500KG+300KG工频感应炉电气原理图
串、并联中频感应电炉原理与特点对比

串、并联中频感应电炉原理与特点对比2011-04-22 06:48:51| 分类:中频炉故障与维修| 标签:逆变功率电炉中频电路|举报|字号大中小订阅11.1 串联逆变中频感应熔炼炉图1为串联逆变中频感应熔炼炉(以下简称串联电路)主回路电路图。
该种供电方式是l台电源可以同时向2台电炉馈电熔炼,亦可以1台炉子熔炼,另1台保温。
以苏州振吴电炉有限公司生产的一拖二串联电路中频感应电炉为例,由图1可知,逆变部分是由2个半桥式逆变电路相串联。
这种串联电路在使用过程中,整流电路一直处于全导通状态,所以功率因数不小于0.95(整流输出电压Ud恒定不变),串联电路功率输出是通过调节逆变导通角大小来控制的。
这里所指的功率因数是:C0S&=P/S式中:P有功功率。
S视在功率.& 书——电路中电压与电流之间相位差。
有功功率反映了交流电在电阻性负载上做功的大小或转变为其他形式能量(如热能、机械能、光能)的效率,以图1所示的一拖二串联电路为例,逆变桥1(10t炉子)和逆变桥2(30 t炉子)各给一个10V的给定输出电压.两个给定输出电压通常以一个乘法器集成块相互控制,在工作时:1)当逆变桥l给定输出电压1V时.逆变桥l输出功率为额定功率的10%,此时逆变桥2给定输出电压最大能达到9 V。
逆变桥2输出功率为额定功率的90%。
2)当逆变桥l给定输出电压10 V时,逆变桥1输出功率为额定功率的100%,此时逆变桥2输出功率为额定功率0。
3)当逆变桥l给定输出电压6V时,逆变桥l输出功率为额定功率的60%,此时逆变桥2给定输出电压最大能达到4V,逆变桥2输出功率为额定功率的40%;以此类推,逆变桥1(10 t炉体)和逆变桥2(30t炉体)两炉体功率任意分配。
4)当逆变桥l给定输出电压3 V时,逆变桥1输出功率为额定功率的30%,此时逆变桥2也可以停用。
1.2并联电路中频感应电炉图2为并联电路中频感应电炉主回路电路图,逆变部分为并联电路。
感应电炉简单介绍ppt课件
2.2、无心感应熔炼炉
• 无心炉的命名是相对有心炉而言,其金属液盛于一坩埚中,故又名坩 埚炉。此种炉型主要用于特种钢、铸铁、有色金属及其合金的熔炼和 保温。无心炉具有熔炼温度高、杂质污染少,合金成分均匀、劳动条 件好等许多优点。与有心炉相比,无心炉起炉和改换金属品种比较容 易,使用较灵活,但其电、热效率远比有心炉低。无心炉由于表面温 度低,不利于要求高温造渣工艺的熔炼。无心炉有高频、中频和工频 之分。
• 中频感应炉则电效率和热效率高、熔炼时间短、省电、占地面积小、投资低,易于 实现过程自动化和具有生产灵活性。中频感应炉适合熔炼铸铁,特别适合熔炼合金铸 铁、球墨铸铁和蠕墨铸铁。它对炉料的适应性也比较强,炉料的品种和块度可在较宽 的范围内变动。
• 应该指出,虽然中频感应炉优点较多,发展较快,但工频感应炉在铁液贮存、保温、 调整合金成分、过热升温等方面,仍不失为一种良好的设备,尤其作为高炉、冲天炉 等熔炼炉的双联熔炉仍得到广泛应用。
• 备注:工频:50HZ(或60HZ);中频:1-10KHZ;超音频:30-200KHZ;高频:大于 200KHZ。习惯上,把10KHZ以上的频率统称为高频。
• 感应加热按频率分:工频:50HZ;中频:2.5-8KHZ;超音频:20-40KHZ;高频:200300KHZ。
• 频率与淬火的关系:中频:2.5-8KHZ;超音频:20-40KHZ;高频:200-300KHZ。频率 越高,淬火硬度越高,淬硬层越小,淬硬梯度越大。
• (3)高频熔炼炉:高频炉容量一般在50公斤以下,适用于实验室和小规模生产中供熔 炼特种钢和特种合金之用。
7
2.3、真空感应熔炼炉
• 真空感应熔炼炉用来熔炼耐热合金、磁性合金、电工合金 和高强度钢等。该炉型的特点是在熔炼过程中炉温、真空 度和熔炼时间等的控制比较容易,所以炉料的脱气可以很 充分。另外,合金料的添加量也可以精确控制,所以是熔 炼含铝、钛等活泼元素的耐热合金和精密合金的较合适的 炉子。
