渐开线齿轮的切制讲解
机械设计基础 第4章齿轮机构(4-56)讲解
刀具刀号的选择——按被加工齿轮的m、α、z 。
这种切齿方法简单,不需要专用机床,但生产率低、精度差, 故仅适用于单件生产及精度要求不高的场合。
2、拉刀(broaching tool)拉齿
拉刀拉齿主要用来拉削内齿轮,拉刀的形状与齿轮齿 槽形状相同。因拉刀的制造成本高,故它适用于批量生产 的情况。
2、切削过程中的运动(以插齿为例) 1)范成运动
齿条插刀:刀具的节线与被加工齿轮齿坯的分度圆相 切并作纯滚动的运动——刀具移动v =ωr = ωm z / 2。
齿轮插刀:刀具的节圆与齿坯节圆相切并作纯滚动的 运动—— i =ω0 /ω= z /z0)
2)切削运动(↑↓):刀具沿齿轮毛坯轴向的切齿运动。 3)让刀运动(←→):插齿刀具返回时,为避免擦伤已
∵ 分度圆与中线作纯滚动,且刀具分度线上s=e=πm/2;
∴ 切出的齿轮: s=e=πm/2;
ቤተ መጻሕፍቲ ባይዱ
1
ω1
∴ 被切的齿轮
是标准齿轮。 ra1r1'==r1
rb1
h a* m
N1
α '=α
P V2
N 2∞
2 )切制非标准齿轮时,刀具的加工节线与被加工齿轮的 分度圆相切,刀具的加工节线与中线不重合。
∵ 刀具的加工节线上s≠e; ∴ 被切的齿轮是非标准齿轮。
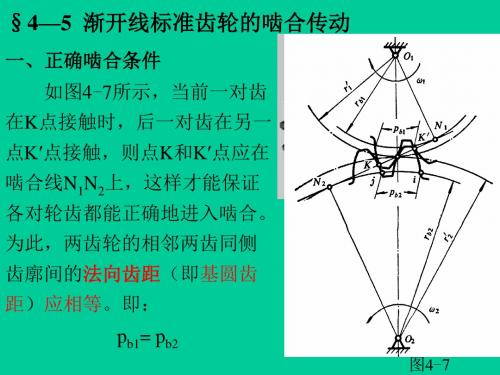
§4—5 渐开线标准齿轮的啮合传动
一、正确啮合条件 如图4-7所示,当前一对齿
在K点接触时,后一对齿在另一 点K′点接触,则点K和K′点应在 啮合线N1N2上,这样才能保证 各对轮齿都能正确地进入啮合。 为此,两齿轮的相邻两齿同侧 齿廓间的法向齿距(即基圆齿 距)应相等。即:
实验三渐开线齿轮的展成法加工实验

实验三展成法加工渐开线齿轮的模拟实验渐开线齿廓的展成原理实验一、实验目的1、掌握展成法加工渐开线齿廓的切齿原理,观察齿廓的渐开线和过渡曲线(包络线)的形成过程。
2、了解渐开线齿轮产生根切现象和齿顶变尖现象的原因及采用变位避免发生根切的方法。
3、分析、比较渐开线标准齿轮与正(负)变位齿轮齿形的异同点。
4、分析、比较分度圆相同,模数不同的两种标准渐开线齿轮齿形的异同点。
补充:仿形法加工渐开线齿轮的实验演示二、实验设备和用具1、CJDJ-B渐开线齿轮展成仪:30台(齿条插刀两把: m1=20mm, α=20°,ha* = 1 c*=0.25m2=8mm, α=20°,ha* = 1 c*=0.25 )2、自备:Φ220mm圆形绘图纸一张(圆心要标记清楚)3、HB铅笔,圆规(带延伸杆),(橡皮,三角尺,剪刀,计算器)三、实验内容1、切制(画出)m = 20mm, z = 8的标准、正变位(x1 = 0.6)(和负变位(x2= - 0.5))渐开线齿廓,每种齿廓至少画出两个完整的齿形,并比较这两(三)种齿廓。
