手机上盖UG注塑模具设计实例
基于UG手机保护壳注塑模具设计
摘要根据塑料制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,考量塑件制件尺寸。
本模具采用一模二腔,直浇口进料,注射机采用HTF80XB 型号,设置冷却系统,CAD和UG绘制二维总装图和零件图,选择模具合理的加工方法。
附上说明书,系统地运用简要的文字,简明的示意图和和计算等分析塑件,从而作出合理的模具设计。
关键词:机械设计;模具设计;CAD绘制二维图;塑件。
AbstractTo understand the use of plastic parts in accordance with the requirements of the plastic products, analysis of the technical requirements of the plastic parts of the process, dimensional accuracy, select the workpiece size of the plastic parts. The mold using a sprue gate feed injection machine adopts TOSHIBA the EC40-Y models, and set a cooling system, CAD and UG drawing two-dimensional assembly diagram and parts diagram, reasonable mold processing methods. Attach a manual, use brief text, a concise diagram and calculated analysis of plastic parts, in order to make a reasonable mold design.Keywords: mechanical design; mold design; CAD drawing two-dimensional map; molde目录第1章绪论 (1)1.1 塑料简介 (1)1.2 注塑成型及注塑模 (2)第2章塑料材料分析 (3)2.1 塑料材料的基本特性 (4)第3章塑件的工艺分析 (6)3.1 塑件的结构设计 (3)3.2 塑件尺寸及精度 (3)第4章注射成型工艺方案及模具结构的分析确定 (9)4.1 浇口种类的确定 (9)4.2 型腔数目的确定 (10)4.3 注射机的选择和校核 (10)4.3.1注射量的校核 (11)4.3.2塑件在分型面上的投影面积与锁模力的校核 (12)4.3.3模具与注射机安装模具部分相关尺寸校核 (12)第5章注射模具结构设计 (12)5.1 分型面的设计 (12)5.2 型腔的布局 (12)5.3 浇注系统的设计 (13)5.3.1浇注系统组成 (13)5.3.2主流道的设计 (14)5.3.3分流道的设计 (14)5.3.4浇口的设计 (15)5.3.5冷料穴的设计 (15)5.4注射模成型零部件的设计[7] (16)5.4.1成型零部件结构设计 (17)5.4.2成型零部件工作尺寸的计算 (17)5.5排气结构设计 (17)5.5.1 凹模宽度尺寸的计算 (17)5.5.2 凹模长度尺寸的计算 (18)5.5.3 凹模高度尺寸的计算 (18)5.5.4 凸模宽度尺寸的计算 (19)5.5.5 凸模长度的计算 (20)5.5.6凸模高度尺寸的计算 (21)5.6脱模机构的设计 (21)5.6.1脱模机构的选用原则 (22)5.6.2脱模机构类型的选择 (23)5.6.3推板机构具体设计 (23)5.7直向抽芯机构类型选择 (24)5.7.1滑块直抽芯机构设计 (25)5.8斜推杆的设计 (26)5.9斜推杆的设计要点 (27)5.10斜推杆倾斜角的确定 (29)总结 (29)致谢 (24)参考文献 (25)第1章绪论模具制造是国家经济建设中的一项重要产业,振兴和发展我国的模具工业,日益受到人们的重视和关注。
基于UG的手机外壳注塑模设计.

