6061铝合金的氩弧焊接工艺研究
6061铝合金低功率电阻点焊工艺优化

6061铝合金低功率电阻点焊工艺优化
本文研究了6061铝合金低功率电阻点焊技术中电压、电流、焊接时间和力量对焊缝性能和成型的影响,并采用正交试验法对焊接工艺进行了优化。
实验结果表明,焊接参数对焊缝力学性能和外观质量具有重要影响。
其中,电流是最
重要的参数,其次是焊接时间和力量,最不重要的参数是电压。
在持续15s的焊接时间内,电流为600A,焊接力为10kN,焊接时间为8.5周期,电压为5.5V时,焊缝拉伸强度最高,达到了5.5kN左右。
通过正交试验法优化了焊接工艺,得到最优组合参数为:电流为550A,焊接力为9kN,焊接时间为8周期,电压为5.5V。
经过优化后的焊接工艺制备的焊缝性能和外观质量都
得到了显著的提高,拉伸强度接近6kN,没有裂纹和缺陷。
因此,对于6061铝合金的低功率电阻点焊工艺,需要合理选择焊接参数,以获得满足要求的焊缝性能和外观质量。
正交试验法是一种有效的优化工具,可以帮助我们找到最合
适的焊接参数组合。
6061铝合金MIG焊接头组织性能分析

6061铝合金MIG焊接头组织性能分析6061铝合金是一种常见的铝合金材料,具有优良的机械性能和耐腐蚀性能,常用于航空航天、汽车制造、建筑和电子等领域。
在实际工程中,常常需要对6061铝合金进行MIG焊接来实现零部件的连接和修复。
焊接接头的组织性能对焊缝的性能和使用寿命至关重要,在焊接过程中需要严格控制焊接参数和工艺条件,以获得较好的焊接接头质量。
6061铝合金的MIG焊接接头主要包括母材区、热影响区和焊缝区。
母材区是未受热影响的铝合金基体,其组织主要由等轴晶粒和析出相组成,具有较好的强度和塑性。
热影响区是焊接接头中受到焊接热源影响的区域,其组织通常会发生变化,出现晶粒长大、析出相消耗和固溶元素富集等现象。
焊缝区是焊接过程中熔化的铝合金,其组织取决于焊接参数和工艺条件,主要由铝基固溶体和析出相组成。
6061铝合金的MIG焊接接头组织性能受到很多因素的影响,包括焊接参数、焊接材料、气体保护和焊接工艺等。
在选择焊接参数时,需要考虑焊接电流、焊接电压、焊接速度和气体流量等因素,以保证焊接接头的质量和性能。
焊接材料的选择也很重要,一般选用与母材相似的铝合金焊丝或焊条,以确保焊接接头的相容性和成形性。
气体保护是保证焊接接头质量的关键,常用的保护气体包括纯氩气和氩氧混合气体,能够有效防止氧化和氮化等缺陷的产生。
在实际焊接过程中,需要对焊接接头的组织性能进行详细分析和评价,通过金相显微镜观察接头的金相组织,测量晶粒大小、析出相尺寸和相分布等参数。
通过扫描电镜、X射线衍射分析和硬度测试等手段,进一步研究接头的微观结构和力学性能,评估焊接接头的质量和可靠性。
总的来说,6061铝合金的MIG焊接接头组织性能分析是实现高质量焊接的关键一步,需要对焊接参数、焊接材料、气体保护和焊接工艺等因素进行全面评估,保证焊接接头的组织均匀、强度高、硬度适中,以满足工程要求和使用环境的需求。
通过不断的实验研究和工程实践,不断优化焊接工艺,提高焊接接头的质量和性能,推动6061铝合金材料在各个领域的应用和发展。
铝合金MIG焊接工艺试验与分析

冷弯角度 (d=6.7 t[2])
180° 180°
150° 120°
180° 150°
