注塑成型工艺参数卡
工艺参数卡片(样条)
锁模压力
模具温度 静模 设定 实际 ℃ ℃ 动模
KN
关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm)
开模4 开模3 开模2 开模1
托退2 托退1 托进1 托进2
保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 速度(v) 位置(mm)
射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
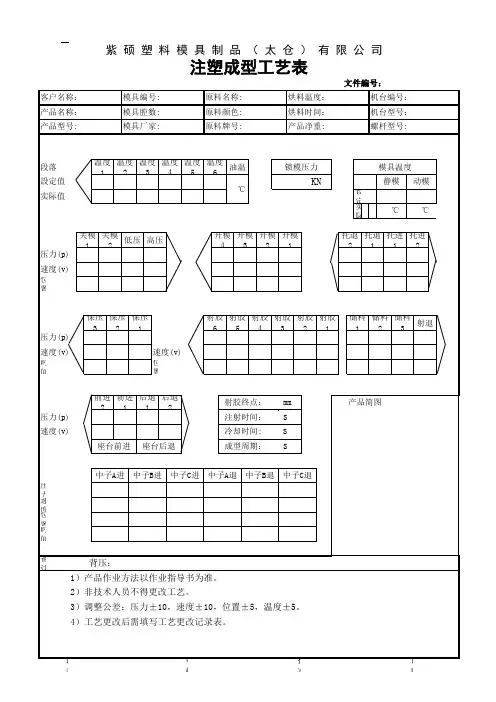
紫 硕 塑 料 模 具 制 品 ( 太 仓 ) 有 限 公 司
注塑成型工艺表
文件編号: 客户名称: 产品名称: 产品型号: 模具编号: 模具腔数: 模具厂家: 原料名称: 原料颜色: 原料牌号: 烘料温度: 烘料时间: 产品净重: 机台编号: 机台型号: 螺杆型号:
段落 設定值 实际值
温度1 温度2 温度3 温度4 温度5 温度6 油温 ℃
储料1 储料2 储料3 射退
前进2 前进1 后退1 后退2 压力(p) 速度(v) 座台前进 座台后退
射胶终点: 注射时间: 冷却时间: 成型周期:
mm 进 中子C进 中子A退 中子B退 中子C退 压力(p) 速度(v) 位置(mm) 时间(s)
备注:
背压: 1)产品作业方法以作业指导书为准。 2)非技术人员不得更改工艺。 3)调整公差:压力±10,速度±10,位置±5,温度±5。 4)工艺更改后需填写工艺更改记录表。
记录 :
审核:
批准:
日期:
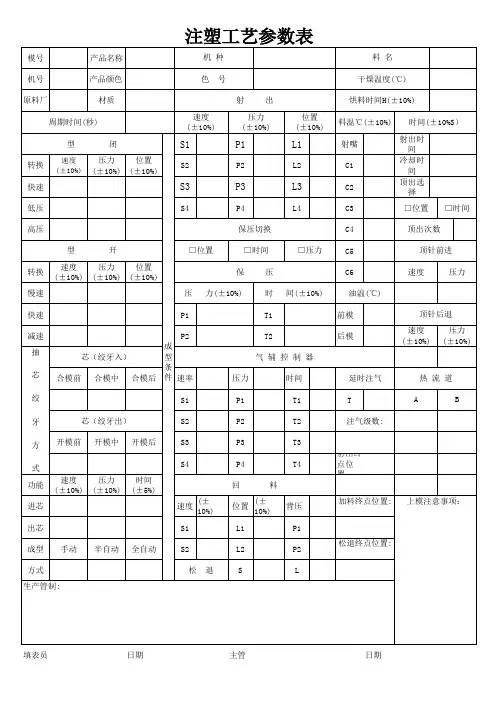
注塑成型参数表
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
P1
T1
T
A
B
牙
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
注塑工艺参数表
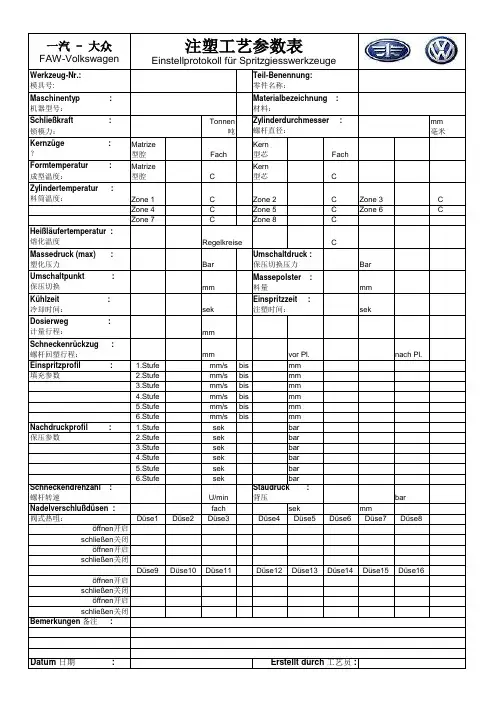
