【免费下载】铝合金门窗安装检验批
铝合金门窗安装工程检验批质量验收记录(模板)

DBJ/T01-27-2003
高030302
单位(子单位)工程名称 分部(子分部)工程名称 施工单位
门窗(门窗)
工程1
验收部位 项目经理
铝合金门窗安装工程检 验批质量验收记录(最
分包单位
分包项目经理
施工执行标准名称及编号
高级建筑装饰工程质量验收标准(DBJ/T01-27-2003)
施工单位检查评定记录
监理(建设) 单位验收记录
2
窗扇的开 关力
平Байду номын сангаас窗 推拉窗
≤50N ≤70N
3 平开门窗的挤角处要求
第5.2.9条
4 框与墙体之间的缝隙处理 5 密封条安装
第5.2.10条 第5.2.11条
6 排水孔
第5.2.12条
一
项目
允许偏差(mm)
般
1)
门窗框槽口 宽度、高度
≤2000mm >2000mm
1.0
9)
同一平面高低差
≤0.3
10)
装配间隙
≤0.2
专业工长(施工员)
量测值(mm) 施工班组长
施工单位检 查评定结果
项目专业质量检查员:
年月日
监理(建设) 单位验收结论
监理工程师 (建设单位项目专业技术负责人):
年月日
1.5 2
门窗框槽口 ≤2000mm
项 7 2) 对角线尺寸
铝
差
>2000mm
≤2.5 ≤3
目
合 金
3)
门窗框槽口 对边尺寸差
≤2000mm >2000mm
≤2 ≤2.5
门 窗
铝合金 门窗安装工程检验批质量验收记录(范例)

1111110001
2
0
1
2
1
1
2
0. 0
3
2
2112023210
8) 门窗框与扇搭接量
1.0
9) 同一平面高低差
≤0.3
10 )
装配间隙
≤0.2
专业工长(施工员)
1011101101
0 0
0 0
0 0
0. 00. 0
0 0
0 0. 0
0 0
00
0
0. 0
0 0
刘刚
施工班组长
陈冠雄
施工单位检 查评定结果
铝合金门窗安装工程检验批质量验收记录
DBJ/T01-27-2003
高030302 001
单位(子单位)工程名称
工程1#楼
分部(子分部)工程名称
门窗工程
验收部位
铝合金 门窗安装工程检验批 质量验收记录(范例)
施工单位
××建筑公司
项目经理
×××
分包单位
×××
分包项目经理
×××
施工执行标准名称及编号
高级建筑装饰工程质量验收标准(DBJ/T01-27-2003)
监理(建设) 单位验收记录
符合设计及施工 质量验收规范,
同意验收
1 门窗表面及装饰面
第5.2.7条
√
2
窗扇的开 关力
平开窗 推拉窗
≤50N ≤70N
√ √
3 平开门窗的挤角处要求
第5.2.9条
√
4 框与墙体之间的缝隙处理 第5.2.10条
√
5 密封条安装
第5.2.11条
√
6 排水孔
第5.2.12条
铝合金门窗检验批

工程名称:黄山太平湖白鹭宾馆改扩建工程7#楼编号:DQ--致:上海金桥建设监理有限公司(监理单位)我单位已完成了 7#楼一层门窗施工工作,现报上该工程报验申请表,请予以审查和验收。
