siemens pro 中文说明书 西门子贴片机如何编程 必看
SIEMENS贴片机的操作指南
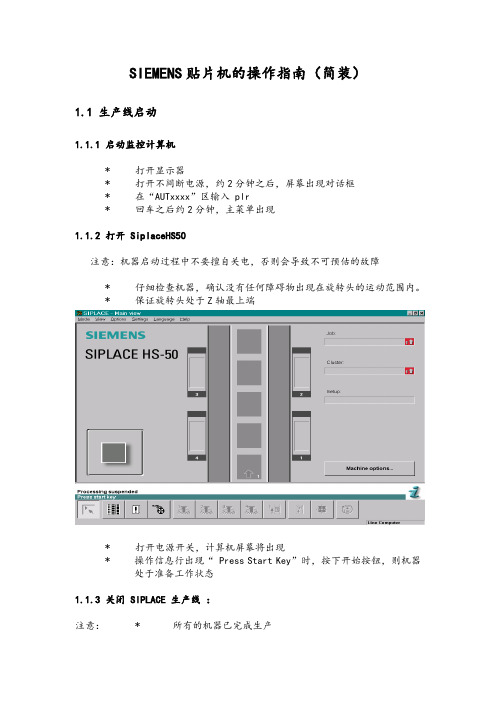
SIEMENS贴片机的操作指南(简装)1.1 生产线启动1.1.1 启动监控计算机* 打开显示器* 打开不间断电源,约2分钟之后,屏幕出现对话框* 在“AUTxxxx”区输入 plr* 回车之后约2分钟,主菜单出现1.1.2 打开 SiplaceHS50注意:机器启动过程中不要擅自关电,否则会导致不可预估的故障* 仔细检查机器,确认没有任何障碍物出现在旋转头的运动范围内。
* 保证旋转头处于Z轴最上端* 打开电源开关,计算机屏幕将出现* 操作信息行出现“ Press Start Key”时,按下开始按钮,则机器处于准备工作状态1.1.3 关闭 SIPLACE 生产线:注意:* 所有的机器已完成生产* 旋转头处于Z轴最上端* 吸嘴上没有任何元件* 旋转头处于等待位置1.1.3.1 关闭监控计算机注意:必须按下列步骤关闭监控计算机,不能简单地关掉UPS电源否则系统有可能出现故障.* 将光标移到屏幕的右边, 光标将变成十字线* 按下鼠标左键, 屏幕出现下拉式菜单* 继续按下鼠标左键,将光标移到“shut down”处, 屏幕将出现Really shut down?Yes No* 点中“yes” , 监控计算机将关闭所有程序. 然后屏幕出现Safe to power ofPress any key to reboot* 关闭 UPS 及显示屏1.1.3.2 关闭SIPLACE* 必须在监控计算机完全关闭之后才能关闭贴片机* 不要在机器执行命令时关闭贴片机* 不要在机器打板子时关闭贴片机* 不要在计算机启动过程中关闭贴片机* 应在机器处于等待状态时关闭贴片机1.2 操作指南1.2.1 SIPLACE HS50 屏幕组成 (用户级别: operator)(1) 为机器控制按钮包含以下功能状态:1. 执行2.停止执行3. 继续执行4.终止执行(2) 程序名及 PCB P/N(3) 机器选项,可在这里选择贴装头子,以及设置首功阻挡等功能(4) 错误信息及机器状态栏。
西门子贴片机培训手册 操作员标准技能培训教材

2
1.紧急停止按钮:安装在操作员触手可及的位置,用于紧急状态下的紧
急停机; 2.防护挡板:安装在机器左右两侧及PCB进/出口,防止机器在运行时
,操作员的手伸入机器内;
3.机盖:内置互锁,当需开盖时,按下暂停键,并且确保你操作的机器 “互锁”处于有效状态。
27
注意事项
图片 操作过程 危险/风险 注意事项 开机前确保:
B
Feeder保护盖
22
注意事项
1. 在生产前应用碎布清洁机器表面的灰尘,注意不能用IPA酒精擦 洗塑料机盖表面,不得在机盖上乱涂乱画,不得将任何杂物堆放 在塑料机盖上. 2. 清洁供料台上,供料器表面以及磁性轨道上散落的零件.抛料盒 内的物料检完后,应放回原处,并用螺母将其锁紧. 3. 机器运行过程, 不可将身体的任何一部分伸入机器内.任何与 机器无关的工具一律不准放入机器内.发生人身安全事故时, 应 立即按下“紧急停止”开关, 但无紧急情况不得乱按紧急开关. 4. 在每次换料时, 操作员应大概的估算此盘物料的用量,可用时 间, 如在续料时发现此物料的实际用量和可用时间有较大的差 异时, 应立即停机检查此物料供料器的步距. 装新料前面多 余的料带应用 剪刀剪断!
