冲压首件检验报告
首件鉴定报告(FAI)

供应商描述
发布/修订记录
批准栏
目录
封面 (1)
审批页 (1)
目录 (2)
1. 首件检验的原因 (3)
2. 零部件的基本描述 (3)
3. FAI结论 (3)
4 文件检查情况 (4)
5. 零部件检查情况 (7)
6. 改进措施清单及建议 (8)
7. 相关文件 (9)
8. 签署 (10)
9. 附件.人员签到表 (11)
1. 首件检验的原因
2. 零部件的基本描述
3. FAI结论
4. 文件审查
备注:
OK =>>> 符合
NOK =>>> 不符合
SPQ3) =>>> 供方产品资质(特别是铁道部要求)
* =>>>必查项目,且带回供方签字的项目,如出现不合格FAI不得通过。
5. 过程控制检查
6. 零部件检查
备注:OK =>>>满足NOK =>>> 不满足
7. 改进措施清单及建议
7.1 待关闭事项(文件、设计、工艺等)
7.2 改进建议
8. 相关文件
9. 参加人签署
10. 附件1.
FAI人员签到表。
首件检验报告
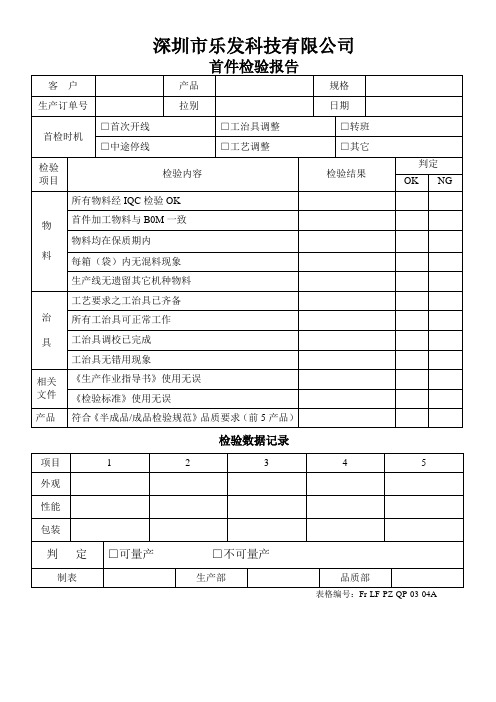
首件检验报告
客 户
产品
规格
生产订单号
拉别
日期
首检时机
□首次开线
□工治具调整
□转班
□中途停线
□工艺调整
□其它
检验项目
检验内容
检验结果
判定
OK
NG
物 料
所有物料经IQC检验OK
首件加工物料与B0M一致
物料均在保质期内
每箱(袋)内无混料现象
生产线无遗留其它机种物料
治具
工艺要求之工治具已齐备
所有工治具可正常工作
工治具调校已完成
工治具无错用现象
相关文件
《生产作业指导书》使用无误来自《检验标准》使用无误产品
符合《半成品/成品检验规范》品质要求(前5产品)
检验数据记录
项目
1
2
3
4
5
外观
性能
包装
判定
□可量产□不可量产
制表
生产部
品质部
表格编号:Fr-LF-PZ-QP-03-04A
冲压件首件检验记录(表格模板、格式)
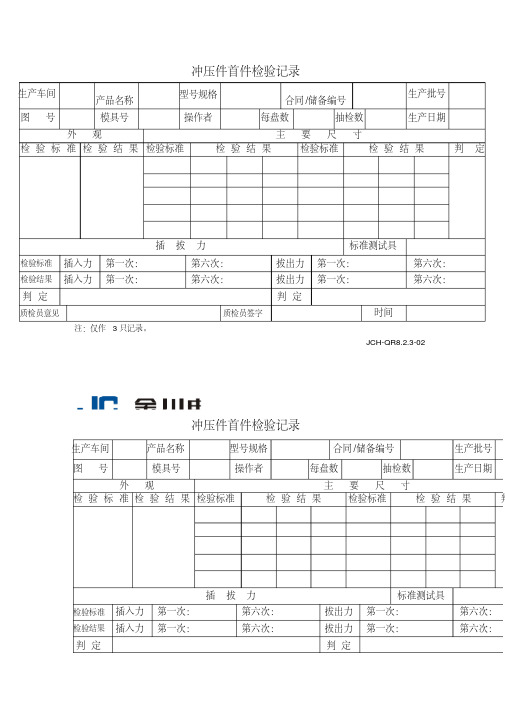
