XX塑胶来料检验报告
XX塑胶来料检验报告

(页 1 / 1)
1•目的:
为塑胶原料检验方法提供正确指导,保证来料符合品质要求,给注塑生产把好来料质量关。
2•适用范围:
塑胶所有来料检验均适用。
3•内容
3.1根据来料品名对其外观、功能进行检验,将结果记录于《来料检验报告》中,若外观、功能检测合
格,则由仓管直接入仓;若外观、功能检测不合格,则通知采购部与供应商联系其外观、功性能检测的具体情况如下:
3.1.1外观检查:每批来料抽取一袋,检查有无结块、有无混有异物、颜色是否正常。
3.1.2流动性检测:每批来料每个各抽取25公斤试啤,根据试啤结果,判定其流动性是否良好,将结
果记录于《塑胶进料检验报告》中。
3.1.3特性检测:取上述试啤样品进行如下检测:
经检验,上述三项如有一项检验不合格时,须填写在《来料检验报告》中,且通知相关部门及时处理。
3.2我司现如下物料列于免检:
黄油、天那水、白矿油、润滑油、去污水、酒精、煤油、办公用品。
4.表单记录
<<来料检验报告>>。
塑胶件来料检验报告
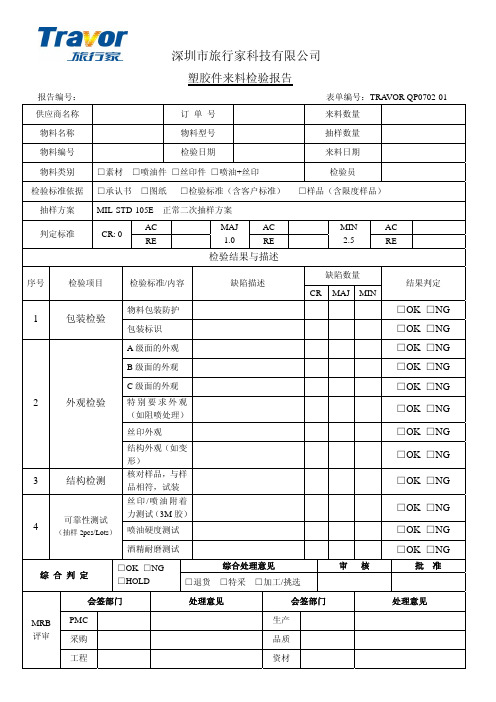
深圳市旅行家科技有限公司
塑胶件来料检验报告
报告编号: 表单编号:TRA VOR QP0702-01 供应商名称 订 单 号 来料数量 物料名称 物料型号 抽样数量 物料编号
检验日期
来料日期 物料类别 □素材 □喷油件 □丝印件 □喷油+丝印
检验员
检验标准依据
□承认书 □图纸 □检验标准(含客户标准) □样品(含限度样品)
抽样方案 MIL-STD-105E 正常二次抽样方案 AC AC AC 判定标准 CR: 0
RE MAJ 1.0
RE MIN 2.5
RE
检验结果与描述
缺陷数量 序号
检验项目
检验标准/内容 缺陷描述
CR
MAJ
MIN
结果判定
物料包装防护 □OK □NG 1 包装检验
包装标识 □OK □NG A 级面的外观 □OK □NG B 级面的外观 □OK □NG C 级面的外观
□OK □NG 特别要求外观
(如阻喷处理) □OK □NG 丝印外观 □OK □NG 2 外观检验
结构外观(如变形)
□OK □NG 3 结构检测
核对样品,与样品相符,试装
□OK □NG 丝印/喷油附着力测试(3M 胶) □OK □NG 喷油硬度测试 □OK □NG 4
可靠性测试
(抽样2pcs/Lots )
酒精耐磨测试
□OK □NG
综合处理意见
审 核
批 准
综 合 判 定
□OK □NG □HOLD
□退货 □特采 □加工/挑选
会签部门
处理意见
会签部门 处理意见
PMC 生产 采购 品质 MRB 评审
工程
资材。
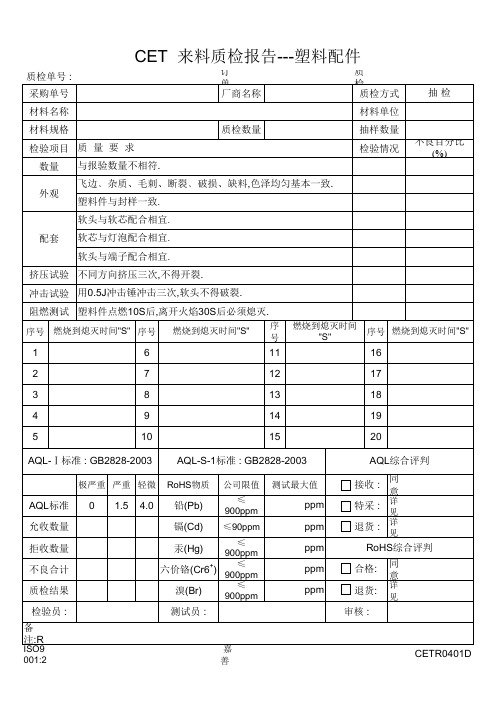
CET来料质检报告-塑胶类
≤
900ppm ≤
900ppm ≤
900ppm
检验员 :
测试员 :
备
注:R
ISO9
嘉
001:2
善
测试最大值 ppm ppm ppm ppm ppm
AQL综合评判
接收 :
同 意
特采 :
详 见
退货 :
详 见
RoHS综合评判
合格:
同 意
退货:
详 见
审核 :
CETR0401D
配套 软芯与灯泡配合相宜.
软头与端子配合相宜.
挤压试验 不同方向挤压三次,不得开裂.
冲击试验 用0.5J冲击锤冲击三次,软头不得破裂.
阻燃测试 塑料件点燃10S后,离开火焰30S后必须熄灭.
序号 燃烧到熄灭时间"S" 序号 燃烧到熄灭时间"S&#"S"
序号 燃烧到熄灭时间"S"
16
2
7
12
17
3
8
13
18
4
9
14
19
5
10
15
20
AQL-Ⅰ标准 : GB2828-2003 AQL-S-1标准 : GB2828-2003
极严重 严重 轻微 RoHS物质 公司限值
AQL标准
0
1.5 4.0
铅(Pb)
≤ 900ppm
允收数量
镉(Cd) ≤90ppm
拒收数量 不良合计 质检结果
