钻孔循环指令的使用
FANUC系统加工中心的11种孔加工固定循环指令
FANUC系统(加工中心)的11种孔加工固定循环指令”FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△ X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以就是G98与G99,G98与G99两个模态指令控制孔加工循环结束后刀具就是返回初始平面还就是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90与相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a 图bN02 T01 M06; 选用T01号刀具(Φ10钻头)N04 G90 S1000 M03; 启动主轴正转1000r/minN06 G00 X0、 Y0、 Z30、 M08;N08 G81 G99 X10、 Y10、 Z-15、 R5 F20; 在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止) N12 Y30; 在(50,30)位置钻孔N14 X10; 在(10,30)位置钻孔N16 G80; 取消钻孔循环N18 G00 Z30N20 M302)钻孔循环指令G82G82钻孔加工循环指令格式为:G82 G△△ X__ Y__ Z__ R__ P__ F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
钻孔加工固定循环指令

固定循环的基本动作
编程格式: G90 /G91 G98/G99 G73~G89 X~ Y~ Z~ R~ Q~ P~ F~
式中: G90 /G91--绝对坐标编程或增量坐标编程,一般使用G90模式; G98--返回起始点(初始平面); G99--返回R平面。 G73~G89--孔加工方式,如钻孔加工、高速深孔钻加工、镗孔加工等; X、Y--孔的位置坐标; Z--孔底坐标; R--安全面(R面)的坐标。增量方式时,为起始点到R面的增量距离;
数控系统孔加工固定循环功能
为了进一步提高编程工作效率, 数控系统设计有固定循环功能,它规定对 于一些典型孔加工中的固定、连续的动作,用一个G指令表达,即用固定循环 指令来选择孔加工方式。
例题1:
常用的固定循环指令能完成的工作有:钻孔、攻螺纹和 镗孔等。这些循环通常包括下列六个基本操作动作:
1、在XY平面定位(孔定位) 2、快速移动到R平面 3、孔的切削加工 4、孔底动作 5、返回到R平面 6、返回到起始点平面(G98才 有这一步动作)。
G83间歇进给,有利于断屑、排屑; 钻削深度到Q值时,退回到R平面;
d值由系统参数设定。
5、镗孔循环(精镗加工)
格式: G76 X___Y ___ Z___R___ Q ___ F___ ;
主轴在孔底定向停止后,向刀尖反方向移动, 然后快速退刀,如图1所示。这种带有让刀的 退刀不会划伤已加工平面,保证镗孔精度。
P_:在孔底的暂停时间 (单位:毫秒)
与G81 指令基本相同,只是G82指令 பைடு நூலகம்孔底增加了“暂停”时间。由于在 孔底暂停,在盲孔加工中,可提高孔 深精度和表面光滑。
数控加工--钻孔循环指令

数控加工--钻孔循环指令数控加工,听起来是不是有点高大上?其实,它就像一把精准的利器,能把我们想象中的图纸变成现实。
今天,咱们聊聊钻孔循环指令。
这个技术可谓是数控加工中的重要一环。
让我们一探究竟,看看它的奥秘吧。
一、什么是钻孔循环指令1.1 定义钻孔循环指令,简单来说,就是用数控机床进行钻孔时的一种操作指令。
这种指令不仅让机器动起来,还能确保孔的深度、直径等参数精准无误。
听着是不是很酷?其实,它的工作原理就像给机器下达一个“任务”,它会按照设定好的路线进行钻孔,直至完成。
1.2 应用这种技术在许多领域都有广泛的应用。
从汽车制造到航天工业,钻孔循环指令无处不在。
想象一下,汽车零件上的每一个小孔,都是通过这种指令一一完成的。
