1780立辊轧机主传动系统设计指导书
年产200万吨1580热轧带钢生产线设计_毕业设计说明书
QINGGONG COLLEGE, HEBEI UNITED UNIVERSITY毕业设计说明书设计题目:年产200万吨1580热轧带钢生产线工艺设计摘要本设计任务为年产200万吨热带连轧车间,选择250mm厚坯,双粗轧可逆布置。
产品范围1.5~18mm,典型产品5mm。
产品要求品种广泛,质量优良。
设计内容包括建厂依据,原料选择,轧机数量、形式、能力选择,轧制规程计算,轧制图表,年产量计算,凸度规程计算,电机发热校核,轧辊强度校核,辅助设备校核,金属平衡、燃料消耗计算。
为了能生产高质量的汽车板用热卷,轧制时对中间坯的厚度、凸度、表面光洁度都有较高要求,对温度有更严格的制度。
粗轧机配置CVC,控制凸度,严格控制中间坯凸度,也提高粗轧压下量。
采取辊道边部加热、层流边部遮挡,保证热卷产品残余应力较小。
采用新型板凸度仪,高效处理凸度信息,实现凸度、平直度自动控制,做到表面光洁,尺寸精度高,为后续冷轧提供合格带卷。
所设计热轧厂装备有高效的带钢轧制自学习模型和调节系统,从而使带钢厚度、板形、宽度、终轧和卷取温度的控制精度极高。
能够使产品达到设计产量和品种质量的要求,满足市场需求。
关键字1580热轧带钢;厚板坯;粗轧CVC轧机;汽车板用热卷IAbstractDesigned to complete the design of the task book requirements (more than 2.0 million tons annual output of varieties of tropical plant and rolling). Choice of 250mm thick billet, dual rough layout reversible binding. Product range 1.5 ~ 18mm. Typical Product 5mm.Wide varieties of product requirements, good quality.The basis of content, including plant design, rolling a point of order, the crown of order, the rolling charts, annual production, the crown of order, the electrical heating calibration, intensity calibration roll, check auxiliary equipment, metal balance, fuel consumption calculation.In order to produce high quality hot rolled plate with the car, rolling on the piece thickness, convexity, surface finish requirements are high, the temperature more stringent system. Take roll edge heating, laminar flow edge block, to ensure thermal residual stress in a small volume products. Instrument using the new crown, high crown of information processing to achieve crown, flatness control, so that smooth surface, size and high precision cold-rolled to provide qualified for the follow-up coil.New plant is equipped with hot-rolled strip steel rolling technology and highly efficient model and conditioning systems, so that the strip thickness, flatness, width, end-rolling coiling temperature control and high accuracy. Enable the production of products to meet the design requirements of the quality and variety to meet market demand.Keywords1580 hot rolling mill, double reversible roughing, CVC rolling, strip for carII目录摘要 (I)Abstract (I)引言 (1)第1章文献概述 (2)1.1热轧宽带钢轧机工艺装备的新发展 (2)1.2发展中的问题 (5)第2章建厂依据及产品大纲 (6)2.1建厂依据 (6)2.2产品大纲 (6)2.2.1 坯料规格和技术参数 (7)2.2.2 产品钢种和分类 (7)第3章轧机的比较与选择 (9)3.1 车间布置及设备选用的原则 (9)3.2 轧机的确定与选择 (9)3.2.1 轧机数量的选择 (9)3.2.2 粗轧机形式的选择 (10)3.2.3 精轧机机组的选择 (11)3.2.4精轧板型控制方式选择 (16)第4章典型产品的压下规程设计 (17)4.1 坯料尺寸 (17)4.2粗精轧机组压下量分配 (17)4.3确定速度制度 (20)4.3.1粗轧速度制度的确定 (20)4.3.2精轧速度制度的确定 (21)4.3.3精轧机组轧制延续时间 (22)4.4确定轧制温度制度 (22)4.4.1 粗轧各道次温度确定 (23)4.4.2 精轧各道次温度确定 (24)4.5转速的计算 (24)III河北联合大学轻工学院IV4.5.1前滑值的计算 (24)4.5.2轧辊转速的计算 (26)4.6各机架的空载辊缝值得设定 (27)4.7轧制力矩的计算 (28)4.7.1附加摩擦力矩m M (29)4.7.2空转力矩Mk (31)4.7.3动力矩的计算 (33)第5章 轧制图表与年产量计算 (34)5.1轧制图表的基本形式及其特征 (34)5.1.1单机座可逆式轧机的工作图表 (34)5.1.2连续式轧机的工作图表 (35)5.1.3本次设计轧制图表 (36)5.2 轧钢机的产量计算 (36)5.2.1轧钢机年产量的计算 (37)5.2.2轧钢机平均小时产量的计算 (37)5.2.3轧钢车间年产量的计算 (38)第6章 轧辊强度的校核与电机能力验算 (40)6.1轧辊的强度校核 (40)6.2支撑辊弯曲强度 (40)6.3工作辊扭转强度校核 (42)6.4工作辊与支撑辊的接触应力校核 (45)6.5电机的校核 .............................................................................................. - 48 -6.6主电机的功率计算 (51)第7章 辊型的凸度计算 (53)7.1出口板带凸度计算 (53)7.2热凸度计算 (54)7.3轧制力挠度的计算 (55)7.4 CVC 凸度的计算 (57)第8章 辅助设备的选择 (59)8.1加热炉的选择 (59)8.2除鳞设备的选择 (60)8.3辊道的选择 (62)8.4剪切设备的选择 (64)8.5冷却设备的选择 (65)8.6卷取机的选择 (65)8.7活套支撑器 (67)8.8热卷箱的选择 (67)8.9板坯宽度侧压设备 (69)第9章金属平衡与其他消耗 (72)9.1金属平衡 (72)9.2其他消耗 (73)第10章轧钢车间平面布置及经济技术指标 (74)10.1轧钢车间平面布置 (74)10.1.1 轧钢车间平面布置的原则 (74)10.1.2 金属流程线的确定 (75)10.2 车间技术经济指标 (76)10.2.1 各类材料消耗指标 (76)10.2.2 综合技术经济指标 (79)总结 (82)参考文献 (83)致谢 (1)V引言近几年来我国集中建设了一大批宽带钢热轧机,数量之多,建设速度之快,不仅在我国,在全世界也是空前的。
1780 mm热连轧粗轧主传动电机安装技术
2018年第3期(总183期)yz.js@一重技术某1780mm 不锈钢热连轧项目是2013年福建省的重点项目,生产规模为年产不锈带钢250万t 。
该生产线由1架带立辊的四辊可逆粗轧机和8架精轧机及附属设备组成。
其中的粗轧主传动电机是由哈尔滨电机厂生产的2台交-交变频调速同步电动机,布置方式为上辊电机在前,下辊电机在后,电机型号为TBP7000-16,额定功率为7500kW ,电机为分体运输,转子、定子需在安装现场穿芯组装,单台转子的重量约为70t ,定子的重量约为44t ,现场起重行车的额定起重能力为125t 。
因此有能力将穿芯后的定子、转子整体吊装就位,吊装时采用吊转子带动定子的方式进行。
1电动机安装程序1.1施工准备技术准备在技术准备过程中,由项目部的技术负责人组织施工技术人员熟悉图纸,进行施工组织总设计交底和现场勘查,施工技术人员根据设计方案和现场实际情况,编制施工方案,制定施工技术措施,对施工班组进行技术交底和安全保证措施交底,使参加施工的管理人员和施工作业人员能够掌握工程特点、施工方法、技术和质量要求,明确相关规范、验收标准、安全注意事项。
场地准备由于主传动电机的外形尺寸和重量大,二次倒运不方便,所以电机运抵后直接存放在厂房主电机跨的电机维修区。
因此,在卸车时就要考虑将来行车吊装电机就位的施工过程,货物开箱后将全部安装附件转移至集装箱中妥善保管,电机转子、定子等大型部件要做好封盖防护工作,防止因厂房漏雨等意外事故对电机造成损坏,同时准备好安装所需的所有施工工具、检测仪器,吊具及其它辅助设施。
1.2电机安装施工工艺流程大型电机的安装过程十分复杂,每一步骤都必须认真执行施工要领,确保达到安装要求,以保证电机的安装质量(见图1)。
1.一重集团大连工程技术有限公司助理工程师,辽宁大连1166001780mm 热连轧粗轧主传动电机安装技术高明1摘要:主传动电机作为热连轧生产线上的主要传动设备,是轧机运行的主要动力来源。
1780mm热轧带钢精轧过程设定系统