毕业设计(论文)正文基于UG的手机外壳注塑模设计2012年 6 月10 日┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊基于UG的手机外壳注塑模设计摘要:本文以手机外壳注塑模具设计为例,介绍了基于UG注塑模具的设计方法与流程,包括注塑工程分析、模具设计:确定型腔数目并选择注塑机, 分型面设计,及成形方案浇注系统设计。
采用热流道系统, 提高了塑件表面质量及成型效率,达到充分利用资源,节约能源的目的。
另外介绍滑块抽芯、模架加载、脱模机构设计和冷却系统的设计,并叙述了模具的工作过程。
叙述UG对模具进行结构设计的优势,采用UG软件进行手机外壳注塑模设计,可大大缩短设计时间,降低设计成本,提高设计精度和效率,对同类产品的设计具有一定的参考价值。
关键词:UG;热流道;滑块抽芯┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊Design of injection mold for mobile phone front coverbased on UGAbstract:Chosen the mobile phone front cover , paper introduced the method of the injection mould design based on UG,and it include molded plastic engineering analysis,mould design:fixing the number of cavity,selecting the right injection machine and creating parting surfaces, make the shape scheme,this is contained total structure design,by hot runner system, improve the surface quality and moldings efficiency, make full use of resource save energy .Besides, slider lifter, dividing a design for face ,sprinkling to note the system design, state-listed, take off design and cool system design ,Further,mold working process introduce. The process of auto-optimization design of mould structure, the process of design based on UG soft ware can greatly shorten the time and lower the cost, improve the precision and efficiency. It can be certain reference to the design of similar products.Keywords: UG;Hot runner;Slider lifter┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录第1章概述 (1)1.1设计项目概述 (1)1.2模具工业在国民经济中的地位 (1)1.3我国模具技术的现状及发展趋势 (2)第2章塑件成型工艺分析 (4)2.1手机外壳结构分析 (4)2.1.1 塑件几何形状的设计 (4)2.2ABS的性能及其注射工艺分析 (5)2.2.1 注射成型过程 (5)2.2.2 ABS的注射工艺参数 (5)2.2.3 ABS成型塑件的主要缺陷及消除措施 (6)第3章模具结构形式和注射机的确定 (7)3.1分型面及型腔数目的确定 (7)3.2注射机的选取和校核 (8)3.2.1 选择注射机所需参数计算 (8)3.2.2 选择注射机 (9)3.2.3 校核注射机有关工艺参数 (9)第4章模具结构设计 (11)4.1成型零件的结构设计 (11)4.2成型零件工作尺寸及其校核 (12)4.2.1 成形零件的工作尺寸设计 (12)4.2.2 模具型腔侧壁和底板强度、刚度的校核 (12)4.3成型零件材料的选用 (14)4.3.1 模具选材原则 (14)4.3.2 塑料模具材料的确定 (15)4.4 模架的确定 (15)4.4.1 模架的选择 (15)4.4.2 模架尺寸的确定及校核 (15)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊4.5浇注系统 (16)4.5.1 添加定位圈 (16)4.5.2 流道的设计 (17)4.5.3 浇口的设计 (18)4.6 脱模机构的设计 (19)4.6.1 添加推杆 (19)4.6.2 脱模机构的导向与复位 (20)4.6.3 添加侧抽型机构 (21)4.7排气系统的设计 (23)4.8温度调节系统的设计 (23)4.8.1加热系统 (23)4.8.2 冷却系统 (24)4.9模具装配及其工作过程 (26)4.9.1 模具装配结构图 (26)4.9.2 模具工作过程 (27)总结 (28)致谢 (29)参考文献 (30)附录 (31)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第1章概述1.1 设计项目概述塑料——人类目前使用的第一大类材料,其使用范围已远远超过其他原始材料的使用。