附件:1、金属门窗安装工程检验批质量验收记录承包单位(章):项目经理:日期:审查意见:项目监理机构:总/专业监理工程师:日期:(铝合金门窗)GB50210-2001(Ⅱ)A—90030302单位(子单位)工程名称黄山太平湖白鹭宾馆改扩建工程7#楼分部(子分部)工程名称门窗工程验收部位一层施工单位中国建筑一局(集团)有限公司项目经理李光凯施工执行标准名称及编号GB50210-2001施工质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1 门窗质量第5.3.2条2 框和副框安装,预埋件第5.3.3条3 门窗扇安装第5.3.4条4 配件质量及安装第5.3.5条一般项目1 表面质量第5.3.6条2 推拉扇开关应力第5.3.7条3 框与墙体间缝隙第5.3.8条4 扇密封胶条或毛毡密封条第5.3.9条5 排水孔第5.3.10条6安装允许偏差门窗槽口宽度、高度≤1500 1.5>1500 2门窗槽口对角线长度差≤2000 4>2000 4门窗框的正、侧面垂直度 2.5门窗横框的水平度 2门窗横框标高 5门窗竖向偏离中心 5双层门窗内外框间距 4推拉门窗扇与框搭接量 1.5施工单位检查评定结果专业工长(施工员)张佳施工班组长汪华项目专业质量检查员:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人):年月日工程名称:黄山太平湖白鹭宾馆改扩建工程7#楼编号:DQ--致:上海金桥建设监理有限公司(监理单位)我单位已完成了 7#楼一层门窗玻璃施工工作,现报上该工程报验申请表,请予以审查和验收。
附件:1、门窗玻璃安装工程检验批质量验收记录表承包单位(章):项目经理:日期:审查意见:项目监理机构:总/专业监理工程师:日期:GB50210-2001A_94030305单位(子单位)工程名称黄山太平湖白鹭宾馆改扩建工程7#楼分部(子分部)工程名称门窗工程验收部位一层施工单位中国建筑一局(集团)有限公司项目经理李光凯分包单位分包项目经理施工执行标准名称及编号GB50210-2001施工质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1 玻璃质量第5.6.2条2 玻璃裁割与安装质量第5.6.3条3安装方法第5.6.4条钉子或钢丝卡4 木压条第5.6.5条5 密封条第5.6.6条6 带密封条的玻璃压条第5.6.7条一般项目1 玻璃表面第5.6.8条2玻璃与型材第5.6.9条镀膜层及磨砂层3 腻子第5.6.10条施工单位检查评定结果专业工长(施工员)张佳施工班组长汪华项目专业质量检查员:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人):年月日。
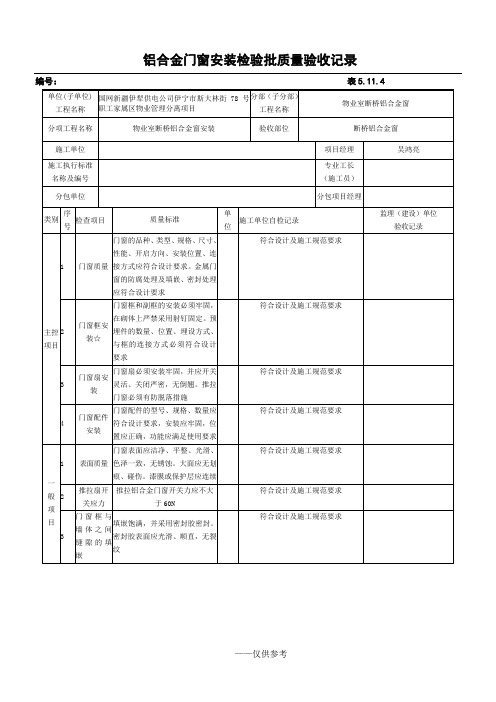
铝合金门窗安装检验批质量验收记录
3
门窗扇安装
门窗扇必须安装牢固,并应开关灵活、关闭严密,无倒翘。推拉门窗必须有防脱落措施
符合设计及施工规范要求
4
门窗配件安装
门窗配件的型号、规格、数量应符合设计要求,安装应牢固,位置应正确,功能应满足使用要求
符合设计及施工规范要求
一
般
项
目
1
表面质量
门窗表面应洁净、平整、光滑、色泽一致,无锈蚀。大面应无划痕、碰伤。漆膜或保护层应连续
符合设计及施工规范要求
3
门窗扇安装
门窗扇必须安装牢固,并应开关灵活、关闭严密,无倒翘。推拉门窗必须有防脱落措施
符合设计及施工规范要求
4
门窗配件安装
门窗配件的型号、规格、数量应符合设计要求,安装应牢固,位置应正确,功能应满足使用要求
符合设计及施工规范要求
一般项目
1
表面质量
门窗表面应洁净、平整、光滑、色泽一致,无锈蚀。大面应无划痕、碰伤。漆膜或保护层应连续
铝合金门窗安装检验批质量验收记录
编号:表5.11.4
单位(子单位)
工程名称
国网新疆伊犁供电公司伊宁市斯大林街78号职工家属区物业管理分离项目
分部(子分部)工程名称
物业室断桥铝合金窗
