回转窑大小齿轮材料
机械结构中大型齿轮的成分材质以及生产制造工艺

当涉及到机械结构中的大型齿轮时,其成分材质和生产制造工艺是至关重要的。
大型齿轮通常用于重型机械设备和工程机械中,其质量和可靠性直接影响着设备的性能和安全。
本文将深入探讨大型齿轮的成分材质以及生产制造工艺,从而对相关领域的专业人士和广大读者提供有益的参考和指导。
一、大型齿轮的成分材质大型齿轮通常由金属材料制成,常见的成分材质包括但不限于以下几种:1.高强度合金钢:具有良好的硬度和耐磨性,适用于高负荷、高速度、长工作时间的齿轮传动系统;2.碳素钢:具有较高的韧性和耐磨性,适用于一般负载和速度条件下的齿轮传动系统;3.不锈钢:具有耐腐蚀性和耐热性,适用于工作环境要求高的齿轮传动系统;4.铝合金:轻质、高强度,适用于一些轻型机械设备的齿轮传动系统。
以上材料的选择应根据具体的工作条件和要求来确定,需要考虑到负载、速度、温度、工作时间等因素。
合适的成分材质能够保证齿轮的稳定性和寿命,同时降低维护和更换成本。
二、大型齿轮的生产制造工艺大型齿轮的生产制造工艺是保证其精密度和可靠性的关键。
通常情况下,大型齿轮的生产制造工艺包括以下几个主要步骤:1.材料准备:选择合适的金属材料,并按照设计要求进行材料切割和预加工,以便后续的成形和加工工艺;2.成形加工:使用锻造或铸造工艺对齿轮进行整体成形,保证齿轮的整体性和强度;3.精密加工:通过车削、磨削等精密加工工艺对齿轮的外形和齿面进行加工,保证其精度和匹配性;4.热处理:对齿轮进行热处理,以提高其硬度和耐磨性;5.装配和调试:将齿轮与轴承、轴等部件进行装配,同时进行调试和检测,确保齿轮传动系统的正常运转。
不同的工艺步骤相互配合,共同保证了大型齿轮的质量和性能。
在生产制造过程中,需要严格按照相关标准和要求进行操作,同时注重工艺流程的控制和管理,以确保齿轮的质量和稳定性。
在实际生产制造中,还可以根据具体的要求和条件选择合适的生产设备和工艺流程,利用先进的数控加工技术和自动化设备,提高生产效率和产品质量。
回转窑技术标准
回转窑技术标准
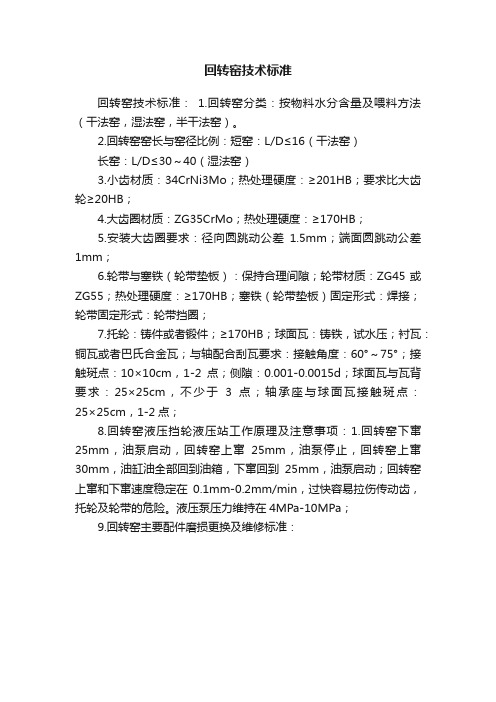
回转窑技术标准:1.回转窑分类:按物料水分含量及喂料方法(干法窑,湿法窑,半干法窑)。
2.回转窑窑长与窑径比例:短窑:L/D≤16(干法窑)
长窑:L/D≤30~40(湿法窑)
3.小齿材质:34CrNi3Mo;热处理硬度:≥201HB;要求比大齿轮≥20HB;
4.大齿圈材质:ZG35CrMo;热处理硬度:≥170HB;
5.安装大齿圈要求:径向圆跳动公差1.5mm;端面圆跳动公差1mm;
6.轮带与塞铁(轮带垫板):保持合理间隙;轮带材质:ZG45或ZG55;热处理硬度:≥170HB;塞铁(轮带垫板)固定形式:焊接;轮带固定形式:轮带挡圈;
7.托轮:铸件或者锻件;≥170HB;球面瓦:铸铁,试水压;衬瓦:铜瓦或者巴氏合金瓦;与轴配合刮瓦要求:接触角度:60°~75°;接触斑点:10×10cm,1-2点;侧隙:0.001-0.0015d;球面瓦与瓦背要求:25×25cm,不少于3点;轴承座与球面瓦接触斑点:25×25cm,1-2点;
