(工厂管理)工厂菜单操作方法
各品牌电视机工程模式进入方法
康佳最新电视工厂模式:激活与退出操作进入:操作遥控器,按一下[MENU菜单]按钮,画面弹出普通功能设置菜单。
这时连续点按5次[回看]按钮,即可打开康佳彩电工厂模式菜单。
退出:只需在设置完以后点一下[回看]按钮即可退出,返回到正常电视画面。
松下TH-50PZ700C等离子:1、打开电视机2、按着电视机前面板上“功能”键将其切换到音量,再按“-”键不动,同时按遥控器上“显示”键三次(这时出现第一个表)3、按遥控器上2(出现第二个表),再按“确定”键(出现第三个表);4、按遥控器上功能键“下键”将光标移动到最下一行上,再按遥控器上功能键“右键”将光标移动到右边一行上5、按“消音”键3秒钟,就看到开机时间和开机次数了6、按电视机开关即可退出LG等离子进入工程模式同时按住遥控器和电视机上的menu键几秒后就进入了今打4008199999问的,初始密码是0000,如果进不去的话,就打这个电话。
告诉他们机器的串号,他们帮忙查LG 42LC2R 液晶工程菜单跟他的等离子电视一样,同时按住遥控器和主机上的MENU大约5-10秒后就出现了.松下等离子: 1、把音量关到零; 2、 2按遥控器上的menu键,屏幕上出现菜单,进入设置,在定时关机那项随便选择一个时间; 3、同时按下遥控器上的呼出钮(见说明书,就是数字键0左边哪个啦)和电视上的频道减键松下等离子:1、把音量关到零;2、 2按遥控器上的menu键,屏幕上出现菜单,进入设置,在定时关机那项随便选择一个时间;3、同时按下遥控器上的呼出钮(见说明书,就是数字键0左边哪个啦)和电视上的频道减键(注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了),屏幕上出现service 1 ;4、再同时按下遥控器上的静音键和电视上的频道减键((注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了)),屏幕上出现service 25、按下数字键3即可6、屏幕上出现英文hour(小时),下面的就是工作时间7、退出时该怎么操作方式关机即可(关断电视机上的电源钮)进东芝C3000C系列工程菜单的方法进东芝C3000C系列工程菜单的方法:在开机状态下,同时按电视面板上的MENU键和遥控器上的静音键,即可调出工程菜单。
工厂菜单操作方法

工厂菜单操作方法内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)工厂菜单操作方法■老化模式1)按“D-mode”直接进入老化模式,屏幕显示“factory”。
按“DISP”退出“factory”,进入白平衡模式。
2)按“MENU”键到调谐菜单。
按“CH-”键选定调后频道;按数字键“24 8 3”、“6483”、“6568”进入老化模式。
在工厂模式或老化模式下,按“SYS”,“音效模式”,“sleep”可直接调整数据, 屏幕显示相应的菜单+factory,按“MENU”显示主菜单调整各项数据,所有模拟量以50为单位步进,搜台速度加倍。
若退出数据调试,按“DISP”退出,屏幕只显“factory”。
■白平衡模式3)在老化模式,按“D模式”退出“factory”,进入白平衡模式。
4)按“D模式”键二次(工厂键)进入白平衡模式。
5)在工厂模式,按数字键0进入白平衡模式。
6)在白平衡模式下,按“MUTE”,可出现水平亮线,此时用“1、4”RCUT,用“2、5”键调BCUT;用“3、6”键调GCUT;■进入工厂模式A、用户遥控器:1)先进老化模式,在老化模式,按“DISP”退出“factory”,进入白平衡模式。
2)在白平衡模式下,按数字键1、2、3、4、5、6、7、DISP进入工厂模式。
B、按“D模式”键三次(工厂键)进入工厂调试菜单。
■进入工厂模式F8~F15页在工厂模式前7页,按数字键“2 4 8 3”、“6483”、“6568”进入F8页。
同时打开F8~F15页。
按静音键正向翻页菜单,按返回键反向翻页。