手机上盖注塑模具设计(Nokia)PROE

手机上盖注塑模具设计(Nokia)PROE本次毕计业设的题目是:手机上壳的塑件注射模。
本次设计主要是通过对塑件的形状、尺寸及其精度的要求来进行注射成型工艺的可行性分析。
塑件的成型工艺性主要包括塑件的壁厚,斜度和圆角以及是否有抽芯机构。
通过以上的分析来确定模具分型面、型腔数目、浇口...<P>本次毕计业设的题目是:手机上壳的塑件注射模。
本次设计主要是通过对塑件的形状、尺寸及其精度的要求来进行注射成型工艺的可行性分析。
塑件的成型工艺性主要包括塑件的壁厚,斜度和圆角以及是否有抽芯机构。
通过以上的分析来确定模具分型面、型腔数目、浇口形式、位置大小;其中最重要的是确定型芯和型腔的结构,例如是采用整体式还是镶拼式,以及它们的定位和固紧方式。
此外还分析了模具受力,脱模机构的设计,合模导向机构的设计,冷却系统的设计等。
最后绘制完整的模具装配总图和主要的模具零件土及编制成型零部件的制造加工工艺过程卡片。
(所有权: 毕业设计网QQ:) <BR>关键词:分型面、浇口、型腔,型芯,镶块,脱摸力,潜伏浇口。
<BR><BR>Abstract:This graduate that design is:The movetelephone that shout the Battery door injects the mold.This design primarily passesesto piece viability assessment for request for of shape, size and its accuracy coming proceeding injecting type craft.the piece the wall for of type craft primarily including the piece is thick, slope and circle angle and whether to have core-pulling or not mechanism.Pass the above analysis to come the certain molding tool cent the type the surface, type the number, gate the form, place the size;The among them and most important is a certain type core and the construction of the type , for example adopt the whole the type of type still , and their fixed position and tight way of .In addition and still analyzed the molding tool to suffer force, mold that design that the design of the pattern draw mechanism, match the design etc. to lead to the mechanism, cooling system.Finally draw the production that complete molding tool assemble the general drawing sum the soil and establishment of prinipal molding tool parts type zero the parts process the craft process the card. <font color='#9a9a9a'></font> <BR>Key phrase: parting line,the gate, cavity,core,mold insert,<BR>ejection force,submarinegate.<BR>概 论<BR>模具是工业生产中的重要工艺装备模具工业是国民经各部门发展的重要基础之一。
手机上盖注塑模具设计.pdf

1. 引言1.1课题的依据和意义随着科学的发展,各种产品的更新换代速度越来越快,而产品的更新是以新产品的造型设计和模具的设计、制造与更新为前提的。
模具的设计是模具更新的基础,模具设计工作与产品的更新信息相关。
传统的手工设计模式已经不能很好地适应时代的需要,计算机辅助设计与制造已成为许多大型CAD/CAM/CAE软件追求的目标。
而在众多辅助设计制造软件中,Unigraphics 软件是当今世界较先进、面向制造业的综合软件。
该软件的功能覆盖了整个产品的开发过程,即覆盖了从概念设计、功能工程、工程分析、加工制造到产品发布的全过程,在模具、航空、汽车、机械、电器电子等各工业领域的应用非常广泛。