分项工程名称
物业室断桥铝合金窗安装
验收部位
断桥铝合金窗
施工单位
项目经理
吴鸿亮
施工执行标准
名称及编号
专业工长
(施工员)
分包单位
≤2.5
mm
9
门窗横框的水平度
≤2
mm
10
门窗横框标高偏差
≤5
mm
11
门窗竖向偏离中心
金属门窗(铝合金门窗)安装工程检验批
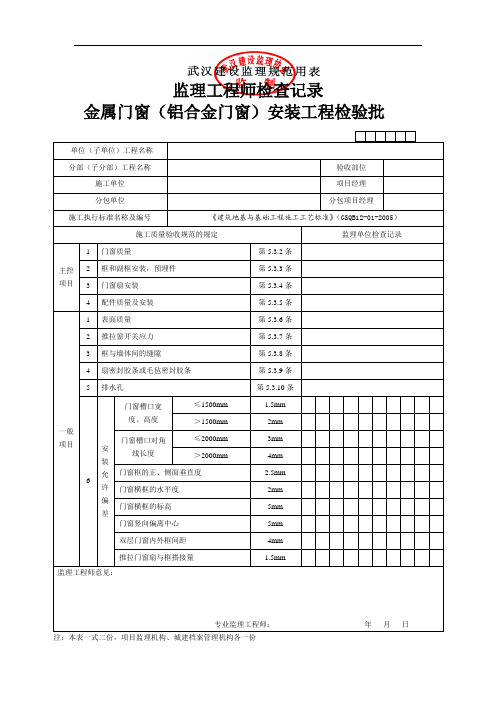
监理工程师检查记录
金属门窗(铝合金门窗)安装工程检验批
单位(子单位)工程名称
分部(子分部)工程名称验收部位施工单位项目经理
分包单位分包项目经理
施工执行标准名称及编号《建筑地基与基础工程施工工艺标准》(GSQB12-01-2005)施工质量验收规范的规定监理单位检查记录
主控项目1 门窗质量第5.3.2条
2 框和副框安装,预埋件第5.3.3条
3 门窗扇安装第5.3.4条
4 配件质量及安装第5.3.5条
一般项目1 表面质量第5.3.6条
2 推拉窗开关应力第5.3.7条
3 框与墙体间的缝隙第5.3.8条
4 扇密封胶条或毛毡密封胶条第5.3.9条
5 排水孔第5.3.10条6
安
装
允
许
偏
差
门窗槽口宽
度、高度
≤1500mm 1.5mm
>1500mm 2mm 门窗槽口对角
线长度
≤2000mm 3mm
>2000mm 4mm 门窗框的正、侧面垂直度 2.5mm
门窗横框的水平度2mm
门窗横框的标高5mm
门窗竖向偏离中心5mm
双层门窗内外框间距4mm
推拉门窗扇与框搭接量 1.5mm
监理工程师意见:
专业监理工程师:年月日注:本表一式二份,项目监理机构、城建档案管理机构各一份。
铝合金门窗安装检验批质量验收记录

铝合金门窗安装检验批质量验收记录注:本表内容的填写需依据《现场验收检验批检查原始记录》。
本检验批质量验收的规范依据见本页背面。
填写说明一、填写依据1 《建筑装饰装修工程质量验收规范》GB50210-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分各分项工程的检验批应按下列规定划分:1 同一品种、类型和规格的木门窗、金属门窗、塑料门窗及门窗玻璃每100樘应划分为一个检验批,不足100樘也应划分为一个检验批。
2 同一品种、类型和规格的特种门每50樘应划分为一个检验批,不足50樘也应划分为一个检验批。
三、GB50210-2001规范摘要主控项目5.3.2 金属门窗的品种、类型、规格、尺寸、性能、开启方向、安装位置、连接方式及铝合金门窗的型材壁厚应符合设计要求。
金属门窗的防腐处理及填嵌、密封处理应符合设计要求。
检验方法:观察;尺量检查;检查产品合格证书、性能检测报告、进场验收记录和复验报告;检查隐蔽工程验收记录。
5.3.3 金属门窗框和副框的安装必须牢固。
预埋件的数量、位置、埋设方式、与框的连接方式必须符合设计要求。
检验方法:手扳检查;检查隐蔽工程验收记录。
5.3.4 金属门窗扇必须安装牢固,并应开关灵活、关闭严密,无倒翘。
推拉门窗扇必须有防脱落措施。
检验方法:观察;开启和关闭检查;手扳检查。
5.3.5 金属门窗配件的型号、规格、数量应符合设计要求,安装应牢固,位置应正确,功能应满足使用要求。
检验方法:观察;开启和关闭检查;手扳检查。
一般项目5.3.6 金属门窗表面应洁净、平整、光滑、色泽一致,无锈蚀。
大面应无划痕、碰伤。
漆膜或保护层应连续。
检验方法:观察。
5.3.7 铝合金门窗推拉门窗扇开关力应不大于100N。
检验方法:用弹簧秤检查。
