数见表3。
采用直流反接,环境温度24℃,喷嘴距焊接试件12~22mm,焊件焊前不预热。
层间清理用不锈钢丝打磨,层间温度不低于200℃。
表1 铝合金材料力学性能合金牌号σs/MPa σb/MPa δ(%)6061 276 310 125A06 160 315 16表2 TIG焊接参数焊接电流焊接速度/ 钨极直径焊丝直径气体流量喷嘴直径焊层数/A /mm /mm(mm·min-1)/(L·mm-1)/mm5 16 250~280 100~150 5~6.4 10~14表3 MIG焊接参数焊接电流焊接电压焊接速度焊丝直径气体流量焊层数/A /V /mm /(mm·min-1)/(L·mm-1)5 220~280 21~24 20~25 12~18 试件焊前采用机械加工方法加工出60°的V形坡口;清除坡口及其附近区域的污染物后,用丙酮擦洗,再用清水冲净;用不锈钢丝或刮刀等工具清理氧化膜,清理后3~4h内施焊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表 3 图 1 中各点的能谱分析结果(质量分数,% ) Tab.3 EDS analysis results of the points in Fig.1(wt% )
Al
Si
Cu
Ni
1点
93.83
0.48
5.69
-
2点
46.76
0.46
52.78
-
3点
61.24
18.21
1.56
18.99
该钎料中 Cu 元素含量减少使 Al2Cu 化合物数量减 少有关;4# 钎料中 Cu 元素含量进一步减少,使焊缝 组织中 Al2Cu 化合物数量减少, 因而白色物数量更 少。 图 1(b)和(c)中灰色区域主要成分为 Al、Si、Ni, 钎 料 中 加 入 的 Si 元 素 和 Ni 元 素 主 要 分 布 在 该 区 域;1# 钎料中不含 Ni 元素, 其焊缝中不存在该灰色 区 域 ,而 4# 钎 料 与 2# 钎 料 相 比 ,Si 含 量 增 加 ,灰 色 区域面积也增大,因此,该灰色区域的形成与钎料中 Ni 元素和 Si 元素有关。 由于灰色区域中白色和黑 色物形貌极细小,这两种物相的成分待进一步分析。 2.3 钎焊强度
(2) 钎料熔化特性的测定: 采用差示扫描量热 (DSC) 方法测定。 所用仪器为德国耐驰 STA409PC 差示扫描量热仪。 升温速率 20 K/min,吹扫气体为高 纯氮气。
(3) 焊接和钎焊强度测试: 铝合金试板尺寸为 60 mm × 20 mm × 2 mm,采 用 搭 接 方 式 ,于 预 先 升 温 至钎焊温度的箱式电阻炉中实施焊接。 钎剂为 CsF-AlF3,钎焊 温 度 为 570℃,焊 接 加 热 时 间 5 min。 焊后水冷实现固溶处理, 再进行 175 ℃× 8 h 时效处 理。 用 GP-TS2000/100KW 万能拉伸机测试接头 的 剪切强度,拉伸速度为 1 mm/min。
金属铸锻焊技术 Casting·Forging·Welding
2012 年 06 月
6061 铝合金钎焊用钎料的研究
刘正林, 杨凯珍, 王 凯, 刘凤美 (广州有色金属研究院, 广东 广州 510650)
摘 要:研究了 6061 铝合金钎焊用中温钎料 Al-Si-Cu-Ni 钎料的熔化特性、钎焊强度、钎料和接头抗腐蚀性能。 结
比较各钎料的钎焊接头腐蚀前后的剪切强度 (表 4),可知,对于 6061 铝合金钎焊, 2# 和 4# 两种钎 料钎焊接头抗腐蚀性比 1# 钎料好的多,而 4# 钎料钎 焊接头的抗腐蚀性又优于 2# 钎料;从各种钎焊接头 在 饱 和 NaCl 溶 液 中 腐 蚀 30 天 后 强 度 降 低 的 数 值 来看,4# 钎料钎焊接头腐蚀后剪切强度没有明显降 低,具有其极优良的抗腐蚀性能。
1 试验
(1) 钎料制备: 采用高频感应加热熔炼表 1 中
收 稿 日 期 :2011-11-20 作者简介:刘正林(1982- ),男,湖南桃源人,工程师,硕士研究生,主要从
事 铝 铜 钎 焊 材 料 研 究 ; 电 话 :15989266530; E-mail:huahu36@
表 1 钎料成分(质量分数,%) Tab.1 The composition of brazing feller metals(wt%)
1# 钎料
2# 钎料
3# 钎料
4# 钎料
Al-5Si-28Cu Al-20Cu-5Si -2Ni Al-10Cu-5Si -2Ni Al-10Cu-10Si -2Ni
各成分的钎料合金。 原材料为 Al(纯度 99.70%)、Cu (纯度 99.95%)、Ni (99.9%)、Si (纯度 99.3%)。 Si 以 Al-Si 中间合金形式加入。 石墨坩埚作感应坩埚。 钎 料合金熔完后保温 5 min,浇注成块状钎料 ,用于焊 接和性能测试。
2012 年 06 月
表 4 各钎料钎焊接头腐蚀前后的剪切强度 Tab.4 The shearing strength of brazed joints with various
brazing feller metals before and after corrosion
钎料
接头腐蚀前强度 /MPa 接头腐蚀后强度 /MPa
钎料
1#
2#
3#
4#
固相线温度 /℃ 液相线温度 /℃
525.3 535.4
517.1 539.8
518.1 580.3
