漆包线、包装类、五金端子、锡材、化工材料IQC进料检验方法
品质IQCQC线材检验规范
20C导体最大电阻(Ω/Km) 非电镀金属 电镀金属
39
26 19.5 13.3 7.98
40.1
26.7 20
13.7 8.21
70℃时绝缘电阻最小 值MΩ·km 0.013
0.012
0.01
0.009
平均外径 (mm)
下限
上限
20C导体最大电 70℃时绝 阻(Ω/Km) 缘电阻最
非电镀金 电镀 小值MΩ
型号:227IEC08(RV-90)
特性:300/500V;90℃
导体:退火铜线
绝缘体材料:
PVC/E
符合的安全规格:GB5023/GB/T3956
标称截面积 绝缘层标称厚 结构
(mm2)
度(mm)
(No./mm)
0.5
0.75 1
1.5 2.5
16/0.20
0.6
28/0.15
24/0.20
0.6
24/0.20
0.6
42/0.15
0.6
32/0.20
平均外径上限(mm)
Φ2.6
Φ2.8 Φ2.8
20C导体最大电阻(Ω/Km) 70℃时绝缘电阻最小
非电镀金属 电镀金属
值MΩ·km
39
40.1
0.013
26 19.5
26.7 20
0.012 0.01
型号 芯数
SPT-1
2
标准线规 AWG
18AWG
1.30±0.10
1.40±0.10 1.60±0.10 1.80±0.10 2.10±0.10 2.30±0.10
1.25±0.10
1.35±0.10 1.50±0.10 1.65±0.10 1.85±0.10 2.15±0.10
漆包线检验标准规范
版本
修
A0
订
记
A1
录
A2
A3
日期 2008/4/9 2010/7/12 2012/5/16 2012/9/20
修订详细内容
批准
新版发行
重新对抽样方法及检验项目进行规定/增加耐压测试 对尺寸测试长度量化
对耐压、外径、电阻测试、针孔测试进行修改补充
(文件属于公司财产,未获得书面批准不得复印)
审核
作成
文件名称
版本
修
A0
订
记
A1
录
A2
A3
日期 2008/4/9 2010/7/12 2012/5/16 2012/9/20
修订详细内容
批准
新版发行
重新对抽样方法及检验项目进行规定/增加耐压测试 对尺寸测试长度量化
对耐压、外径、电阻测试、针孔测试进行修改补充
(文件属于公司财产,未获得书面批准不得复印)
审核
作成
文件名称
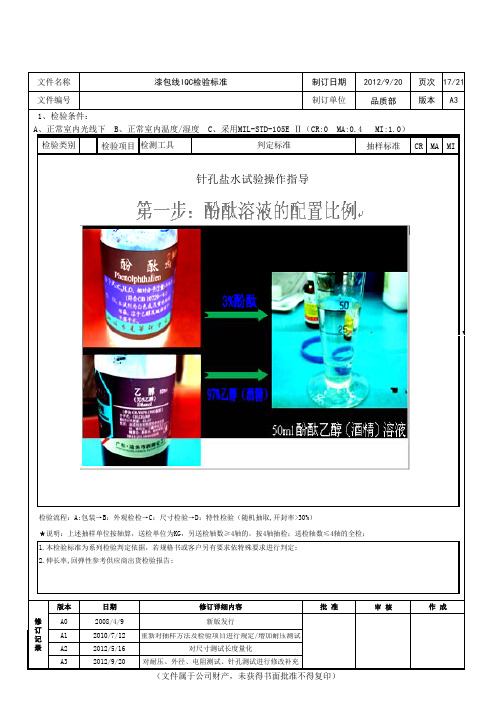
漆包线IQC检验标准
制订日期 2012/9/20 页次 18/21
文件编号
制订单位
品质部
版本 A3
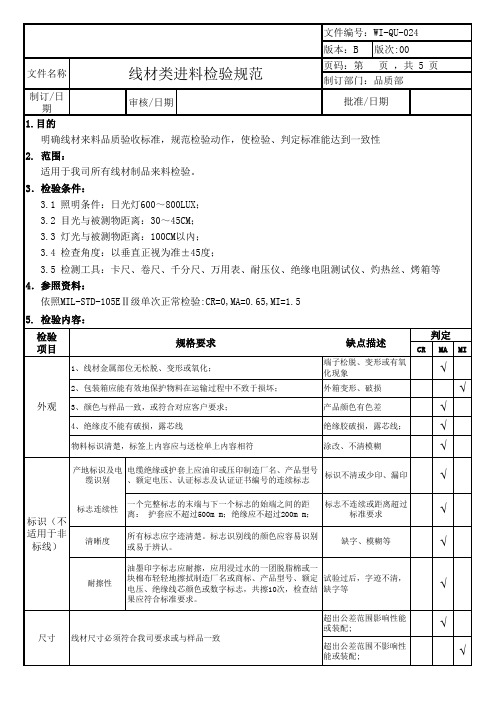
1、检验条件: A、正常室内光线下 B、正常室内温度/湿度 C、采用MIL-STD-105E Ⅱ(CR:0 MA:0.4 MI:1.0)
检验类别 检验项目 检测工具
判定标准
抽样标准 CR MA MI
第三步:将溶液倒入测试盆
注意事项: 1.在每日进行针孔试验前,应先拿样品进行点检确认,确认针孔测试溶液OK后,方可进行试验。 2.针孔测试溶液使用完后应立即密封好,一个月需更换一次测试溶液。
