数控机床数控铣床精度检验表
数控机床位置精度测试常用的测量方法及评定标准

4.4补偿实例 现以ZJK2532A数控铣钻床的X轴为例,该机床配置华中数控世纪星系统。测量方法为“步距规”测量;设某步距规实际尺寸为:
位置
P0
P1
P2
P3
P4
P5
实际尺寸mm
0
100.10
200.20
300.10
400.20
500.05
1、测试步骤如下: 。 在首次测量前,开机进入系统(华中数控HNC-2000或HNC-21M),依次按“F3参数”键、再按“F3输入权限”键进入下一子菜单,按F1数控厂家参数,输入数控厂家权限口令,初始口令为“NC”,回车,再按“F1参数索引”键,再按“F4轴补偿参数”键如图2-6所示,移动光标选择“0轴” 回车,即进入系统X轴补偿参数界面如图2-8所示,将系统的反向间隙、螺距补偿参数全部设置为零,按“Esc”键,界面出现对话框“是否保存修改参数?”,按“Y”键后保存修改后的参数。按“F10”键回到主界面,再按“Alt+X”,退出系统,进入DOS状态,按“N”回车进入系统;
图6步距规安装示意图
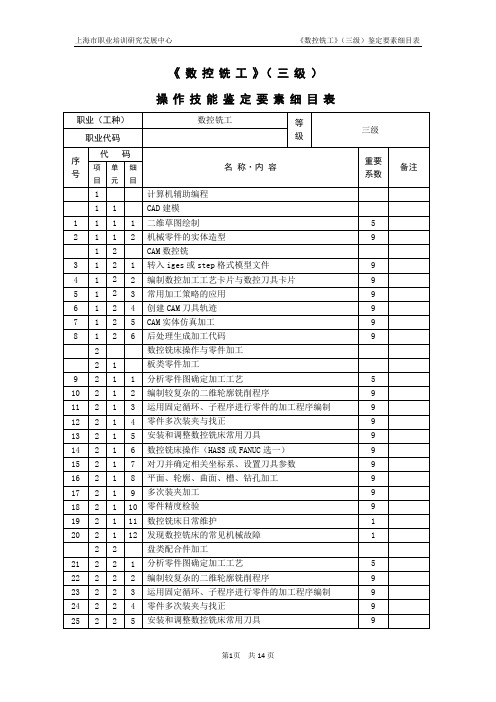
数控铣工_3级_鉴定要素细目表
3
螺纹切削(G33)
0.5
9
3
1
9
其它指令
1
177
3
1
9
1
分度工作台的分度功能
0.5
1
178
3
1
9
2
可编程参数输入指令
0.5
1
179
3
1
9
3
旋转轴的循环功能
0.5
5
180
3
1
9
4
任意角度倒角、倒圆
0.5
5
3
1
10
用户宏程序
4.5
181
3
1
10
1
用户宏程序的定义
0.5
5
182
3
1
10
2
用户宏程序的类型
5
2
2
3
工艺尺寸链
0.5
92
2
2
3
1
工艺尺寸链概念
0.5
9
93
2
2
3
2
工艺尺寸链解算方法
0.5
9
2
2
4
典型零件的加工
0.5
94
2
2
4
1
轴类零件加工
0.5
9
95
2
2
4
2
箱体零件加工
0.5
9
2
2
5
机械加工精度
3.5
96
2
2
5
1
加工精度的主要内容
0.5
5
97
2
2
5
2
获得加工精度的方法
0.5
数控机床几何精度检验
6
使百分表/千分表读数在平尺的两端相等。手轮模式
下沿X轴线移动工作台,在全行程上进行检验。记录
百分表/千分表读数的最大差值,即为在XY水平面内
X轴线运动的直线度误差
整理、清洁。准备进行下一项目检验,不用的量检具应放回规定的位置,不能随 7
意在检验区域摆放
2.检验Y轴线运动的直线度 检验Y轴线运动的直线度方法见表3-12。
录指示器的最大读数差,即分别为在平行于X轴线的
ZX垂直平面内Z轴线运动的直线度及在平行于Y轴线
的YZ垂直平面内Z轴线运动的直线度
整理、清洁。准备进行下一项目检验,不用的量检具应放回规定的位置,不能 4
随意在检验区域摆放
二、线性运动的角度偏差
线性运动的角度偏差包括X轴、Y轴和Z轴线性运动的角度偏差,现 介绍X轴线性运动的角度偏差检验方法,见表3-14。
1.检验X轴线运动的直线度
检验X轴线运动的直线度方法见表3-11。
表3-11 检验X轴线运动的直线度方法
检验项目G1
X轴线运动的直线度: a)在ZX垂直平面内; b)在XY水平面内
标准
GB/T 18400.2-2010《加工中心检验条件 第2部分:立式或带主回转轴的 万能主轴头机床几何精度检验(垂直Z轴)》规定,G1项公差为:
项目1 数控机床几何精度检验
任务三 立式加工中心几何精度检验验
项目1 数控铣床和立式加工中心几何精度检验 任务三 立式加工中心几何精度检验
国家标准GB/T 18400.2-2010《加工中心检验 条件 第2部分:立式或带主回转轴的万能主 轴头机床几何精度检验(垂直Z轴)》
一、线性运动的直线度
线性运动的直线度包括X轴、Y轴和Z轴的线性运动直线度
加工中心精度检验表
杭州友佳精密机械有限公司
精度检验表
机型:
机号:
1.0静态精度检查
2.0定位精度检查
3.0重复精度检查
杭州市萧山区市心北路