UG软件在产品造型、注塑模设计和冲压级进模设计中的应用,将体现该软件在产品造型和模具设计中的强大功能,展现它的灵活性和工程设计严谨性的特点和优点。
1.2注塑模具CAD技术概述CAD(Computer Aided Design)技术的应用,使得设计人员在设计过程中,能够充分发挥计算机的强大算术逻辑运算功能、大容量信息存储与快速信息查找的能力,完成信息管理、数值计算、分析模拟、优化设计和绘图等项任务;让设计人员能够集中精力进行更有效的创造性思维,从而更好地完成从设计方案的提出、评价、分析模拟与修改到具体设计实现的设计全过程。
注塑模具CAD技术是指在注塑模具设计过程中采用CAD系统来辅助设计人员进行模具设计,以便提高模具设计的水平和效率。
注塑模具CAD系统是在通用CAD系统的基础上,加载了注塑模具知识和设计经验模块,支持注塑模具设计的基本流程。
1.2.1注塑模具CAD技术发展背景传统的注塑模具设计依靠设计人员的经验进行,模具设计加工以后往往需要经过反复的调试和修改才能正式投入生产,发现问题后,不仅要重新调整工艺参数,甚至要修改塑料制品和模具的设计。
这种设计方式制约了新产品的开发,随着塑料工业的飞速发展,人们对塑料制品质量要求越来越高,且产品更新快,价格越来越低,市场竞争激烈,在这种情况下,对模具的要求是交货期短、质量好、价格低。
手机上盖凸模加工实例

手机上盖凸模数控加工实例导读本章将详细介绍手机上盖凸模的加工过程。
手机上盖是塑料件,用塑料膜成型,凸模型模如图16-1所示。
在介绍具体的加工步骤之前,首先对该例做一详细分析。
图16-1 手机上盖凸模16.1实例分析16.2设计流程与加工方案16.3基础知识点16.4具体加工步骤16.5本章小结16.6本章习题16.1实例分析1. 实力整体分析。
手机上盖下模结构比较复杂。
有很多地方比较难加工。
分析手机上盖凸模模型,可以看到上面有一些窄槽,这些窄槽不适合用数控加工,一般采用电火花加工。
需要电火花加工的地方如图16-2所示。
另外模具模型的表面特征还有一些棱边,使用数控加工的方法做不到,这些地方也需要进行电火花加工。
图16-2需要电火花加工的地方2.加工工艺分析手机注塑模具一般是钢件,硬度约在HRC=45左右,可以直接加工,不需要退火处理。
毛胚为290mm×160mm×48mm,六面平整。
加工原点设置在毛胚上表面的正中间,如下所示X轴:毛胚模型的中心Y轴:毛胚模型的中心Z轴:毛胚模型的上表面3.技术难点分析(1)确定哪些地方需要电极加工,然后拆电极。
(2)比较窄的地方加工,需要几次粗加工,两次粗加工采用IPW(3)半精加工和精加工所用的刀具直径都比较小,所以主轴转速都比较大,该模具放在高速机上加工比较合适。
16.2设计流程与加工方案1.生成导轨的编程步骤生成刀位轨迹的编程步骤如图16-3所示。
图16-3 UG生成刀位轨迹的流程图2.加工方案具体的加工方法如下粗加工:20的立铣刀,型腔分层铣削,每层铣削0.5mm,加工余量0.2mm。
二次粗加工:3的立铣刀,型腔分层铣削,每层铣削0.5mm,加工余量0.2mm。
半精加工:8R1的立铣刀,轮廓铣削,加工余量为0.08mm。
半精加工:4R2的立铣刀,轮廓铣削,加工余量为0.08mm。
表面精加工:120的立铣刀,平面铣,加工余量为0mm。
曲面精加工:12R6的立铣刀,固定轴曲面轮廓铣,加工余量为0mm。
手机壳注塑模具设计
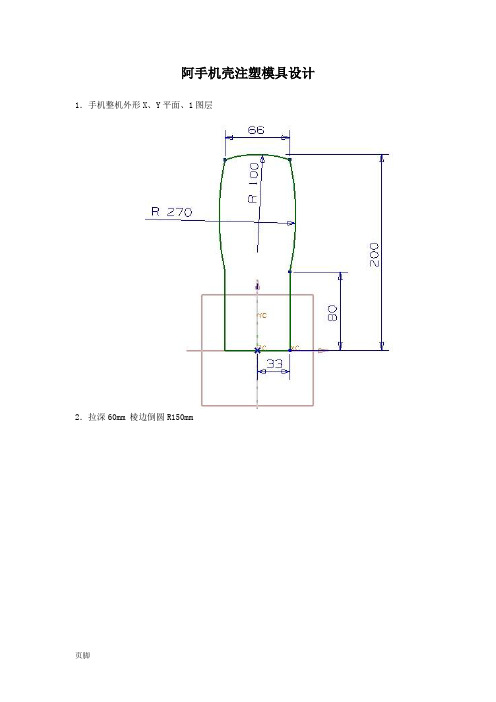
阿手机壳注塑模具设计1.手机整机外形X、Y平面、1图层2.拉深60mm 棱边倒圆R150mm3.手机后壳的侧面外形轮廓线草图Y、Z平面、1图层4.绘制面壳外形扫描曲面的剖面草图X、Z平面、1图层5.截面扫描,曲面缝合、1图层6.分割体边倒圆 R10 R12、将1图层实体移至3图层7.手机中间机芯固定架草图、1图层、Y、Z平面8.手机中间机芯固定架实体(拉深-100mm-100mm)、将1图实体移至4图层9.手机中间机芯固定架:手机整机外形实体和中间机芯固定架实体求交集、抽壳2.5mm 5图层(先将3、4图层内的实体复制到5层)10、手机后壳实体建模:3层实体复制到6层,建平行于XY的平面,向上偏置14 mm,用基准平面修剪实体保留下部分11、手机后壳实体倒拔模,以上表面为参考,Z负方向拔模,角度5度、6层12、手机后壳实体减中间实体,底面边倒圆R6,抽壳1.5mm、6层(将4图层实体复制到6层)13、后壳配合处舌头,最里边,-Z方向、6层14、舌头实体两端面向外偏置2mm,执行布尔减运算,得后盖实体、6层15、手机前壳实体: 7层(3层复制到7层)16、手机前壳实体:4层复制到7层,执行减运算17、前壳显示屏:XY平面绘制草图18、建上边面的偏置面(向下偏置2mm)19、将圆弧向上投影(顶端圆弧投影到上表面,中间直线,下端圆弧投影到偏置面)20、创建自由曲面(通过曲线)21、自由曲面拉伸30mm22、显示屏部分裁减23、轮廓拔模(450)24、轮廓倒角R525、前壳实体抽壳1.5mm26、前壳按键草绘XY面椭圆45度 60度27、按键实体拉深,然后作减运算28、按键特征阵列29、创建手机前壳加强筋:复制5条参考线ZC方向20mm30、创建手机前壳加强筋:用拉深指令,布尔加31、手机整体外形。