检验流程:A:包装→B:外观检检→C:尺寸检验→D:特性检验(随机抽取,开封率>30%) *说明:上述抽样单位按轴算,送检单位为KG,另送检轴数≥4轴的,按4轴抽检;送检轴数≤4轴的全检; 1.本检验标准为系列检验判定依据,若规格书或客户另有要求依特殊要求进行判定; 2.伸长率,回弹性参考供应商出货检验报告;
IQC进料检验流程

IQC进料检验流程1.接收货物:货物到达时,需要指定专人接收,并核对货物数量、规格型号等信息,以确保与订购信息一致。
2.外观检查:外观检查是IQC的重要一环,它主要是对进料的外观状况进行检查。
检查的内容包括货物的颜色、形状、大小、表面缺陷等。
通常使用人工目视和辅助工具(如显微镜、量具等)进行检查。
3.尺寸、重量检查:针对需要精确尺寸和重量的货物,需要进行相应的尺寸和重量检查。
通常会使用专业设备(如千分尺、天平等)进行检测,以确保尺寸和重量符合要求。
4.功能性测试:根据进料的具体特性,进行功能性测试。
例如,对于电子产品,可以进行电气参数测试、板卡功能测试等;对于机械产品,可以进行机械部件的功能测试等。
功能性测试通常要求使用专业设备和测试程序。
5.可靠性测试:对于一些需要长时间使用的进料,需要进行可靠性测试。
可靠性测试主要是通过模拟实际使用环境,测试进料在长时间使用后的可靠性和稳定性。
可靠性测试可以通过加速寿命试验、高温、低温试验等方式进行。
6.抽样检验:为了节约成本和提高效率,通常使用抽样检验的方式进行IQC。
在设计抽样方案时,需要考虑进料批次的大小、重要程度、供应商信誉等因素,以确定样本数量和抽样方案。
7.检验结果记录:对于每一批进料进行检验后,需要将检验结果进行记录,包括合格品数量、不合格品数量、不良品的具体问题等。
记录的数据可以用于供应商评估以及进一步质量控制。
8.不合格品处理:对于不合格的进料,需要进行适当的处理。
处理方式可以包括退货、返工、报废等。
同时,还需要对不合格品进行问题分析,找出问题根源,并采取措施避免类似问题再次发生。
9.反馈供应商:对于质量不合格的进料,需要及时向供应商反馈,并与供应商协商解决方式。
供应商反馈不仅是对供应商质量管理的要求,也是建立良好供应链合作关系的重要一环。
总之,IQC是产品质量控制的第一道关口。
通过有效的IQC流程,可以保证进料质量稳定可靠,在后续生产过程中提供有保障的原材料。
漆包线、镀锡线类检验规范

800以上
0.18-0.29
20
2200V以上
1400以上
900以上
600以上
0.12-0.17
24
2000V以上
1200以上
700以上
450以上
0.08-0.11
30
1900V以上
1000以上
600以上
350以上
0.06-0.07
40
1000以上
450以上
350以上
5.4检验标准
5.4.1 漆包线
mm
Mm
mm
mm
mm
mm
mm
mm
mm
mm
20℃Ωhm/KM
mm
0.07
±0.007
±0.003
0.015
0.125
0.007
0.105
0.004
0.091
0.003
0.085
4990
0.07
0.08
±0.007
±0.003
0.015
0.135
0.008
0.118
0.005
0.103
0.003
0.097
尺寸
参考附件规格标准.