TEL: 0571-82831393 FAX:0571-82834
数控加工中心CNC系统功能检查表

M19
1、切换MDI模式 2、程序下M19 3、检测主轴定位到其参考角度并且不动
39
自动模式检查
1、按下自动模式按键 2、打开一个程序
3、按下程序开始按键
4、检查程序运行
40
主轴正转按键检查
1、切换手动模式
2、按主轴正转按键,检查主轴正转
41
主轴停止按键检查
1、切换手动模式
2、按主轴停止按键,检查主轴停止
57
程序暂停按键检查
1、切换自动模式
2、选择程序,按程序开始按键 3、按程序停止按键
4、检测程序是否停止
58
注油时间间隔
1、机床维护登录
2、检查PLC变量设定值
59
注油时间
1、机床维护登录
2、检查PLC变量设定值
60
刀库回原点超时
1、机床维护登录
2、检查PLC变量设定值
61
刀套动作超时
1、机床维护登录
3、检测Z轴正向移动
46
Y轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和Y轴正向点动按键
3、检测Y轴正向移动
47
X轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和X轴正向点动按键
3、检测X轴正向移动
48
工作灯按键检查
1、按下工作灯按键
2、检查工作灯是否亮起,检测讯号
49
切削液按键检查
1、按下切削液按键
2、检查三轴的ACC和JERK
78
三轴的PID
1、优化软件或者系统自带功能检查三轴PID参数
79
三轴负载
1、程序下编制最大速度的轴移动速度,分别移动三轴。
数控机床检修:几何精度检验 GBT 17421-1-1998 直线度测量方法

检验内容、公差测量方法、工具测量原理示意图直线度长度测量法平尺法:在垂直平面内测量平尺应尽可能放在使平尺具有最小重力挠度的两个量块上。
读数表安装在具有三个接触点的支座上并沿导向平尺作直线移动进行测量,三个接触点之一应位于垂直触及平尺的千分表杆的延伸线上。
对平尺的已知误差加以处理。
平尺法:在水平面内测量采用一根水平放置的平尺作为基准面。
读数表在与被检面接触情况下移动,并触及基准面。
放置平尺时,使其在线的两端读数相等,可直接读出该线相对于连接两端点的直线的偏差。
采取翻转法是能把作为基准面的平尺所具有的直线度偏差从测量结果中排除。
钢丝和显微镜法张紧一根直径0.1mm的钢丝,使其尽可能地平行于被检线。
对位于水平面内的MN而言,用一个垂直安装并装有水平测微移动装置的显微镜,即可读出被检线对代表测量基准的张紧钢丝在水平面XY内的偏差。
准直望远镜法当用准直望远镜检验时,所要测量的高度差a 等于望远镜轴线与标靶上显示的标记之间的距离,它可以在十字线上直接读出,或用光学测微计读出。
望远镜的光学轴线构成了测量基准。
准直激光法激光束用作为测量基准。
光束对准沿光束轴线移动的四象限光电二极管传感器。
传感器中心与光束的水平和垂直偏差被测定并传送到记录仪器。
激光干涉法测量基准由双镜反射器确定。
用激光干涉仪和专用光学组件来测定标靶对双镜反射器对称轴线的位置变化。
一条线在一个平面内的直线度在平面内的一条给定长度的线,当其上所以的点均包含在平行于该线的总方向且相对距离与允差相等的两条直线内时,则该线被认为是直线。
在空间内的一条线的直线度在空间内的一条给定长度的线,当其在给定的平行于该线的总方向的两个相互垂直平面上的投影满足平面内的直线度要求时,则认为该空间线为直线。
公差的确定在测量平面内公差 t 由通过两条相隔距离为 t 且平行于代表线 AB 的两条直线来限定。
图中的最大偏差为 MN。
L ≤ L 1, T (L) = T 1L 1 < L < L 2, T (L) = T 1 + (T 2-T 2) * (L-L 1) / (L 2 - L 1)L ≥ L 2, T (L) = T 2角度测量法精密水平仪法精密水平仪沿被检线依次放置,测量基准线为水平线。
S件尺寸参数