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
冲压件检验报告
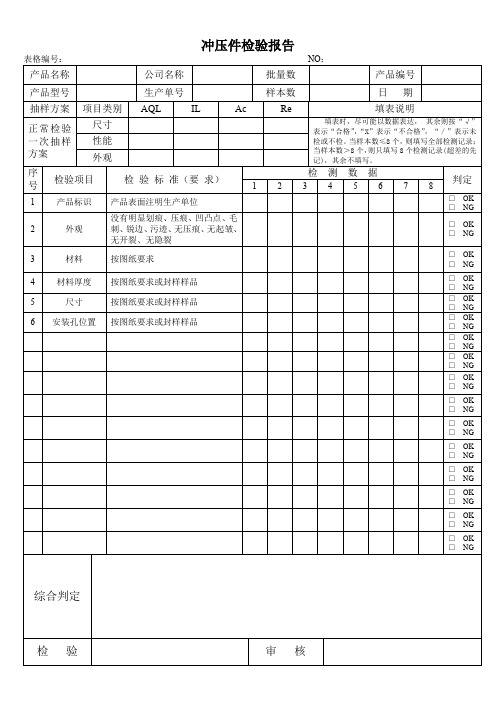
外观
序号
检验项目
检验标准(要求)
检测数据
判定
1
2
3
4
5
6
7
8
1
产品标识
产品表面注明生产单位
□OK
□NG
2
外观
没有明显划痕、压痕、凹凸点、毛刺、锐边、污迹、无压痕、无起皱、无开裂、无隐裂
□OK
□NG
3
材料
按图纸要求
□OK
□NG
4
材料厚度
按图纸要求或封样样品
□OK
□NG
5
尺寸
按图纸要求或封样样品
□OK
冲压件检验报告
表格编号:NO:
产品名称
公司名称
批量数
产品编号
产品型号
生产单号
样本数
日期
抽样方案
项目类别
AQL
IL
Ac
Re
填表说明
正常检验一次抽样方案
尺寸
填表时,尽可能以数据表达,其余则按“√”表示“合格”,“X”表示“不合格”,“/”表示未检或不检。当样本数≤8个,则填写全部检测记录;当样本数>8个,则只填写8个检测记录(超差的先记),其余不填写。
样样品
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
综合判定
检验
审核
首件检验报告(装配)
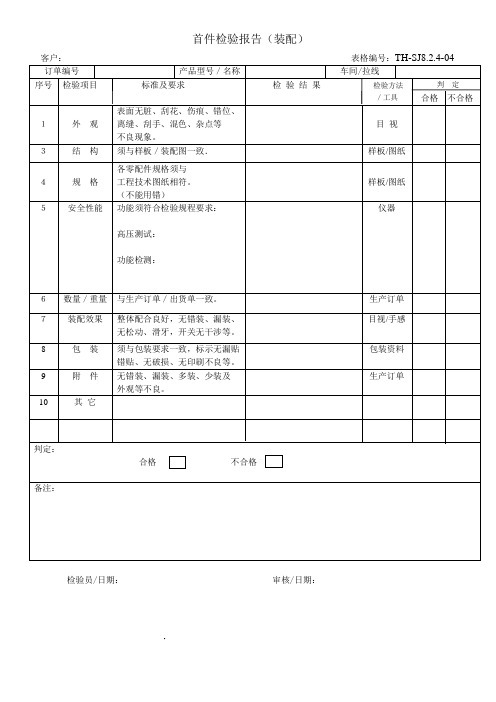
样板/图纸
5
安全性能
功能须符合检验规程要求:
高压测试:
功能检测:
仪器
6
数量/重量
与生产订单/出货单一致。
生产订单
7
装配效果
整体配合良好,无错装、漏装、
无松动、滑牙,开关无干涉等。
目视/手感
8
包 装
须与包装要求一致,标示无漏贴
错贴、无破损、无印刷不良等。
包装资料
9
附 件
无错装、漏装、多装、少装及
首件检验报告(装配)
客户:表格编号:TH-SJ8.2.4-04
订单编号
产品型号/名称
车间/拉线
序号
检验项目 标准及要求检验结果检验方法
/工具
判定
合格不合格Leabharlann 1外 观表面无脏、刮花、伤痕、错位、
离缝、刮手、混色、杂点等
不良现象。
目视
3
结 构
须与样板/装配图一致.