深圳市赛思灵科技公司操作员标准技能培训教材
SIEMENS P&P machine training manual 西门子贴片机培训手册
L&D Development Approval : Engineering Approval: Used by MBU Approval:
Name: Title: Date:
20
关机
1. 在关机前先检查机器内的PCB 是否已贴装完毕.
2. 在主画面中 "MODE" 菜单中选取 "SHUT DOWN" 项目栏, 敲 "ENTER" 键, 机器会自动关闭电脑, 当屏幕显示"it is now safe to turn off your computer" 时, 将电源关闭.
(Siemens)西门子贴片机培训教材
SIPLACE 培训教材SIPLACE Training Material目录一、课程目标 (2)1.1 总体目标 (2)1.2 具体目标 (2)二、特殊说明 (3)2.1 西门子贴片机使用注意事项 (3)三、SIEMENS 贴片机的结构 (4)3.1 SIEMENS 贴片机结构 (4)3.2 Siplaces 80S - 20 机器结构介绍 (5)3.3 Siplaces 80S - 20 贴片头介绍 (6)3.4 旋转贴片头的12个站 (7)四、SIEMENS贴片机的用户界面 (8)4.1 贴片机用户界面的组成 (8)4.2 贴片机用户界面菜单 (8)4.3 错误及信息对话框 (9)4.4 机器控制对话框 (10)4.5 选择操作等级 (10)五、SIEMENS贴片机的操作指南 (12)5.1 生产线启动 (12)5.2 操作指南 (13)5.3 SIEMENS贴片机操作明细 (17)六、SIEMENS 单项操作功能 (23)七、送料器续料及操作步骤 (24)7.1 送料器 (24)八、故障描述/掉件率查询 (29)8.1 故障描述 (29)8.2 SIEMNES 常见错误分析及解决 (31)8.3 掉件率查询 (32)九、清洁步骤及PCP参数指导 (32)一、课程目标1.1 总体目标西门子贴片机的特点是结构精巧,紧凑,易于调整。
但是非正常规程操作,极有可能造成机器的损坏。
通过对本教材的系统学习,使学员能够正确利用工具及材料并掌握SIEMENS贴片机的操作方法和日常维护,实现正确操作。
1.2 具体目标1.能正确识别生产工具,设备及所用材料2.了解产品生产的整体工艺流程3.了解机器的安全特征4.可以根据操作指导对机器进行正确操作5.进行自觉性维护和日常清理并保持5S二、特殊说明2.1 西门子贴片机使用注意事项1.放置供料器应保证桌面的磁条上没有任何元件和异物,检查供料器是否摆放牢固。
2.打件过程中如意外打开防护罩或按下急停,应对打过的板作100% 检查。
SIEMENS数控系统编程指令详解.doc

SIEMENS数控系统编程指令详解第一章编程语言1.1 准备功能(G指令)一般用NC语言对单个操作步骤进行实际编程,只能代表一个NC程序中工作的一部分。
实际指令编程之前,应先对操作步骤进行计划和准备,对NC程序的结构和组织考虑的越周详,所产生的复杂程序就会越清晰、准确,而且生成的速度就会越快,越简便。
通常按如下编程步骤进行:根据图纸要求、指定加工方案;测量每一把刀具的长度及半径;确定工件零点坐标系的位置;计算出每把刀具的切削用量;编制加工零件程序;根据程序图形模拟,查看刀具运行轨迹;空运行,查看刀具运行轨迹;试切削、检验、优化加工程序。