8.回转窑液压挡轮液压站工作原理及注意事项:1.回转窑下窜25mm,油泵启动,回转窑上窜25mm,油泵停止,回转窑上窜30mm,油缸油全部回到油箱,下窜回到25mm,油泵启动;回转窑上窜和下窜速度稳定在0.1mm-0.2mm/min,过快容易拉伤传动齿,托轮及轮带的危险。
液压泵压力维持在4MPa-10MPa;
9.回转窑主要配件磨损更换及维修标准:。
回转窑大型铸钢齿轮铸造工艺的设计

分 , 图中 红 色为 铸 件 及 浇 冒 口系统 部分 ,绿 色 为 保 温 冒 口外 部 的 保 温材 料 。
目前 ,市 场 上 所 有 的 模 拟软艺验证的基础上 ,很难单独利用计算机软件来
进 行铸 造 工 艺 系 统 的设 计 。我 们 所 采 用 的是 比利 时
齿 轮 铸 件 的 浇 冒 口系 统 , 图 2 为 该 铸 件 的 网格 划 b
上 ,不但难以体现出铸造过程的科学性 ,而且 由于
试 错 法 的 试 验 周 期长 、成 本 高 ,所 以越 来 越 不 能 与 现 代化 生 产 相 适 应 。计 算 机 模 拟 技 术提 供 了一 种 更 有 效 的设 计 浇 注 系 统 的 方法 ,这 样 铸造 过 程 就 可 以 在 计算 机 上 进 行 模 拟来 实现 ,既 降 低 了成 本 ,又 缩
缺 陷 ,对 浇 注 系 统进 行 了保 温 处 理 , 采 用保 温 浇
没 有 补缩 措 施 ,齿轮 的轮 辐 和 外 齿 圈交 汇 处肯 定会 产 生 铸造 缺 陷 , 因为 这些 地 方 是该 铸 件 热 节 处 。 为 了不 出现 这 种 情 况 ,在每 个 轮 辐和 外齿 圈交 汇 处分 别 设 计 一 个 补 缩 冒 口 ,其 直 径 为 4 0 4 mm 、高 度 为 60 5 mm,为 了能 有 效补 缩 ,将这 些 冒 口设 计 为 保温
冒 口。
道 ,模 拟 结 果 显 示 这种 浇 注 系统 能有 效地 保 持 浇道
中金 属 液 的温 度 ,从 而 为铸 件 凝 固收 缩提 供 了足 够
的 金 属液 。
1 概述 .
水 泥 回转 窑 是 水 泥 熟料 干 法和 湿 法 生 产 线 的 主
做齿轮用什么材料最好
做齿轮用什么材料最好
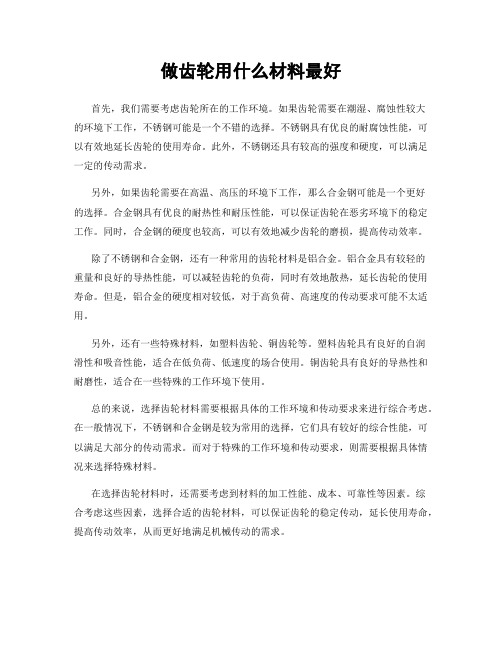
首先,我们需要考虑齿轮所在的工作环境。
如果齿轮需要在潮湿、腐蚀性较大
的环境下工作,不锈钢可能是一个不错的选择。
不锈钢具有优良的耐腐蚀性能,可以有效地延长齿轮的使用寿命。
此外,不锈钢还具有较高的强度和硬度,可以满足一定的传动需求。
另外,如果齿轮需要在高温、高压的环境下工作,那么合金钢可能是一个更好
的选择。
合金钢具有优良的耐热性和耐压性能,可以保证齿轮在恶劣环境下的稳定工作。
同时,合金钢的硬度也较高,可以有效地减少齿轮的磨损,提高传动效率。
除了不锈钢和合金钢,还有一种常用的齿轮材料是铝合金。
铝合金具有较轻的
重量和良好的导热性能,可以减轻齿轮的负荷,同时有效地散热,延长齿轮的使用寿命。
但是,铝合金的硬度相对较低,对于高负荷、高速度的传动要求可能不太适用。
另外,还有一些特殊材料,如塑料齿轮、铜齿轮等。
塑料齿轮具有良好的自润
滑性和吸音性能,适合在低负荷、低速度的场合使用。
铜齿轮具有良好的导热性和耐磨性,适合在一些特殊的工作环境下使用。
总的来说,选择齿轮材料需要根据具体的工作环境和传动要求来进行综合考虑。