按数字键1、2、3、4、5、6、7、8、9进入工厂模式F1~F9页。
按数字键0进入白平衡模式。
■退出工厂模式1)按“DISP”可退出工厂菜单。
1)按电源开关,可退出工厂状态。
但再开机,保留“factory”模式。
■工厂调试用快捷键说明进入工厂模式后,遥控器上部分按键的功能将发生变化,以适应生产调试的需要。
HLPSENG调试说明书(EP)
24.5种图像模式选择,单键图像效果控制(标准、柔和、艳丽、明亮、个人设定)。
25.时钟设定、开机时间、关机时间、预约时间、预约节目、睡眠关机功能。睡眠时间提醒功能
30.喜爱频道功能。
31.单独听功能。
32.FM收音机功能。FM可以存储10个频道
33.ZOOM功能。
34.HOTEL酒店模式功能
35.如应用白平衡自动调试仪,在“TV IC ADJUST”状态可自动调试亮暗平衡。
二:端口定义
2-3、TMPA8895PSCNGXXX脚位及功能简述
1CPU部分脚位定义
脚位
定义
功能
1
U/V
波段转换脚,
2
L/H
3
KEY
按键输入口;
4
GND
MCU数字GND;
5
REST
复位脚,电源接通时,MCU复位;
6/7
X-TAC
晶振连接端口;
8
TEST
MCU出厂试验时用,一般接地;
9
5V
CCD限幅电路电源输入(5V);
10
Vss
CCD限幅电路地;
54
GND
振荡电路接地端;
55
5V
振荡电路电源;
0x19
睡眠键
P-
10
0x17
0x1a
频道加键
P+
11
0x13
0x1b
频道减键
POWER
0B
0x12
0x1c
V59 设置操作方法

V59工厂设置进入与设置方法:请严格按照以下说明操作,
用遥控按:菜单→2580→参数设置(setting)按确认键进入
【花屏】
1:如果屏幕出现花/水彩画的现象就调这项:菜单→2580→参数设置(按确认键进入)→屏参设置→BIT MODE-----TI_MODE_6BIT/TI_MODE_8BIT(按左右键选择位8/6位转换)
2:如果如果调了上面那项还不行就调下这项:菜单→2580→参数设置(按确认键进入)→屏参设置→TIMODE______________开/关(按左右键转换)
【图像发虚】
如果图像字体出现锯齿状/发虚就调这项:菜单→2580→参数设置(按确认键进入)屏参设置→SWAP______________开/关(按左右键转换)注意此项只对高清屏有效!
【做开机画面,开机LOGO】
1:菜单→2580→参数设置(按确认键进入)→开机LOGO(先打开这项-按左右键选择)2:→首先把要的LOGO图片放进U盘→转换到多媒体播放图片→找到他要的图片→按播放键→再按[显示/显示信息]键
3:→在下方图标中找到[抓图]并保存即可
【恢复工厂设置】(Factory RestoreD)
菜单→2580→参数设置(按确认键进入)→Factory RestoreD(按确认键选择)
【打开酒店模式】
1:菜单→2580→参数设置(按确认键进入)→酒店模式→选择打开
2:就可以在菜单里设置一些酒店的功能了,密码是:1111,进入后就可以控制最大声/按键锁/默认通道等
【其他改开机模式和烤机模式】
菜单→2580→参数设置(按确认键进入)在这里可以设置。
MES系统操作说明书
MES系统操作说明文档(针织)一,管理物料(路径:针织厂->MM物料->管理物料(成衣))。
如图操作说明:1,使用菜单栏中的新建按钮新增款号,维护款式信息。
2,填写货号,货号描述等相关信息,在没有图像数据处右键调用可上传款式图像,完成后保存。
二,尺码管理 (路径:针织厂->PB公用->尺码管理)。
如图1,使用新建按钮2,填写红色尺码分组名称,3,使用尺码分组下面的新增按钮4,填写尺码编码和尺码名称,5,红色字体部份为必填项。
三,生产订单(路径:针织厂->SD订单->生产订单(服装))。
如图操作说明1,图上1为菜单栏图2为已制订单信息,可以点击行查询相关订单明细数据,图3为订单详细。
2,使用系统菜单右边上的’<’号可隐藏菜单栏从而扩大订单明细界面。
3,通过速查下方的向下键可设置查询条件查询已制作过的订单信息。
