焊接接头组织结构及成分分析资料
焊接接头组织分析

(2)弧坑裂纹。有纵、横和星状裂纹,大多发生在弧坑中心的等 轴晶区。
(3)根部裂纹。起源于焊缝根部,沿柱状晶界向焊缝扩展的裂纹。
(4)热影响区热裂纹。 有横向及纵向,均沿晶界分布。
横向裂纹
焊缝下裂纹
2. 根据热裂纹成因,分为结晶裂纹、熔化裂纹和高温低塑性裂纹 (1)结晶裂纹 焊接过程中,熔池凝固结晶时,在液相与固相并存的温度区间, 由于结晶偏析和收缩应力应变作用,沿一次结晶晶界形成的裂 纹称为结晶裂纹。 只发生在焊缝中(包括弧坑),有纵裂纹和横裂纹。结晶裂纹 的特征为沿晶开裂、属晶间裂纹。液相与固相间的温度区间愈 大,结晶偏析愈大,冷速愈快,愈易产生结晶裂纹。
焊接过程的以上特点,会直接影响焊缝金属和热影响区的 宏观组织和显微组织、焊接缺陷及焊接接头的性能。因此, 研究焊缝的各区组织、焊接缺陷和接头的性能,必须与焊 接过程的上述特点联系起来考虑。
焊接金相检验包括: 焊接接头的宏观检验,显微组织检验,焊接缺陷的检验。
第一节 焊接接头的宏观检验
一、焊接接头外观质量检验
缺陷分析还包括: 对焊接接头的小试样,进行试样断口形貌、冲击、拉伸后试样 外观形态,焊道的表面状态等缺陷进行分析。对大型焊接结构, 在运行一段时间后进行焊缝的受腐蚀和裂缝的检查等。
总之,通过焊接接头的外观质量检查,可以了解焊接结构和焊 接产品的全貌,产生缺陷的性质、部位,及其与焊接结构的整 体关系等情况,对评定和控制焊接质量,以及防止重大事故发 生都是必需的。
(二)易淬火钢的热影响区组织(自学)
第三节 焊接组织浸蚀方法
一、侵蚀剂 普通碳钢或低碳低合金钢的焊接接头,用w=3%~4%硝酸酒精 溶液(3+97) ~(14+96)侵蚀就能清晰的显示出其显微组织形貌。 二、不锈钢对接焊
7A09H112铝合金搅拌摩擦焊接头组织和性能分析
2021年第1期(总199期)CFHI**************一重技术摘要:使用搅拌摩擦焊方案焊接12mm 厚7A09H112铝合金,获得成形良好、无缺陷的焊接接头。
对焊接接头进行微观组织及力学性能测试分析。
结果表明:热机影响区晶粒出现扭曲畸变,靠近母材区域的晶粒较粗大,而靠近焊缝区域的晶粒较为细小;焊接接头的平均抗拉强度为221MPa ,达到母材的88%,平均屈服强度为149MPa ,达到母材的96%。
焊缝金属屈服强度达到409MPa ,抗拉强度达到491MPa ,均远大于母材本身的屈服强度和抗拉强度,具有优异的力学性能。
焊接接头硬度分布呈现"W"型,但整体低于母材区,硬度最低值出现在热影响区及热机影响区。
关键词:7A09H112;搅拌摩擦焊;显微组织;力学性能中图分类号:TG453.9文献标识码:B 文章编号:1673-3355(2021)01-0008-04Analysis on Microstructure and Mechanical Properties of FSW Welds on 7A09H112Aluminium Alloy MaterialsZhao Jia,Liu Wancun,Gu Songwei,Yu HaidongAbstract:12mm thick 7A09H112aluminium alloy plates jointed by the means of Friction Stir Welding Technique (FSW)have defect-free welds with good shape.The analysis of the microstructure and mechanical properties of the welds revealsthat the grains in