这种精度,简直是工艺品级别的啊!没有它,很多产品可能都无法顺利出厂。
二、钻孔循环指令的种类2.1 G代码指令说到钻孔循环指令,大家最常接触的就是G代码。
G代码就是一串神秘的数字和字母,像是一种机器的语言。
比如,G81就是简单的钻孔循环指令。
这就好比给机器下了一个简洁的“命令”,让它快速而高效地完成任务。
2.2 常见参数在使用G代码时,还有几个参数得注意。
比如,R值、Z值和F值。
R值决定了孔的进给速度,Z值则是孔的深度。
F值呢,就是进给率,直接关系到加工效率。
这些参数就像是一道道公式,只有搞明白了,才能让机器顺利工作。
2.3 循环种类除了基本的G81,还有其他一些钻孔循环,比如G82、G83等。
这些都是有特定用途的。
G82带有暂停功能,适合深孔加工;G83则是铣削钻孔,适用于材料较硬的工件。
这些循环指令就像是不同的工具,根据需要灵活运用,事半功倍。
三、使用钻孔循环指令的技巧3.1 参数设置参数的设置至关重要,得认真对待。
试想,如果你把R值设得太高,可能导致孔的精度不够,工件就白费了。
因此,在操作时要仔细检查每一个参数,确保万无一失。
3.2 编程习惯良好的编程习惯也是成功的关键。
注释清晰、逻辑严谨,能让后续的操作变得轻松不少。
数控铣床钻孔固定循环指令详解
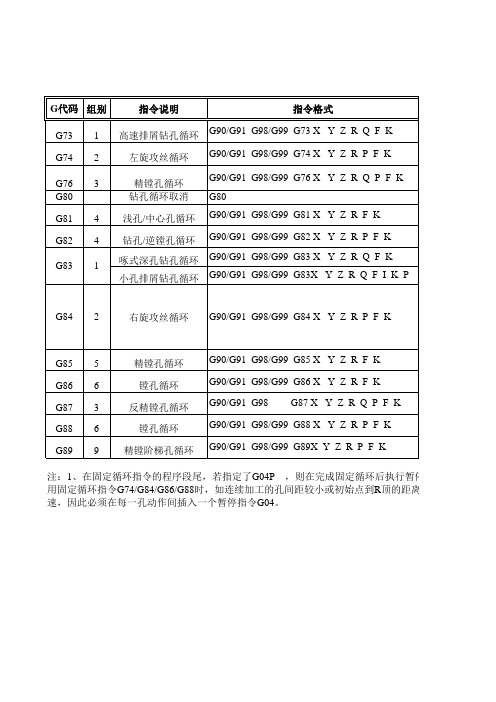
注:1、在固定循环指令的程序段尾,若指定了G04P__,则在完成固定循环后执行暂停,而固定循环指令 用固定循环指令G74/G84/G86/G88时,如连续加工的孔间距较小或初始点到R顶的距离很短,则在进入孔 速,因此必须在每一孔动作间插入一个暂停指令G04。
铣床钻孔固定循环
参数说明 Z:从R点到孔底的距离 钻削(-Z方向) 间歇进给 切削进给 Q:孔底刀具偏移量 切削进给 切削进给 切削进给 切削进给 间歇进给 停刀 停刀----主轴正转 主轴定向停止 在孔底的动作 回退(+Z方向) 快速移动 切削进给 刀具离开孔壁快 速移动 快速移动 快速移动 快速移动 快速移动
4 4 1
啄式深孔钻孔循环 G90/G91 G98/G99 G83 X_ Y_Z_R_Q_F_K_ 小孔排屑钻孔循环 G90/G91 G98/G99 G83X_ Y_Z_R_Q_F_I_K_P_
G84
2
右旋攻丝循环
G90/G91 G98/G99 G84 X_ Y_Z_R_P_F_K_
G85 G86 G87 G88 G89
应用 高速深孔钻 左旋攻丝 精镗 取消 钻浅孔和中心孔 镗阶梯孔或锪孔 深孔
刚性攻丝主轴为伺服电机 (指令前加入M29,或参 数NO5200#0=1),柔性 攻丝需用攻丝夹头 转速需与进给量/螺Y-250Z150R-100Q15F100 M04S100;G99G74X300Y -250Z-150R-100Q15F100 G99G76X300Y-250Z150R-100Q5P1000F100 G99G81X300Y-250Z150R-100F100 G99G82X300Y-250Z150R-100P1000F100 G99G83X300Y-250Z150R-100P1000F101 M03S100;G99G84X300Y -250Z-150R100P1000F200 ; G84(G74) X_Y_Z_R_P_Q_F_K_(排 屑性刚性攻丝) G99G85X300Y-250Z150R-100F100 G99G86X300Y-250Z150R-100F100 G99G87X300Y-250Z150R-100Q5F100 G99G88X300Y-250Z150R-100P1000F100 G99G89X300Y-250Z150R-100P1000F100
海德汉钻孔循环程序格式

海德汉钻孔循环程序格式钻孔循环程序是石油钻井中常用的一种操作流程,用于完成井孔的钻进、取心、测试、固井等作业。
海德汉钻孔循环程序格式主要包括井底操作指令、岩心取样指令、岩性判断指令、循环泥浆配方指令等内容。
以下是一个关于海德汉钻孔循环程序格式的参考内容。
1. 井底操作指令:- 给井底通气:在开始钻孔之前,需要给井底通气,排除井筒内的气体,确保操作安全。