2006.6
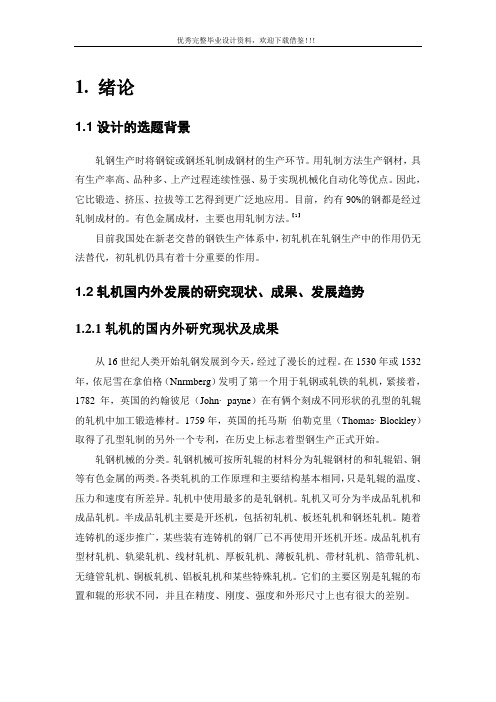
开始
(1) 轧制模式计算
(2) 运行时间表计算
(6) 负荷分配修正
(3) 温度计算
(5) 敏感度计算
(4) 设备负荷计算
安全功能执行标志 关
开 Y
收敛循环计数≧极限
超限
N 负荷分配校核
失败
不超限 (7) 带钢出口温度安全
成功 结束
RAL
2.4 压下规程的计算
(1) 轧制模式计算
每一机架根据带钢厚度计算以下的参量(F1~F7):
当精轧出口温度超出目标值时,FSU修正穿带速度和喷水 模式来保证精轧出口温度。
FSU根据相应的厚度压下规程,计算最终的精轧设定值。
2006.6
RAL
1.2 FSU系统的组成
序号 功能模块
主要任务
精轧设定 基于轧制理论数学模型或经验统计模型,计
1
算精轧区的各种物理参数;进行压下规程的
计算 计算,确定设备基准值 。
13
RdtCal
273
式中: FetCal —精轧入口平均温度,℃; RdtCal —粗轧出口平均温度,℃; EpCon —带钢辐射率; SigCon —史蒂芬-波尔兹曼常数,kcal/m2hr℃4。 Tim(1) —带钢从粗轧出口测温仪到精轧入口测温仪的运行时间,hr; CpCon —带钢比热,kcal/kg℃; GamCon —带钢比重,kg/m3; LctLay —温度学习系数; RdhMod —粗轧粗口厚度,mm;
consig史蒂芬波尔兹曼常数kcalmral2006623fet中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fetr2末道次轧制所需时间rdllshswsrdhrdwt1vrrft0中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fet中间坯加速到最大速度所需时间t2adtft0中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fet中间坯以最大速度运行时间t3rdl100012vdtft0中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fet中间坯减速到精轧除鳞速度所需时间t4中间辊道运行时间计算从粗轧出口测温仪到精轧入口测温仪gft0t4ft0中间辊道速度飞剪切头速度粗轧速度r2t1t2t3t4ral2006623fet273273conconcalcallaycalcalconconmodepsigtimfetrdtlctrdtrdtcpgamrdhcalfet精轧入口平均温度
1780连轧机设计
1. 绪论1.1设计的选题背景轧钢生产时将钢锭或钢坯轧制成钢材的生产环节。
用轧制方法生产钢材,具有生产率高、品种多、上产过程连续性强、易于实现机械化自动化等优点。
因此,它比锻造、挤压、拉拔等工艺得到更广泛地应用。
目前,约有90%的钢都是经过轧制成材的。
有色金属成材,主要也用轧制方法。
【1】目前我国处在新老交替的钢铁生产体系中,初轧机在轧钢生产中的作用仍无法替代,初轧机仍具有着十分重要的作用。
1.2轧机国内外发展的研究现状、成果、发展趋势1.2.1轧机的国内外研究现状及成果从16世纪人类开始轧钢发展到今天,经过了漫长的过程。
在1530年或1532年,依尼雪在拿伯格(Nnrmberg)发明了第一个用于轧钢或轧铁的轧机,紧接着,1782年,英国的约翰彼尼(John· payne)在有俩个刻成不同形状的孔型的轧辊的轧机中加工锻造棒材。
1759年,英国的托马斯伯勒克里(Thomas· Blockley)取得了孔型轧制的另外一个专利,在历史上标志着型钢生产正式开始。
轧钢机械的分类。
轧钢机械可按所轧辊的材料分为轧辊钢材的和轧辊铝、铜等有色金属的两类。
各类轧机的工作原理和主要结构基本相同,只是轧辊的温度、压力和速度有所差异。
轧机中使用最多的是轧钢机。
轧机又可分为半成品轧机和成品轧机。
半成品轧机主要是开坯机,包括初轧机、板坯轧机和钢坯轧机。
随着连铸机的逐步推广,某些装有连铸机的钢厂已不再使用开坯机开坯。
成品轧机有型材轧机、轨梁轧机、线材轧机、厚板轧机、薄板轧机、带材轧机、箔带轧机、无缝管轧机、铜板轧机、铝板轧机和某些特殊轧机。
它们的主要区别是轧辊的布置和辊的形状不同,并且在精度、刚度、强度和外形尺寸上也有很大的差别。
1.2.2初轧机的发展趋势总的来说,轧钢机械向着大型、连续高速和计算机控制方向发展。
初轧机的发展,在发展连铸的同时,国外仍在新建或扩建初轧机,以扩大开坯能力。
这是由于开坯机具有产品变化灵活,便于实现自动化等优点,如日本1969年有三台板坯初轧机和一台方坯初轧机投入生产。
东北大学毕业设计——1780二辊粗轧机设计

Key word:
Plate, roughing mill, mill housing, Finite Element Method, Pro/Engineer
iii