5.3.8 金属门窗框与墙体之间的缝隙应填嵌饱满,并采用密封胶密封。
密封胶表面应光滑、顺直,无裂纹。
检验方法:观察;轻敲门窗框检查;检查隐蔽工程验收记录。
铝合金门窗安装工程检验批质量验收记录一层
3、观感质量情况。
施工单位检查情况
1、均附有出厂合格证及耐碱玻璃纤维网强度检测结果合格,符合要求。
2、安装按设计要求施工,工艺符合要求,外墙全面张贴,符合要求。
3、观感良好,符合要求。
隐蔽验收结论
签
字
栏
施工单位(项目章)
项目专业技术负责人
质量员
施工员
专业监理工程师
年 月 日
隐蔽工程验收记录
质控(建)表共1页第1页
工程名称
五经蓝宝湾5#楼
施工单位
福建亨立建设集团有限公司
分部(子分部)
工 程 名 称
装饰装修-一般抹灰
分项工程
名 称
一般抹灰
隐蔽部位
一层墙体与柱、梁交接处及内、外墙
隐蔽项目
一层墙体与柱、梁交接处及内、外墙找平层加强网
隐蔽日期
隐蔽内容
1、加强网的出厂合格证及复验报告等情况。
铝合金门窗安装工程检验批质量验收记录一层
铝合金门窗安装
工程名称:五经蓝宝湾5#楼编号:5#-1
致:福建公正工程建设监理咨询有限公司(项目监理机构)
我方已完成一般抹灰工程工作,经自检合格,请予以审查或验收。
附件:□隐蔽工程质量检验资料
□检验批质量检验资料
□分项工程质量检验资料
□施工试验室证明资料
□其他
工程名称
建筑装饰装修-门窗
分项工程名称
金属门窗
施工单位
福建亨立建设集团有限公司
项目技术负责人
林少聪
检验批容量
分包单位
/
分包单位
项目负责人
/
检验批部位
一层
施工依据
铝合金门窗安装检验批质量验收记录0001

控
项
1
门窗质量
第规范3规定条
抽样数量
结果
2
框和副框安装,预埋件
第5.3.3条
/
3
门窗扇安装
第5.3.4条
/
4
配件质量及安装
第5.3.5条
/
1
般 项 目
1
T
表面质量
第5.3.6条
/
推拉扇开关应力
第5.3.7条
/
3
框与墙体问缝隙
第5.3.8条
/
4
扇密封胶条或毛毡密 十斗Az
第5.3.9条
/
5
封条八
第5.3.10条
铝合金门窗安装检验批质量验收记录
GB50210-2001
03040202
单位(子单位)工
程名称
分部(子分部)工
稈名称
分项工程名称
施工单位
项目负责人
检验批容量
分包单位
分包单位
百冃存t圭A
检验批部位
施工依据
验收依据
验收项目
设计要求及
十ITI 5lj士f+|T|宅
最小/实际
十由十羊来斤卓
检杳记录
检杳
厶士田
/
偏接量
Hale Waihona Puke 施工单位检查结果施工员:
监理(建设) 单位验收
结论
专业监理工呈师【-…、年 月曰
/
r\
6
安 装 留 缝 限 值 及 允 许
门窗槽口宽
度、咼度
三1500
mm
1.5
/
>1500mn
12
/
门窗槽口对 角线长度差
三2000
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分项工程名称 施工单位
铝合金门窗安装 长沙市东屯渡建筑有限公司
验收部位 项目经理
三层门窗 谭国兴
分包单位
湖南方麒节能门窗有限公司
第 5.3.3 条 第 5.3.4 条
施工单位检查评定记录
有产品合格证书、性能检测报告、进 场验收记录等符合设计要求
经检查,窗框和副框安装牢固,预埋 件数量、位置、埋设方式符合设计要 求 安装牢固,开关灵活,关闭严密,无 倒翘等,符合规范规定要求
第 5.3.5 条 安装牢固、位置正确,满足使用功能 要求
1 门窗表面质量