一汽 - 大众FAW-VolkswagenWerkzeug-Nr.:模具号:Maschinentyp :机器型号:Schließkraft :锁模力:Tonnen吨mm 毫米Kernzüge :?Matrize 型腔Fach Kern 型芯Fach Formtemperatur :成型温度:Matrize 型腔 °C Kern 型芯 °C Zylindertemperatur :料筒温度:Zone 1 °C Zone 2 °C Zone 3°C Zone 4 °C Zone 5 °C Zone 6°C Zone 7°C Zone 8°C Heißläufertemperatur :熔化温度°CMassedruck (max) :塑化压力Bar Bar Umschaltpunkt :保压切换mm mm Kühlzeit :冷却时间:sek sek Dosierweg :计量行程:mm Schneckenrückzug :螺杆回塑行程:mm vor Pl.nach Pl.Einspritzprofil : 1.Stufe mm/s bis mm 填充参数2.Stufe mm/s bis mm3.Stufe mm/s bis mm4.Stufe mm/s bis mm5.Stufe mm/s bis mm6.Stufe mm/s bismm Nachdruckprofil : 1.Stufe sek bar 保压参数2.Stufe sek bar3.Stufe sek bar4.Stufe sek bar5.Stufe sek bar6.Stufesek barSchneckendrehzahl :螺杆转速U/min barNadelverschlußdüsen :fach sekmm 阀式热咀:Düse1Düse2Düse3Düse4Düse5Düse6Düse7Düse8öffnen 开启schließen 关闭öffnen 开启schließen 关闭Düse9Düse10Düse11Düse12Düse13Düse14Düse15Düse16öffnen 开启schließen 关闭öffnen 开启schließen 关闭Bemerkungen 备注 :注塑工艺参数表Einstellprotokoll für SpritzgiesswerkzeugeTeil-Benennung:零件名称:Regelkreise Umschaltdruck :保压切换压力Massepolster :料量Einspritzzeit :注塑时间:Zylinderdurchmesser :螺杆直径:Materialbezeichnung :材料:Staudruck :背压。