- 开启井底泵:将泥浆泵送到井底,在钻杆和井内形成流体循环。
- 开启钻杆锁定器:确保钻杆能够持续地下钻,并保持稳定。
- 开始下钻:根据井轨计划,开始进行钻井作业。
2. 岩心取样指令:- 停止钻进:当井钻到一定深度或者出现特定的地层时,需要停止钻进,并准备取岩心样品。
- 摩擦减小:停止钻进后,降低钻杆的旋转速度和钻进的下压力,以减小摩擦力,确保取心的顺利进行。
- 选取取样位置:根据地质学家的要求,确定取样位置,并确保取样的准确性和代表性。
- 取心:使用岩心工具,将地层的岩心样品取出来,并进行标记、记录。
3. 岩性判断指令:- 视觉判断:对取出的岩心样品进行目测,通过颜色、质地等特征进行初步岩性判断。
- 物理性质测量:采用测井仪器对岩心样品进行物理性质测量,如密度、孔隙度、含油含气等,从而进一步判断岩性。
- 泥浆分析:对岩心样品进行泥浆分析,了解泥浆过滤性能、封隔能力等,判断岩性是否适合进行固井操作。
4. 循环泥浆配方指令:- 配制新泥浆:根据当前地层情况、取心结果和固井要求,配制新泥浆,确保钻井过程中泥浆的性能和适用性。
- 更换泥浆:当遇到特殊地层或需要更换泥浆时,指示进行泥浆更换操作,并确保更换后的泥浆能够满足钻井要求。
- 检测泥浆性能:通过适当的检测手段,对泥浆的性能进行检测,如测定泥浆密度、粘度、固相含量等,确保泥浆的质量。
- 调整配方:根据泥浆检测结果,进行必要的调整,以保持泥浆的性能稳定。
通过以上几个方面的指令,海德汉钻孔循环程序能够有效地指导钻井作业并满足钻井要求。
钻孔循环指令的使用

邯郸职业技术学院教案教研室:机电一体化教研室授课教师:贾建军邯郸职业技术学院讲稿教研室:机电一体化教研室授课教师:贾建军第17次课第4章加工中心加工技术4、4 加工中心编程2、钻孔循环指令G81、G82、G73、G84、G74、G85、G86、G89、G76、G87、G80采用孔加工固定循环功能,只用一个指令,便可完成某种孔加工(如钻、攻、镗)的整个过程。
(一)孔加工循环的动作孔加工循环指令为模态指令,一旦某个孔加工循环指令有效,在接着所有的位置均采用该孔加工循环指令进行孔加工,直到用G80取消孔加工循环为止。
在孔加工循环指令有效时, XY平面内的运动方式为快速运动(G00)。
孔加工循环一般由以下6个动作组成,如图5-33所示。
1)A→B刀具快速定位到孔加工循环起始点B(X,Y);2)B→R刀具沿Z方向快速运动到参考平面R;3)R→E孔加工过程(如钻孔、镗孔、攻螺纹等);4)E点,孔底动作(如进给暂停、主轴停止、主轴准停、刀具偏移等);5)E→R刀具快速退回到参考平面R;6)R→B刀具快速退回到初始平面B。
(二)孔加工固定循环指令FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以就是G98与G99,G98与G99两个模态指令控制孔加工循环结束后刀具就是返回初始平面还就是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90与相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
fanuc钻孔指令
FANUC系统(加工中心)的11种孔加工固定循环指令FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a 图bN02 T01 M06; 选用T01号刀具(Φ10钻头)N04 G90 S1000 M03; 启动主轴正转1000r/minN06 G00 X0. Y0. Z30. M08;N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30; 在(50,30)位置钻孔N14 X10; 在(10,30)位置钻孔N16 G80;取消钻孔循环N18 G00 Z30N20 M302)钻孔循环指令G82G82钻孔加工循环指令格式为:G82 G△△X__ Y__ Z__ R__ P__ F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