样板/图纸
4
规 格
各零配件规格须与
工程技术图纸相符。
外观等不良。
生产订单
10
其它
判定:
合格不合格
备注:
检验员/日期: 审核/日期:
首件鉴定报告内容模板
不合格工程重新鉴定的符合性
鉴定结论
审查人员
批准
注1:在对首件鉴定的状况进行审查时,如发现不符合规定要求时在“备注”栏加以说 明。
注2:鉴定结论可分合格或不合格。
注3:当不适用时,在“鉴定结果”栏中注明“不适用”。
首件鉴定报告
编号:Z/SB • C-21-2020-002版本号:01
产品型号零(组)件号 Nhomakorabea版次零(组)件名称
零(组)件序号
首件鉴定检验报告编号
工程
序号
鉴定内容
鉴定结果
备注
生产过程检验
1
生产过程按要求运作
2
特殊过程事先经过确认
3
器材合格
4
生产条件处于受控状态
5
生产过程文实不符的现象已解决
产品检验
1
产品质量特性的符合性
首件检验报告3张
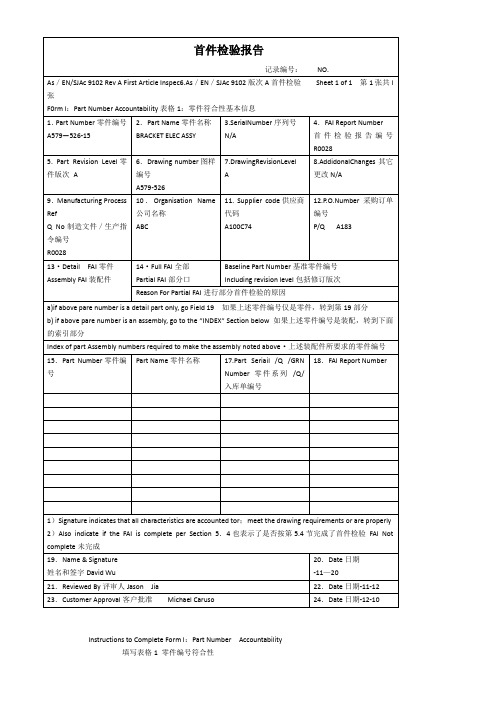
Instructions to Complete Form l:Part Number Accountability 填写表格1 零件编号符合性This form is used to identify the part that is being first—article inspected(FAI part)and associated subassemblies or detail parts.本表格用于说明进行了首件检验(FAM)的零件,和有关部装件或零件。
NOTE注意:1.The ABC Daycode and the Total Sheets Contained in this Report to be at the top of the QADl61 sheet.ABC公司的日期代码和在本报告中的总张数置于QADl61表的顶端.2.Fields 1-4 are repeated on all forms for convenience and traceability.为便于可追溯性,第1-4部分在所有表格上都予以重复。
1) (R) Part Number:Number of the part(FM part).零件编号:零件的编号(用于首件检验的零件)。
2) (R) Part Name:Name of the part as shown on the drawing.零件名称:图样上所示的零件的名称。
3) (CR) Serial number:Serial number of the part.系列编号:零件的系列编号。
4) (R) FAI Report Number:Reference number that identifies the FAI.For ABC this will be Q Number for Subcontractors theirWork Numbers.首件检验报告编号:用于明确首件检验的引用编号。
产品首件尺寸检测报告

产品首件尺寸检测报告概述本报告旨在对产品首件尺寸进行全面检测和评估。
尺寸检测是产品质量控制中的重要环节,通过对产品尺寸的精确测量,可以确保产品符合设计要求,提供高质量的产品给客户。
检测对象:产品首件本次尺寸检测的对象是一款新产品的首件,该产品为某公司新研发的电子设备外壳。
由于这是首次生产该产品,为了确保产品质量和性能的稳定,需要对其尺寸进行全面检测。
检测方法本次尺寸检测采用了以下检测方法:1. 数字测量仪:使用高精度的数字测量仪进行各个部件尺寸的测量,可精确到0.01毫米。
2. 三坐标测量仪:对产品整体尺寸进行测量,可以快速准确地获取产品各个方向的尺寸数据。
3. 光学投影仪:对产品的主要外观尺寸进行测量,可以观察和比较产品在不同角度下的尺寸变化。
检测内容外形尺寸首先对产品的外形尺寸进行检测。
测量的内容包括产品的长度、宽度、高度、重量等。
内部尺寸接下来对产品内部的关键部件进行尺寸检测。
该部分检测主要关注与产品功能紧密相关的零部件。
连接尺寸在产品制造过程中,连接处的尺寸通常要求非常精确,因为连接的好坏直接影响产品的性能。
因此,本次检测中也会对连接尺寸进行严格检测。
附件尺寸产品的配件和附件通常需要与产品相匹配,以确保产品能够正常使用。
因此,本次检测还将测量附件的尺寸和相对位置。
检测结果经过全面的尺寸检测,得出以下结果:1. 外形尺寸符合设计要求,产品长度为X毫米,宽度为Y毫米,高度为Z毫米,重量为W克。
2. 内部尺寸符合设计要求,关键部件尺寸均满足规格。
3. 连接尺寸符合设计要求,连接部位尺寸精度高,连接紧固可靠。
4. 附件尺寸与产品相匹配,各附件尺寸准确,配对完善。
结论根据对产品首件的尺寸检测结果,可以得出以下结论:1. 产品首件的尺寸符合设计要求,满足产品生产和使用的需要。
2. 产品的外形尺寸、内部尺寸、连接尺寸和附件尺寸均符合标准要求,各部件尺寸精确,连接紧固可靠,并且配件相对位置准确。
3. 经过尺寸检测,产品的质量得到了验证和保证,可以进行批量生产,以满足市场需求。