MA
千分尺
卡尺
8
电阻测试
参考附件漆包线尺寸与电性规格表.
CR
电阻机
9
耐压测试
参考导体扭合表.
CR
高压机
5.4.2镀锡线
1
包装
料号、品名、规格等标识无误,无混装.外箱与最小包装有RoHS标识.
MI
目视
2
外观颜色
外观光亮,均匀,无黑点氧化.
IQC进料检验项目及判定标准
IQC进料品质检验项目及判定标准文件类型检验规范第 4 页共32 页类别:PCB抽样方案检验规范1.采用GB/T2828-20 03正常检查一次抽样方案;2. 允收水准:Cr:0 Ma:0.65 Mi:1.0 检查类别检查项目检查方法技术要求/质量要求不合格(缺陷)分类Cr Ma Mi 开箱检查金手指部分目测不允许金手指镀面上出现针孔或边缘齿状。
√目测金手指不允许漏斜边,不允许斜边不平行及单边前后不平行,斜边导致的拖尾不能超过两相邻金手指间隙的1/4。
√目测两边导角应为45度,斜边导角应为20度,且导角要求平滑,不得有毛刺或纤维丝。
√目测金手指裁边不允许有毛边。
√目测金手指槽口尺寸、长度、导角角度、导槽尺寸与样品相符。
√目测金手指导槽不得有毛刺或纤维丝。
√目测与样品核对金手指边缘缺口在非重要区域缺口深度<0.3mm,长度<1mm,且不超过两条金手指有此缺陷,缺陷在重要区域出现不可接收。
如下图所示:√目测与样品或图纸核对金手指铣边形成反白(爆边)跨距长度不超过1mm或不超过相邻导线间距离的10%可接收。
√目测与样品或图纸核对金手指头部绿油覆盖区域不能大于0.6mm..√上锡试验用小锡炉浸锡(温度270摄氏度、10秒钟)后目检,每批抽1-2片。
PCB表面绿油不能有脱落等异常现象,各焊盘上锡完整,锡点光亮。
√烘烤试验用烘箱(115-120摄氏度,3小时)烘烤后目检,每批抽10-20PCB变形大于对角长度之8/1000不允许,轻微变形但不影响后工序装配时可接受。
PCB表面变黄、绿油脱落不允√。
品质部IQC进料检验标准
品质部IQC进料检验标准一、适用范围:本检验标准适用于深圳山源电器有限公司以下物料之进料检验:※板材:铝板、镀锌板、黄铜板、紫铜板、电解板、铁板、不锈钢带、马口铁)。
※外协加工:镀锡、镀镍、镀锌、铜钝化、阳极氧化、氧化发黑、喷涂等其它电镀件及外购螺母、螺柱。
※各种型材:铝型材、铜排。
※PC板(绝缘隔热板)。
※电子元器件:PTC片、温控器、熔断器、连接线等PTC组装原材料。
※塑胶类:左右支架、盖板、塞头、绝缘片、云母片。
※五金类:五金支架、电极板、插销等。
※铁丝:铁线材。
同时对物料中ROHS环境有害物质进行管制。
二、抽样方法:依据MIL-STD-105E 正常“Ⅱ”级抽样,必要时可采用加严抽样。
AQL:CRI=0 MAJ=0.65 MIN=1.5.对各种板材采用特殊规定:每批板材进料检验,每批来料抽样1PCS,若发现有一项主要缺陷时,则依实际情况加严抽检至5PCS,如再发现主缺陷时,判定拒收。
