设备产能分析表
合集下载
设备产能分析表

□可 □否 说明
需平衡外协生产交付风险和成本的压力
未来需求 情况
总经理审批:
根据如008和007项目销售情况确 定投资时机
(设备、生产、采购、销售等)审核:
制表:
是否可外协产品 □是 □否 原因 A:周边注塑机台资源较少,行车高度限制 外协质量能否保证 □能 □否 原因 A:没有生产汽车外饰大零件产品控制的经验
外协情况 说明
外协环境 其他说明
A:周边1800吨以上注塑资源较少
B:周边多数为家电产业配套的设备,设备外协加工成本很高,与我们公司的定位差 距较大
680吨设备共9副模具生产,每次换模具时间正常5小时每次,异常情况达到8小时;没有临时订单或试 模发生,每月换模16次。 B:此设备为08年购入,但平均每年的重大维修平均在25天左右,加上平时的小维 修,一年维修达到30天时间
改善计划 改善效果
A:预算投入快速换模系统,预计单次换模减少3小时;
设备投资综合情况表
填报单位:
现有设备 利用情况
1月
设备名称:注塑机 规格型号:1600吨 原有数量:1 填报日期:11-1 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月 综合
利用率 83% 77% 78% 78% 76% 76% 79% 79% 83%
0.7876
评价 正常 正常 正常 正常 正常 正常 正常 正常 正常
产能分析(含OEE)模板
V. 总体设备利用率
设备可用率 [(N-O1-O2-P)/(N-O1)]
性能效率 [(M*Q)/(N-O1)]
合格率
[T/Q]
OEE
DSHEADRICEADTED
VI. 制造瓶颈
工艺 编号
5.03
60042 10007 1500 567.13%
97% 99% 99.97% 95.85%
10.26
37734 6289 1500 319.27%
C) 产能修改记录(例如按节拍生产)
工艺 6
1 1.00 16.00 90.00 0.00 6.00 87.00
0.00 0.00 10.00 0.00 1.00 99%
0.05% 99.95%
34.38 8.00 38681 6447 其他
960.00 90.00 0.00 10.00
6260 1 0
99%
0.60% 99.40%
33.40 20.00 15029 2505 例如试运转
960.00 90.00 20.00 10.00
2500 1 0
2499
30.47
14994 2499 1500 66.60%
97% 99% 99.96% 95.75%
99% 99% 99.98% 98.22%
工艺7
1.00 16.00 90.00 20.00 6.00 85.00
0.00 0.00 10.00 0.00 1.00 99%
0.05% 99.95%
33.58 25.00 12090 2015
960.00 90.00 20.00 10.00
2010 1 0
6259
25.00
37554 6259 1500 317.27%
生产车间主要设备产能分析.doc