该指令在孔底加进给暂停动作,即当钻头加工到孔底位置时,刀具不作进给运动,并保持旋转状态,使孔底更光滑。
基本指令G83应用

G83:
1、指令介绍:
G83:深孔往复排屑钻孔循环指令。指令执行间歇切削经给到孔的底部, 钻孔过程中孔排出切屑。(d表示间断进给时,每次下降由快速转为切 削进给前这一点与前一次切削进给下降的点之间的距离。有系统内部参 数设定。)
G83:
2、指令格式:
G83:X_ Y_ Z_ R_ Q_ F_
说明: X、Y:以增量或绝对方式指定被加工孔的位置。(加工孔 的位置) Z:绝对方式下指定Z轴方向孔底位置,增量方式下指定从 R点到孔底的距离。 R:在绝对方式下指定Z轴方向R点的位置,增量方式下指 定从初始点到R点的距 离。 F:进给速度。
用作正常孔钻削进给执行到孔底,执行暂停,然后刀具从孔底快速移动 退回。
指令格式:
G82 X_ Y_ Z_ R_ P_ F_ X、Y:以增量或绝对方式指定被加工孔的位置。(加工孔的位置) Z:绝对方式下指定Z轴方向孔底位置,增量方式下指定从R点到孔底的 距离。 R:在绝对方式下指定Z轴方向R点的位置,增量方式下指定从初始点到 R点的距 离。 F:进给速度。
数控编程指令
深孔往复排屑钻孔循环
教学目的:熟练运用G83指令
回顾:
G81:钻孔循环(点钻循环)
正常孔切削进给执行到孔底,然后钻头从孔底快速移动退回。
指令格式: G81 X_ Y_ Z_ R_ F_ X、Y:加工孔的位置 Z:加工孔的深度 R:R平面位置 F:进给速度
补充:
G82:
P:用于孔底动作暂停的时间。单位S。
新授:
例:加工下图所示垫块,材料为45钢,硬度为200~250HBS,编写加工程序。
工艺分析:
1、为了减小滚珠丝杠的反向间隙引起的定位误差。我们采用如下工 艺路线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钻孔循环指令的使用标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]邯郸职业技术学院教案教研室:机电一体化教研室授课教师:贾建军邯郸职业技术学院讲稿教研室:机电一体化教研室授课教师:贾建军第17次课第4章加工中心加工技术加工中心编程2. 钻孔循环指令G81、G82、G73、G84、G74、G85、G86、G89、G76、G87、G80采用孔加工固定循环功能,只用一个指令,便可完成某种孔加工(如钻、攻、镗)的整个过程。
(一)孔加工循环的动作孔加工循环指令为模态指令,一旦某个孔加工循环指令有效,在接着所有的位置均采用该孔加工循环指令进行孔加工,直到用G80取消孔加工循环为止。
在孔加工循环指令有效时, XY平面内的运动方式为快速运动(G00)。
孔加工循环一般由以下6个动作组成,如图5-33所示。
1)A→B刀具快速定位到孔加工循环起始点B(X,Y);2)B→R刀具沿Z方向快速运动到参考平面R;3)R→E孔加工过程(如钻孔、镗孔、攻螺纹等);4)E点,孔底动作(如进给暂停、主轴停止、主轴准停、刀具偏移等);5)E→R刀具快速退回到参考平面R;6)R→B刀具快速退回到初始平面B。
(二)孔加工固定循环指令FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△ X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G △△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a 图bN02 T01 M06; 选用T01号刀具(Φ10钻头)N04 G90 S1000 M03; 启动主轴正转1000r/minN06 G00 X0. Y0. Z30. M08;N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30; 在(50,30)位置钻孔N14 X10; 在(10,30)位置钻孔N16 G80;取消钻孔循环N18 G00 Z30N20 M302)钻孔循环指令G82G82钻孔加工循环指令格式为:G82 G△△ X__ Y__ Z__ R__ P__ F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