东北大学毕业设计 .............................................................................................................. i 摘要 .............................................................................................................................ii Abstract .................................................................................................................. iii 目 录................................................................................................................... - 1 第一章 绪论 ..................................................................................................... - 1 1.1 背景 ................................................................................................................. - 1 1.2 轧钢机械........................................................................................................ - 1 1.3 轧钢机的标称及分类.................................................................................. - 2 1.3.1 轧机的标称................................................................................................. - 2 1.3.2 轧机的分类................................................................................................. - 3 1.4 本课题的内容................................................................................................ - 3 -
1780R2粗轧机压下系统设计

1780R2粗轧机压下系统设计摘要随着钢铁工业的不断发展,轧机作为作为主要的轧钢设备也在不断的更新和发展。
1780热带钢连轧机是现代热带钢连轧机的典型代表。
其粗轧机采用电动压下系统。
结构简单、维护方便、调整范围大、调整迅速。
能满足轧制精度的要求。
本文对1780R粗轧机压下系2统进行了系统的设计计算,主要介绍了轧钢技术国内外的发展概况和热带钢连轧机的现状及发展趋势,并且系统的分析比较了各种压下系统的优缺点。
最终确定了1780R粗轧机压2下系统的最优设计方案。
在此基础上,对压下系统进行了设计计算。
主要包括压下电机的容量选择、直线环面蜗杆减速器基本尺寸的设计计算、蜗杆轴的强度校核、压下螺丝和螺母的强度校核及轧机机架的强度校核。
本文还简要介绍了润滑方式的选择、安装试车规程以及经济性和环保性的分析等。
构成了完整的压下系统设计。
关键字:热带钢连轧机;轧钢技术;压下系统;强度校核The Design of Pressure System of 1780R2Rude Rolling MillAbstractWith the continuous development of the iron and steel industry, mills as the major rolling equipment are also continuously updating and developing. 1780 hot strip rolling mill is a typical of hot strip rolling mill in modern. Its rude rolling mill use of electric pressure system, it has the simple structure, the easy maintenance, large adjustment range and the rapid adjustment. It can meet the accurate requirement of 1780R2 rude rolling mill in the paper, it mainly introduces the rolling technology developments at home and abroad hot strip rolling mill of