注塑生产成型工艺卡
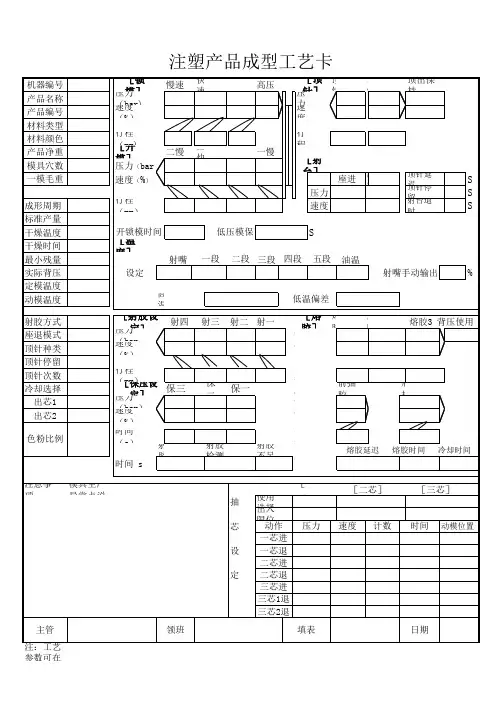
机器编号 产品名称 产品编号 材料类型 材料颜色 产品净重 模具穴数 一模毛重 成形周期 标准产量 干燥温度 干燥时间 最小残量 实际背压 定模温度 动模温度 射胶方式 座退模式 顶针种类 顶针停留 顶针次数 冷却选择 出芯1 出芯2 色粉比例
[锁模]
压力(bar) 速度(%) 行程(mm)
慢速
快速
低压
高压
行程(mm
顶出保持
[开模]
压力(bar 速度(%) 行程(mm) 开锁模时间
二慢
二快
一快
一慢
[射台]
座进 压力 速度 低压模保 射嘴 一段 二段 三段 四段 座退
顶针延迟 顶针停留 射台退时
S S S
S
五段 油温 射嘴手动输出
[温度]
设定 高温偏差
[射胶设定] 射四
%
低温偏差 射三 射二 射一
[熔胶]熔胶1
压力(bar) 速度(%) 行程(mm) [抽胶] 前抽胶 压力bar 速度(%) 行程(mm)
熔胶2
熔胶3 背压使用
压力(bar 速度(%) 行程(mm) [保压设定]保三 压力(bar) 速度(%) 时间(s)
保二 保一
后抽胶
射胶总时 射胶检测
时间 s 注意事项:模具生产异常点说明 抽 芯 设 定
射胶不足
熔胶延迟
熔胶时间
冷却时间
时间s
[一芯] 使用选择 出入限位 动作 压力 一芯进 一芯退 二芯进 二芯退 三芯进 三芯1退 三芯2退 填表 [二芯] [三芯]
速度
计数
时间
动模位置
主管
领班
日期
注:工艺参数可在10%内浮动,但成型周期偏差不可超出1秒。
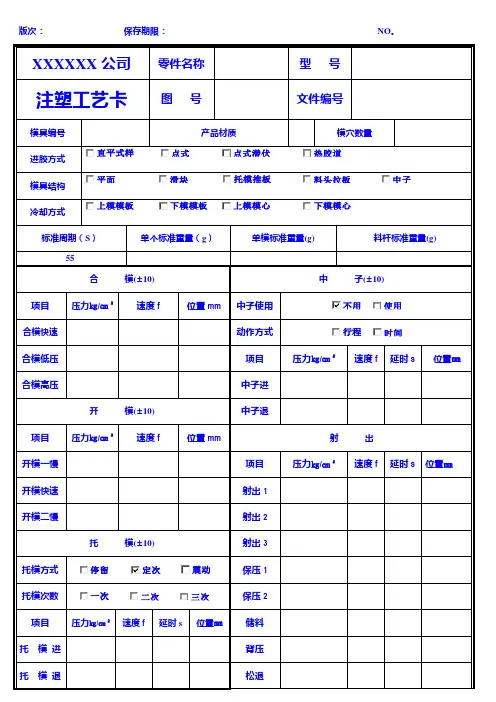
注塑工艺卡(新)
XXXXXX公司
零件名称
型 号
注塑工艺卡
图 号
文件编号
模具编号产品材质模穴来自量进胶方式模具结构
冷却方式
标准周期(S)
单个标准重量(g)
单模标准重量(g)
料杆标准重量(g)
55
合模(±10)
中子(±10)
项目
压力㎏/㎝2
速度f
位置mm
中子使用
合模快速
动作方式
合模低压
项目
压力㎏/㎝2
H2
H3
H4
备注:
(1)注塑件尺寸公差应符合产品图纸要求。
(2)注塑件外观应光洁,不允许有色差;气泡;飞边;缩痕顶白;充料不足;开裂;变形;擦毛等缺陷。
(3)字板商标;认证标记等字符要清楚和正确,符合订单之要求.