2、切制(画出)m = 8mm, z = 20的标准渐开线齿廓,至少画出两个完整的齿形,并与m = 20mm, z = 8的标准渐开线齿廓进行比较。
四、实验步骤1、将轮坯圆纸和齿条插刀安装到展成仪上,并调整好。
注意2、将齿条插刀推至一边极限位置,依次单向移动齿条插刀,每次不超过1mm,并依次用铅笔描画出刀具刃廓各瞬时位置。
要求绘出两个以上完整齿形。
3、测量s,e,观察有无根切现象。
注意:变位距离x1m = 0.6×20mm = 12mm标准齿廓:被加工齿轮分度圆与齿条插刀分度线相切正变位:被加工齿轮分度圆与齿条插刀分度线相离,负变位:被加工齿轮分度圆与齿条插刀分度线相割,四、思考题1、用展成法加工齿轮时齿廓曲线是如何形成的?2、试比较标准齿轮、正变位齿轮(、负变位齿轮)的齿形有什么不同?并分析其原因。
渐开线齿轮的切齿原理

展成运动 切削运动 进给运动 让刀运动
Tu4-11 b)
齿轮插刀
两分度纯滚动 的展成运动
分度圆 被加工工件
两分度圆运动相当于刀具的分度圆沿 固定的被加工工件分度圆的纯滚动。
分度圆
被加工工件
刀具位置在工件上的包络线即齿廓。
展成运动 V刀
切削运动
展成运动
齿轮滚刀外形
留 出 若 干 沟 槽
作出刀刃
生产上最常用的滚刀是 阿基米德螺线滚刀,这 种滚刀在轴面(含有滚 刀轴线的平面)内为完 全精确的直线齿廓的齿条。
具。这在工程上是不现实的。
表 9-5 各号铣刀切制齿轮齿转数过的3范60围0/z再
铣刀号数 1 2 3
4
5 加工6第二个7齿 8
所切齿轮 12-13 14-16 17-20 21-25 25-34 35-54 55-134 >134 齿数
3600/z
仿形法加工齿轮的特点:
1,不需专用设备。 2,加工精度低。
盘状铣刀
铣刀旋转加 工工件
工件送进
一个齿槽加工完毕
退回
退回
退回
退回
退回
转过3600/z
转过件。
被加工工件 沿其轴运动, 加工整个齿 宽。
由db=mzcosα可知,渐开线形状随齿数变化。要想获
得精确的齿廓,加工一种齿数的齿轮,就需要一把刀
1.齿轮插刀 2.齿条插刀 3.齿轮滚刀
齿轮型刀具(齿轮插刀)、
展成运动
展成运动
切削运动
展成运动
切削运动
展成运动
切削运动
展成运动
切削运动
展成运动
进给运动
切削运动
展成运动
进给运动 切削运动
齿轮范成原理实验
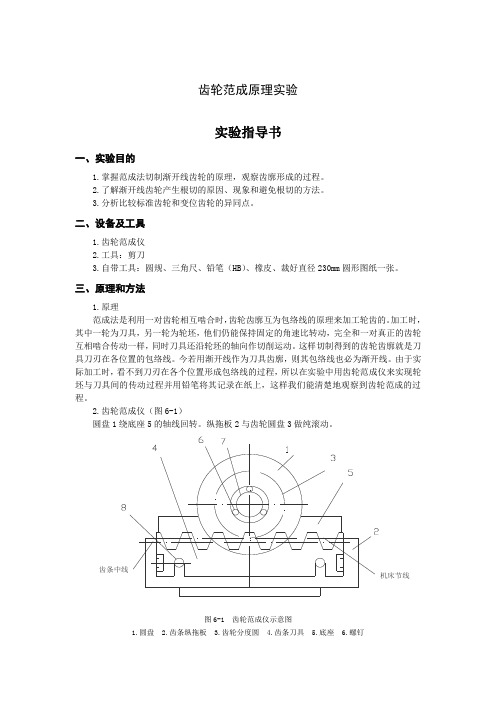
齿轮范成原理实验实验指导书一、实验目的1.掌握范成法切制渐开线齿轮的原理,观察齿廓形成的过程。
2.了解渐开线齿轮产生根切的原因、现象和避免根切的方法。
3.分析比较标准齿轮和变位齿轮的异同点。