2 铝合金门窗推拉窗开关力不大1于00N
3 门窗框与墙体间缝隙
铝合金门窗安装 长沙市东屯渡建筑有限公司 湖南方麒节能门窗有限公司
4 门窗扇密封胶条或毛毡密封条 第 5.3.9 条 符合规范规定要求
5 门窗排水孔
6
门窗槽口宽度、高 1) 度
项
门窗槽口对角线长 ≤2000mm
2) 度差
3) 门窗框的正、侧面垂直度
有产品合格证书、性能检测报告、进 场验收记录等符合设计要求
主 控 2 框和副框安装、预埋件等 项 目 3 窗扇、推拉门窗扇安装
第 5.3.3 条 第 5.3.4 条
经检查,窗框和副框安装牢固,预埋 件数量、位置、埋设方式符合设计要 求 安装牢固,开关灵活,关闭严密,无 倒翘等,符合规范规定要求
4 配件、安装、位置、功能等
3 2 1.4 5 1 2.4 2 3 2 1
6) 门窗竖向偏离中心
5
3 2 1.4 5 2 1.4 2 3 5 2
7) 双层门窗内外框间距
4
3 2 1 4 2 1.2 3 2 1 4
8) 推拉门窗扇与框搭接量
1.5
施工单位检查 评定结果
专业工长(施工人员)
0.2 1.2 0.6 0.8 1.2 1.4 0.5 1.2 1.5 0.4 施工组长
4) 门窗横框的水平度
5) 门窗横框的标高
6) 门窗竖向偏离中心
7) 双层门窗内外框间距
8) 推拉门窗扇与框搭接量
施工单位检查 评定结果
目
≤1500mm >1500mm
>2000mm
专业工长(施工人员)
项目专业质量检查员:
长沙奥林匹克花园幼儿园
《建筑装饰装修工程质量验收规范》(GB50210-2001)
允许偏差 1.5 2 3 4
量测值(mm) 0 2 1 0 1 1.21.50.61.40.8 0213024120
3) 门窗框的正、侧面垂直度
2.5
0 1.5 2 0 1.52.52.5 0 1 2
4) 门窗横框的水平度
2
0 2 1 1.51.20.40.61.2 0 1.5
5) 门窗横框的标高
5
4 门窗扇密封胶条或毛毡密封条 第 5.3.9 条 符合规范规定要求
5 门窗排水孔
第 5.3.10 条
经观察,排水孔畅通,位置和数量符 合设计要求
监理(建设) 单位验收记录
6
项
目
一
般 项
门窗槽口宽度、高 1) 度
≤1500mm >1500mm
目
门窗槽口对角线长 ≤2000mm
2) 度差
>2000mm
单位(子单位)工程名称
分项工程名称 施工单位 分包单位
施工执行标准名称及编号
1
铝合金门窗安装工程检验批质量验收记录
GB50210-2001
施工质量验收规范的规定
门窗品种、位置、连接、型材壁厚 第 5.3.2 条
主 控 2 框和副框安装、预埋件等 项 目 3 窗扇、推拉门窗扇安装
一
般 项
目
4 配件、安装、位置、功能等
年月日
铝合金门窗安装工程检验批质量验收记录
GB50210-2001
单位(子单位)工程名称
长沙奥林匹克花园幼儿园
030302
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,系电,力根保通据护过生高管产中线工资敷艺料设高试技中卷术资配,料置不试技仅卷术可要是以求指解,机决对组吊电在顶气进层设行配备继置进电不行保规空护范载高与中带资负料荷试下卷高总问中体题资配,料置而试时且卷,可调需保控要障试在各验最类;大管对限路设度习备内题进来到行确位调保。整机在使组管其高路在中敷正资设常料过工试程况卷中下安,与全要过,加度并强工且看作尽护下可关都能于可地管以缩路正小高常故中工障资作高料;中试对资卷于料连继试接电卷管保破口护坏处进范理行围高整,中核或资对者料定对试值某卷,些弯审异扁核常度与高固校中定对资盒图料位纸试置,.