在一般情况下,不锈钢和合金钢是较为常用的选择,它们具有较好的综合性能,可以满足大部分的传动需求。
而对于特殊的工作环境和传动要求,则需要根据具体情况来选择特殊材料。
在选择齿轮材料时,还需要考虑到材料的加工性能、成本、可靠性等因素。
综
合考虑这些因素,选择合适的齿轮材料,可以保证齿轮的稳定传动,延长使用寿命,提高传动效率,从而更好地满足机械传动的需求。
φ3x50米回转窑技术参数
4
托挡轮装置
1
10879
10879
5
筒体部分
1
112760
112760
Q235-C
6
窑头罩部分
1
5500
5500
7
附件及安装工具
1
4569
4569
合计
165739
推荐产品:水泥回转窑|陶粒砂回转窑|冶金回转窑|褐铁矿回转窑|金红石回转窑|化工回转窑|石灰回转窑
河南中州重工科技有限公司
2012-1-6
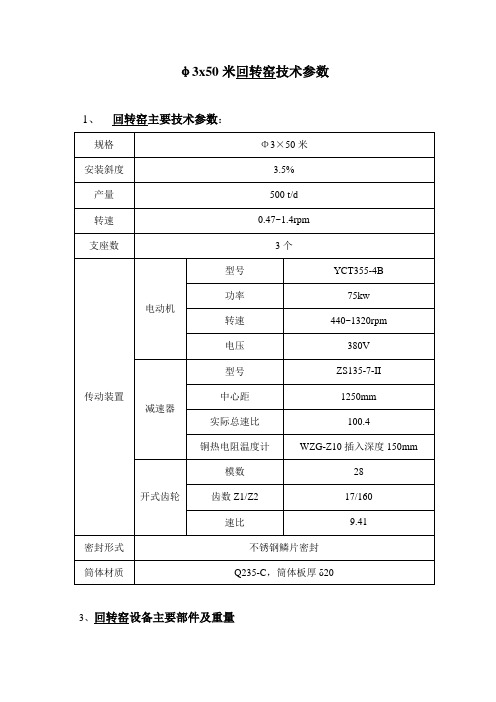
WZG-Z10插入深度150mm
开式齿轮
模数
28
齿数Z1/Z2
17/160
速比
9.41
密封形式
不锈钢鳞片密封
筒体材质
Q235-C,筒体板厚δ20
3、回转窑设备主要部件及重量
序号
部件名称
数量
(套)
重量(kg)
备注
单重
总重
1
窑尾罩部分
1
1410
1410
2
托轮装置
2
8647
17294
3
传动装置
1
13327
原创:
φ3x50米回转窑技术参数
1、回转窑主要技术参数:
规格
Φ3×50米
安装斜度
3.5%
产量
500t/d
转速
0.47~1.4rpm
பைடு நூலகம்支座数
3个
传动装置
电动机
型号
YCT355-4B
功率
75kw
转速
440~1320rpm
电压
380V
减速器
型号
ZS135-7-II
大齿轮如何安装在回转窑筒体上

大齿轮如何安装在回转窑筒体上要保证回转窑的正常运转,大齿轮必须正确地安装在筒体上,大齿轮的中心线必须与筒体中心线重合。
大齿轮由于尺寸较大,通常制成两半或数块,用螺栓将其连接在一起。
大齿轮一般安装在靠近窑筒体中部,这样在运转中使筒体受力均匀,远离热端,灰尘较少。
大齿轮与窑体的连接方式有切向连接和轴向连接两种。
1)切向连接如图5.25。
大齿轮固定在筒体切线方向的弹簧板上,弹簧板一般用20 - 30mm厚的钢板,宽与齿轮相等,一端成切线与垫板及窑固定在一起,一端用螺栓与大齿轮结合在一起,结合处可以插入垫板,这样可以调节大齿轮中心与窑体中心位置,使之对准。
这种连接方式,具有较大的弹性,能减少因筒体弯曲或开、停车时的冲击对大、小齿轮的影响;缺点是安装较困难,中心不易找准,齿轮制造困难。
2)轴向连接轴向连接是将大齿轮固定在与筒体平行的弹性钢板上(图5.26)。
在窑体上放有垫板座两圈,其间距为1.4 - 1.8m,中间架有8 - 15块弹性钢板,与垫板一起用铆钉固定在筒体上,大齿轮用螺钉固定在钢板上。
传动设备安装时,大、小齿轮的中心线应保持平行。
小齿轮可以安装在大齿轮的正下方,也可以安装在斜下方。
安装在正下方时,两齿轮的作用力使小齿轮轴承地脚螺栓承受水平推力较大。
安装在斜下方时,小齿轮产生向上推窑的力量,减小了对小齿轮轴承地脚螺栓水平推力,还不受拉力,也便于检修和改善传动装置的工作条件,所以小齿轮一般是安装在大齿轮的斜下方。