五轴联动数控铣床加工精度测试标准草案共XX页中航工业成都飞机工业(集团)有限责任公司数控加工厂2012 年X 月本标准规定了五轴联动数控铣床加工精度测试的方法,以及测试件的特征、材料、尺寸及试件检验要求。
本标准原则上适用于所有类型的五轴联动数控铣床的加工精度测试。
2引用标准本章无条文。
3一般要求3.1在本在本标准中,所有的线性尺寸、偏差和相应的允差都用毫米(mm)表示;角度(°)尺寸用度表示。
3.2 使用本标准时必须参照GB/T 17421.1,尤其是在机床检验前的安装、主轴和其他运动部件的空运转升温、测量方法和检验工具的推荐精度。
3.3 本标准中的检验项目的顺序并不表示实际检验次序。
为了使装拆检验工具和检验方便,可按任意次序进行检验。
3.4 检验机床时,根据结构并不是必须检验本标准的所有项目。
为了验收目的而要求检验时,可由用户取得制造厂同意选择一些他感兴趣的检验项目,但这些项目必须在机床订货时明确提出。
3.5 本标准所规定的检验工具仅为举例,可以使用相同指示量和具有至少相同精度的其他检验工具,对应厚度、轮廓误差的指示器应分别有0.01mm、0.001 mm或更高的分辨率。
3.6 本标准仅用精切进行加工试验。
3.7 当实测长度与本标准规定的长度不同时,则规定的允差值应根据GB/T 17421.1—1998中2.3.1.1的规定按能够测量的长度折算,折算结果小于0.003 mm时,仍按0.003 mm计。
3.8 本标准中的五轴联动表示数控机床上的五个坐标轴(三个直线轴和两个旋转轴)在CNC 控制下同时参与坐标插补运算,实现五个坐标的协同运动来进行零件加工。
3.9 在设备上按规定的方法加工标准零件,零件加工后的实际几何参数(尺寸、形状、位置等)与理论几何参数相符合的程度即为加工精度。
符合程度越高,设备的加工精度就越高。
4 试件的数量本标准提供了一种型式的试件。
原则上在验收时仅应加工一件,如果机床平动轴行程较大,应合理增加试件的数量。
数控铣床精度检验表
数控铣床精度检验表
G2
允差
a b
普通级精密级普通级精密级
0.016/30
0 0.010/30
0.016/30
0.010/30
工作台面对
主轴箱垂向
移动的垂直
度:
a 在机床的
横向垂直平
面内:
b 在机床的
纵向垂直平
面内:
角尺:工作台位于行
程中间位置。
角尺放在工作台面
上:a 横向垂直平面内
b 纵向垂直平面内。
固
定指示器,使其侧头触
及角尺的检验面。
移动
主轴箱进行检验。
a、b 的误差分别计
算。
误差以指示器读数
的最大差值计简图检验项目检验方法
检验工具
参照GB/T
17421.1—1998的
有关条文:5.3.2.2
5.3.2.3
G3
d~d
‵----每次测量移动距离
局部公差:在任意300测量长度上
工作台面
的平面度
水平仪
或工作台位于行程中
间位置。
平尺量:用水平仪
检验:如图,在工
作台面上选择由
六、小结
本堂课主要针对了数控铣床在新机装配时并且在无负荷或精加工条件下对机床进行精度检验的检验项目做了介绍并对有些项目进行实操;通过各个项目的检验得出的数据进行对比可以体现出机床的精度有没有达到精度要求,如果没达到精度要求的就要对机械进行调整,所以说检验出来的数据就是整台机床的机械装配的体现。
我们要重点要掌握的就是机床的检验的前所要准备工工具检验时仪器和量具的正确摆放方法,数据的读取;及误差的计算方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控铣床精度检验表
a (允差)b(允差)
在300测量长度上在300测量长度上普通级精密级
允差
a b
d~d
允差mm
六、小结
本堂课主要针对了数控铣床在新机装配时并且在无负荷或精加工条件下对机床进行精度检验的检验项目做了介绍并对有些项目进行实操;通过各个项目的检验得出的数据进行对比可以体现出机床的精度有没有达到精度要求,如果没达到精度要求的就要对机械进行调整,所以说检验出来的数据就是整台机床的机械装配的体现。
我们要重点要掌握的就是机床的检验的前所要准备工工具检验时仪器和量具的正确摆放方法,数据的读取;及误差的计算方法。