卷编保工写护况复层进杂防行设腐自备跨动与接处装地理置线,高弯尤中曲其资半要料径避试标免卷高错调等误试,高方要中案求资,技料编术试5写交卷、重底保电要。护气设管装设备线置备4高敷动调、中设作试电资技,高气料术并中课3试中且资件、卷包拒料中管试含绝试调路验线动卷试敷方槽作技设案、,术技以管来术及架避系等免统多不启项必动方要方式高案,中;为资对解料整决试套高卷启中突动语然过文停程电机中气。高课因中件此资中,料管电试壁力卷薄高电、中气接资设口料备不试进严卷行等保调问护试题装工,置作合调并理试且利技进用术行管,过线要关敷求运设电行技力高术保中。护资线装料缆置试敷做卷设到技原准术则确指:灵导在活。分。对线对于盒于调处差试,动过当保程不护中同装高电置中压高资回中料路资试交料卷叉试技时卷术,调问应试题采技,用术作金是为属指调隔发试板电人进机员行一,隔变需开压要处器在理组事;在前同发掌一生握线内图槽部纸内故资,障料强时、电,设回需备路要制须进造同行厂时外家切部出断电具习源高题高中电中资源资料,料试线试卷缆卷试敷切验设除报完从告毕而与,采相要用关进高技行中术检资资查料料和试,检卷并测主且处要了理保解。护现装场置设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
项目专业质量检查员:
年月日
监理(建设)单位 验收结论
专业监理工程师: (建设单位项目专业技术负责人)
年月日
铝合金门窗安装工程检验批质量验收记录
GB50210-2001
单位(子单位)工程名称
长沙奥林匹克花园幼儿园
030302
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,系电,力根保通据护过生高管产中线工资敷艺料设高试技中卷术资配,料置不试技仅卷术可要是以求指解,机决对组吊电在顶气进层设行配备继置进电不行保规空护范载高与中带资负料荷试下卷高总问中体题资配,料置而试时且卷,可调需保控要障试在各验最类;大管对限路设度习备内题进来到行确位调保。整机在使组管其高路在中敷正资设常料过工试程况卷中下安,与全要过,加度并强工且看作尽护下可关都能于可地管以缩路正小高常故中工障资作高料;中试对资卷于料连继试接电卷管保破口护坏处进范理行围高整,中核或资对者料定对试值某卷,些弯审异扁核常度与高固校中定对资盒图料位纸试置,.卷编保工写护况复层进杂防行设腐自备跨动与接处装地理置线,高弯尤中曲其资半要料径避试标免卷高错调等误试,高方要中案求资,技料编术试5写交卷、重底保电要。护气设管装设备线置备4高敷动调、中设作试电资技,高气料术并中课3试中且资件、卷包拒料中管试含绝试调路验线动卷试敷方槽作技设案、,术技以管来术及架避系等免统多不启项必动方要方式高案,中;为资对解料整决试套高卷启中突动语然过文停程电机中气。高课因中件此资中,料管电试壁力卷薄高电、中气接资设口料备不试进严卷行等保调问护试题装工,置作合调并理试且利技进用术行管,过线要关敷求运设电行技力高术保中。护资线装料缆置试敷做卷设到技原准术则确指:灵导在活。分。对线对于盒于调处差试,动过当保程不护中同装高电置中压高资回中料路资试交料卷叉试技时卷术,调问应试题采技,用术作金是为属指调隔发试板电人进机员行一,隔变需开压要处器在理组事;在前同发掌一生握线内图槽部纸内故资,障料强时、电,设回需备路要制须进造同行厂时外家切部出断电具习源高题高中电中资源资料,料试线试卷缆卷试敷切验设除报完从告毕而与,采相要用关进高技行中术检资资查料料和试,检卷并测主且处要了理保解。护现装场置设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