三、检验范围:1.产品包装2.外观3.尺寸4.角度5.性能6.适配7.检测要求:尺寸测量、角度测量、拉力测试、附着力测试、可焊性测试、盐雾测试、平面度测试、电气强度测试、导通测试、耐温测试及其它特殊需要性能测试(客户有特殊要求按客户标准增加检测项目)。
四、测量设备:平台、游标卡尺、千分尺、米尺、万能角度尺、高度尺、针规、薄厚塞规、半径规、百分表、投影仪、导电率测试仪、耐压测试仪、盐雾测试机、拉力器、锡炉、数显干燥箱、专用检具、适配样品等检测工具。
五、检查项目:购螺母、螺柱。
3.各种型材(铝型材、铜排)4.PC板(绝缘隔热板)5、电子元器件(PTC片、温控器、熔断器、连接线)6.塑胶类(左右支架、盖板、塞头、绝缘片、云母片)7.五金类(五金支架、电极板、插销等)8.铁丝(铁线材)此类材料只测直径;直径符合订货要求,粗细均匀一致即可。
9.ROHS环境有害物质管制标准值每批来料必须提供TCP/SGS检测报告,参照ROHS环境有害物质管制标准值进行检验,没有TCP/SGS检测报告或者ROHS环境有害物质管制标准值不符合要求的,视为主要MAJ 缺点。
IQC来料检测标准
具体 检验 操作 方法
(1) 、将 PCB 板与 样板 或有 关图 纸对 照, 检验 规格 、型 号、 材质 和走 线是 否符 合要 求。
(2) 、选 择光 线较 好的 地 点, 检验 外观 有无 不良 现象 。如 发现 孔径 有 异, 可用 标准 试针 插
试,检查是否有插 不进或插入较困难 及过松现象。
阻值应与所标称瓦 4 数及电阻值相吻合 、。
外形尺寸按厂家提 5 供资料或根据材料 、 清单要求检测。
二 电容
1
、
铝电解电容
(1) 电容容量测试按标 、 称值-10%+20%
漏电流测试,漏电 (2) 流=电压×容量× 、 0.02
低压电容当耐压小
于200V时,漏电流= 电压×容量×0.01
编号 有版效次日
1 、重 量与 送检 单相 符合 。
2 、上 锡程 度良 好, 干固 后不 粘 手, 无粉 化物 。
3 、用 比重 计测 试, 松香 水的 密度 应为 0.84 左右 。
十
七
、
胶
水
1 、黄 色胶 水只 能用 于PP 料,乳 白胶 水用 于 PBT/P C材 料, 每批 来料 抽样 打胶 10 支, 检测
(6) 、 损耗角应小于3
2、 无极 性电 容 (1) 、外 观尺 寸按 产品 设计 要求 尺寸 作标 准检 测, 管脚 不生 锈。
(绦 纶电 容)
(2) 、容 量按 标称 值测 试。J 误差 为± 5%, K误 差为 ± 10% 。
(3) 、耐 压按 标称 值的 2.5倍 检 测, 漏电 流设 置为 10mA 10秒 钟不 击
2 、QA 线温 度为 105 ℃, 表面 光滑 。
3 、用 DC-
(完整版)IQC包装材料检验流程

(完整版)IQC包装材料检验流程IQC包装材料检验流程
概述
流程步骤
1. 根据供应商提供的包装材料检验样品,进行外观检查。
确保
外包装完好无损,无明显污垢或变形等问题。