基于UG的手机后盖的模具设计
基于UG平台的手机后盖的模具毕业设计摘要注射成型是热塑性塑料成型的主要方法之一,可以一次成型形状复杂的精密塑件。
本设计是手机后盖塑料模具的设计,对零件结构进行了工艺分析,采用ABS作为塑件的材料。
采用单分型面,根据模具的型腔数目以及最大注塑量、注射压力、锁模力、模具的安装尺寸等因素选择了注射机,选择成型零部件的尺寸;采用扇形浇口;利用直导柱导向,斜滑顶杆顶料,斜滑顶杆侧抽,同时完成侧抽和顶出完成脱模,并对模具的材料进行了选择,如此设计出的结构可确保模具工作运行可靠。
对模具结构与注射机的匹配进行了校核。
用UG绘制出模具三维图形及AutoCAD绘制了一套模具装配图和零件图,最后利用UG对型芯和型腔进行了加工仿真,制定了符合要求的数控加工工艺过程。
关键词:手机后盖;UG;扇形浇口;数控加工;ABS;注塑模具;Injection molding is one of the key ways of thermoplasticity plastic molding which can mold precise plastic part with complex shape. The design is a plastic mould design of the back over of mobile, which analysis part structural with ABS as the material of plastic part. The design adopt single parting surface, choose injection machine, the dimension of molding parts according to the factors of the number of molding die cavity and the maximum injection, injection pressure, locking force and so on, adopt fan gate, use straight guide pillar guiding, slanting ejector to eject materials and side core pulling to side core pulling and ejecting, and choose the materials of mold, which can ensure the reliability of molding. This paper check the matching of the structure of molding and injection machine, draw the three dimension of molding with UG a set of molding assembly drawing and part drawing with AutoCAD, utilize UG to simulate machining of mould core and mould cavity and make qualified working process of numerical control.Key words: the back over of mobile UG fan gate numerical control ABS Injection mold:目录1绪论 (1)1.1模具发展的现状 (1)1.2存在问题和主要差距 (3)1.3发展展望 (4)1.4UG的发展 (4)1.5UG的特点 (5)1.6本毕业设计课题的任务、要求、技术难点及要达到的预期效果 (6)2材料与塑件分析 (7)2.1塑件分析 (7)2.2塑件材料分析 (8)2.3确定塑件设计批量 (9)2.4计算塑件的体积和质量 (9)3选择塑件的分型面 (11)4标准件的选择 (12)4.1标准模架的选取 (12)4.2标准紧固件的选用 (13)5 注塑机的选择 (13)5.1注塑机的概述 (13)5.2注塑机的选择 (15)5.3注塑机的参数校核 (15)5.3.1最大注塑量校核 (15)5.3.2注射压力校核 (15)5.3.3锁(合)模力校核 (16)5.3.4模具安装尺寸的校核 (17)5.3.5开模行程的校核 (17)6 浇注系统的设计 (18)6.1概述 (18)6.2流道设计 (19)6.2.1主流道设计 (18)6.2.2分流道设计 (19)6.2.3冷料穴和拉料杆的设计 (21)6.3浇口设计 (21)7 冷却系统的设计 (23)7.1冷却时间计算 (23)7.2冷却参数计算 (24)7.3冷却回路的设计 (26)8顶出和导向机构的设计 (27)8.1顶出机构的设计 (27)8.1.1顶出机构的分类 (27)8.1.2顶出机构的设计原则 (27)8.1.3顶出机构的基本形式 (27)8.2导向机构的设计 (29)8.2.1导柱和导套的设计 (29)8.2.2导柱和导套在模板上的布置 (30)8.3复位机构的设计 (30)8.3.1复位杆复位 (31)8.3.2弹簧复位和顶杆兼作复位 (31)9成型零件的设计 (32)9.1凹模的设计 (32)9.2凸模的设计 (32)9.3成型零件工作尺寸计算 (32)1 绪论1.1模具发展的现状从第一个塑料产品赛璐珞诞生算起,塑料工业迄今已有120年的历史。