18(16-20)万片/小时
主机:强迫加料器底盘、压粉板、紧固螺丝、集油环
辅机:水泥电
主机:强迫加料器底盘、压粉板、紧固螺丝、集油环
辅机:水泥电阻
吸尘器:滤芯、管道
15
PG65高速旋转式压片机(含辅助设备)
PM-5-073
最大生产能力:58.5万片/小时,稳定生产能力:13-40万片/小时(圆形片)
0~40瓶/分钟
0~40瓶/分钟
无
无
无
25
BPX-120高速搓式旋盖机
PM-5-089
0~100瓶/分钟
0~100瓶/分钟
夹瓶输送带、旋盖盘
夹瓶输送带、旋盖盘
无
26
BPF-120电磁感应封口机
PM-5-101
—
—
无
无
无
27
NTS液压伸缩提升加料机
PM-5-096
小于100kg/time
小于100kg/time
无
无
无
28
BTB-120不干胶贴标机
PM-5-032
0~50瓶/分钟
0~50瓶/分钟
标签切块
夹瓶轨道(方便切割。品种瓶子大小不一)
标签切块
夹瓶轨道(方便切割。品种瓶子大小不一)
无
29
DFJ2000自动检重称
PM-5-065
—
—
无
无
无
30
多米诺E50喷码机
PM-5-041
—
—
油墨
无
无
31
ZE-9B/4自动折纸机
压粉板、紧固螺丝、集油环、门窗的液压杆、底盘挡板
辅机:筛片机上的水泥电阻
主机:强迫加料器底盘(铜衬底)、
主机:强迫加料器底盘、压粉板、紧固螺丝、集油环
辅机:水泥电
主机:强迫加料器底盘、压粉板、紧固螺丝、集油环
辅机:水泥电阻
吸尘器:滤芯、管道
15
PG65高速旋转式压片机(含辅助设备)
PM-5-073
最大生产能力:58.5万片/小时,稳定生产能力:13-40万片/小时(圆形片)
0~40瓶/分钟
0~40瓶/分钟
无
无
无
25
BPX-120高速搓式旋盖机
PM-5-089
0~100瓶/分钟
0~100瓶/分钟
夹瓶输送带、旋盖盘
夹瓶输送带、旋盖盘
无
26
BPF-120电磁感应封口机
PM-5-101
—
—
无
无
无
27
NTS液压伸缩提升加料机
PM-5-096
小于100kg/time
小于100kg/time
无
无
无
28
BTB-120不干胶贴标机
PM-5-032
0~50瓶/分钟
0~50瓶/分钟
标签切块
夹瓶轨道(方便切割。品种瓶子大小不一)
标签切块
夹瓶轨道(方便切割。品种瓶子大小不一)
无
29
DFJ2000自动检重称
PM-5-065
—
—
无
无
无
30
多米诺E50喷码机
PM-5-041
—
—
油墨
无
无
31
ZE-9B/4自动折纸机
压粉板、紧固螺丝、集油环、门窗的液压杆、底盘挡板
辅机:筛片机上的水泥电阻
主机:强迫加料器底盘(铜衬底)、
生产部各车间设备产能分析表

人员需求 测电压:2人 化成分容:8人 全检电压:6人 现车间生产作业人员有28人,还需增加28人(男8人,女20人) 包装车间 配组线 组装线 现有人员19人,所需人员12(女)人 现有人员33人,所需人员25(女)人 产能(组装电池3FB-783496XP2500组,西西利4000组,飞腾8000组)
1 1 1 1 2 2
1 14 1 1
1 1(男) 3 1 2
1 9人(3男6 783496XP 女) 551719XL(12000PCS) 1 1 3 8(7女1男) 551719XL(12000PCS)
1500
13 22 14
产量(叠片8000PCS,卷绕12000PCS) 需27台设备,27*384=10368(点),工作时间10.5H,1天两次 叠片8000PCS,1条拉线两班倒吃平,必须设备正常;卷绕12000PCS,1条拉线两班倒吃平,必须设备正常 叠片8000PCS,工作时间需29H,需21台设备生产,21*384=8064 卷绕12000,工作时间为15H,需32台设备生产,32*384=12288 化成设备点共计26000点,产值所需点30720点,还差4720点 预化:10人夹夹板,6人上下柜 封口:24人
工序设备名称设备产能现有设备现配置人员备注涂布正极浩能涂布机4000783496xp达力涂布机3500783498xp涂布负极浩能涂布机4000783499xp达力涂布机3500783501xp涂布正极浩能涂布机35006844135xp达力涂布机31006844135xp涂布负极浩能涂布机35006844135xp达力涂布机31006844135xp制片正负极冲床783498xp783499xp冲床6844135xp半自动叠片机15封装储能点焊机7000pcs需增设备与人员8000pcs需增设备与人员10000pcs需增设备与人员450pcs大片小时正负极各5台正负极各16人正负极各1人正极6人负正极1台正负极各2台450pcs大片小时正负极各5台正负极各20人正极4人负正负极各1台正负极各8人正极2台负正极1台正负极各2台60人23人783496xp2200mah3737层为标准32人封装压极耳机无尘车间铝塑膜成型机15封装储能点焊机22人783496xp2200mah3737层为标准10人16h783496xp2200mah为标准加上卷绕型号4500pcs60人17人28人51人6844135xp3300mah3132层为标准32人26人26人115h31人14h无尘车间铝塑膜成型机各型号成型模化成检测柜18783496xp封口拉线10工作台检测柜186044135xp封口拉线10工作台烘箱1620783496xp烘箱10206844135xp10人10人16h6844135xp3300mah3132层为标准各型号成型模需加1套482400点5500点55台63台24人80台28人烘箱注液11台45台65台11台10台工序岗位名称现配置人员涂布正极上浆检验涂布负极上浆检验涂布卷绕上浆检验制片负极管烤箱其他制片正极发隔膜统计数据封装贴固定胶定位切边检测领料上夹板无尘车间切边卷绕车间卷绕冲压封装4人2人新员工2人2人辞职12人2人新员工
产能负荷分析表案例