汞(Hg) 六价铬(Cr6+)
质检单号 : 采购单号
CET 来料质检报告---塑料配件
订
质
单 厂商名称
检 质检方式
塑胶喷油来料检验报告范文
塑胶喷油来料检验报告范文英文回答:Plastic spray painting is a common process used in various industries to enhance the appearance and protect the surface of plastic products. As a quality control inspector, it is my responsibility to ensure that the incoming plastic spray painted materials meet the required standards. In this report, I will outline the inspection process and provide a sample report.The first step in the inspection process is to visually examine the plastic spray painted materials. I check for any visible defects such as scratches, dents, or uneven coating. For example, if I find a scratch on the surface of a plastic component, I would mark it as a defect and record it in the report.Next, I perform a color consistency test. This involves comparing the color of the plastic spray painted materialwith a standard color sample. If there is a noticeable difference in color, it indicates a defect in the painting process. For instance, if the plastic part should be painted in a glossy black color, but it appears matte or has a slight variation in shade, it would be considered a defect.In addition to visual inspection, I also conduct adhesion tests to ensure that the paint adheres properly to the plastic surface. I use a tape test where I apply adhesive tape to the painted surface and then peel it off. If the paint comes off with the tape, it indicates poor adhesion. This test helps identify any defects in the paint adhesion process.Furthermore, I check the thickness of the paint coating using a paint thickness gauge. This gauge measures the thickness of the paint layer, and