大、小齿轮的速比一般为5 - 7,小齿轮工作次数比大齿轮多6次左右,故一般大齿轮用45铸钢制造,小齿轮用50锻钢制成,以便两者磨损均衡。
在大、小齿轮上加一金属罩可以保持大、小齿轮的清洁。
这种连接法较切线连接具有制造简单、安装容易、大齿轮可以调面使用等优点,但在传递动力时,弹性程度较差。
回转窑大小齿轮翻边技术方案

回转窑大小齿轮翻边技术方案一、概述当回转窑传动大小齿轮出现齿面磨损过大产生卷边或凹槽、齿面变形、严重点蚀剥落等异常情况时,就会出现运行中振动大等设备隐患,对设备的安全运行产生较大影响,如不及时加以处理很可能导致设备故障甚至设备事故的发生。
最有效的处理办法就是对大小齿轮进行更换或翻边,前期部分子公司已对回转窑大小齿轮进行了翻边或更换,下面以5000t/d熟料生产线为例,介绍回转窑大小齿轮翻边项目技术方案,供子公司进行学习和借鉴。
大齿轮台阶现象二、备件、材料准备三、工器具准备四、人员组织及安排五、施工步骤1、停窑定位待窑冷却无需慢转后,开始实施检修作业。
将窑大齿轮连接法兰面慢转至水平位置,并松开辅传抱闸,释放由于窑内物料等原因导致的重心偏移,使窑处于自由状态.2、上半部分大齿轮拆除①先将大齿轮罩拆除,拆除前应做好标记;②拆除上半部分大齿轮。
用气刨或气割将上半部分大齿轮弹簧板(6块)焊缝割开,与此同时,可以同步拆除法兰结合面连接螺栓。
在未完全拆除前,用50T吊车固定住大齿轮,由于挡油环影响钢丝绳固定,可对挡油环进行局部拆除或割除。
另外,在拐角处用废皮带垫好,防止起吊时对钢丝绳造成损伤发生危险.法兰连接螺栓全部拆除、弹簧板焊缝全部割除后,开始起吊上半部分大齿轮.起吊时可能出现法兰结合面过紧现象,此时不能强行起吊,可用千斤顶辅助将结合面顶开后再起吊。
将大齿轮吊至地面,用枕木垫平,水平放置;作业时大齿圈法兰位置上半圈齿圈起吊③对挡油环进行拆除,并做好标记,清洗齿面油污;④割除并打磨弹簧板销轴挡圈.自制拉马一件,用50吨千斤顶拆除弹簧板销轴;⑤弹簧板及销轴全部拆除后,开始安装新弹簧板及销轴,此时要与原弹簧板方向相反安装;⑥将三个自制的临时调整固定支座等分安装固定在大齿轮上。
安装三个调整固定支座安装时三个调整支座的使用3、小齿轮拆除并翻边①拆除小齿轮组与主减速机连接螺栓、轴承座连接螺栓;②用50T吊车将小齿轮组吊至地面,并对齿面、油池油污进行清理,检查带油轮是否完好;③拆除轴承座及联轴器;④将小齿轮组送至外协单位进行拆装。
做齿轮的材料

做齿轮的材料齿轮是一种常见的机械传动装置,它通过齿轮间的啮合传递动力,被广泛应用于各种机械设备中。
而齿轮的材料对其性能和使用寿命有着重要的影响。
在选择齿轮的材料时,需要考虑到工作条件、负荷情况、速度等因素,以确保齿轮具有良好的耐磨性、强度和韧性。
下面将介绍一些常见的齿轮材料及其特点。
1. 碳素钢。
碳素钢是制造齿轮常用的材料之一,它具有良好的强度和硬度,适用于一般负载和速度较低的情况。
碳素钢齿轮制造成本低,易于加工,但在高温和高负荷情况下容易出现变形和磨损。
2. 合金钢。
合金钢是一种含有合金元素的钢材,具有较高的硬度、强度和耐磨性,适用于高负荷和高速度的工作条件。
合金钢齿轮在高温下仍能保持较好的性能,但制造成本较高,加工难度也较大。
3. 不锈钢。