600Kg工频有芯感应电炉操作规程

600Kg工频有芯感应电炉操作规程600Kg工频有芯感应电炉操作规程1.主要内容及适用范围本操作规程规定了600Kg工频有芯感应电炉在生产作业过程中的操作方法及安全操作指导。
本操作规程适用于600Kg工频有芯感应电炉的操作。
本操作规程分过为三个部分,第一部分为电气系统安全操作规程,第二部为电炉安全操作规程,第三部分为浇注工安全操作规程,2 电气系统安全操作规程2.1 600Kg工频有芯感应电炉电气系统主要参数及概况2.1.1 电炉电气系统主要参数电炉供电电压为380V电炉供电相数为2相2.1.2 电炉供电系统概况600Kg工频有芯感应电炉供电系统采用高低压可调控供电,高压供电电压为380V,在正常熔炼过程中使用高压380V进行工作,在烘炉和保温是采用低压60V~300V进行工作。
高低压切换用交流接触器进行切换。
高压为外电源直接进入电炉感应线圈,低压时经单相自耦变压器进行手动调压后输入电炉感应线圈。
在进入高低压切换时,应先关闭电炉感应线圈的电源后才能进行高低压切换(单相自耦变压器为无载调压变压器,不能带负荷调压)主电路采用交流接触器进行主电路的开关,交流接触器型号为CJ12—600/5 380V,主电路在交流接触出口侧进行无功功率补偿,补偿容量为160Kar。
主电路补偿不够将会导致电炉效率下降,熔炼单耗上升,主电路交流接触器使用寿命降低等,2.2 电气系统安全操作2.2.1 操作电路电器系统的员工们必须经过培训才能上岗操作。
2.2.2 电气系统安全操作部骤1、检查完成筑炉后电炉的各个部件是否安装到位。
2、检查感应线圈的绝缘电阻是否大于0.5兆欧姆,否则应检查感应线圈的包扎情况,只有在绝缘电阻大于0.5兆欧姆的情况下才能使用。
3、检查电缆接头是否良好,如果有因接触不良而烧红过,应进行处理后才能使用。
4、检查交流接触器的触头是否完好,有无接触不良的现象,如触头烧红过或触头支持件有疏松,应立即更换,更换及检查由电工完成。
工频感应加热炉(说明书)
GWT系列工频感应加热炉使用说明书无锡市志成电炉科技有限公司目录1:产品介绍 (4)2:技术说明 (4)3:安装和操作规程说明 (7)4:安全和注意事项 (13)5:附图 (14)一:产品介绍工频感应加热炉主要用于一次成型挤压前的铝、镁、铜及合金的坯料加热。
此炉加热时间快,操作简单方便,对环境污染小,耗电量小。
本炉是有感应圈、推料机构、出料机构、上料机构、补偿电容器、电气控制系统、水冷系统、测温系统组成,上述各部分分别安装于炉体和电柜两大部分。
炉体上部装有感应圈、推料机构、出料机构、水冷系统,炉体下部装有三相补偿电容器、电抗器、进出水管道和汇流铜排。
二:产品技术说明1,技术参数;额定功率视工艺要求额定电压三相380V(+5%-10%)工作频率 50HZ加热工件铝棒加热温度视工艺而定冷却水压力 0.15-0.2MPa进水温度 15-25℃出水温度 <60℃水质 PH值6-9硬度≤10度固体含量≤250ml/1耗水量视功率大小而定推料机构形式(液压推动)推力行程(视工件而定)2:设备各部件介绍。
感应圈是矩型铜管经绝缘处理后,绕制成并式单元连接而成,感应圈内的内胆是用耐热不锈钢管制作,内胆和感应圈之间充垫有陶瓷绝缘布,作温和绝缘用。
推料机构、上料机构和测温机构采用液压推缸(也可根据用户要求或工件大小而定),出料机构也采用液压推缸(也可根据应户要求或工件大小而定)。
补偿电容器采用新一代产品BSMJ自愈式并联电容器,该电容器有体积小损耗小,有过载保护和击穿自愈的优点。
电容器在电路中用于提高功率因素、减少无功损耗,调节三相负载平衡。
水冷系统进出水管装于电容器上方,感应圈每组线圈都有单独的进出水,且装有了冷水的压力指示和出水的温度保护,进水的压力未达标或超标或出水的温度高,有报警指示,且会切断电源。