thermo-mechanically zone (TMAZ)distort and the grains near to the base metal grow larger while the grains near to the welds become finer.The average tensile strength of the welds is 221MPa,up to 88%of the base metal;the average yield strength is 149MPa,up to 96%of the base metal.The weld metal has yield strength up to 409MPa and tensile strength up to 491MPa,both far higher than those of the base metal,offering excellent mechanical properties.The hardness of the welds distributes in the form of “W ”and lower than the base metal.The lowest hardness occurs in the heat effected zone and thermo-mechanically zone.Key words:7A09H112;friction stir welding;microstructure;mechanical property7A09H112铝合金搅拌摩擦焊接头组织和性能分析赵佳1,刘万存2,谷松伟2,于海东110.3969/j.issn.1673-3355.2021.01.0081.一重集团大连核电石化有限公司工程师大连116113;2.一重集团大连核电石化有限公司高级工程师大连1161137A09铝合金属于热处理强化高强度铝合金,具有高强、高韧、低密度等优点,在航天航空和武器制造等领域都有广泛的应用[1]。
焊接接头金相组织分析
焊接接头金相组织分析实验目的▪观察与分析焊缝的各种典型结晶形态;▪掌握低碳钢焊接接头各区域的组织变化。
二、实验装置及实验材料▪粗细金相砂纸1套▪平板玻璃1块▪不同焊缝结晶形态的典型试片若干▪低碳钢焊接接头试片1块▪正置式金相显微镜1台▪抛光机1台▪工业电视(或幻灯机)1台▪吹风机1个▪4%硝酸酒精溶液无水醇脱脂棉若干▪典型金相照片(或幻灯照片)一套三、实验原理焊接过程中,焊接接头各部分经受了不同的热循环,因而所得组织各异。
组织的不同,导致机械性能的变化。
对焊接接头进行金相组织分析,是对接头机械性能鉴定的不可缺少的环节。
焊接接头的金相分析包括宏观和显微分析两个方面。
宏观分析的主要内容为:观察与分析焊缝成型,焊缝金属结晶方向和宏观缺陷等。
显微分析是借助于放大100倍以上的光学金相显微镜或电子显微镜进行观察,分析焊缝的结晶形态,焊接热影响区金属的组织变化,焊接接头的微观缺陷等。
焊接接头由焊缝金属和焊接热影响区金属组成。
焊缝金属的结晶形态与焊接热影响区的组织变化,不仅与焊接热循环有关,也和所用的焊接材料和被焊材料有密切关系。
▪焊缝凝固时的结晶形态∙焊缝的交互结晶熔化焊是通过加热使被焊金属的联接处达到熔化状态,焊缝金属凝固后实现金属的焊接。
联接处的母材和焊缝金属具有交互结晶的特征,图1为母材和焊缝金属交互结晶示意图。
由图可见,焊缝金属与联接处母材具有共同的晶粒,即熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长的。
这种结晶形式称为交互结晶或联生结晶。