4,使用菜单栏中的新建按钮新增一张新的订单。
5,填写3处的表头部份,如客户名称,订单类型,合同号,加工类型,制作单日期等相关内容,下单总量为系统自动生成不需求录入。
6,如果在下拉列表中未能找到相应的客户,使用按钮。
1),使用菜单栏新建按钮后填写客户信息,红色字体为必填项,维护完成后保存即可。
7,1),选择款式批次子页面,新增款式批次信息。
2),填写相应生产工厂,货号,货名,成份,纱支,针型为系统自动带出,批号,工厂,交期,交地为必填项。
8,1),选择颜色尺码子页面,新增纱线色号。
2),使用新建按钮,增加色号和色名以及相应的RGB值,红色字体为必填项,保存即可。
注:如无色名,可直接填写色号。
9,选择尺码。
1),勾选尺码后使用确定按钮。
效果如下:2),如果在选择尺码窗口中没有找到尺码,参照上面尺码管理。
10,填写子色和各尺码数量。
1),录入子色号,色名,子色名为系统默认带出。
2),录入尺码数量,在汇总栏中可显示这个子色的尺码汇总数量。
注:例如:G:N2802*W9665,A:N3642 带G色和A色的录入方式如下先将G色的N2802*W9665,和A色的N3642 色号新增纱线色号后,以“,”号隔开如图保存后的效果:11,样品信息1),如该订单有样品信息,使用刷新按钮后,填写各尺码的样品数量即可。
各种机芯进入工厂菜单的方法(新)
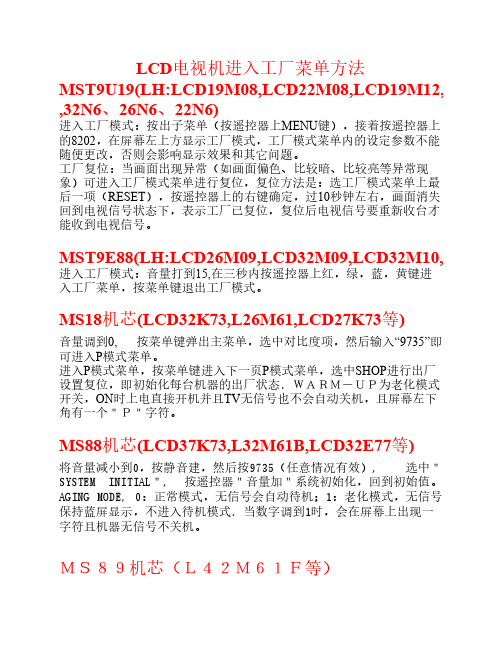
TV 信源下,将音量减小到0,按遥控“菜单”键进入用户菜单,将光标 停在对比度一项上,然后依次按遥控数字键“9+7+3+5”(任意情况有
效).选中"RESET USER DATA
"进行出厂设置复位,即初始化每台机器的出厂状态.WARM-UP 为老化模式开关,OFF时上电直接开机并且TV无信号也不会自动关 机,且屏幕左下角有一个"P"字符。
--“图象效果”—“静音”—“电源”进入工厂调试模式。 2、 选择“Adjustment”项,调整NAV,使上下高度为4,调整 NEW,使左右宽度为5。 3、 调整完成后按“项目”键,退回主菜单,选RESET项存储并退 出工厂调整模式。 4、 输入PAL测试卡代信号,依次按“电源”- “显示”—“图象效 果”—“静音”—“电源”进入工厂模式。 5、 选择“Adjustment”项,调整PAV,使上下黑白格刚好消失, 调整PEW,使左右黑白格刚好消失。 6、 调整完后按“项目”键退回主菜单,选RESET项存储并退出工 厂调试模式。
Mstar 9E19方案 调 试 说 明 机型(MODEL):mst9e19 型液晶电视
工厂菜单的进入方法
将音量调到15,按顺序按颜色键:红绿蓝黄(任意情况有效) 注:初次升级后,需要复位并开关电源一次,确保EEPROM 数 据正常
EEPEOM: 调整eeprom的内容:
ADDR:选择地址 DATA:更改的数据 SAVE:把更改的数据写入EEPROM
四、NTSC制会聚调整: 1、 输入NTSC狮头信号,依次按“会聚”—“静 音”—“1”—“8”—“2”进入会聚调整模式。 2、 按“0”两次,选中绿色方格,按“图像效果”或“伴音效果”键 将光标移至需要调整的线。按“频道 ”或音量+ -”键,移动该 线,使该线中心与调试屏幕上相应的方格中心重合。线调 整完后按“画中画”键转回点调整模式,按“图像效果”或“伴 音效果”键,将光标移至需调整的点。按“频道 ”或音量+ -”键,移动该点,使屏幕上所有横线,竖线均平直。调整完 成后按“显示”键存储。 3、 按“-/--”键,选中红色方格,以绿色方格为基准,调整红色 方格,使红色方格与绿色方格完全重合,形成黄色方格, 调整方法同2。 4、 按“P/S”键,选中蓝色方格,以黄色方格为基准,调整蓝色 方格,使蓝色方格与黄色方格完全重合,形成白色方格, 调整方法同2。 5、 NTSC制会聚调整完成后,按“移动”键,将数据复制至PAL 制,按“退出”键,退出NTSC会聚调整模式。
操作手册1.1(采购订单和无订单的收货)