手机壳注塑成型工艺与模具设计
手机壳注塑成型工艺与模具设计随着经济全球化的不断深化,模具工业在国民经济中起着越来越重要的作用。
本设计是对手机壳进行设计,从零件的尺寸确定到模具设计完成一个较为完整的塑料模具设计过程。
本套模具浇口采用点浇口,因为塑件内侧具有凸出部分,本模具采用了斜撑销结构,实行了较为简单形式的塑件的成型和推出。
标签:手机壳;注塑模;模具设计1 概述近年来,随着制造行业的不断发展,塑料模具在模具行业中所占比例持续上升。
相信塑料模具的发展对我国的经济发展以及生产技术的提高会产生极其巨大的影响[1]。
2 手机外壳的注塑模具设计2.1 产品功能分析图1为手机壳立体图,上方凹槽功能是为耳机孔及开锁屏键预留,下方凹槽是为外置扬声器和数据线接口开槽。
左侧开槽是为音量键预留位置,其背面圆形孔是为Logo标志而设计,而矩形圆槽则是为摄像头孔。
2.2 成型工艺分析采用一般精度等级5级,大批量生产。
该塑件壁厚约为1.5mm,考虑到壳体浅,且手机壳内部凸出的部分小于5%的凸起,塑料件的脱模设计为强制脱模。
2.3 塑料的选材及性能分析手机壳,常用手触摸,必须耐酸、对电绝缘,化学稳定性好,故选成形材料为丙烯腈-丁二烯-苯乙烯(ABS)[2]。
3 模具设计方案确定3.1 分型面确定本模具在手机壳四周框处进行分型,分型面与开模方向垂直。
3.2 型腔数量确定及排列形式一般认为,每增加一个型腔,制品尺寸的精度会降低4%。
根据公式N-24,经计算初定本套模采用一模两腔。
4 模具设计4.1 注塑机选择4.1.1 注射量计算ABS平均密度为1.09,平均收缩率为0.55%。
通过UG分析功能的测量体,得塑件体积V塑=12.56cm3塑件质量:浇注系统质量:故总体积和总质量:4.1.2 注射机型号选定根据以上计算初步选XS-Z-60/50型卧式注射机。
4.1.3 型腔数量校核(1)根据注射机的最大注射量校核型腔数2.91>2,符合要求。
(2)由注射机料筒塑化速率校核型腔数量145.9>2,符合要求。
(2021年整理)基于UG的手机面板模具设计及加工
基于UG的手机面板模具设计及加工编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(基于UG的手机面板模具设计及加工)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为基于UG的手机面板模具设计及加工的全部内容。
基于UG的手机面板模具设计及加工[摘要]:本设计主要是手机面板的模具设计,熟练掌握UG建模、注塑、加工各项功能.通过手机的建模,对手机面板的分析,建立分型面和型芯型腔,进而设计出手机面板模具。
通过模具的分析,进行仿真加工,最终得到加工代码。
[关键词]:塑料成型,注塑、手机面板、模具、UG、设计、型芯、型腔、仿真、分型面、模架、顶杆、加工、凸模、凹模、刀具、粗加工、半精加工、精加工、轮廓线Design Topic: Based on UG Phone Panel Mould Designand Processing[Abstract]: This design is mainly phone panel mould's design。
Master the modeling injection processing of UG.Through building the phone panel mould and analysising it。
Build parting surface cores and carity。
Then design the phone panel mould.Through master the phone panel mould。
Making simntting processing.Finally get the NC code.[Key Words] : Lastic Molding, Plastic Injection, Phone Panel, Mould,UG, Design, Cores, Cavity, Simulation, Parting Surface, Formwork,Plunger, Processing, The Punch, Concave Die, Knives, Rough Machining, Half Machining, Machining, Contour Line目录第一章绪论 (1)1。
模具毕业设计5NOKIA8210 手机外壳上盖注塑模具设计