二、设备及工具1.齿轮范成仪2.工具:剪刀3.自带工具:圆规、三角尺、铅笔(HB)、橡皮、裁好直径230mm圆形图纸一张。
三、原理和方法1.原理范成法是利用一对齿轮相互啮合时,齿轮齿廓互为包络线的原理来加工轮齿的。
加工时,其中一轮为刀具,另一轮为轮坯,他们仍能保持固定的角速比转动,完全和一对真正的齿轮互相啮合传动一样,同时刀具还沿轮坯的轴向作切削运动。
这样切制得到的齿轮齿廓就是刀具刀刃在各位置的包络线。
今若用渐开线作为刀具齿廓,则其包络线也必为渐开线。
由于实际加工时,看不到刀刃在各个位置形成包络线的过程,所以在实验中用齿轮范成仪来实现轮坯与刀具间的传动过程并用铅笔将其记录在纸上,这样我们能清楚地观察到齿轮范成的过程。
2.齿轮范成仪(图6-1)圆盘1绕底座5的轴线回转。
纵拖板2与齿轮圆盘3做纯滚动。
齿条中线机床节线图6-1 齿轮范成仪示意图1.圆盘2.齿条纵拖板3.齿轮分度圆4.齿条刀具5.底座6.螺钉7.压环 8.调节螺钉圆盘与纵拖板为齿轮齿条传动。
因此两者之间为无滑动的纯滚动。
圆盘上放纸相当于轮坯。
齿条刀具由两个螺钉8与纵拖板相联接,可以使齿条刀具的中心线移近或远离轮坯的中心。
如果当刀具4上的刻度对准“0”时,即齿条刀具的中心线对准机床节线并与分度圆相切时,为切制标准齿轮时刀具的位置;当刀具的中心线远离轮坯中心,即使中线以上的任一分度线与机床节线对准并与轮坯分度圆相切作纯滚动时,为切制正变位齿轮时刀具的位置;反之则为切制负变位齿轮时的位置。
3.齿轮范成仪参数刀具:25.0 1 20 ,20=*=*==c h mm m a α 轮坯:分度圆直径mm d 160=,故齿数8==mdz 四、实验内容绘制:1.标准齿轮(根切齿轮)2.修正齿轮(正变位齿轮)五、实验步骤1.预备工作1)计算:根据下面公式及上面规定的参数算出标准齿轮及正变位齿轮的 d 、 a d 、f d ,变位齿轮参数计算公式:mx d d m x d d a f )22()25.2(++=--=当计算标准齿轮尺寸时,可取上式中0=x ,当切制正变位齿轮时x 的取值为:17)17(min z x -=。
齿轮实验
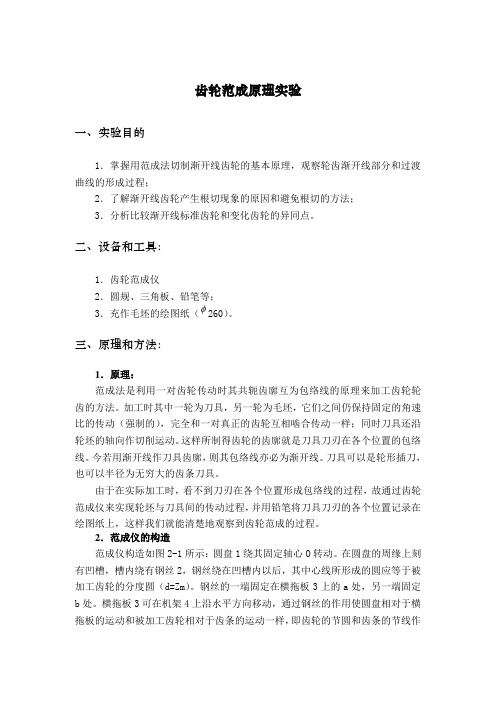
齿轮范成原理实验一、实验目的1.掌握用范成法切制渐开线齿轮的基本原理,观察轮齿渐开线部分和过渡曲线的形成过程;2.了解渐开线齿轮产生根切现象的原因和避免根切的方法;3.分析比较渐开线标准齿轮和变化齿轮的异同点。
二、设备和工具:1.齿轮范成仪2.圆规、三角板、铅笔等;3.充作毛坯的绘图纸( 260)。
三、原理和方法:1.原理:范成法是利用一对齿轮传动时其共轭齿廓互为包络线的原理来加工齿轮轮齿的方法。
加工时其中一轮为刀具,另一轮为毛坯,它们之间仍保持固定的角速比的传动(强制的),完全和一对真正的齿轮互相啮合传动一样;同时刀具还沿轮坯的轴向作切削运动。