生产车间名称名称分析时段生产车间代号
代号
15天说明
合计产能时间
排程量累计工时250/天 3.5小时300/天 6.5小时
分析对策
核准:
审核:填表:
1台118小时8小时3.5小时负荷工时产能大于销售,销售部门应加大销售力度,增加订单数量
人力可加班时间
3.5小时负荷分析
订单号
73057
73002214天3.5小时
11.5小时/天3小时
产能分析
正常班
可稼动天数可稼动设备数
每班人数每日班次设备产能时间人力产能时间加班
可加班时间
100/小时
70/小时 3.5小时设备可加班时间标准工时 安凯1860雨刮器罗套 产能负荷分析表
机加一
所属制程
精车加工。
26 产能分析图表

可提供工时
200 150 100 120
64
56
64
16 120 12000 200 136 152 136 200
56
人员负荷率
80% 67% 60% 67% 78% 71% 78% 63% 67% 67% 74% 80% 80% 71% 71% 80% 80% 74% 53% 74% 80% 71%
计划工时(小时)
160 100
60
80
50
40
50
10
80
80 100 160 160
40
40 160 160 100
80 100 160
40
人员评估 出勤率
96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96%
B
荷率负
C
荷 负率 荷率 ≤80%
备注:设备:每月按照30天, 人员每月按照25天,8小时工作
C
存在风 险
安全
绝对安 全
C
C
C
C
C
C
C
C
C
C
C
C
编制/日期:
审核/日期:
审核/日期:
支座焊 接
打磨、 清渣
支座冲 孔
总成焊 接固定
总成焊 接
抛丸
电泳线
装配、 调试
装配支 座
打标识 牌
1人 1人 3人 1人 1人 1人 1人 1人 1人 1人 1人 1人 3人 1人 1人
2人 7人 1人 4人 2人 1人 1人
计划产量(月度)
4000 4000 4000 4000 4000 4000 4000 4000 8000 8000 4000 8000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000
产能分析表单

產品: 工序 流程符號 Cycle time Tact time 工位數 人數 寬放率 S/T 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 Balance Percent: #DIV/0! 時數/班: 10 班數/天: 2 工作時間(小時)/月: 500 產能/日: #DIV/0! 產能/月: #DIV/0!
各工站產能工時分布圖 (見右圖)
T/T (一) 一
UPH (一)
機台 嫁動率
UPH (二)
T/T (二) 二
Yield
UPH (三) 三
T/T (三) 三
直通率
累計損 失工時 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
需改善空間
設備 名稱
設備 數量
備注
###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! 20.9
各工站產能工時分布圖 (見右圖)
T/T (一) 一
UPH (一)
機台 嫁動率
UPH (二)
T/T (二) 二
Yield
UPH (三) 三
T/T (三) 三
直通率
累計損 失工時 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
需改善空間
設備 名稱
設備 數量
備注
###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! ###### #DIV/0! 20.9
设备产能分析表