目录目录 (1)中文摘要 (3)Abstract (3)第一章绪论 (4)第二章零件一的设计 (6)2.1 零件材料的选择及性能 (6)2.2 注射机的选择 (7)2.2.1 注射量确定 (7)2.2.2 脱模力确定 (7)2.2.3 成型压力 (7)2.3 标准模架的选择 (8)2.3.1 模架尺寸选择 (8)2.3.2 模具闭合高度校核 (8)2.4 浇注系统的设计 (8)2.4.1 浇注系统的设计原则 (9)2.4.2 主流道的设计 (9)2.4.3 分流道的设计 (9)2. 4.4 浇口形式... (9)2.5 成型零件的设计 (10)2.5.1 型腔分型面设计 (10)2.5.2 排气槽的设计 (10)2.5.3 成型零件设计 (10)2.6 脱模机构的设计 (13)2.6.1 脱模力计算 (13)2.6.2 推杆的设计 (14)2.7 侧向分型和抽芯机构的设计 (14)2.8 复位机构和导向机构的设计 (15)2.8.1 复位机构设计 (16)2.8.2 导向机构设计 (16)2.9 塑模温控系统设计 (16)2.9.1 塑模温控制系统设计 (16)2.9.2 冷却装置系统的设计要点 (16)2.9.3 冷却系统的计算 (17)第三章零件二的设计 (19)3.1注射机的选择 (19)3.1.1 注射量确定 (19)3.1.2 锁模力确定 (19)3.1.3 成型压力 (19)3.2 标准模架的选择 (20)3.2.1 模架尺寸选择 (20)3.2.2 模具闭合高度校核 (20)3.3 浇注系统的设计 (20)3.3.1 浇注系统的设计原则 (20)3.3.2 主流道的设计 (20)3.3.3 分流道的设计 (21)3.3.4 浇口形式 (21)3.4 成型零件的设计 (21)3.4.1 型腔分型面设计 (21)3.4.2 排气槽的设计 (21)3.4.3 成型零件设计 (21)3.5 脱模机构的设计 (24)3.5.1 脱模力计算 (24)3.5.2 推杆的设计 (25)3.6 复位机构和导向机构的设计 (26)3.6.1 复位机构设计 (26)3.6.2 导向机构设计 (26)3.7 塑模温控系统设计 (26)第四章加工程序. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .274.1 凸模加工程序. . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . .154.2 凹模加工程序. . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . .43第五章鸣谢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.3.2设计区域
步骤1:单击注塑模向导的模具分型按钮 ,会弹出模具分型工具栏, 步骤2:选择区域分析按钮,弹出检查区域对话框。 步骤3:点击计算。
湘潭大学专用
步骤4:切换倒区域选项卡,单击设置区域颜色,可以直观的观察到型芯 ,型腔和未定义区域的颜色。 步骤5:通过分析,分别把未定义区域分配到型芯区域和型腔区域,直至未定义 区域为0. 步骤6:去掉设置选项中的内环,分型边,和不完整环, 前面的勾选,单击应用。
击确定,创建草图为长为80的直线。
步骤3:在流道的对话框中单击确定。
பைடு நூலகம்湘潭大学专用
总结:
模具中还有浇口和冷却系统等还未设置(主要是太难了) 模具设计中的尺寸和位置存在较大误差和错误,希望可以容忍 和原谅。 (因为低版本UG打不开高版本的prt文件所以另存为xt文件)
手机三维实体设计完把文件命名为shouji.xt
湘潭大学专用
2.5.3添加顶杆
步骤1:选择标准对话框的Ejectiong,完成如右图的参 数设置:,点击确定。
步骤2:点击确定之后弹出点对话框,来确定顶杆的位 置,依次输入(55,30)(-55,30),(55,-30) (-55,-30),(40,0),(-40,0)。
湘潭大学专用
步骤3:单击注塑模向导上的顶杆后处理按钮 步骤4:按照右图设置参数,点击应用。
2.
2.分型面如果不是平面,系统不会自动
3.
生成分型面,需要编辑引导线辅助分
4.
型,或者进行手动分模。
湘潭大学专用
2.3.5定义型腔和型芯
步骤1:单击模具分型工具上的定义型腔 和型芯按钮 ,选择型腔区域后单击应用。 步骤2:返回之后,选择型芯区域,单击 应用。
湘潭大学专用
返回
2.4添加模架
步骤1:单击注塑模向导工具条上的模架库 系统弹出模架设计对话框。 步骤2:设置模架参数 步骤3:单击应用。 (注意:因为工件和动模板和定模板不配合
湘潭大学专用
1.2.2拉伸主体
步骤1:选择箭头所指的XC-YC草图曲 线,作为拉伸草图截面。 步骤2:设置拉伸直至选定对象。 步骤3:选择箭头所指的拉伸曲面,指 定对象。
湘潭大学专用
1.2.3抽壳
步骤1:单击抽壳按钮。 步骤2:用鼠标选取箭头所指的底面。 步骤3:设置抽壳参数。
湘潭大学专用
1.2.4拉伸切割主体
步骤2:在出现的工件对话框选择确定。
(注意:工件大小软件会自动生成,如
果要自定义工件大小,则在尺寸框中填
如尺寸。)
湘潭大学专用
返回
2.3.1补片
步骤1:单击注塑模工具 按钮弹出注塑模 具工具栏,选择边缘修补按钮。 步骤2;设置边缘修补参数。 (注意,如果工件没有通孔,破面,则不需 要补片。
湘潭大学专用
湘潭大学专用
2.3.3定义区域
步骤1:单击模具分型工具上的定义区域按钮 , 系统弹出左图所示对话框。 步骤2:选择所有面,勾选创建区域和创建分型线。 步骤3:单击应用。
湘潭大学专用
2.3.4设置分型面
步骤1:单击模具分型工具上的设计分型面 ,系统
弹出左图所示对话框。
步骤2:单击确定。
1.