该指令在孔底加进给暂停动作,即当钻头加工到孔底位置时,刀具不作进给运动,并保持旋转状态,使孔底更光滑。
G82一般用于扩孔和沉头孔加工。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头在孔底暂停进给;(5)钻头快速退回到参考平面R或快速退回到初始平面B。
3)高速深孔钻循环指令G73对于孔深大于5倍直径孔的加工由于是深孔加工,不利于排屑,故采用间段进给(分多次进给),每次进给深度为Q,最后一次进给深度≤Q,退刀量为d(由系统内部设定),直到孔底为止。
见图b所示。
G73高速深孔钻循环指令格式为:G73 G△△ X__ Y__ Z__ R__ Q__ F__在指令中Q为每次进给深度为Q,其余各参数的意义同G81。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工,进给深度为Q;(4)退刀,退刀量为d(5)重复(3)、(4),直至要求的加工深度(6)钻头快速退回到参考平面R或快速退回到初始平面B。
4)攻螺纹循环指令G84G84螺纹加工循环指令格式为:G84 G△△ X__ Y__ Z__ R__ F__攻螺纹过程要求主轴转速S与进给速度F成严格的比例关系,因此,编程时要求根据主轴转速计算进给速度,进给速度F=主轴转速×螺纹螺距,其余各参数的意义同G81。
使用G84攻螺纹进给时主轴正转,退出时主轴反转。
与钻孔加工不同的是攻螺纹结束后的返回过程不是快速运动,而是以进给速度反转退出。
该指令执行前,甚至可以不启动主轴,当执行该指令时,数控系统将自动启动主轴正转。
其动作过程如下(1)主轴正转,丝锥快速定位到螺纹加工循环起始点B(X,Y);(2)丝锥沿Z方向快速运动到参考平面R;(3)攻丝加工;(4)主轴反转,丝锥以进给速度反转退回到参考平面R;(5)当使用G98指令时,丝锥快速退回到初始平面B。
编程实例:对图5-34中的4个孔进行攻螺纹,攻螺纹深度10mm,其数控加工程序为:N02 T01 M06; 选用T02号刀具(Φ10丝锥。
螺距为2mm)N04 G90 S150 M03; 启动主轴正转1000r/minN06 G00 X0. Y0. Z30. M08;N08 G84 G99 X10. Y10. Z-10. R5 F300; 在(10,10)位置攻螺纹,螺纹的深度为10mm,参考平面高度为5mm,螺纹加工循环结束返回参考平面,进给速度F=(主轴转速)150×(螺纹螺距)2=300N10 X50; 在(50,10)位置攻螺纹(G84为模态指令,直到G80取消为止)N12 Y30; 在(50,30)位置攻螺纹N14 X10; 在(10,30)位置攻螺纹N16 G80;取消攻螺纹循环N18 G00 Z30N20 M305)左旋攻螺纹循环指令G74G74螺纹加工循环指令格式为:G74 G△△ X__ Y__ Z__ R__ F__与G84的区别是:进给时主轴反转,退出时主轴正转。
各参数的意义同G84。
其动作过程如下:(1)主轴反转,丝锥快速定位到螺纹加工循环起始点B(X,Y);(2)丝锥沿Z方向快速运动到参考平面R;(3)攻丝加工;(4)主轴正转,丝锥以进给速度正转退回到参考平面R;(5)当使用G98指令时,丝锥快速退回到初始平面B。
6)镗孔加工循环指令G85G85镗孔加工循环指令指令格式为:G85 G△△ X__ Y__ Z__ R__ F__各参数的意义同G81。
其动作过程如下:(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);(2)镗刀沿Z方向快速运动到参考平面R;(3)镗孔加工;(4)镗刀以进给速度退回到参考平面R或初始平面B;7)镗孔加工循环指令G86G86钻孔加工循环指令格式为:G86 G△△ X__ Y__ Z__ R__ F__与G85的区别是:在到达孔底位置后,主轴停止,并快速退出。