(4)根据不同批次原料来调整以上工艺参数,并记录。
(5)拌色料的冷却时间在原基础上再加十秒.
速度f
延时s
位置㎜
合模高压
中子进
开模(±10)
中子退
项目
压力㎏/㎝2
速度f
位置mm
射出
开模一慢
项目
压力㎏/㎝2
速度f
延时s
位置㎜
开模快速
射出1
开模二慢
射出2
托模(±10)
射出3
托模方式
保压1
托模次数
保压2
项目
压力㎏/㎝2
速度f
延时s
位置㎜
储料
托模进
背压
托模退
松退
示图:
冷却
料管温度℃(±15℃)
喷嘴
H1
标准工时(秒/件)
定额(模/6h)
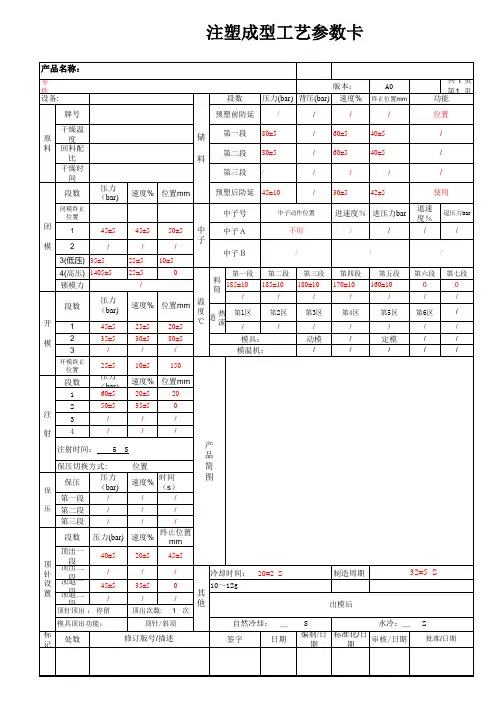
注塑工艺参数卡模板
/
/ / / /
/
40± 5 40± 5 / 42± 5
储 料
压力(bar) 速度% 位置mm
第一段 第二段 第三段
预塑后防延 45±10 中子号
中子动作位置
进速度% 进压力bar 退速度% 退压力bar
/
/
闭 模
1
45± 5 /
45± 5 / 25± 5 25± 5 /
50± 5 / 10± 5 0
终止位置 mm
45± 5 / 0 / 1 次
顶出一段 顶 针 顶出二段 设 顶退一段 置 顶退二段
冷却时间:
20± S 2
制造周期
32± S 5
顶针顶出 : 停留 模具顶出功能:
顶出次数:
其 他
10~12g 出模后 自然冷却: 签字 _ S 水冷:_ S
批准/日期
顶针/斜顶
标记
处数
修订版号/描述
日期
2 3(低压) 35±5
中 子
中子A 中子B 料 185± 10 筒
/ 第1区 / 第一段
不用
/
/
/
/
/
4(高压) 1405±5 锁模力 段数 开 模 1 2 3
开模终止 位置
第二段 185± 10 / 第2区 /
第三段 180± 10 / 第3区 /
第四段 170± 10 / 第4区 / / /
第五段 160± 10 / 第5区 /
注塑成型工艺参数卡
产品名称:Байду номын сангаас
零件号: 设备: 牌号 原 干燥温度 料 回料配比 干燥时间 段数
闭模终止 位置
版本: 段数 预塑前防延 压力(bar) 背压(bar)
工厂生产注塑模具工艺参数卡片
工厂生产注塑模具工艺参数卡片注塑模具是工厂生产产品中常用的工模具之一、工艺参数卡片是对注塑模具工艺参数进行记录和管理的重要文件,它包含了模具工艺参数的详细信息,能够保证生产过程的稳定性和产品的质量,提高生产效率和降低生产成本。
下面将详细介绍注塑模具工艺参数卡片的内容。
一、卡片的基本信息注塑模具工艺参数卡片首先应包含模具的基本信息,包括模具名称、模具编号、模具型号、模具材料、生产日期、维护周期等。
这些信息方便进行模具的管理和维护,并确保模具的正确使用。
二、模具工艺参数的记录1.型腔尺寸:包括产品的长、宽、高等尺寸,以及模具的壁厚、射出口形状等。
这些参数直接影响产品的质量和尺寸的精度,需要在注塑过程中进行精确控制。
2.注塑机参数:包括射胶压力、射胶速度、螺杆转速等。
这些参数会影响注塑过程中塑料熔融、充填、固化等各个阶段的效果,需要根据产品要求进行合理的设置。
3.保压参数:包括保压压力、保压时间等。
保压阶段主要是为了确保产品的密实性和尺寸稳定性,需要根据产品材料和壁厚进行设置。
4.冷却参数:包括冷却时间、冷却水温度等。
冷却阶段的参数设置直接影响产品的收缩率和尺寸稳定性,需要进行合理设置。
5.脱模参数:包括脱模方式、脱模力、脱模位置等。