这样所制得齿轮的齿廓就是刀具刀刃在各个位置的包络线。
今若用渐开线作刀具齿廓,则其包络线亦必为渐开线。
刀具可以是轮形插刀,也可以半径为无穷大的齿条刀具。
由于在实际加工时,看不到刀刃在各个位置形成包络线的过程,故通过齿轮范成仪来实现轮坯与刀具间的传动过程,并用铅笔将刀具刀刃的各个位置记录在绘图纸上,这样我们就能清楚地观察到齿轮范成的过程。
2.范成仪的构造范成仪构造如图2-1所示:圆盘1绕其固定轴心O转动。
在圆盘的周缘上刻有凹槽,槽内绕有钢丝2,钢丝绕在凹槽内以后,其中心线所形成的圆应等于被加工齿轮的分度圆(d=Zm)。
钢丝的一端固定在横拖板3上的a处,另一端固定b处。
横拖板3可在机架4上沿水平方向移动,通过钢丝的作用使圆盘相对于横拖板的运动和被加工齿轮相对于齿条的运动一样,即齿轮的节圆和齿条的节线作纯滚,运动学的关系V=r ω。
齿条5装在横拖板上,齿条上有两个槽孔借螺钉6加以固定,齿条刀具中线相对于轮坯中心的位置可借齿条上的槽孔相对于横拖板沿垂直方向移动。
图2-1 齿轮范成仪构造范成仪所用齿条刀具基本参数,被加工齿轮分度直径和齿数,见表2-1。
基本参数齿条刀具模数m(mm)压力角α()(刀具角)齿顶高系数h *a顶隙系数c * 220;1021==m m2010.25被加工齿轮分度圆直径 被加工齿轮的齿数200()d zm mm == d z m==四、实验步骤:1.根据已知的刀具参数(m 、α、h*a 、c*)和被加工齿轮的分度圆直径d ,计算被加工齿轮(标准齿轮、正变位齿轮、负变位齿轮)的齿数和基圆、根圆、顶圆直径,并将上述四个圆画在绘图纸上,然后将纸剪成比顶圆直径图大12(mm )的圆形作为轮坯。
机械原理第十章 标准齿轮与渐开线齿轮
h 1 或 h 0.8 基准
ha c ha m c m 顶隙系数 c 0.25 或 c 0.3
h ha hf 6. 齿顶圆直径 d a d 2ha 7. 齿根圆直径 d f d 2hf
8. 齿距
p m m 9. 齿厚 s 2 m 10.齿槽宽 e 2
标准齿轮 m、、h*a、c* (15或20)为标准值 且 e = s 几何尺寸计算公式 (P307表10-2)
si ri [(s r ) 2(invi inv )]
齿轮与齿条比较
4.标准齿条和内齿轮的尺寸 1、渐开线齿条的几何特点 (1)同侧齿廓为互相平行的直线。
(2)齿条齿廓上各点的压力角均相等,且数值上等
1渐开线齿条的几何特点分度线齿根线一渐开线齿轮的啮合过程理论啮合线段n齿廓工作段二正确啮合的条件保证前后两对轮齿有可能同时在啮合线上相切接触
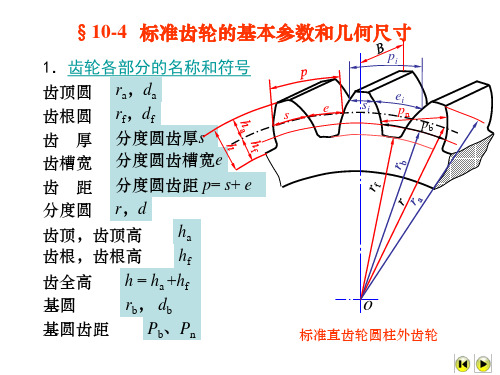
§10-4 标准齿轮的基本参数和几何尺寸