I compare the results with the required specifications. If the paint thickness is below or above the specified range, it is considered a defect. For example, if the required paint thickness is 20 microns, but the gauge shows a measurement of 15 microns,it would be recorded as a defect in the report.After completing the inspection process, I compile all the findings into a comprehensive report. The report includes details such as the inspection date, the name of the supplier, the batch number, and the inspection results for each sample. I also provide photographs of any defects found during the inspection to support the findings.中文回答:塑胶喷油是各行各业常用的一种工艺,用于提升塑胶制品的外观并保护表面。
(塑胶)物料出厂检验报告

2、尺寸检测需抽测3模护盒,且每穴都需进行测量。
护盒物料出厂检验报告
零件名称
零件颜色
模具号
供应商生产日期源自发货日期零件规格材料
腔号
发货数量
检验员
检验日期
检查项目
1
外观检查
抽检数量
检验结果
无结构、形状、颜色、材质、注塑不满、合料线、收缩痕、黑点、异色、毛边等不良
2
匹配检查
抽检数量
检验结果
无上、下壳或下壳和盖片配合过松的问题
3
尺寸检测
检测工具
抽检数量
检验结果
1#
2#
3#
4#
5#
6#
7#
8#
1模
2模
3模
1#
2#
3#
4#
5#
6#
7#
8#
1模
2模
3模
1#
2#
3#
4#
5#
6#
7#
8#
1模
2模
3模
1#
2#
3#
4#
5#
6#
7#
8#
1模
2模
3模
1#
2#
3#
4#
5#
6#
7#
8#
1模
2模
3模
1#
2#
3#
4#
5#
6#
7#
8#
1模
2模
3模
物料检验结果:□合格,可出货;
□不合格,不影响使用,已与客户协商可出货
塑胶件来料检验报告
4
塑胶件不能有裂纹、变形。
5
塑胶件进胶口修剪平整,不能有变形、溢胶、批锋或凸点影响安装或组装。
6
塑胶件不能有变形、螺丝孔或槽内有溢胶或孔径偏小影响组装。
1
塑胶件表面光洁,不能有明显刮花、划痕和进胶口未修剪平整。
2
表面不喷油或电镀处理的塑胶件颜色每批一致,与签板不能有明显差异。
3
塑胶件的颜色与确认签板无明显差异,以确保批量材料的一致性。
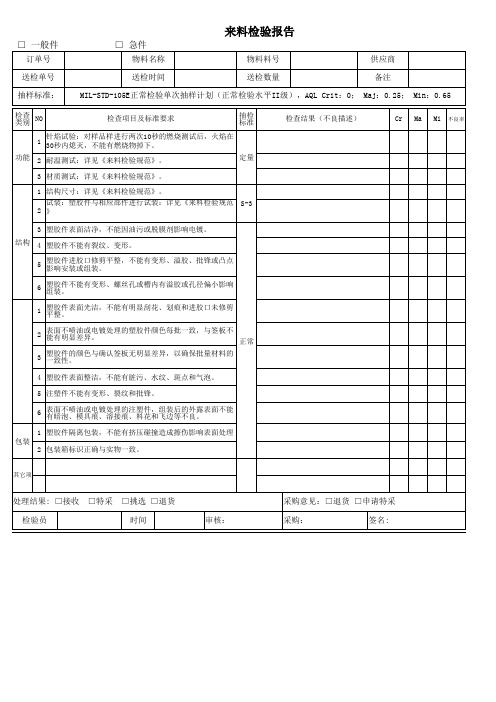
□ 一般件□ 急件
来料检验报告
订单号
物料名称
物料料号
供应商
送检单号
送检时间
送检数量
备注
抽样标准:
MIL-STD-105E正常检验单次抽样计划(正常检验水平II级),AQL Crit:0; Maj:0.25; Min:0.65
检查类别
NO
检查项目及标准要求
抽检标准
检查结果(不良描述)
Cr
Ma
Mi
不良率
采购意见:□退货 □申请特采
检验员
时间
审核:
采购:
签名:
4
塑胶件表面整洁,不能有脏污、水纹、斑点和气泡。
5
注塑件不能有变形、裂纹和批锋。
6
表面不喷油或电镀处理的注塑件,组装后的外露表面不能有暗泡、模具痕、溶接痕、料花和飞边等不良。
包装
1