2. 对包装材料进行尺寸相关的测量。
例如,可以使用相应的测
量工具对袋子、纸箱等进行尺寸测量,确保其符合要求。
3. 进行包装材料材质的检验。
使用相关的仪器或检测方法,确
定包装材料的材质是否符合标准要求。
4. 进行包装材料可重复使用性的测试。
如果包装材料是可重复
使用的,进行相应的测试,以确保其耐用性和可靠性。
5. 进行包装材料印刷或标识的检验。
对印刷质量、字迹清晰度、标识与实际商品一致性等进行检查。
6. 进行包装材料密封性能的测试。
使用相应的方法,测试材料
的密封性能,确保其符合相关标准的要求。
7. 进行包装材料的耐温、耐湿性能的测试。
使用相应的试验设备,测试材料在不同温湿度环境下的性能表现。
8. 根据实际需要,进行其他相关的检验项目。
例如,对包装材
料进行相应的拉力、剪切强度等测试。
9. 基于检验结果,评估包装材料是否符合质量要求。
根据评估
结果,对包装材料进行分类、记录和报告。
结论
通过IQC包装材料检验流程,能够有效保证进货的包装材料符合质量要求,提高产品的质量稳定性和用户满意度。
在实施过程中,要严格按照流程步骤进行操作,并保持检验结果的准确性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
漆包線、包裝類、五金端子、錫材、化工材料IQC進料檢驗方法
目錄﹕
一﹔漆包線
二﹕包裝類
三﹕端子﹑料片
四﹔錫材類
五﹔溶劑類
一﹕漆包線
1﹑外觀檢驗﹕
顯微鏡進行外觀檢驗﹐要求無漆包層脫落﹑毛刺等不良現象。
2﹑尺寸檢驗﹕
測量工具﹕微米千分尺
2.1﹑漆包線直徑D
在相距1000mm的兩個位置上﹐每個位置沿試樣圓周均勻分布的三處進行測量。
2.2﹑漆包線導體直徑d
在相距1000mm的兩個位置上﹐用任何不損壞導線的方法去掉絕緣﹐在每個位置上﹐沿試樣圓周均勻分布的三處進行測量。
3﹑絕緣高壓檢驗
取漆包線各10cm﹐分別絞線(30個結)﹐進行絕緣高壓測試。
測試儀器為絕緣高壓機。
4﹑針孔試驗
取漆包線5M﹐將漆包線的一端邊接在GPR-7510HD電源供給器正極(將電源供給器調至于12V)﹐其餘中間部分置入酚汰溶液中﹐另一端邊置于酚汰溶液之外﹐(此溶液之配方比例﹕濃度爲3%的酚汰酒
精溶液﹐再加入到濃度爲0.2%的食鹽水中)﹐負極放於酚汰溶液內﹐觀察1分鐘后﹐有無小孔(氣泡)等不良現象。
5﹑導體電阻測試
取漆包線1M進行電阻測試﹐測試儀器為WK3260B。
6﹑耐溶劑測試(適用于導體標稱直徑0.250mm以上的漆包線)
(具體規范參考GB/T 4074.4-1999)
6.1﹑標准溶劑配比(體積比)﹕
-----60%石油溶劑﹐其芳香組份最大含量為18%﹔
-----30%二甲基苯﹔
-----10%丁醇
所使用的鉛筆硬度應符合有關產品標准的規定。
每次試驗前﹐鉛筆尖應用細銼磨尖﹐并按圖1所示磨成對稱于其軸心的60度角。
圖1
1—試樣﹔2—鉛筆﹔3—試驗平台
6.2﹑試驗程序