150° 150°
150° 180°
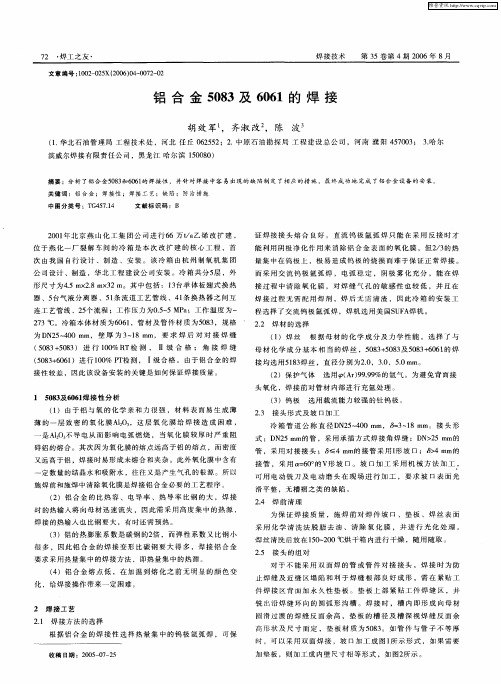
注:强度值均为 3 个接头的平均值。
3 铝合金 MIG 焊注意事项
(1) 铝合金 MIG 焊 最 容 易 产 生 的 焊 接 缺 陷
150
Hot Working Technology 2009, Vol.38, No. 17
这种非热处理强化型铝合金的焊接软化程度较 低, 而 6061、6082 这种热处理强化型铝合金焊后 接头强度的软化比较严重, 强度只有原材料的 70%左 右,因此焊接 热影响区 (HAZ)是 接 头 的 薄 弱区。 在需要保证设计强度的部位应引起重视。
表 3 力学性能试验结果
材料组配
5083/5083 5083/5083 6061//6061 6061/6061 6082/6082 6082/6082 5083/6061 5083/6061 5083/6082 5083/6082
上半月出版
Casting·Forging·Welding 金属铸锻焊技术
是气孔,其接头中的气孔主要是由氢引起的,而氢 的来源很多,主要有电弧气氛中的氢,铝板、焊丝 表面吸附空气中的水分等。因此,焊接时空气的相 对湿度应在 80%以下,所使用氩气的水分含量应 不大于 20 ppm , 否则焊缝会出现大量密集气孔,X 射线拍片检查不合格。
头出现软化区,其强度低于母材强度。 (3) 焊接时,环境空气的相对 湿度应在 80%
以下, 所使用氩气的水分含量应不犬于 20 ppm, 否则焊缝会出现大量密集气孔,X 射 线拍片检查 不合格。
参考文献:
6061铝合金真空钎焊工艺研究
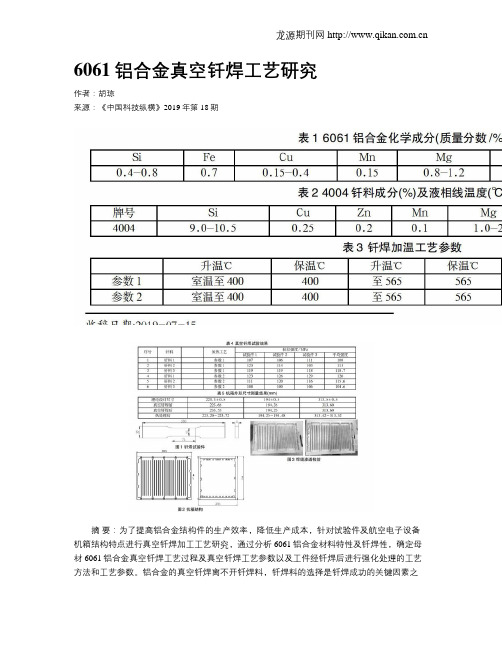
6061铝合金真空钎焊工艺研究作者:胡琼来源:《中国科技纵横》2019年第18期摘要:为了提高铝合金结构件的生产效率,降低生产成本,针对试验件及航空电子设备机箱结构特点进行真空钎焊加工工艺研究,通过分析6061铝合金材料特性及钎焊性,确定母材6061铝合金真空钎焊工艺过程及真空钎焊工艺参数以及工件经钎焊后进行强化处理的工艺方法和工艺参数。
铝合金的真空钎焊离不开钎焊料,钎焊料的选择是钎焊成功的关键因素之一,由于目前市场所能提供的钎焊料品种不多,根据目前市场常见的几种钎焊料,如纯钎料:箔材4004、4047,单面及双面复合钎料其基材为3003,压覆层为4004。
通过对比试验确定钎焊6061母材的焊料为4004相对合适。
关键词:6061铝合金;真空钎焊;焊接工艺;4004钎焊料中图分类号:TG425 文献标识码:A 文章编号:1671-2064(2019)18-0080-020 引言真空钎焊是在真空环境下,不需要使用钎剂,利用毛细作用将钎料填满于母材间隙之间的高质量焊接方式。
其具有焊接变形小,外观质量高、结构简单、加工效率高、环保等优点[1],广泛应用于航天、航空等行业,是航空电子系统机载设备铝合金机箱的常用加工方式。
上世纪70年代,国外已经开始研究铝合金的真空钎焊。
现阶段,美、英、日已经处于高质量批量生产的阶段[2],而我国真空钎焊起步晚,主要用于火箭发动机和航空发动机等不锈钢及高温合金的钎焊,随着航空电子设备轻量化需求,铝合金越来越多的用于机载设备机箱。