每一个程序都有一个不同的名称叫程序名,编程时可以任意选择名称。
在编辑程序时首先要建立一个新程序名,然后才能编制加工程序。
建立新程序名时要注意以下几点:前一个符号必须是字母;其余符号可以是字母、数字几及下划线;程序名最多有24个字符;字符间不允许有分隔符。
SIEMENS 802D数控系统常用G代码:1.2.1 G00快速定位指令格式:G00 Xxx Yxx ZxxXxx Yxx Zxx ——直角坐标系中的终点坐标;编程示例(图1—1)Y)0 X图1—1N10 G00 G90 X0 Y0N20 G00 X200 Y200G00 指令的运动速度为机床的快速定位速度(机床允许的最大运动速度)G00的速度由机床参数设定。
G00快速移动功能不能用于工件切削加工,只能用于空行程进给,一般用于接近起始位置或换刀点、退刀等。
1.2.2 G01 直线插补指令格式:G01 Xxx Yxx Zxx FxxXxx Yxx Zxx ——直角坐标系中的终点坐标;Fxx ——进给率单位mm/min。
编程示例(图1—2)YX图1—2N10 G00 G90 X0 Y0N20 G01 X150 Y200 F300G01指令规定的进给速度可以由面板上的进给倍率开关进行修调,此功能一般用于工件切削,切削的进给速度由F值指定。
SIEMENS 西门子 相关指令Word 文档
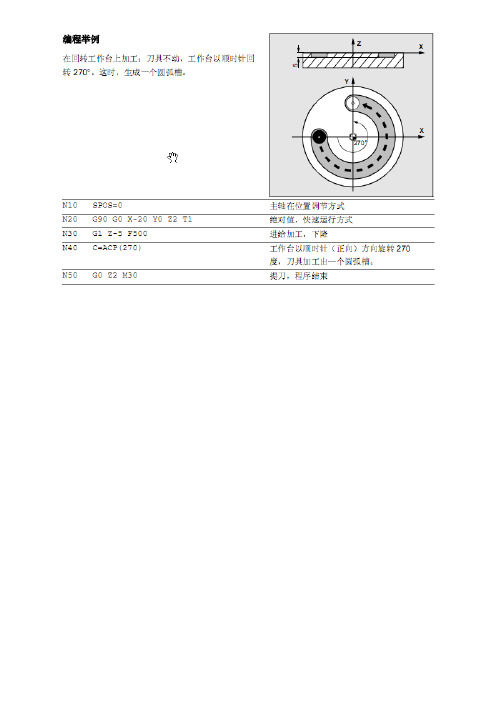
备注:刀补=(刀具半径+圆角半径)*sin(角度)—圆角半径Z=(刀具半径+圆角半径)*cos(角度)—圆角半径—刀具半径$TC_DP6[GETT(“MILLX” ,1(DP值)),1(刀沿值)]=_备注:此椭圆原点在坐标系原点如果不在坐标系原点只要将偏离坐标原点的值加在公式后面如G1X=20*COS(R1)+X1、铣矩形槽、POCKET1POCKET1(RTP,RFP,SDIS,DP,DPR,LENG,WID,CRAD,CPA,CPO,STA1,FFD,FFP1,MID,CDIR,FAL,VARI,MIDF,FFP2,SSF)时序用这个循环,能够加工加工平面上任何位置上的矩形槽。
此循环是粗加工/最终加工的组合。
2、圆周上的槽、SLOT1写法SLOT1(RTP,RFP,SDIS,DP,DPR,NUM,LENG,WID,CPA,CPO,RAD,STA1,INDA,FFD,FFP1MID,CDIR,FAL,VARI,MIDF,FFP2,SSF)时序用这个循环,能够加工排列在圆周上的槽,与长孔相比,槽宽大小要说明。
SOLT1循环是粗加工/最终加工的组合。
参数说明写法:SLOT2(RTP,RFP,SDIS,DP,DPR,NUM,AFSL,WID,CPA,CPO,RAD,STA1,INDA,FFD,FFP1,MID,CDIR,FAL,VARI,MIDF,FFP2,SSF) 时序用这个循环,能够加工排列在圆周上的弧形孔腔。
1、钻削,顺时针镗孔:CYCLE82这个循环加工一个简单的孔,当达到最后的钻深时,会暂停进刀,旋转一段时间。
2、深孔钻削:CYCLE83CYCLE83(RTP,RFP,SDIS,DP,DPR ,FDEP,FDPR,DAM,DTB,DTS,FRF,VARI)提出钻头到其参考平面,达到排屑目的,每次可以上提1mm以使断屑。