电气控制有主电路控制柜和辅助操作控制柜,采用钢板柜式结构。
主电路控制柜有空气开关、接触器(有粘合报警及电路断电后它未断电保护)、电流互感器、仪表及铜排。
中频炉原理结构演示幻灯片

MELTING CYCLE
单供电系统
电源的利用率
生产周期时间 总的周期时间
X 100 = X%
X 小于 100 % 50 % 到 75 % 得很正常的
Time
生产熔化周期
非生产的除渣和浇注周期
总的周期时间
功率
铁水量
40
INDUCTOTHERM
Maximum
MELTING CYCLE
POW双ER-T供RA电K 系 统
熔化效率
留量熔炼 和 批量熔炼
90
80
70
TIME 18
INDUCTOTHERM
频率改变的影响
100 Hz
200 Hz
500 Hz
1000 Hz
提高频率
50 Hz
减小炉体容量
1000 kW 4 Tonne
1000 kW 4 Tonne
1000 kW 4 Tonne
1000 kW 4 Tonne
1000 kW 4 Tonne
电流反馈
电压反馈
随着功率下降而降 低
较高 q
较高
恒定大于0.95
较低 0.95 较低
33
INDUCTOTHERM
34
INDUCTOTHERM
DUAL-TRAK
0 kW 100%
炉体 1
功率能够在额定功率范围内以任意比例分配
炉体 2
100% kW 0
35
INDUCTOTHERM
DUAL-TRAK
Time
生产熔化周期
第一个生产周期
非生产周期
第二个生产周期
第三个生产周期
功率
铁水量 --炉1
铁水量 —炉2
小功率高频感应加热器的设计与制作原理及电路图

小功率高频感应加热器的设计与制作原理及电路图家用感应加热装置的典型应用是电磁灶,其功率一般在lkW左右,要求被加热容器的底部直径不小于120mm。
本设计的感虚加热器输出功率定在200W~300W,感应器有效直径lOOmm 左右,主要用于小容量的液体、食品、易拉罐饮品的加热,在家庭、医院、宾馆房间、零售商店中有广泛应用。
感应加热要求感应线圈的品质因数(Q值)高,Q可由下式计算: Q=X/R=ωL/R 其中,L 是感应线圈的电感(单位H),ω 是驱动源的开关频率,R 是感应线圈的等效串联电阻(Ω)。
通过以不同的驱动频率驱动加热线圈,可以得到线圈参数与频率的关系。
当感应线圈靠近铁制品时。
其等效电阻将大幅度增加,Q 值下降;而当其靠近非铁磁性金属时,其等效电阻增加很少,其Q 值下降不大。
这种特性使铁金属更易被感应加热。
例如,在驱动频率为100kHz 时,靠近铁制品的线圈,其R 值为2Ω,而靠近铝制品时,R 值仪0。
238Ω;当驱动频率为400kHz 时,空载线圈的Q 值达到318,在靠近铝制品时下降为124,而在靠近铁制品时下降至13。
因此,在选择驱动源频率时,要选择空载线圈的R 值和有铁金属时的R 值相差大的频率,这个频率范围一般在lOOkHz 至400kHz。
为了减小加热线圈自身的损耗,线圈需用很多股细铜线组成的绞合线来绕制,这样容易制战高频损失小、Q值高的线圈。
感应线圈有两种形状,一种是加热普通平底铁金属容器的平板线圈。
另一种是加热易拉罐的筒形线圈。
在实际的感应加热电路中,感应线圈与其等效串联阻抗R,以及外加电容器C 等共同构成LCR 串联谐振电路。
图1 是本高频感应加热器的方框图。
采用绝缘栅场效应管的半桥驱动、LC 串联谐振电路,用锁相环(PLL)和脉宽调制(PWM)电路作闭环控制,以保证串联谐振频率的稳定:用半桥功率电路驱动加热线圈。
半桥输出电路输出阻抗低,即使用方波信号作电压驱动,输出电流波形也是正弦波,因而电压相电流的相位差小,功率传输效率高。
工频感应炉控制原理
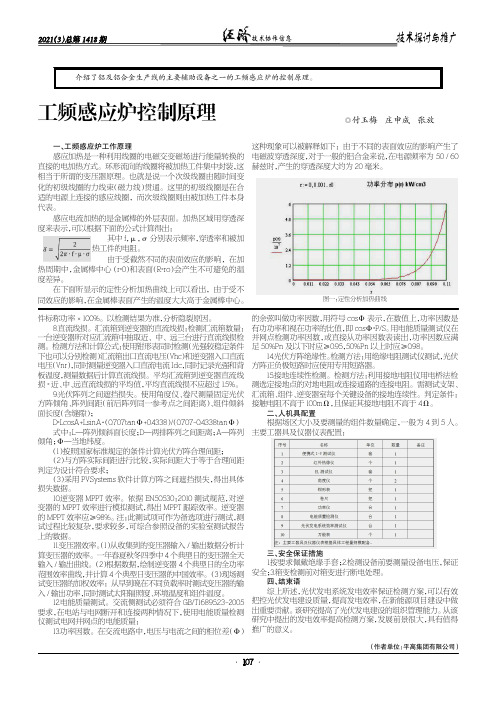
◎付玉梅庄申成张放工频感应炉控制原理(作者单位:平高集团有限公司)件标称功率×100%。