6061鋁合金属于可热处理强化合金,具有较好的可成形性、可焊接性及可切削性能,耐腐蚀和中等强度,广泛应用于机载设备[3]。
现阶段对机箱类产品主要采用线切割方式加工机箱腔体,该加工方式不但效率低而且还浪费材料,因此需要对6061铝合金真空钎焊加工工艺进行研究,改进机箱产品加工效率[4]。
1 6061铝合金焊接性能分析铝合金6061属铝镁硅系合金,主要元素为Mg和Si,其强化相为Mg2Si。
铝合金5083及6061的焊接
( )保 护气 体 2
选用  ̄ A )9 9 o r9 . %的氩 气 。为 避 免 背 面 接 ( 9
头 氧 化 ,焊 接 前 对 管 材 内部 进 行 充 氩 处 理 。
1 5 8 及 6 6 焊 接性 分 析 03 0 l
( )钨 极 3
选 用 载 流 能力 较强 的钍 钨极 。
一
管 ,采 用 对 接 接 头 ; 占 ≤4mm的 接 管 采 用I 坡 口 ; 0 m的 形 %4m 接 管 ,采 用 a 6 。 V 坡 口 。 坡 口加 工 采 用 机 械 方 法 加 工 , =0的 形 可 用 电 动 铣 刀 及 电动 磨 头 在 现 场 进 行 加 工 ,要 求 坡 口 表 面 光 滑 平 整 ,无 槽 褶 之 类 的缺 陷 。 24 焊 前 清理 . 为 保 证 焊 接 质 量 ,施 焊 前 对 焊 件 坡 口 、垫 板 、焊 丝 表 面 采 用 化 学 清 洗 法 脱 脂 去 油 、 清 除 氧 化 膜 ,并 进 行 光 化 处 理 。 焊 丝 清 洗 后 放 在 10 2 0o烘 干箱 内进 行 干燥 ,随 用 随 取 。 5—0 C
证 焊 接 接 头 熔 合 良好 。 直 流 钨 极 氩 弧 焊 只 能 在 采 用 反 接 时 才 能 利 用 阴 极 净 化 作 用 来 消 除 铝 合 金 表 面 的 氧 化 膜 ,但2 3 热 /的 量 集 中 在 钨 极 上 ,极 易 造 成 钨 极 的 烧 损 而 难 于 保 证 正 常 焊 接 。
维普资讯
7 ・ 2 焊工 之 友 ・
文 章 编 号 :0 2 0 5 2 0 )4 0 7 - 2 10 — 2 X(0 6 0 - 0 2 0
焊
铝 合 金 58 0 3及 66 0 1的 焊 接
6061铝合金焊接及表面处理工艺研究

1 6061铝 合金 焊接 性分 析
6061铝合金具有 独特的物 理化学性能 ,6061铝合 金化学 成分如 表 1所示 。6061铝合 金在焊接过程 中易 产生气孔 、未 熔合 、裂纹等焊接缺 陷。
表 1 6061铝合金的化学成分 (%。质量分数 )
0.4~O.8 ≤ O.7 0.15一O.4 ≤ O.15 0.6一I-2 ≤ 0.25 0.04~0.35 ≤ 0.15 ≤ 0.05
文献标识码 :A
文章 编号 :2095—98Ox(2o16)05一o061—02
6061 Alum inum Alloy W elding and Surface Processing Research
sUN Bing-yan (CRRC Qishuyan Locomotive Vehicle Technology Research Institute CO.,LTD.,Changzhou,Jiangsu 21301 1,China)