采购收货操作手册一.采购收货的两种方式采购收货指与采购部门有关的收货,分为两种形式:即对于采购订单的收货和无采购订单的采购收货。
二.采购订单的分类仓储常见的采购订单包括以下几种:标准采购订单:订单格式为45XXXXXXXX ,包括所有物料从国内采购的采购订单。
普通采购订单:订单格式为90XXXXXXXX ,包括所有物料从国外采购的采购订单。
转储订单:转储订单是当物料从一个事业部调到另一个事业部,或从同一事业部的一个存储地点调往另一存储地点时,事业部为了监控在途情况而建立的采购订单。
订单格式为60XXXXXXXX 。
索赔订单:将库存中的不合格向供应商索赔时,为监控索赔物料的返回情况,而建立的一种采购订单。
订单格式为80XXXXXXXX。
*******索赔订单的发货、收货都从下面的收货录入界面录入。
********外协加工订单:订单格式与标准订单相同,也是45XXXXXXXX。
*******外协加工订单在操作采购订单收货时,系统会自动完成外协生产的物料消耗。
如果外协订单发料数量与BOM 单不一致,在外协采购订单收货时,系统会给出供应商库存不足的提示,如果与事业部沟通后,确认可以收货,则可以修改数量(可改为0),完成收货操作。
第三方采购订单:这是一种特殊的采购订单。
操作完成采购订单收货后,系统自动触发一个规定了的销售订单,同时完成物料的收货和销售,库存帐不发生变化。
三.无采购订单的收货无采购订单的收货包括两个部分:1.赠送收货:指供应商免费向联想提供的物料的收货。
收货状态可为非限制、质检或冻结。
2.零价值工厂收货:指将物料从材料(商品、成品)库转到零价值工厂的研发库或备件库时,对零价值工厂的物料收货。
ERP 系统中的操作一.基于采购订单的收货1. ERP 菜单如下:后勤商品管理库存管理货物移动收货或:直接点击收藏夹中事物MB01- 采购订单的收货过帐2.具体操作如下:通过菜单,进入按采购订单收货的初始屏幕,如下:图1在上图 1 中输入以下内容:1)交货单:外部单据号2)移动类型:根据收货时具体情况不同,可用101;3)采购订单号:由采购商务部人员维护,并填写在《收货单》上;4)工厂:应由采购商务部人员在《收货单》上注明,操作员按单据录入。
sap 工单扣料的库位设置
sap 工单扣料的库位设置SAP工单扣料的库位设置在生产过程中,为了管理物料的流向和清晰记录库存的变化,库位设置是非常重要的环节之一。
在SAP系统中,库位的设置也是工单扣料过程中必不可少的一部分。
本文将详细介绍SAP工单扣料的库位设置,并提供一步一步的操作指南。
定义工厂和仓库在开始设置库位之前,我们首先需要定义工厂和仓库。
工厂和仓库是SAP 系统中物料管理的重要组成部分,其层次结构如下:工厂(Plant)-> 仓库(Warehouse)-> 物料存储地点(Storage Location)在SAP系统中,工厂通常代表一个生产或分销地点,仓库则是工厂内部的一个区域,物料存储地点则是具体的库位。
因此,在进行SAP工单扣料的库位设置之前,我们需要先定义好工厂和仓库。
具体操作如下:1. 进入SAP系统,在主菜单中选择“企业结构管理”-“定义”-“物流/物料主数据”-“定义工厂”。
2. 在工厂定义界面,点击“新建条目”按钮,填写工厂的相关信息,如工厂代码、描述等。
3. 完成工厂定义后,返回主菜单,选择“企业结构管理”-“定义”-“物流/物料主数据”-“定义仓库”。
4. 在仓库定义界面,点击“新建条目”按钮,填写仓库的相关信息,如仓库编号、仓库描述、物料管理类型等。
设定库位当我们已经定义好工厂和仓库后,接下来需要进行库位的设置。
库位代表了具体的存储地点,是实际扣料操作所涉及的位置。
在SAP系统中,库位的设置需要满足以下几个方面的考虑:1. 物理位置:每个库位应具有明确的物理位置,以便在仓库中准确地定位物料。
2. 逻辑分类:库位可以按照物料的特性进行逻辑分类,例如按照物料的类别、品牌、尺寸等进行划分。
3. 存储容量:库位的容量应与所存储物料的数量相适应,以确保库存的合理管理。