1.齿轮各部分的名称和符号 齿顶圆 ra,da 齿根圆 rf,df 分度圆齿厚s 齿 厚 任意圆齿厚 si 分度圆齿槽宽e ei 齿槽宽 任意圆齿槽宽 分度圆齿距 p pi= s+ ei 齿 距 任意圆齿距 i+e 分度圆 r,d ha 齿顶,齿顶高 hf 齿根,齿根高
o1
' r1
c
用C 表示。
上述参数即为渐开线齿轮的五个基本参数。
r2' o2
'
* ) 3.渐开线齿轮各部分几何尺寸 (基本参数为 m、Z、 和 h * 、 c a
1.分度圆直径 d mz 2.基圆直径 d b d cos 3.齿顶高 ha ha m 齿顶高系数
正常齿制 4.齿根高 hf 5.齿全高
渐开线齿廓的切制原理与根切现象PPT课件
2.1 齿轮插刀
切
让刀运动
削
运
动
作者:潘存云教授
范成运动
ω0 ω
共轭齿廓互为包络线
ω0
作者:潘存云教授
ω
i=ω0 /ω=z/z0 齿轮插刀加工
2.2 齿条插刀 切削 v 范成
ω
让刀
进给
V=ωr=ωmz/2
齿条插刀加工时齿廓包络过程 插齿加工过程为断续切削,生产效率低。
2.3 齿轮滚刀
被加工齿轮
滚刀
根切的后果:
基圆
①削弱轮齿的抗弯强度;
②使重合度ε下降。
O1
2. 根切的原因
当B2落在N1点的下方: PB2<PN1 刀具在位置1开始切削齿间; 在位置2开始切削渐开线齿廓;
在位置3切削完全部齿廓;
rb
ra
r
α
N1 B
2
αB P
1
12
3
PB2<PN1 不根切
当B2落在N1点之上: PB2=PN1 刀具在位置1开始切削齿间;
r rb1
即:
zmin=2 ha*/ sin2α
取α=20°, ha*=1,得: zmin=17
h*am
N1
P
α
N1 B2 B’
N1
根切条件为: PB2>PN1
O1
α r
rb B2
N1
P
O
3. 渐开线齿轮不发生根切的最少齿数
1
在齿高相同的情况下,刀具齿越多,越容易发生根切
rb1
齿条型刀具比齿轮型刀具更
容易发生根切。凡齿条刀不根切,则齿
轮刀肯定不会发生根切,故只讨论齿条型刀具。
h*am
机械设计基础——渐开线齿轮的切齿原理
刀号
加工齿 数范围
圆盘铣刀加工齿数的范围 1 2 3 4 5 6
7
8
1214172126355512-13 14-16 17-20 21-25 26-34 35-54 55-134 135以上
加工不连续,生产效率低,不宜用于批量生产。 加工不连续,生产效率低,不宜用于批量生产。 可在普通铣床上加工,不需专用机床。 可在普通铣床上加工,不需专用机床。 这种方法适用于单件生产而且精度要求不高的齿轮加工。
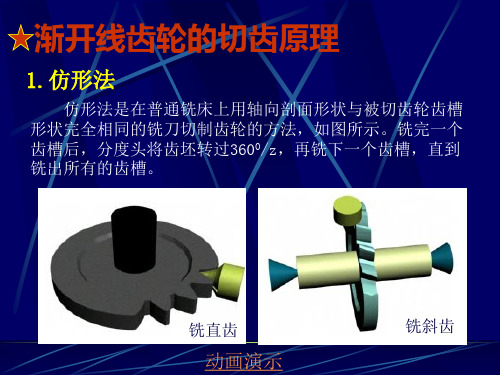
渐开线齿轮的切齿原理
1.仿形法 1.仿形法