自制 自制
青岛一汽
左封头
1 42 10 20 20 20 20 20 20 20 20 20 20 20 20
自制
青岛一汽
端头卡扣
2 31 100 600 600 600 600 600 600 600 600 600 600 600 600
每月工作天 数:天
26
每班工作时 间:小时
12
每日工作班 数:班
80
80
80
80
80
80
80
80
80
80
80
标准可生产时间与需求生产时间的差异 461 461 461 461 461 461 461 461 461 461 461 461
自制
设备需求率:% 19% 19% 19% 19% 19% 19% 19% 19% 19% 19% 19% 19%
需新增设备台数:台 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81
青岛一汽
240扎带卡座
2 28 100 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 自制
海天-160T 1
青岛一汽 青岛一汽
铰链-拍照板上盖 2 端头-后防护梁 1
32 50 1200 1200 1200 1200 1200 1200 1200 1200 1200 1200 1200 1200 75 10 300 300 300 300 300 300 300 300 300 300 300 300
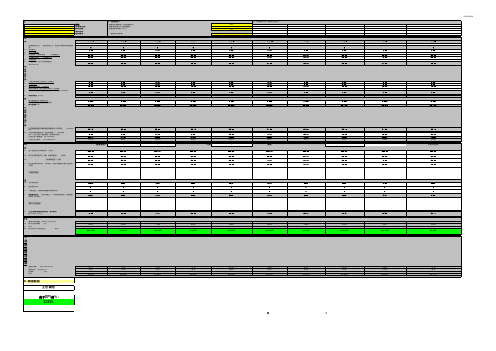
设备产能分析表
1)标准生产时间=每月工作天数*每日工作班数*(每班工作时间-每班计划停机时间);2)理论生产时间=预测需求量*(1+不良PPM/10000)*成型周期/模腔数/3600;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备型号
设备 数量
客户名称 青岛一汽 青岛一汽 青岛一汽
产品名称 330扎带卡座 240扎带卡座 铰链-拍照板上盖 端头-后防护梁 左封头 端头卡扣
模 生产节 不良 腔 拍:秒 PPM 数 2 2 2 1 1 2 28 28 32 75 42 31 100 100 50 10 10 100
2012 1月 3300 1000 1200 300 20 600 572 2月 3300 1000 1200 300 20 600 572 3月 3300 1000 1200 300 20 600 572 4月 3300 1000 1200 300 20 600 572 5月 3300 1000 1200 300 20 600 572
设备产能分析表
1)标准生产时间=每月工作天数*每日工作班数*(每班工作时间-每班计划停机时间);2)理论生产时间=预测需求量*(1+不良PPM/10000)*成型周期/模腔数/3600; 3)需求生产时间=当月所有产品理论生产时间之和;4)切换模具停机时间=计划切换次数*单次切换模具时间/60; 5)标准可生产时间与需求生产时间的差异=标准可生产时间-需求生产时间-切换模具停机时间;6)设备需求率=(需求时间+切换模具停机时间)/标准可生产时间;7)需新增设备台数=(设备需求率100%)*设备数量
以往生产 方式 1 2 自制 自制 自制 自制 自制 自制
海天-160T
1 青岛一汽 青岛一汽 青岛一汽
每月工作天 26 数:天 每班工作时 12 间:小时
每日工作班 数:班 每班计划停 机时间:小 时
标准可生产时间:小时
需求生产时间:小时 计划切换次数:次
31 16 80 461
31 16 80 461
31 16 80 461
31 16 80 461
31 16 80 461
31 16 80 461
31 16 80 4613来自 16 80 46131 16 80 461
31 16 80 461
31 16 80 461
31 16 80 461
单次换模具时间:分钟 换模具停机时间:小时 标准可生产时间与需求生产时间的差异
年销售预算与设备需求率 6月 3300 1000 1200 300 20 600 572 7月 3300 1000 1200 300 20 600 572 8月 3300 1000 1200 300 20 600 572 9月 3300 1000 1200 300 20 600 572 10月 3300 1000 1200 300 20 600 572 11月 3300 1000 1200 300 20 600 572 12月 3300 1000 1200 300 20 600 572
设备需求率:% 19% 需新增设备台数:台 -0.81
19%
19%
19%
19%
19%
19%
19%
19%
19%
19%
19%
-0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81 -0.81
总经理审批:
生产审核:
制表: 李静锋