the status and the development trend, and systematically analysis the advantages and disadvantages of the pressure system. Eventually determine the options of optimal of design system of 1780R2 rude rolling mill. It carried on designing and calculating to the pressure system in this foundation, it including of the options of pressure motor of capacity, the calculation of linear-toroidal worm of reducer basic size, the strength checking of worm axis, the strength checking of adjusting screw and nut and the strength checking of mill housing . Also gave a brief account of the choice of mode lubrication, test order and the analysis of economic and environmental in the paper, and so on. Constituted an integrity of design of pressure system.Keywords: hot strip rolling mill; rolling technique; pressure system; the strength checking目录1.绪论 (1)1.1.轧钢技术国内外发展概况 (1)1.2.热带钢连轧机的现状及发展趋势 (2)1.3.实习厂情况介绍(主要设备、产品品种、工艺流程、工厂平面布置图) (3)1.4研究内容及设计方法 (4)2.方案设计 (6)3.设计计算 (9)3.1压下电机容量的选择 (9)3.1.1被平衡件重量的计算 (9)3.1.2 转动压下螺丝静力矩的计算 (9)3.1.3 压下电机容量的选择 (12)3.2压下装置传动机构的设计 (13)3.2.1 蜗杆传动的设计计算 (13)3.2.2蜗杆轴的强度计算(第二级减速器蜗杆轴) (25)3.2.3 压下螺丝螺母的强度计算 (32)3.3机架的强度计算 (35)3.3.1机架的结构尺寸 (35)3.3.2受力及其力矩 (36)4.润滑方式的选择 (41)5.安装试车规程 (42)6.经济性与环保性分析 (43)6.1经济性分析 (43)6.1.1经济寿命的计算 (43)6.1.2经济设备大修期确定 (46)6.2环保性分析 (48)结束语 (50)致谢 (51)参考文献 (51)1.绪论1.1.轧钢技术国内外发展概况轧钢生产是将钢锭或钢坯制成钢材的生产环节。
钢管轧管机主传动系统设计说明书

钢管轧管机主传动系统设计摘要在现代社会中,钢材产量和质量是衡量一个国家国力的重要指标,社会对钢铁轧制品数量和质量的要求越来越高,钢管作为钢铁轧制品在工业生产和日常建设中起到举足轻重的作用。
轧管机主传动系统是由机械、电气以及控制多个部分组成,系统庞大,它的设计的优良直接影响产品质量的好坏,即可看出轧管机主传动系统设计的重要性。
本次设计的主要目的是进一步掌握轧管机主传动系统,并对主其要部件进行设计和计算校核。
在查阅大量文献和了解相关知识,并且到鞍山钢铁集团公司无缝钢管厂Ø219、Ø159和PQF三条国内先进的生产线进行实习调研,掌握现代轧管机的发展及设备结构特点状况后,确定了两台电机通过万向接轴直接带动工作辊工作的总体传动设计方案。
通过对Ø159MPM轧管机的主要力能参数的计算,合理选择电机,联轴器、减速器主要零件以及万向联轴器和连接轴,并进行强度计算和校核。
同时,确定润滑方式,并进行经济性和环境保护的分析。
关键词:轧管机;主传动系统;力能主要参数计算Steel Pipe Tube Rolling-mill Master DrivingSystem DesignAbstractIn modern society, output and quality of steel is a measure of national power of a state is important index, society for steel mill products quantity and quality of the increasingly high demand for iron and steel mill products, steel pipes used in the industrial production and the daily construction play a decisive role in the. Tube rolling mill main drive system is