仿形法是在普通铣床上用轴向剖面形状与被切齿轮齿槽 形状完全相同的铣刀切制齿轮的方法,如图所示。铣完一个 齿槽后,分度头将齿坯转过3600/z,再铣下一个齿槽,直到 铣出所有的齿槽。
铣直齿
铣斜齿
动画演示
仿形法特点: 仿形法特点: 特点
加工方便易行,但精度难以保证。 加工方便易行,但精度难以保证。由于渐开线齿廓形
渐开线齿轮的切齿原理( 渐开线齿轮的切齿原理(续)
2.范成法 2.范成法
范成法是利用一对齿轮无侧隙啮合时两轮的 齿廓互为包络线的原理加工齿轮的。加工时刀具 与齿坯的运动就像一对互相啮合的齿轮,最后刀 具将齿坯切出渐开线齿廓。范成法切制齿轮常用 的刀具有三种 刀具有三种: 刀具有三种 (1)齿轮插刀 是一个齿廓为刀刃的外齿轮; 齿轮插刀 (2)齿条插刀 是一个齿廓为刀刃的齿条; 齿条插刀 (3)齿轮滚刀 像梯形螺纹的螺杆,轴向剖面齿 齿轮滚刀 廓为精确的直线齿廓,滚刀转动时相当于齿条在 移动。可以实现连续加工,生产率高。
渐开线齿轮的切齿原理( 渐开线齿轮的切齿原理(续)
2.范成法 2.范成法
加工方法有: 加工方法有:插齿和滚齿
插斜齿
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、齿廓切制的基本原理 铸造法
热轧法
齿轮加 工方法
冲压法 粉末冶金法
模锻法
切制法
一种模数只需要一把刀具 连续切削,生产效率高, 精度高,用于批量生产。
产生齿形误差和分度误差, 精度较低,加工不连续,生 产效率低。适于单件生产。
仿形法
范成法
(展成法共 轭法 包络法)
铣削
拉削 插齿 滚齿
3.1产生根切的原因 刀具在位置1开始切削齿间; 在位置2开始切削渐开线齿廓; 在位置3切削完全部齿廓;
基圆
O1
rb
ra
r
α
N1
B2
α
P
1
B1 2
3
PB2<PN1 不根切
rb r
O1
rb α
N1 B2
α
P
1 B12
PB2=PN1 不根切
3
JM 返回
在位置2开始切削渐开线齿廓;
在位置3切削完全部齿廓;
到达位置4时,轮坯转过φ角, 基圆转过的弧长为:
N1 N’1=rbφ = rφcosα
刀具沿水平方向移动的距离: N1M =rφ
沿法线移动的距离: N1K = N1Mcosφ
O1
φ rb
α
r
B2 N’1 K N1 α M
= rφcosα
弧长与直线长度相等: N1K = N1N’1
已加工好的齿廓根部落 在刀刃的左侧,被切掉;
c)变位修正,刀具远离轮坯中心。
所得齿轮为变位齿轮。
r
rb1
N1 B2 P
Fr2
Fn2
Fr1
Fn1
α1 α2 Ft =M/r
α2 rb2
r
rb1
B2 N1
B2
α1 r
rb1
N1
B2
α1N1 αB2 2
P
P
增大压力角后有副作用
JM 返回
相当于齿轮齿 条啮合传动
ω 滚刀轴剖面 0 相当于齿条
ω
v
V=ωr=ωmz/2