各参数的意义同G85。
其动作过程如下:(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);(2)镗刀沿Z方向快速运动到参考平面R;(3)镗孔加工;(4)主轴停,镗刀快速退回到参考平面R或初始平面B;8)镗孔加工循环指令G89G89镗孔加工循环指令格式为:G89G△△ X__ Y__ Z__ R__ P__ F__与G85的区别是:在到达孔底位置后,进给暂停。
P为暂停时间(ms),其余参数的意义同G85。
其动作过程如下:(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);(2)镗刀沿Z方向快速运动到参考平面R;(3)镗孔加工;(4)进给暂停;(5)镗刀以进给速度退回到参考平面R或初始平面B;9)精镗循环指令G76G76镗孔加工循环指令格式为:G76 G△△ X__ Y__ Z__ R__ P__ Q__ F__与G85的区别是:G76在孔底有三个动作:进给暂停、主轴准停(定向停止)、刀具沿刀尖的反向偏移Q值,然后快速退出。
这样保证刀具不划伤孔的表面。
P为暂停时间(ms),Q为偏移值,其余各参数的意义同G85。
其动作过程如下:(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);(2)镗刀沿Z方向快速运动到参考平面R;(3)镗孔加工;(4)进给暂停、主轴准停、刀具沿刀尖的反向偏移;(5)镗刀快速退出到参考平面R或初始平面B;10)背镗循环指令G87G87背镗加工循环指令指令格式为:G87 G△△ X__ Y__ Z__ R__ Q__ F__各参数的意义同G76。
其动作过程如下:(1)镗刀快速定位到镗孔加工循环起始点B(X,Y);(2)主轴准停、刀具沿刀尖的反方向偏移;(3)快速运动到孔底位置;(4)刀尖正方向偏移回加工位置,主轴正转;(5)刀具向上进给,到参考平面R;(6)主轴准停,刀具沿刀尖的反方向偏移Q值;(7)镗刀快速退出到初始平面B;(8)沿刀尖正方向偏移;11)取消孔加工循环指令G80(三)固定孔循环应用实例如图c所示,加工方板上13个直径不同、深度不同的孔,所用刀具及加工程序如下:在加工过程中,由于所用三把刀的长度不同,故需设定刀具长度补偿。
T11号刀具长度补偿量设定为+,则T15号刀具长度补偿量为+,T31号刀具长度补偿量为+。
图c 加工工件及加工刀具简图加工程序如下:%01234N01 G92 XO YO Z0;(在原点设定坐标系)N02 G90 GOO T11 M06;(换刀)N03 G43 Z0 H11;(初始平面,刀具长度补偿)N04 S30 M03;(主轴正转)N05 G99 G81 F120;(钻#1孔,返回到R平面)N06 ;(钻#2孔,返回到R平面)N07 G98 ;(钻#3孔,返回到初始平面)N08 G99 ;(钻#4孔,返回到R平面)N09 ;(钻#5孔,返回到R平面)N10 G98 ;(钻#6孔,返回到初始平面)N11 GOO G44 XO YO M05;(回原点,主轴停止)N12 T15 M06;(刀具长度补偿取消,换刀)N13 G43 Z0 H15;(初始平面,刀具长度补偿)N14 S20 M03;(主轴正转)N15 G99 G82 P300 F70;(钻#7孔,返回到R平面) N16 G98 ;(钻#8孔,返回到初始平面)N17 G99 ;(钻#9孔,返回到R平面)N18 G98 ;(钻#10孔,返回到初始平面)N19 GOO G44 XO YO M05;(原点复归,主轴停止)N20 T15 M06;(刀具长度补偿取消,换刀)N21 G43 Z0 H31;(起始点位置,刀具长度补偿)N22 S10 M03;(主轴正转)N23 G85 G99 P50;(钻#11孔,返回到R平面) N24 G91 K2;(钻#12、#13孔,返回到R平面)N25 G28 XO YO M05;(回原点,主轴停止)N26 G44 Z0;(刀具长度补偿取消)N27 M30;(程序结束)%。