塑胶件隔离包装,不能有挤压碰撞造成擦伤影响表面处理
2
包装箱标识正确与实物一致。
其它项
处理结果: □品样进行两次10秒的燃烧测试后,火焰在
30秒内熄灭,不能有燃烧物掉下。
定量
2
耐温测试:详见《来料检验规范》。
3
材质测试:详见《来料检验规范》。
来料检验报告 塑壳类
B
游标卡尺
± mm
B
游标卡尺
± mm
B
游标卡尺
± mm
B
游标卡尺
± mm
B
游标卡尺
± mm
B
游标卡尺
型
式
/
性
能
阻燃性:明火燃烧30s,离开明火后10s内自灭
A
燃烧箱
符合REACH相关标准
C
目视
符合ROHS相关标准
C
目视
包装
产品正确,数量与《送货单》一致,无包装破损,产品损坏现象
B
目视
物料标识:正确、完整(包含名称、规格、数量、生产日期,厂商名称等相关信息)
来 料 检 验 报 告(塑壳类)
产品名称
来料数量
供应商名称
规格/型号
抽样数量
检验日期
抽样依据
GB/
检验等级
抽样方案
检验判定
A
Q
L
A
严重缺陷
B
主要缺陷
C
次要缺陷
□允许 □重工 □批退 □选别
□特采 □紧急放行
ACC
REJ
ACC
REJ
ACC
REJ
检验项目
检验标准/要求
缺陷
级别
检验工具
检验结果
判定结果
OK
NG
外
观
塑壳应印有品牌LOGO,LOGO应清晰易辨。
B
目视
塑壳无缩水现象。
B
目视
塑壳无拉伤现象
B
目视
塑壳无变形现象。
B
目视
塑壳无水花现象。
B
目视
塑壳无缺料现象。
塑胶原料样品检验报告
塑胶原料样品检验报告
塑胶原料检验报告
客户:XXX公司
产品:塑胶原料
检测日期:xxxx年xx月xx日
检测结论:
本次检测结果显示,样品塑胶原料合格。
检测内容:
1、颜色:样品颜色深灰色,无异常。
2、熔融指标:熔融指数为182℃,熔融指数误差在±2℃之间,合格。
3、密度指标:样品密度为892G/CM3,密度误差在±2G/CM3之内,合格。
4、拉伸性能:拉伸应力为6MPa,延伸率为8%,拉伸性能符合设计要求,合格。
5、耐热性能:样品在120℃下经过3小时耐热性测试,没有变色和
异味,合格。
6、耐腐蚀性能:样品在常温下经过空气腐蚀试验,没有发现变色现象,合格。
7、机械性能:样品在常温下经过冲击性能测试,没有发现裂痕,合格。
8、热界面强度:样品在250℃下经过热界面测试,剥离强度在
8N/mm2以上,合格。
9、水活塑性:样品在40℃下经过水活塑性测试,收缩率在4%以内,合格。
测试结论:
本次塑胶原料测试结果显示,样品质量合格,可以满足客户的需求。
检测人:
XXXX。
塑胶物料检验报告
3.3铁壳组装
搭配不良,无法装入
□OK□NG
3.4塑胶肋强度测试
力量<10Kgf
□OK□NG
3.5塑胶扭力测试
塑胶有裂纹
□OK□NG
4.环保禁止物质(单位:PPM)
允收标准
判定
不良说明
ICP:镉<5汞<5铅<100铬<100
□合格□不合格
总批判定结果
□合格□不合格-□提不合格批最后处理:依NO.:之结果为
□重工□特采□入报废仓
核准
审查
检验者
表单编号:FTB283-11
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OKБайду номын сангаас
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
尺寸□合格
判定:□不合格
3.功能检验(注:红笔标示为不良)
项目
不良原因
抽验数
不良数
不良说明
功能判定
3.1热风回流焊测试
起泡,变形,变色,老化,开裂
□OK□NG-NG品处理方式
3.2塑胶后盖
脱落,毛边,无法组装
塑胶物料检验报告
机台编号:
工单单号
批号
日期
_____年月日
料号
材质/颜色
版次
模穴数
2.尺寸检测:抽样数:(注:红笔标示为不良) (单位:mm)
时间
检测治具
项次
标准尺寸
模穴号
检测治具代码
No.