JM 返回
c*m h*am h*am c*m
2、用标准齿条型刀具加工标准齿轮
2.1标准齿条型刀具 GB1356-88规定了标准齿条型刀具 的基准齿形。
标准齿条型刀具比基准齿形高出c*m 一段切出齿根过渡曲线。
α=20° πm/2 πm/2
B2 N1
P ra1
不根切
ra2
这时极限啮合点N1的位置随基圆大小变动, 当N1 B2两点重合时,正好不根切。
刚好不根切
ra3
根切
∞
不根切的条件: P N1≥P B2
O1 α
在△PN1O1 中有: PN1=rsinα =mzsinα/2
rb3
在△PB2B’ 中有: PB2=ha*m/sinα
代入求得: z≥2 ha*/ sin2α
P α
B1 12
发生根切
3
4
结论:刀具齿顶线与啮合线的交点B2落在极限啮合点N1的右上方,必发生
根切。根切条件为: PB2>PN1
50J分M 钟返回
3.2渐开线齿轮不发生根切的最少齿数
O1 rb1
齿条型刀具比齿轮型刀具更容易发生根切。 当被加工齿轮的模数m确定之后,其刀具齿顶 h*am 线与啮合线的交点B2就唯一确定,
适用于加工大模数 m>20 的齿轮和人字 齿轮。
切削
ω
进给
分度 指状铣刀加工
JM 返回
切 削 运 动
让刀运动
ω0
ω
范成运动
i=ω0 /ω=z/z0
齿轮插刀加工
共轭齿廓互为包络线
ω0
ω
切削
齿条插刀加工
v
范成
让刀
ω
进给
V=ωr=ωmz/2
JM 返回
进给
滚刀
ω0
滚刀倾斜
γ
范成运动
t
ω0
ω
切削
进给
t
滚齿加工
剃齿
磨齿
盘铣刀 指状铣刀
8把一组各号铣刀切制齿轮的齿数范围
铣刀号数
1
2
34
56
78
所切齿轮齿数 12~13 14~16 17~20 21~25 26~34 35~54 55~134 ≥135
JM 返回
ω
分度
osα可知,渐开线
形状随齿数变化。要想获得 精确的齿廓,加工一种齿数 的齿轮,就需要一把刀具。 这在工程上是不现实的。
顶线
2.2用标准齿条型刀具加工标准齿轮
加工标准齿轮: 刀具分度线刚好与轮坯的分 度圆作纯滚动。
分度圆 分度线
hf=(h*a+ c*)m
ha=h*am
s
加工结果: s=e=πm/2
ha=h*am hf=(h*a+ c*)m
e
JM 返回
3、渐开线齿廓的根切 图示现象称为轮齿的根切。
分度圆
根切的后果: ①削弱轮齿的抗弯强度; ②使重合度ε下降。
即:
zmin=2 ha*/ sin2α
取α=20°, ha*=1,得: zmin=17
h*am
rb
r rb1
N1
α N1 B2 N1
P
B’
JM 返回
3.3避免根切的措施
a)减小ha* ↓ →εα↓ →连续性、平稳性↓,
b)加大刀具角α ↑ →正压力Fn↑ →功耗↑,
须用非标准刀具。
得用非标准刀具。