当晶体最易长大方向与散热最快方向一致时,晶体便优先得到成长,有的晶体由于取向不利于成长,晶粒的成长会被遏止,这就是所谓选择长大,并形成焊缝中的柱状晶。
∙焊缝的结晶形态根据浓度过冷的结晶理论,合金的结晶形态与溶质的浓度C0、结晶速度(或晶粒长大速度)R和温度梯度G有关。
图1-16为C0、R和G对结晶形态的影响。
由图可见,当结晶速度R和温度梯度G不变时,随着金属中溶质浓度的提高,浓度过冷增加,从而使金属的结晶形态由平面晶变为胞状晶,胞状树枝晶,树枝状晶及等轴晶。
焊缝接头组织的金相观察与分析

焊缝接头组织的金相观察分析一、实验目的1、认识焊缝区和热影响区各区段的组织特征。
2、了解焊缝金相检验方法和焊接接头的形成过程3、掌握焊接组织对性能的影响二、实验原理焊接是工业生产中用来连接金属材料的重要加工方法。
根据工艺特点不同,焊接方法又分为许多种,其中熔化焊应用得最广泛。
熔化焊的实质就是利用能量高度集中的热源,将被焊金属和填充材料快速熔化,热后冷却结晶而形成牢固接头。
由于熔化焊过程的这一特点,不仅焊缝区的金属组织与母材组织不一样,而且靠近焊缝区的母材组织也要发生变化。
这部分靠近焊缝且组织发生了变化的金属称为热影响区。
热影响区内,和焊缝距离不一样的金属由于在焊接过程中所达到的最高温度和冷却速度不一样,相当于经受了不同规范的热处理,因而最终组织也不一样。
根据组织和性能区别,焊接接头分为焊接区和焊接影响区。
焊缝区,是熔池泠凝后为铸态组织,在冷却过程中,液态金属自熔合区向焊缝的中心方向结晶形成的柱状晶组织,焊缝金属的性能一般不低于母材性能,但易产生裂纹。
以低碳钢为例,根据热影响区内各区段在焊接过程中所达到的最高温度范围,依次分为熔合区(固相线一液相线),过热区(1100℃——固相线);完全正火区(AC3——1100℃);不完全旺火区(AC1~AC3)。
对易淬火钢而言,还会出现淬火组织。
热影响区如图所示如图所示(1)熔合区即融合线附近焊缝金属到基体金属的过渡部分,温度处在固相线附近与液相线之间,金属处于局部熔化状肪,晶粒十分粗大,化学成分和组织极不均匀,冷却后的组织为过热组织,呈典型的魏氏组织。
这段区域很窄(0.1-1mm),金相观察实际上很难明显的区分出来,但该区对于焊接接头的强度、塑性都有很大影响,往往熔合线附近是裂纹和脆断的发源地。
(2)过热区(粗晶粒区)加热温度范围Tks-Tm(Tks为开始晶粒急剧长大温度,Tm 为熔点),当加热至1100℃以上至熔点,奥氏体晶粒急剧长大,尤其在1300℃以上,奥氏体晶粒急剧粗化,焊后空冷条件下呈粗大的魏氏组织,塑性、韧性降低,使接头处易出现裂纹。
Q355C钢板超低温焊接接头组织与性能研究
Q355CQ355C 钢板是中厚板钢材中的一种,其主要应用于桥梁、车辆、建筑等领域。
但在极端条件下,如低温环境下,其机械性能会受到影响。
因此,如何改善Q355C 钢板在低温下的性能,是一个需要解决的问题。
超低温焊接技术是一种有效的针对低温条件下钢材性能提升的方法。
超低温焊接技术是指焊接温度低于零下60℃的特殊焊接技术,它能够提高焊接接头的组织和性能。
本文将研究Q355C 钢板超低温焊接接头组织与性能,以期为Q355C 钢板在低温下的应用提供一定的参考价值。
一、Q355C 钢板超低温焊接接头组织研究1.超低温焊接接头组织特点焊接接头的微结构直接决定了其力学性能。
因此,在研究Q355C 钢板超低温焊接接头的力学性能前,需要了解其微结构特征。
超低温焊接接头组织特点主要表现在两个方面:( 1)焊接接头出现大量的残留奥氏体。
因为焊接过程中,焊缝中心温度降低,过冷奥氏体比温度高奥氏体更容易形成。
由于过冷奥氏体的形成和转变是一种放热过程,因此焊接接头中会形成大量的残余过冷奥氏体。