3、攻螺纹、CYCLE84(刚性攻丝循环)写法CYCLE84(RTP,RFP,SDIS,DP,DPR,DTB,SDAC,MPIT,PIT,POSS,SST,SST1)4、不带起锥器攻螺纹写法:CYCLE840(RTP,RFP,SDIS,DP,DPR,SDR,SDAC,ENC,MPIT,PIT)时序用本循环,可以用起锥器加工螺纹孔。
(Siemens)西门子贴片机培训教材
SIPLACE 培训教材SIPLACE Training Material目录一、课程目标 (2)1.1 总体目标 (2)1.2 具体目标 (2)二、特殊说明 (3)2.1 西门子贴片机使用注意事项 (3)三、SIEMENS 贴片机的结构 (4)3.1 SIEMENS 贴片机结构 (4)3.2 Siplaces 80S - 20 机器结构介绍 (6)3.3 Siplaces 80S - 20 贴片头介绍 (7)3.4 旋转贴片头的12个站 (8)四、SIEMENS贴片机的用户界面 (9)4.1 贴片机用户界面的组成 (9)4.2 贴片机用户界面菜单 (9)4.3 错误及信息对话框 (10)4.4 机器控制对话框 (11)4.5 选择操作等级 (11)五、SIEMENS贴片机的操作指南 (13)5.1 生产线启动 (13)5.2 操作指南 (14)5.3 SIEMENS贴片机操作明细 (19)六、SIEMENS 单项操作功能 (25)七、送料器续料及操作步骤 (26)7.1 送料器 (26)八、故障描述/掉件率查询 (32)8.1 故障描述 (32)8.2 SIEMNES 常见错误分析及解决 (34)8.3 掉件率查询 (35)九、清洁步骤及PCP参数指导 (36)一、课程目标1.1 总体目标西门子贴片机的特点是结构精巧,紧凑,易于调整。
但是非正常规程操作,极有可能造成机器的损坏。
通过对本教材的系统学习,使学员能够正确利用工具及材料并掌握SIEMENS贴片机的操作方法和日常维护,实现正确操作。
1.2 具体目标1.能正确识别生产工具,设备及所用材料2.了解产品生产的整体工艺流程3.了解机器的安全特征4.可以根据操作指导对机器进行正确操作5.进行自觉性维护和日常清理并保持5S二、特殊说明2.1 西门子贴片机使用注意事项1.放置供料器应保证桌面的磁条上没有任何元件和异物,检查供料器是否摆放牢固。
2.打件过程中如意外打开防护罩或按下急停,应对打过的板作100% 检查。
西门子PRO及编程简介
*传送程式之前一定要确认导轨是否清空,确认后选中才可以进行FINISH.
机台接收程式
机台的控制模式分为以下三种类型: 1.LINE COMPUTER模式 2.单机模式 3.SIPLACE PRO模式
(1).如果机台属于SIPLACE PRO模式时将自动接收上传的程 式,我们通常使用SIPLACE PRO 的模式. (2)当机台属于单机时模式时,我们接收新程式必须要将单机 转为PRO,且转换时需从该生产线的第一台机开始转换,不可 从中间的机台进行转换,而PRO转单机时可以随便进行,不受 约束.
线别 机台
供料区 供料 台选 择区 影像系统的 版本
PCB相机
Setup属性--Head
Setup属性—Nozzle changer
Setup属性—Nozzle configuration
Nozzle固定
Setup属性—Options
第七步 新建Job(一)
图二
图 一
在新建Job的快捷菜单目录下左击鼠标选择:”NEW Job”(图一),将出现(图二)所示, 系统会给此新建的job默认一名称,此 名称可供操作者随意更改.