不锈钢具有良好的耐腐蚀性能,适用于潮湿、腐蚀性环境下的齿轮制造。
不锈钢齿轮表面光滑,易于清洁,但硬度和强度较低,不适用于高负荷和高速度的工作条件。
4. 铜合金。
铜合金具有良好的导热性和耐磨性,适用于高速度和高负荷的工作条件。
铜合金齿轮制造成本较高,但具有较长的使用寿命和稳定的性能。
5. 聚合物材料。
聚合物材料齿轮具有重量轻、耐磨、低噪音等优点,适用于一些特殊的工作条件,如食品加工、医疗设备等领域。
但聚合物材料齿轮的强度和耐高温性能较差,不适用于高负荷和高温的工作条件。
综上所述,选择齿轮的材料需要综合考虑工作条件、负荷情况、速度等因素,以确保齿轮具有良好的耐磨性、强度和韧性。
不同材料的齿轮各有优缺点,需要根据具体情况进行选择,以满足实际工作需求。
在实际应用中,还需要对齿轮进行适当的润滑和维护,以延长其使用寿命,确保机械设备的正常运转。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
回转窑大、小齿轮材料
大、小齿轮是回转窑的配件之一,其材料一般都是锻件,回转窑齿轮安装质量的优劣,直接关系到窑体转动的稳定性和齿轮的使用寿命,齿轮安装径向偏差过大,轻则会产生根切或咬齿后停转,烧毁电机,重则会使窑体剧烈抖动,甚至酿成重大设备事故。
轴向偏差过大,会使齿轮产生胶合,点蚀或破坏性磨损,同时会使窑体无规则受力后弹性变形过大,将使窑体无法自由轴向窜动,从而使轮圈和托轮局部剧烈磨损、挤压变形。
因此,要求齿轮材质具有足够的强度、较高的耐磨性和良好的加工性。
回转窑设备的传动装置中大齿轮是最关键部件之一,其安装精度直接关系着回转窑设备传动系统的平稳性、回转窑设备运行的稳定性和回转窑设备运转率。
大齿轮的中心线必须与筒体中心线重舍。
大齿轮由于尺寸较大,通常制成两半或数块,用螺栓将其连接在一起。
大齿轮一般安装在靠近窑筒体中部,这样在运转中使简体受力均匀,远离热端,灰尘较少。
大齿轮与窑体的连接方式有切向连接和轴向连接两种。
第一种,切向连接。
大齿轮固定在简体切线方向的弹簧板上,弹簧板一般用20~30mm厚的钢板,宽与齿轮相等,一端成切线与垫板及窑固定在一起,一端用螺栓与大齿轮接合在一起,接台处可以插入垫板,这样可以调节大齿轮中心与窑体中心位置,使之对准。
这种连接方式,具有较大的弹性,能减少因简体弯曲或
开、停车时的冲击对大、小齿轮的影响;缺点是安装较困难,中心不易找准,齿轮制造困难。
第二种,轴向连接。
这是是将大齿轮固定在与简体平行的弹性钢板上,这种方法制造简单、安装容易,但是在传递过程中弹性较差,一般不采用。
目前大齿圈的材料一般采用ZG270~500、ZG310~570,但在加工前须经正火处理,使硬度降为HB170~200。
小齿轮采用35SiMn、45MnB、40Cr等材料,经过调质处理,其硬度必须高于球磨机大齿轮可达HB220~250。
大小齿轮传动装置作为回转窑的重要组成部分,齿轮与齿轮间能够很好对接并运转良好,才能保证整个回转窑的正常生产。
大齿轮小齿轮报废标准:1、大齿轮小齿轮报废标准:小齿轮面磨损量不应大于齿厚的30%,大齿圈齿面的磨损量大于齿厚的25%,可倒面使用,磨至1/2时应报废;齿圈轮缘扭曲度变形量不应大于7.5mm;中空轴外表面产生沟槽、斑痕或其内圆面上局部磨穿致中空轴变形,裂纹等情况时应更换。