( 2)焊接接头中的晶界结构发生了变化。
焊接接头中的晶粒受到高热输入和快速冷却的影响,会出现各种晶界类型的结构。
同时,还会出现晶粒紧密度不一致、晶粒结构分化等现象。
2.超低温焊接接头组织调控超低温焊接接头的微结构可以通过合理的调控得到一定程度的改善。
目前主要的调控方法有三种:( 1)热处理法。
通过对焊接接头进行热处理,可以减少残留奥氏体的含量,并促进过冷奥氏体转变为马氏体。
同时,还可以调控晶界结构,减少缺陷的形成。
( 2)化学成分调整法。
通过调整焊接接头的化学成分,可以影响其奥氏体的含量和转变过程。
比如,在焊接过程中加入适量的氮元素,可以促进过冷奥氏体转变为马氏体,并增加焊接接头的强度和塑性。
( 3)焊接工艺优化法。
通过优化焊接工艺参数,可以减少焊接接头的热输入,降低焊接接头中的过冷奥氏体含量,从而减少残留奥氏体的形成。
以上三种方法可以结合使用,得到更好的超低温焊接接头组织。
焊接接头的组织

焊接接头的组织一、实验目的1.掌握焊接接头各区域典型的金相组织。
2.熟悉焊接接头各区域的性能变化。
二、实验设备及材料 1.金相显微镜。
2.焊接试样。
3.预磨机4.抛光机 三、实验原理熔化焊是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程。
焊接热过程将引起焊接接头组织和性能的变化,从而影响焊接质量。
焊接接头组织由焊缝金属和热影响区两部分组成。
现以低碳钢为例,根据焊缝横截面的温度分布曲线,结合铁碳合金相图,对焊接接头各部分的组织和性能变化加以说明,见图13-1。
1.焊缝金属焊缝区的金属在焊接时处于完全熔化状态,它的结晶是从熔池底壁上许多未熔化的晶粒开始的。
因结晶时各个方向冷却速度不同,垂直于熔合线方向冷却速度最大,所以晶粒由垂直于熔合线向焙池中心生长,最终呈柱状晶,如图13-2所示。
熔池中心最后结晶,聚集了等轴状低熔点合金和夹杂物,并可能在此处形成裂纹。
焊缝金属结晶后,其成分是填充材料与熔化母材混合后的平均成分。
在随后的冷却过程中,若发生相变,则上述组织均要发生不同程度的转变。
对低碳钢来说,焊缝组织大部分是柱状的铁素体加少量的珠光体。
2.热影响区热影响区是指焊缝两侧因焊接热作用而发生组织和性能变化的区域。
按受热影响的大小,热影响区可分为熔合区、过热区、正火区和部分相变区。
1)熔合区熔合区是焊缝和基体金属的交界区,相当于加热到固相线和液相线之间的区域。
由于该区域温度高,基体金属部分熔化,所以也称为“半熔化区”。
熔化的金属凝固成铸态组织,未熔化金属因温度过高而长大成粗晶粒。
此区域在显微镜下一般为2~3个晶粒图13-1 低碳钢焊接接头组织变化示意图 1-熔合区;2-过热区;3-正火区;4-部分相变区的宽度,有时难以辩认。
该区城虽然很窄,但强度、塑性和韧性都下降;同时此处接头断面变化.将引起应力集中,很大程度上决定着焊接接头的性能。
2)过热区过热区是热影响区中最高加热温度在1100℃以上至固相线温度区间的区域.该区域在焊接时.由于加热温度高,奥氏体晶粒急剧长大,形成过热组织,所以也称为“粗晶区”。
第二章 焊接接头组织性能及主要金属
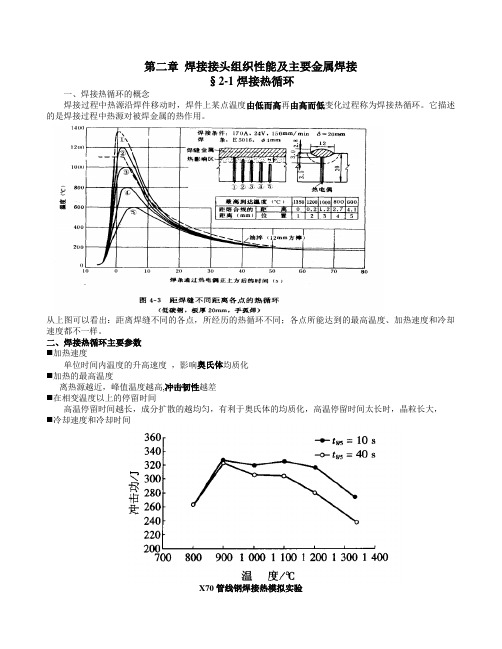
第二章焊接接头组织性能及主要金属焊接§2-1焊接热循环一、焊接热循环的概念焊接过程中热源沿焊件移动时,焊件上某点温度由低而高再由高而低变化过程称为焊接热循环。
它描述的是焊接过程中热源对被焊金属的热作用。
从上图可以看出:距离焊缝不同的各点,所经历的热循环不同;各点所能达到的最高温度、加热速度和冷却速度都不一样。