脱模阶段是模具打开,产品从模具中取出的过程,需要根据产品的尺寸、形状和材料进行合理的设置。
6.其他参数:如模具温度、注射时间、软化温度等。
这些参数根据具体生产产品的要求,可能会有所不同,需要根据实际情况进行设置。
三、模具工艺参数的调整模具工艺参数卡片不仅可以记录和管理模具工艺参数,还可以记录模具的调整情况。
在生产过程中,由于产品的尺寸、壁厚、材料等的变化,可能需要对模具的工艺参数进行调整。
卡片可以记录每次调整的日期、调整前后的参数值、调整的原因和效果等。
这样可以保证模具的稳定性和生产的连续性。
四、模具维护记录模具作为生产设备的一部分,需要进行定期维护和保养。
模具工艺参数卡片上可以记录模具的维护日期、维护内容、维护人员等信息,以及维护后的效果和下次维护的计划。
注塑工艺参数卡
XXX CO., LTD.
序 产品 号 名称
注塑工艺卡
设 备
-
设
大
备
爱
射出
保压
储料
温度
关模
开模
料号
供应商
模具 编号
一段
二段
三段
时 一段
二段
三段
三段
设退
三二一
一段
二段
低压
高压
一段
二段
三段
四段
压速位压速位压速位间压速压速压速压速位压速距段段段压速位压速位压速位压速压速位压速位压速位压速
力度置力度置力度置 s 力度力度力度力度置力度离℃℃℃力度置力度置力度置力度力度置力度置力度置力度
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 注:请每位操作工务必按此参数执行!
拟 制
100 50 35 40 35 26 30 30 0 4 20 50 30 50 40 50 125 45 40 50 40 10 275 275 265 88 88 50 65 65 30 50 50 10 85 55 35 35 2 70 55 50 35 32 125 35 32
审 核
日期:
注塑工艺参数卡模板
35±10 8±3 70±10 100±10
产品重量g:
三段
15±5 75±10
0
35±10 8±3 100±10 100±10
座台退
四段
速度% 压力kg 位置mm
五段
六段
注射时间s
5
标 记
处数
冷却时间s 20±5
周期时间s 60±5
更改文件号/描述
储料后 射 退
速度% 10±5
压力kg 20±10 编制/日期
压力kg
35±10 顺序阀9
二段 40±10 35±10 135±10 30±10 40±10 450±10
位置mm
780±10
位置mm
150±10
三段 30±10 10±10 10±5 25±10 35±10 750±10
时间s
2.5
时间s
2.5
四段 五段 锁模力 低压保护时 间s
10±5 35±10 185±10
5
15±5 15±5
3±1
开锁模限时s
30±10 30±10
30±10 20±10
800±10 顶针方式 停留
次数
1
停留(s)
850±10 进速度% 压力kg 位置mm 退速度% 压力kg
位置mm
对于以上工艺参数,建议作业人员使用推荐值 进行生产(例如:冷却时间为30±10s,推荐值 即为30s),但在实际生产中若需要调整参数时
12区 235±10
13区 235±10
14区 235±10
15区 235±10
16区 235±10
17区 235±10
模温设定 ℃
定模 动模
烘料温度 ℃
注塑成型工艺卡