PRO 新建菜单快捷键介绍
完整的程式名 制作界面 程式ID号 主板 料站 贴片清单 元件 形状描述(GF)
元件料号
元件封装描述 生产线 机台 置件平台 华夫盘
吸嘴 钢板
PRO 工具菜单快捷键简介
语言的选择 设置
线控计算 机倒入 只可导入 LINE COMPUGER SETUP
倒入向导 倒出向导
元件编 辑器
功能
3.SIPLACEPRO的功能支持.
(1) 板子编辑--- Board Editor (2) 贴片编辑---Placement list Editor (3) 料站编辑---Setup Editor (4) 机台编辑---Station Editor (5) 生产线编辑---Line Editor (6) 供料器平台编辑---Table Editor (7) 华夫盘编辑---Waffle Pack Tray Editor (8) 零件编辑---Component Editor (9) 元件封装形式编辑---Package Form Editor (10) Mark点编辑—Fiducial Wizard (11) 生产任务---Recipe Editor (12) 导入\导出向导---Import\Export Wizard (13) 优化任务---Job Editor (14) 传程式---Line control GuI for Job Downloading
SIEMENS贴片工艺参数与调制规范
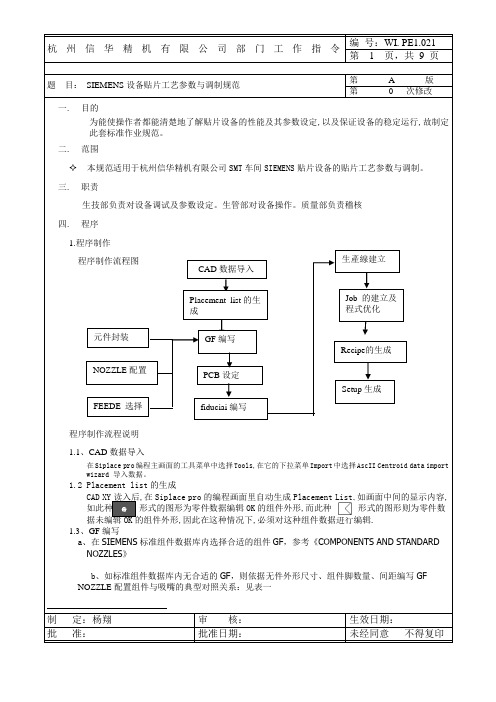
题 目: SIEMENS 设备贴片工艺参数与调制规范 第 A 版 第 0 次修改一. 目的为能使操作者都能清楚地了解贴片设备的性能及其参数设定,以及保证设备的稳定运行,故制定此套标准作业规范。
二. 范围本规范适用于杭州信华精机有限公司SMT 车间SIEMENS 贴片设备的贴片工艺参数与调制。
三. 职责生技部负责对设备调试及参数设定。
生管部对设备操作。
质量部负责稽核 四. 程序 1.程序制作 程序制作流程图程序制作流程说明 1.1、CAD 数据导入在Siplace pro 编程主画面的工具菜单中选择Tools,在它的下拉菜单Import 中选择AscII Centroid data import wizard 导入数据。
1.2 Placement list 的生成CAD XY 读入后,在Siplace pro 的编程画面里自动生成Placement List,如画面中间的显示内容,如此种 形式的图形为零件数据编辑OK 的组件外形,而此种 形式的图形则为零件数据未编辑OK 的组件外形,因此在这种情况下,必须对这种组件数据进行编辑. 1.3、GF 编写a 、在SIEMENS 标准组件数据库内选择合适的组件GF ,参考《COMPONENTS AND STANDARD NOZZLES 》b 、如标准组件数据库内无合适的GF ,则依据无件外形尺寸、组件脚数量、间距编写GF NOZZLE 配置组件与吸嘴的典型对照关系:见表一制 定:杨翔 审 核: 生效日期:批 准:批准日期: 未经同意 不得复印元件封装CAD 数据导入PCB 设定Recipe 的生成生產線建立GF 编写Placement list 的生成fiduciai 编写Job 的建立及程式优化 Setup 生成NOZZLE 配置 FEEDE 选择定。