二、焊接热循环主要参数⏹加热速度单位时间内温度的升高速度,影响奥氏体均质化⏹加热的最高温度离热源越近,峰值温度越高,冲击韧性越差⏹在相变温度以上的停留时间高温停留时间越长,成分扩散的越均匀,有利于奥氏体的均质化,高温停留时间太长时,晶粒长大,⏹冷却速度和冷却时间X70管线钢焊接热模拟实验加热最高温度与热影响区-20℃冲击韧性关系⏹表示:从800℃冷却到500℃的时间;⏹表示:从800℃冷却到300℃的时间;⏹表示:从峰值温度冷却到100℃时的时间。
三、多层热循环的特点⏹长段多层焊(l>1m)前道冷至100~200℃⏹短段多层焊(l=50mm~400mm)第一道冷至Ms点前长段多层焊(l>1m)热循环,短段多层热循环(a)代表1点的热循环(b)4点的热循环t B代表A3 冷至Ms的时间四、影响热循环的特点⏹1、材质:导热系数,比热容,密度⏹2、工件的尺寸、形状:(1)体积效应:体积大,冷却快(2)厚板冷却速度大于薄板(3)T形接头冷却速度大于对接接头⏹3、工艺条件:E(线能量),To(预热温度)等(1)线能量越大,峰值温度越大,高温停留时间越长(2)To对加热速度无太大影响,但明显降低冷却速度§2-2 焊缝结晶及组织一、熔池的概念:熔焊时,在高温热源的作用下,局部熔化的母材与熔化了的焊丝金属搅拌混合而形成的具有一定几何形状的液体金属便叫做焊接熔池(Weld Pool)。
熔池就相当于炼钢炉,进行着复杂冶金反应焊接熔池形状示意图二、熔池结晶的特点⏹体积小、重量轻、冷却快(10000)⏹熔池是在运动状态下结晶⏹熔池温度高、合金烧损多,柱状晶多,等轴晶少。
低碳钢熔化焊焊接接头组织分析

低碳钢熔化焊焊接接头组织分析简介低碳钢是一种常见的材料,广泛应用于许多工程领域。
在焊接过程中,焊接接头的组织对焊接接头的性能起着重要的影响。
本文将对低碳钢熔化焊焊接接头的组织进行分析。
熔化焊焊接接头组织低碳钢在焊接过程中,主要经历了固态反响和熔融固化两个阶段。
焊接过程中的温度梯度和相变过程会影响焊接接头的组织形成。
固态反响阶段在焊接过程中,焊接接头受热后,发生了固态反响。
在这个阶段,主要发生的反响有:1.Austenite to Ferrite 相变:在焊接过程中,低碳钢中的奥氏体会发生相变,转变成铁素体。
这个相变会导致锌粒的生成和增长,同时会影响接头的力学性能。
2.Martensite 相变:在快速冷却的情况下,奥氏体可以通过马氏体相变转变成马氏体组织。
这种相变会显著提高接头的硬度和强度。
熔融固化阶段在焊接过程中,焊接接头局部的材料会发生熔融,然后通过固化形成新的组织。
这个过程会受到焊接参数和冷却速率的影响。
1.熔池区域:焊接过程中,熔化的金属会形成熔池。
熔池的冷却速率和金属成分会影响焊接接头的晶粒尺寸和晶界分布。
2.火花区域:在熔融固化过程中,火花区域是熔化和固化交替发生的区域。
火花区域的组织会影响焊接接头的晶格结构和相组成。
影响组织形成的因素低碳钢熔化焊焊接接头的组织形成受到多个因素的影响。
以下是一些重要的因素:1.焊接参数:焊接电流、电压和焊接速度等参数会对焊接接头的熔化和固化过程产生重要影响。
高电流和慢速度会导致更大的熔池和更慢的冷却速率,从而影响组织形成。
2.焊接材料:焊接材料的成分和性质会影响熔池的成分和固化过程。
不同的焊接材料会导致不同的组织形成。
3.冷却速率:冷却速率会影响焊接接头的晶粒尺寸和晶界分布。
快速冷却会形成细小的晶粒和较多的弥散相,而慢速冷却那么会形成大晶粒。
4.焊接方向:焊接方向对熔化焊接接头的组织形成也会产生一定影响。
水平焊接和垂直焊接的组织形成可能会有所不同。
组织分析方法为了对低碳钢熔化焊焊接接头的组织进行分析,可以采用以下方法:1.金相分析:通过金相显微镜观察样品的组织结构,可以分析晶粒尺寸、晶界分布和相组成等信息。