(注意:1.分型面必须大于工件尺寸。
湘潭大学专用
步骤2:单击初始化项目。 步骤3:设置初始化项目各参数。 (注意:材料,收缩率由实际 情况而定。)
湘潭大学专用
返回
2.2.1 设置模具作品系
步骤1:在注塑模向导中,单击模具 CSYS按钮。 步骤2:设置模具CSYS各参数。
湘潭大学专用
2.2.2创建工件
步骤1:在注塑模向导中单击工件按钮。
需要重新设计尺寸)
湘潭大学专用
步骤4:单击模架设计的编辑模架按钮 ,弹出对话框。 步骤5: 鼠标选取定模板,尺寸设计为36,单击应用。 步骤6:重复步骤5,改为选取动模板。
湘潭大学专用
步骤7:单击注塑模向导上的工件按钮。 步骤8:设计工件尺寸参数如下图所示。 步骤9:点击确定。
湘潭大学专用
返回
2.5.1添加定位圈
shouji.xt
注塑模具设计完把文件命名为mojiu.xt
湘潭大学专用
mojiu.xt
返回
手机上盖注塑模具设计
1.手机上盖三维实体设计
1.1绘制草图 1.2拉伸草图 1.3倒圆角
2.注塑模具设计
2.1初始化项目 2.2创建模具坐标和工件 2.3模具分型 2.4添加模架 2.5添加标准件 2.6浇注系统的创建
3.总结
湘潭大学专用
1.1绘制草图
1.1.1绘制XC-ZC平面草图,按照下图所示步骤进行操作。
步骤1:单击注塑模向导中的标准部件库按钮 , 会弹出标准件管理对话框。 步骤2:如右图一样设置各参数,单击应用。 (注意:定位圈与模架是一 一配套。)
湘潭大学专用
2.5.2添加浇口套
步骤1:选择标准件管理中的HASCO-MM下的injection。 步骤2:如右图一样设计浇口套各参数。 步骤3:单击应用。
湘潭大学专用
1.1.2 绘制XC-YC平面草图1,按照下图所示步骤进行操作。
湘潭大学专用
1.1.3绘制XC-YC平面草图2,按照下图所示步骤进行操作。
湘潭大学专用
返回
1.2.1拉伸曲面
步骤1:单击特征工具条上的拉伸按钮。 步骤2:选择箭头所指的XC-ZC草图曲 线,作为拉伸草图截面。 步骤3:设置拉伸命令参数。
,弹出对话框。
湘潭大学专用
步骤6:单击注塑模向导上的腔体按钮 ,弹出对话框。 步骤7:推板固定板,动模板和型芯为目标,修剪完成的顶杆为刀具。 步骤8:点击确定,完成腔体的创建。
湘潭大学专用
返回
2.6浇注系统
步骤1:单击注塑模向导上的流道按钮
,弹出
对话框,在引导线中选择创建草图。
步骤2:设置草图参数,设置离原点距离为20,单
步骤1:单击特征工具条上的拉伸按钮。 步骤2:选择箭头所指的XC-YC草图曲线, 作为拉伸草图截面。 步骤3:设置拉伸命令参数。
湘潭大学专用
1.3.1倒R3圆角
按照下图所示操作
湘潭大学专用
1.3.2倒R2圆角
按下图所示步骤操作
湘潭大学专用
2.1初始化项目
步骤1:打开开始按钮的注塑模向导。 (注意,注塑模向导外挂需要另外下载)