一根約150mm長的漆包線校直試樣應在強迫通風的(130 ±3)℃烘箱中預處理10min.然后將有效長度試樣浸入盛有標准溶劑的玻璃容器中30min﹐溶劑溫度為(60 ±3) ℃。
然后從溶劑中取出試樣。
應在取出試樣后30s內測量其表面的硬度。
試樣應按圖2所示放在光滑硬表面上。
如果是扁線﹐試驗應在其寬邊上進行。
鉛筆應以約60度的角度斜置于漆包線表面﹐并且鉛筆尖應以約5N的壓力沿漆包線表面緩慢推移。
測試3次。
如果漆膜被刮掉露出導體﹐則應記錄在報告中。
注﹔如果要測漆膜硬度﹐以剛好不能將導體表面的絕緣除去的鉛筆硬度作為漆包線表面的硬度﹐用鉛筆硬度表示。
鉛筆硬度系列如下﹕
6B 5B 4B 3B 2B B HB H 2H 3H 4H 5H 6H 7H 8H 9H
4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
圖2
1—試樣﹔2—鉛筆﹔3—試驗平台
二﹔包裝類
(一)TUBE包裝﹕
1﹑外觀檢驗﹕目視樣品要求外觀無變形﹑破損﹑雜色﹑雜質附
著等外觀不良現象。
2﹑尺寸測量﹕用游標卡尺和直尺測量﹐要求其數據在廠商的規
格內及我司設計圖紙之內(廠商規格范圍必須在我司
設計規格之內)。
3﹑環境試驗﹕
3.1相關產品試裝﹕取樣品試裝相關產品﹐觀察是否相匹配。
3.2震動實驗﹕要求實驗后端子無變形現象﹔
(二) REEL包裝﹕
1﹑外觀檢驗﹕目視樣品要求外觀無變形﹑破損﹑雜色﹑雜質附
著等外觀不良現象。
2﹑尺寸測量﹕用游標卡尺和直尺測量﹐要求基數據在廠商的規
格內及我司設計圖紙之內(廠商規格范圍必須在我司
設計規格之內)。
3﹑環境試驗﹕
3.1相關產品試裝﹔取樣品試裝相關產品﹐觀察是否相匹配。
3.2拉力實驗﹕要求拉力值穩定且接近中間值﹔
3.3震動實驗﹕要求實驗后端子無變形現象﹔
注﹕包裝材料類主要以試裝產品為主。
三﹑端子﹐料片﹕
1﹑外觀檢驗﹕目視要求外觀無變形﹑殘缺﹑電鍍層脫落及氧化等不良現象﹔
2﹑尺寸測量﹕用游標卡尺測量﹐要求在廠商的規格內及我司設計圖紙之內(廠商規格范圍必須在我司設計規格之內)﹐滿
足我司作業的要求﹔
3﹑環境檢驗﹕
3.1﹑電鍍層﹕過AIR-Reflow(溫度依制程所需)三次后觀察有
無起泡現象﹔
3.2﹑相關產品試作﹕確定其制程可行性﹔
3.3﹑成品端子﹕產品放置常溫下4h后在350℃±5℃的錫液中鍍
錫1-3S﹐吃錫度應達100%。
四﹑錫材類
1﹑外觀視檢﹕
目視要求樣品物質狀態﹑物質形狀﹑物質顏色與廠商資料一致。
2﹑環境試驗﹕
相關參數統計﹕成份表﹑溶點﹑沸點﹑比重﹑儲存溫度與保存
期限等。
3﹑相關產品試作﹕
確定其制程可行性(相關可靠性實驗可以機型而定)。
五﹑溶劑類
1﹑外觀視檢﹕
1.1﹑目視要求外觀無雜物且與廠商資料顏色一致﹔
1.2﹑作業時有無異味﹐產線員工可接受為宜﹔
2﹑環境試驗﹕
相關參數﹕成份表﹑溫度﹑調配比例﹑固化時間及可用時間等﹔3﹑相關產品試作﹕
確定其制程可行性(相關可靠性實驗可以機型而定)。