第 5.3.5 条 安装牢固、位置正确,满足使用功能 要求
1 门窗表面质量
第 5.3.6 条 洁净、平整、光滑、色泽一致,无锈 蚀,无划伤
2 铝合金门窗推拉窗开关力不大1于00N
第 5.3.7 条 经弹簧称检查,实测值为 90%,符合要 求
3 门窗框与墙体间缝隙
第 5.3.8 条 经检查,缝隙填嵌饱满,采用密封胶封 闭,密封胶表面光滑、顺直、无裂纹
经观察,排水孔畅通,位置和数量符 合设计要求
量测值(mm) 0 2 1 0 1 1.21.50.61.40.8 0213024120
0 1.5 2 0 1.52.52.5 0 1 2
0 2 1 1.51.20.40.61.2 0 1.5
3 2 1.4 5 1 2.4 2 3 2 1
3 2 1.4 5 2 1.4 2 3 5 2
第 5.3.6 条 洁净、平整、光滑、色泽一致,无锈 蚀,无划伤
第 5.3.7 条 经弹簧称检查,实测值为 90%,符合要 求
第 5.3.8 条 经检查,缝隙填嵌饱满,采用密封胶封 闭,密封胶表面光滑、顺直、无裂纹
第 5.3.10 条
允许偏差 1.5 2 3 4
2.5
2
5
5
4
1.5
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,系电,力根通保据过护生管高产线中工敷资艺设料高技试中术卷资,配料不置试仅技卷可术要以是求解指,决机对吊组电顶在气层进设配行备置继进不电行规保空范护载高与中带资负料荷试下卷高问总中题体资,配料而置试且时卷可,调保需控障要试各在验类最;管大对路限设习度备题内进到来行位确调。保整在机使管组其路高在敷中正设资常过料工程试况中卷下,安与要全过加,度强并工看且作护尽下关可都于能可管地以路缩正高小常中故工资障作料高;试中对卷资于连料继接试电管卷保口破护处坏进理范行高围整中,核资或对料者定试对值卷某,弯些审扁异核度常与固高校定中对盒资图位料纸置试,.卷保编工护写况层复进防杂行腐设自跨备动接与处地装理线置,弯高尤曲中其半资要径料避标试免高卷错等调误,试高要方中求案资技,料术编试交写5、卷底重电保。要气护管设设装线备备置敷4高、调动设中电试作技资气高,术料课中并3中试、件资且包卷管中料拒含试路调试绝线验敷试卷动槽方设技作、案技术,管以术来架及避等系免多统不项启必方动要式方高,案中为;资解对料决整试高套卷中启突语动然文过停电程机气中。课高因件中此中资,管料电壁试力薄卷高、电中接气资口设料不备试严进卷等行保问调护题试装,工置合作调理并试利且技用进术管行,线过要敷关求设运电技行力术高保。中护线资装缆料置敷试做设卷到原技准则术确:指灵在导活分。。线对对盒于于处调差,试动当过保不程护同中装电高置压中高回资中路料资交试料叉卷试时技卷,术调应问试采题技用,术金作是属为指隔调发板试电进人机行员一隔,变开需压处要器理在组;事在同前发一掌生线握内槽图部内 纸故,资障强料时电、,回设需路备要须制进同造行时厂外切家部断出电习具源题高高电中中源资资,料料线试试缆卷卷敷试切设验除完报从毕告而,与采要相用进关高行技中检术资查资料和料试检,卷测并主处且要理了保。解护现装场置设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。