composed of mechanical, electrical and control of multiple parts, large system, its design quality directly affects the quality of the product, you can see the tube rolling mill main drive system of the importance of design. The main purpose of this design is to further understand the tube rolling mill main drive system, and its main components design and calculation. On literature review and understanding of the relevant knowledge, and to the Anshan Iron And Steel Group Corporation of seamless steel pipe plant in219,159and PQF three domestic advanced production line in practice research, to master modern pipe mill development and structural feature of the equipment after the state, identified the two motor through a universal joint shaft directly drives the work roll and the overall transmission design scheme. The white159MPM tube rolling machine main parameters of force and energy calculation, reasonable selection of motor, coupling, reducer main parts and universal joint and a connecting shaft, and the strength calculation and checking. By field practice grasp of the situation, determine the lubrication mode, and the economic and environmental protection analysis.Keyword: The tube rolling-mill;main Driving System;Power Parameter main calculated目录摘要......................................................................................................................................................I Abstract.................................................................................................................................................II 1绪论 . (5)1.1选题背景及目的 (5)1.2钢管生产工艺及其在国民经济中的主要地位与作用 (1)1.2.1钢管生产工艺 (1)1.2.2在国民经济中的主要地位与作用 (2)1.3国内外轧管机械的发展状况 (2)1.3.1穿孔机的发展 (3)1.3.2轧管机的发展 (4)1.3.3减径机的发展 (4)1.3.5矫直机的发展 (5)1.4课题的研究内容及方法 (5)2 总体方案选择 (6)2.1设计的原始参数 (6)2.2方案的选择 (7)2.2.1总体思路的选择 (7)2.2.2轧管机主传动装置的类型 (7)3轧管机轧制力参数计算 (8)3.1轧机轧制力P的确定 (8)3.2轧机轧制力矩的确定 (10)4电机的选择 (11)4. 1轧机主电动机功率计算 (11)4.1.1轧机主电动机力矩计算 (11)4.1.2轧机主电动机功率计算 (12)4.2初选电动机 (13)4.3电动机校核 (14)5主传动系统主要零部件的校核计算 (15)5.1减速机的设计与校核计算 (15)5.1.1齿轮的设计计算 (16)5.1.2按齿根弯曲强度校核设计 (18)5.1.3齿轮几何尺寸计算 (20)5.2小齿轮轴的校核计算 (20)5.2.1齿轮轴设计 (20)5.2.2齿轮轴上载荷计算 (21)5.2.3按弯扭合成应力校核轴的强度 (24)5.2.4根据轴的安全系数校核轴 (24)5.3 352056X2轴承寿命验算 (26)5.3.1轴承简介 (26)5.3.2轴承所受载荷计算 (26)5.3.3验算轴承寿命 (28)5.4 352060X2轴承寿命验算 (28)5.4.1轴承所受载荷计算 (28)5.4.2验算轴承寿命 (30)5.5 联轴器和键强度校核 (30)5.5.1联轴器的校核 (30)5.5.2键的校核 (30)5.6 万向接轴选择和校核 (32)5.6.1 主要参数和系列尺寸的选择 (32)5.6.2 万向接轴的强度计算 (32)6润滑及维护 (34)6.1润滑 (34)6.2维护 (36)6.2.1轧机主传动装置维护 (36)6.2.2在轧机维护中应用故障诊断技术 (37)7经济分析及环境保护 (38)7.1经济分析 (38)7.2环境保护 (39)7.2.1废水治理 (39)7.2.2固体废物处理和综合利用 (40)7.2.3噪声处理 (40)结论 (40)致谢 (41)参考文献 (42)1绪论1.1选题背景及目的短暂的大学生活即将结束,我们迎来了每个本科生都会经历的毕业设计,这是对我们能否将理论知识化为实践能力的一次检测。
辽宁科技大学1780热轧生产线课程设计(王振敏)

短行程控制:有效侧压率=(侧压量-宽展量)/侧压量
短行程控制:针对在大侧压下头尾明显变窄的形状,利用一个线性函数分段计算各立辊辊缝,它是在动态进行设定调整的,立辊除有电动侧压作为静态立辊辊缝设定外,还装有液压压下,它是作为短行程的动态辊缝调节用。液压压下根据头尾形状,按预先计算值设定进行动态调整,以克服由于大侧压造成的头尾变窄现象
我国目前宽带钢热连轧机水平和生产能力整体上达到了国际平均水平,有的则代表着当前国际的最新水平。国外轧钢界专业人士说世界上最先进的热连轧机在中国。尤其是宽带钢热连轧技术和生产线的蓬勃发展明显受到国民经济建设和相关行业发展的拉动,发展的速度和规模从数量上适应了需求。未来发展的重点,或者说热连轧企业间竞争的焦点,将集中在提高产品的质量和档次,扩大品种和规格,降低成本和消耗,提升产品的附加值和生产线的综合竞争能力。在提高钢铁冶金工艺和装备、工程设计、信息化和计算机应用、管理水平方面不间断地发展切实的技术进步,跟上经济全球化的步伐,我国在热轧宽带钢领域能够达到和保持国际先进水平。
对于不同宽度、厚度、合金的带材只有一种最佳的凸度,轧辊才能产生理想的目标板形。辊缝控制方法分为两大类:
(1)柔性辊缝控制:增大有载辊缝凸度的可调范围,如CVC、PC轧机;
(2)刚性辊缝控制:增大有载辊缝横向刚度,减小轧制力变化时对辊缝的影响。HC轧机。
常规的板形控制手段:主要有弯辊控制技术,倾辊控制技术和分段冷却控制技术等。
1.2.2
我国第一套热轧宽带钢轧机始建于1957年,即鞍钢的半连续轧机,全套设备从当时苏联引进,为一套2800mm/1700半连续式伴带轧机,即生产中厚钢板,又生产卷钢,该轧机的轧制中厚板部分与1958年7月先投产,1959年精轧机组投产,开辟了我国宽带钢卷生产历史。该轧机基本上是采用手动操作,人工设定的操作方式,轧机的主要生产工艺技术指标相当于第一代热带轧钢的装备水平,该轧机已于2000年8月停产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计指导书
指导教师;汪曦
一.题目名称:1780立辊轧机主传动系统设计
二.目的要求:
立辊轧机是用来热轧板坯宽度的,通过对该轧机的设计,使学生们达到综合训练的目的,并对该轧机进行消化、吸收、掌握和改进,最终对该轧机的结构组成、工作原理和主要特点等应该全面掌握,为将来走向工作岗位打好坚实的基础。
三.毕业设计的主要内容:
1.中文摘要和外文摘要
2.绪论部分
(1)立辊轧机的发展概况;
(2)该轧机的主要产品、技术性能及工艺参数;
(3)该轧机的类型、用途、特点、结构组成、工作原理等;
3.轧机总体方案的确定
(1)机座形式、主传动机构组成和作用、轧辊的结构特点及轴承形式等;
(2)侧压机构组成和作用等。
4.轧机结构参数的确定
包括辊径、辊身长度和辊速等。
5.轧机主传动系统力能参数的计算
包括轧制力、轧制力矩和主电机功率的计算,根据轧机的工作特点选择电机容量。
6.主要零件的强度计算
包括重要的轧辊、轴、齿轮、轴承等零件的计算。
7.润滑方式的选择
8.经济可行性分析
9.计算机绘图
总图1张、部件装配图2~3张、零件图3~4张,折合成A1图纸6张以上。
四.步骤和方法
1.首先根据有关资料确定总体设计方案,然后依照给定的设计参数,参考轧机设计理论进行轧机力能参数的计算并选择电机容量;
2.然后后按照机械设计理论校核主要零件的强度;
五.进度安排
第1周:总体方案设计;
第2周:轧机力能参数计算;
第3~4周:;主要零件的强度计算;
第5~9周:总图、部件装配图、零件图绘制;
第10周:翻译外文资料,写摘要并翻译成外文摘要;
第11周:整理说明书并打印;
第12周:检查图纸并打印;
第13周:准备答辩;
第14周:答辩。
六.参考资料
1.施东成。
轧钢机械设计方法。
北京:冶金工业出版社1991
2.徐灏。
机械设计手册北京机械工业出版社1991
3.邹家祥。
轧钢机械北京冶金工业出版社1995
4.施东成等。
轧钢机械理论与结构设计北京冶金工业出版社1993 5.王海文。
轧钢机械设计北京机械工业出版社1983
6.机械设计手册化学工业出版社
7.轧机参考图纸。