注塑成型工艺卡NO: 001产品名称小圆顶模腔数4冷却时间模具编号CX-520模重 g成型周期40s 温度机身 1机身 2机身 3机身 4机身 5喷嘴℃180********1234预料压力 mpa99速度99位置35压力 mpa速度位置时间注塑注1293210塑2及3保压14540保压2材料pp检 1、先检查产品是否缺料,产品边沿处飞边修理干净,验中间孔不能大局部堵死,起码要留 6mm的距离,以便及于攻丝。
病 2、要用好一点的料,以防止孔里面有气孔。
历产品名称帽子模腔数1冷却时间模具编号CX-520模重 g成型周期25s 温度机身 1机身 2机身 3机身 4机身 5喷嘴℃165160160401234预料压力 mpa99速度99位置10压力 mpa速度位置时间注塑注1607010塑2及3保压135保压2材料pp检 1、先检查产品是否缺料,再检查产品小孔处是否修圆,验边沿飞边是否修干净。
及病历产品名称透明罩模腔数1冷却时间模具编号CX-520模重 g成型周期温度机身 1机身 2机身 3机身 4机身 5喷嘴℃210200190401234预料压力 mpa99速度99位置10压力 mpa速度位置时间注塑注1塑2及3保压1保压2材料聚苯乙烯〔透苯〕检 1、先检查产品是否缺料,再检查产品透明度是否良好,验有无银丝及大的划痕和破裂痕迹,边沿毛边是否修干及净,四个卡扣脚是否断裂。
病 2、要用薄膜袋子一个个套起,防止相互挤压,造成划历痕产品名称底座模腔数1冷却时间模具编号CX-520 模重 g成型周期温度机身 1机身 2机身 3机身 4机身 5喷嘴℃180********1234预料压力 mpa99速度99位置压力 mpa速度位置时间注塑注1塑2及3保压1保压2材料pp检 1、先检查产品是否缺料,再检查产品中间孔这里是否验起泡,防止铁螺竿装不到位,及 2、检查产品四个卡扣是否断裂,修产品的时候卡扣这病里要修到位历 3、要用好的料生产,是卡扣这里有韧性,不容易断裂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 不用
顺2 3
不用 不用
序 4 不用
5 阀
6
不用 不用
7 不用
8 不用
零 件 简 图
1、冷冻机温度设定为16℃ 备 注
版本修订/描述
编制/日 审核/日 批准/日
期
期
期
标准化/日期
2014.6.22
顶出一段
顶 顶出二段
顶退一段 出 顶退二段
顶出延时 0.0 顶退延时 0.0
顶出模式
顶出次数
动作 压力Bar 速度% 位置mm
A进
抽 A退
B进 芯 B退
C进
C退
压力Bar 速度% 位置mm
1段
合 2段
3段 模 4段
低压
高压
1段
2段 开 3段
模 4段 5段
6段
冷却时间
其 他
作业人数
生产模式
成型周期 班产量 射台模式
页码
版本号
第1页 共1页
段数
储 第一段 第二段
料 第三段
第四段
料 第一段 筒
压力Bar 背压Bar 第二段 第三段
速度% 第四段
位置mm 抽胶压力 抽胶速度 抽胶距离 抽胶模式 储前冷却
第五段 第六段 第七段
温热
度 ℃
流 道
模 动模 温
定模
滑块
斜顶
浇口 导热媒体
组 功能模式 开启位置 关闭位置 注射延时 注射持续 保压延迟 保压持续
客户车型 零件名称 零件编号 材料牌号
注塑成型工艺参数卡 机器档号: 文件编号:
-
设备编号
设备吨位
烘烤温度/时间
零件颜色
段数 压力Bar 速度% 位置mm
一段
二段 注 三段
射 四段 五段
六段
注射时间:
转保模式
转保压值
保 保压 压力Bar
第一段 压 第二段
速度%
时间s
第三段
段数 压力Bar 速度% 位置mm