以检测结果为准,分析隐裂原因。
8.直流线损。
汇流箱到逆变器的直流线损:检测汇流箱数量:一台逆变器所对应汇流箱中抽取近、中、远三台进行直流线损检测。
检测方法和计算公式:使用钳形表同时检测(光强较稳定条件下也可以分别检测)汇流箱出口直流电压(Vhc )和逆变器入口直流电压(Vnr ),同时测量逆变器入口直流电流Idc,同时记录光强和背板温度,测量数据后计算直流线损。
平均汇流箱到逆变器直流线损=近、中、远直流线损的平均值,平均直流线损不应超过1.5%。
9.光伏阵列之间遮挡损失。
使用角度仪、卷尺测量固定光伏方阵倾角、阵列间距(前后阵列同一参考点之间距离)、组件倾斜面长度(含缝隙);D=LcosA+LsinA ·(0.707tanΦ+0.4338)/(0.707-0.4338tanΦ)式中:L—阵列倾斜面长度;D—两排阵列之间距离;A—阵列倾角;Φ—当地纬度。
(1)按照国家标准规定的条件计算光伏方阵合理间距;(2)与方阵实际间距进行比较,实际间距大于等于合理间距判定为设计符合要求;(3)采用PVSystems 软件计算方阵之间遮挡损失,得出具体损失数据。
10.逆变器MPPT 效率。
依据EN50530:2010测试规范,对逆变器的MPPT 效率进行模拟测试,得出MPPT 跟踪效率。
逆变器的MPPT 效率应≥98%。
注:此测试项可作为备选项进行测试,测试过程比较复杂,要求较多,可综合参照设备的实验室测试报告上的数据。
11.变压器效率。
(1)从收集到的变压器输入/输出数据分析计算变压器的效率。
一年春夏秋冬四季中4个典型日的变压器全天输入/输出曲线。
(2)根据数据,绘制逆变器4个典型日的全功率范围效率曲线,并计算4个典型日变压器的中国效率。
(3)现场测试变压器的加权效率:从早到晚在不同负载率时测试变压器的输入/输出功率,同时测试太阳辐照度、环境温度和组件温度。
感应炉

晶闸管中频感应加热电源是利用晶闸管将三相工频交流电能变换成几百或几千赫兹的单相交流电能。
具有控制方便、效率高、运行可靠、劳动强度低的特点,广泛用于铸钢、不锈钢或合金钢的冶炼、真空冶炼、锻件的加热和钢管的弯曲、挤压成型、工件的预热、钢件表面淬火、退火热处理、金属零件的焊接、粉末冶金、输送高温工质的管道加热、晶体的生长等不同场合。
在我厂,中频电源装置主要用于铸钢、不锈钢和青铜等的冶炼。
中频电源的工作原理为:采用三相桥式全控整流电路将交流电整流为直流电,经电抗器平波后,成为一个恒定的直流电流源,再经单相逆变桥,把直流电流逆变成一定频率(一般为1000至8000Hz)的单相中频电流。
负载由感应线圈和补偿电容器组成,连接成并联谐振电路。
一般情况下,可以把中频电源的故障按照故障现象分为完全不能起动和起动后不能正常工作两大类。
作为一般的原则,当出现故障后,应在断电的情况下对整个系统作全面检查,它包括以下几个方面:(一)电源:用万用表测一下主电路开关(接触器)和控制保险丝后面是否有电,这将排除这些元件断路的可能性。
(二)整流器:整流器采用三相全控桥式整流电路,它包括六个快速熔断器、六个晶闸管、六个脉冲变压器和一个续流二极管。
在快速熔断器上有一个红色的指示器,正常时指示器缩在外壳里边,当快熔烧断后它将弹出,有些快熔的指示器较紧,当快熔烧断后,它会卡在里面,所以为可靠起见,可以用万用表通断档测一下快熔,以判断它是否烧断。
测量晶闸管的简单方法是用万用表电阻挡(200Ω挡)测一下其阴极—阳极、门极—阴极电阻,测量时晶闸管不用取下来。
正常情况下,阳极—阴极间电阻应为无穷大,门极—阴极电阻应在10—50Ω之间,过大或过小都表明这只晶闸管门极失效,它将不能被触发导通。
脉冲变压器次边接在晶闸管上,原边接在主控板上,用万用表测量原边电阻约为50Ω。
续流二极管一般不容易出现故障,检查时用万用表二极管挡测其二端,正向时万用表显示结压降约有500mV,反向不通。