以下是SAP工单扣料的库位设置的具体操作步骤:1. 进入SAP系统,在主菜单中选择“企业结构管理”-“定义”-“物流/物料主数据”-“定义物料存储地点”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工厂菜单操作方法
■老化模式
1)按“D-mode”直接进入老化模式,屏幕显示“factory”。
按“DISP”退出“factory”,
进入白平衡模式。
2)按“MENU”键到调谐菜单。
按“CH-”键选定调后频道;按数字键“2 4 8
3”、“6483”、“6568”进入老化模式。
在工厂模式或老化模式下,按“SYS”,“音效模式”,“sleep”可直接调整数据, 屏幕
显示相应的菜单+factory,按“MENU”显示主菜单调整各项数据,所有模拟量以
50为单位步进,搜台速度加倍。
若退出数据调试,按“DISP”退出,屏幕只显
“factory”。
■白平衡模式
3)在老化模式,按“D模式”退出“factory”,进入白平衡模式。
4)按“D模式”键二次(工厂键)进入白平衡模式。
5)在工厂模式,按数字键0进入白平衡模式。
6)在白平衡模式下,按“MUTE”,可出现水平亮线,此时用“1、4”RCUT,用
“2、5”键调BCUT;用“3、6”键调GCUT;
■进入工厂模式
A、用户遥控器:
1)先进老化模式,在老化模式,按“DISP”退出“factory”,进入白平衡模式。
2)在白平衡模式下,按数字键1、2、3、4、5、6、7、DISP进入工厂模式。
B、按“D模式”键三次(工厂键)进入工厂调试菜单。
■进入工厂模式F8~F15页
在工厂模式前7页,按数字键“2 4 8 3”、“6483”、“6568”进入F8页。
同时打开
F8~F15页。
按静音键正向翻页菜单,按返回键反向翻页。
按数字键1、2、3、4、5、
6、7、8、9进入工厂模式F1~F9页。
按数字键0进入白平衡模式。
■退出工厂模式
1)按“DISP”可退出工厂菜单。
1)按电源开关,可退出工厂状态。
但再开机,保留“factory”模式。
■工厂调试用快捷键说明
进入工厂模式后,遥控器上部分按键的功能将发生变化,以适应生产调试的需要。
1)按静音键正向翻页调试菜单,按返回键反向翻页调试菜单。
2)按遥控器上“CH+”、“CH-”、选择菜单项目,按“VOL+”、“VOL-”改变设定数值。
3)按“SLEEP”显示芯片内部6种测试信号;
PAL制:
黑场:看暗平衡。
白场:看亮平衡。
方格:调PAL线性、行场幅。
方格的上下左右最边刚刚不见为最好。
十字架:调NTSC制行场中心值。
NTSC制:
十字架:调NTSC制行场中心值。
方格:调PAL线性、行场幅。
方格的上下左右最边刚刚不见为最好。
0:亮暗平衡调整
按“MUTE”,可出现水平亮线,此时用“1、4”RCUT,用“2、5”键调BCUT;用“3、6”键调GCUT;按“TV/A V”键进入“BUS OFF”状态。
1:PAL制式几何调整(只在PAL制式时显示)
NTSC制式几何调整(只在NTSC制式时显示)
2:亮度、对比度、色度调整
3:OSD1调整
4:有关的功能控制
5:屏保位置及拉幕参数
6:OSD2调整
7:OSD3主菜单颜色调整
在此菜单按菜单键,将出现有蓝屏菜单,且菜单上有FACTORY显示,可直接用P+、P-、V+、V-键对菜单各项颜色进行适时调整,做到所见所得。
调整完按DISP退出。
8:音量参数调整1
9:高中低模拟量曲线调整
10:芯片管脚状态控制
11:功能控制
12:跟ABCL、亮度有关的寄存器控制
13:跟彩色有关的寄存器控制
Y DELAY TIME (亮度延时时间)
0:0ns 1:40ns 2:80ns 3:120ns 4:160ns 5:200ns 6:240ns 7:280ns 14:跟伴音陷波有关寄存器控制
15:行同步参数设置
16:不常用的调整项1
17:不常用的调整项2
18:不常用的调整项3
LOGO设定:无信号在A V下按数字键“2 4 8 3”、“6483”、“6568”进入LOGO设定菜单。
通过MENU键依次选择各项。
按P+、P-、V+、V-键进行LOGO参数设定。
调整完毕,按键DISP退出。