No.
No.
注塑件来料检验报告
同批次注塑件颜色与色板无明显差异。
尺寸
根据工程图纸或者样板测量产品的长度,外径,内径等相关尺寸应符合要求。
合计:
项目
要求
实际
判定
合格
不合格
材质
结构
与相关配件组装后无松动,间隙,或者装不进去。
工艺要求
功能
总结: □合格 □不合格 检验员:
三、不合格品处理
来料检验报告
表单编号:IQC-
检测类型:原材料 口 包材 口 其他 口
物料名称
物料型号料日期
物料批号
抽检数量
1、AQL收货依据:MIL-STD-105E(Ⅱ)
允许水准
致命
严重
轻微
CRI:0
MAJ:0.4
MIN:1.5
2、检验依据:《来料检验规范》
允收数
AC:
AC:
AC:
拒收数
RE:
RE:
RE:
检验项目
要求
描述
不良数量
致命 严重 轻微
CRI
MAJ
MIN
外观
1.来料包装完好吗,标识清晰。
2.表面光滑,不能有划伤,缺料,混色,黑点黑斑,气纹气花,缩水,夹水纹,披锋。
3.目视不可有变形,裂纹,压痕,气泡。
4.表面不可有灰尘,油污,水渍及其它脏污。
5.注塑件飞边,毛刺都应修剪干净,修剪刀口必须平整,无锯齿状,不影响产品外观。
□特采/让步接收 □特采/让步接收 □特采/让步接收 □特采/让步接收
□挑选使用 □挑选使用 □挑选使用 □挑选使用
□退货 □退货 □退货 □退货
生管部/日期: 采购部/日期: 技术部/日期: 品质部/日期:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XX
XX塑胶有限公司标准
标准编号
标题
进料检验作业规范
制定日期
01/07/2008
TITLE
改定日期
---
1.目的:
为塑胶原料检验方法提供正确指导,保证来料符合品质要求,给注塑生产把好来料质量关。
2.适用范围:
塑胶所有来料检验均适用。
3.内容
3.1根据来料品名对其外观、功能进行检验,将结果记录于《来料检验报告》中,若外观、功能检测合格,则由仓管直接入仓;若外观、功能检测不合格,则通知采购部与供应商联系。其外观、功性能检测的具体情况如下:
3.1.1外观检查:每批来料抽取一袋,检查有无结块、有无混有异物、颜色是否正常。
3.1.2流动性检测:每批来料每个LOT.NO各抽取25公斤试啤,根据试啤结果,判定其流动性是否良好,将结果记录于《塑胶进料检验报告》中。
3.1.3特性检测:取上述试啤样品进行如下检测:
原材料类别
特性
原材料类别
特性
PC
硬胶,产品透明度好.
4.表单记录
<<来料检验报告&发出人
日/月/年
日/月/年
日/月/年
ABS塑胶
硬胶,产品要有韧性.
TPR
软胶,有粘性.
PA66+15%纤
硬胶,表面不能浮纤.
PA66
硬胶,产品要有韧性,不易掰断.
ABS防火
硬胶,防火,产品有韧性.
经检验,上述三项如有一项检验不合格时,须填写在《来料检验报告》中,且通知相关部门及时处理。
3.2我司现如下物料列于免检:
黄油、天那水、白矿油、润滑油、去污水、酒精、煤油、办公用品。