铝合金的导热系数约 比钢大一倍 。在焊接过程 中大量 的 热能被迅速传到基体 金属内部 ,因此焊接铝及铝合金 时比钢 要消耗更多的热量 。因而焊接过程 中工艺参数选择不合理 ,使 得 焊接 热输 入不 足 ,易产生未熔合 、未焊透等缺 陷。焊接过程 中通过调整焊接电流及电压 、控制热输入或焊前预热等工艺 , 可有效 避免未熔 合缺陷。 1.3 裂 纹
氩弧焊铝合金焊接方法
氩弧焊铝合金焊接方法
氩弧焊是铝合金焊接的常用方法,下面是具体方法:
1. 准备工作:在焊接前,首先需要对铝合金进行清洁,以确保焊缝表面没有污垢、油脂和氧化物等。
使用砂纸或刷子进行清理,或者采用振动钢丝刷进行清理。
2. 选择合适的电极材料:对于铝合金焊接,通常使用钨极电极。
钨电极不会熔化,在焊接过程中可以保持稳定性。
3. 调整焊接机参数:在进行铝合金焊接时,需要调整焊接机的电流、电压和氩气流量等参数。
根据焊接材料厚度、焊缝长度和焊接位置等不同条件进行调整。
4. 加热焊缝:在铝合金焊接过程中,焊缝通常需要在焊前进行预热,以提高焊接质量。
预热温度通常在100-200之间。
5. 开始焊接:在确认焊接机参数和焊接位置后,将钨极电极放置在焊缝处,进行打火。
接下来,将焊丝放置于焊缝的顶部,进行焊接。
在焊接过程中,氩气会抵消空气中的氧气,防止铝合金被氧化。
6. 完成焊接:在完成铝合金焊接后,需要等待焊缝冷却。
然后用砂纸或针划刀将焊接处进行清理,以确保焊缝表面没有冷焊、裂纹和氧化物。
注:需要注意的是,铝合金焊接需要采用专业的焊接机和设备,并严格按照操作规程进行操作。
SiCp颗粒增强6061Al基复合材料等离子弧原位焊接的研究的开题报告

SiCp颗粒增强6061Al基复合材料等离子弧原位焊接的研
究的开题报告
一、研究背景
6061铝合金是一种常用的航空航天材料,具有良好的耐腐蚀性、焊接性和机械性能等优点。
然而,6061铝合金的机械性能仍然有一定的局限性,而SiCp颗粒增强6061Al基复合材料则是一种可以提高6061铝合金力学性能的材料。
因此,研究SiCp 颗粒增强6061Al基复合材料的加工工艺和制备方法对于提高其在实际应用中的性能具有重要意义。
二、研究内容
本研究将探究SiCp颗粒增强6061Al基复合材料的等离子弧原位焊接工艺,包括焊接参数的优化、复合材料表面处理和焊接接头的质量评估等方面。
具体研究内容如下:
1. 确定SiCp颗粒增强6061Al基复合材料的表面处理方法,包括清洗、抛光和腐蚀等,以提高焊接接头的质量。
2. 优化等离子弧焊接的工艺参数,包括电弧电压、电弧电流、送丝速度等,使焊接接头在接头强度和外观质量等方面达到最佳状态。
3. 对焊接接头进行断口分析、金相组织和显微硬度等测试,评估其力学和物理性能。
三、研究意义
制备SiCp颗粒增强6061Al基复合材料的等离子弧原位焊接工艺可以大大提高该材料的应用性能和加工效率,有重要的实际应用价值。
四、研究方法
本研究将采用实验研究的方法,通过对SiCp颗粒增强6061Al基复合材料的表面处理和等离子弧原位焊接工艺参数进行优化,制备出优质的焊接接头,并对接头进行力学和物理性能的测试和分析。
五、预期结果
本研究预计可以制备出SiCp颗粒增强6061Al基复合材料的高质量焊接接头,并通过力学和物理性能测试和分析,评价其加工工艺和性能,为该材料的应用提供依据和参考。