513.9 546.5
度升至 580℃,而在 3# 钎料基础上增加其中 Si 含量 至 10%(即 4# 钎料), 其液相线温度 又回降至 546.5 ℃。 3# 钎料液相线温度高于 Al-Si 共晶钎料熔化温 度, 且接近 6061 铝合金母材固相线温度, 不适于 6061 铝合金的钎焊。 2.2 焊缝组织分析
2 结果与讨论
2.1 钎料的熔化特性 钎料合金的熔化特性测试结果见表 2。 可见,2#
钎料的液相线温度与 1# 钎料相近,在 2# 钎料基础上 减少其中 Cu 含量至 10%(即 3# 钎料), 其液相线温
表 2 钎料合金熔化特性 Tab.2 Melting characteristics of brazing feller metals
对 焊 缝 组 织 中 各 区 域 做 能 谱 分 析 (EDS),结 果 见表 3。 三张图片焊缝中的黑色物的成分相近,从点 1 成分分析结果来看,黑色物可能是主要由 Al 元素 和 Cu 元素组成。 Al 基钎料钎焊铝合金时,母材与钎 料层通常以固溶体过渡,三种钎料钎焊 6061 铝合金 时,母材(三图中左侧部位)与钎料层之间过渡区域 的成分与点 1 及钎料层中黑色区域成分相近,因而, 这些黑色区域可能是含 Cu 的 Al 固溶体。 图 1(a)中 白色物主要由 Al 元素和 Cu 元素组成,其成分(表 3 中点 2)与金属间化合物 Al2Cu 相近。 1# 钎料为传统 的 Al-Si-Cu 钎料 HL401,其 成 分 为 Al-5Si-28Cu,根 据 文 献[3],该 钎 料 组 织 中 存 在 大 量 Al2Cu 相 ,当 其 钎焊铝合金时焊缝组织中也可能形成大量 Al2Cu 化 合 物 ,因 此 ,推 断 图 1(a)中 白 色 物 主 要 由 化 合 物 相 Al2Cu 组成。 2# 钎料的焊缝组织中白色物减少,应与
(4) 焊缝组织分析: 采用 JLSM5910 扫描电镜观 察焊缝组织形貌;能谱仪分析各相成分,推测物相。
(5) 接头和钎料的抗腐蚀性试验: 将接头放在 (20±3)℃的人造海水(2.7%NaCl+ 0.1%KCl+ 0.1%Ca-
204
Hot Working Technology 2012 , Vol.41 , No. 11
1#、2# 和 4# 三种钎料钎焊 6061 铝合金接头剪切 强度测试结果 见表 4。 可见,2# 和 4# 两种钎料 钎焊 6061 铝合金时, 接头强度远高于 1# 钎料;4# 钎料钎 焊强度又高于 2# 钎料。
《热加工工艺》 2012 年第 41 卷第 11 期
205
金属铸锻焊技术 Casting·Forging·Welding
LIU Zhenglin, YANG Kaizhen, WANG Kai, LIU Fengmei
(Guangzhou Research Institute of Non-ferrous Metals, Guangzhou 510650, China)
Abstract:Melting characteristics, brazing strength, corrosion resistance of filler metals and joints of the Al-Si-Cu-Ni brazing filler metals for 6061 alloy brazing were studied. The results show that, the melting temperature of Al-Si-Cu-Ni brazing filler metals are close to the Al-Si-Cu solder HL401and the brazing strength, the corrosion resistance of filler metals and joints are better than HL401; Al-10Cu-10Si-2Ni filler matel with low melting temperature, high brazing strength and better corrosion resistance of joint is suitable for 6061 aluminum alloy brazing.
上半月出版
Casting·Forging·Welding 金属铸锻焊技术
Cl2+0.6%MgCl2+H2O)中浸泡 30 天,洗 净 、吹 干 后 测 试腐蚀后接头的剪切强度。 用动电位极化法评定钎 料的电化学行为,测试仪器使用恒电位仪(LM6 电化 学 工 作 站 ,ZAHNER), 参 比 电 极 为 饱 和 甘 汞 电 极 (SCE),辅助电极为铂电极。 在 3.5%NaCl 标准溶液 中测定合金在不同成分下线性极化曲线, 扫描速度 设定为 180 mV/min。
1#、2#、4# 钎料钎焊 6061 铝合金焊缝组织如图 1 所示。可见,三种钎料的钎焊焊缝中钎料层与母材过 渡层不明显 ;1# 钎料的焊缝由黑色基体和大量白色
块 状 物 组 成 ,2# 钎 料 的 焊 缝 与 1# 钎 料 的 焊 缝 相 比 , 白色块状物减少,但增加了灰色区域(点 4),4# 钎料的 焊缝与 2# 钎料的焊缝相比,白色块状物数域事实 上是由相间分布的极细的白色和黑色物相组成。
1#