单表找正座标作图法
联轴节单表找正
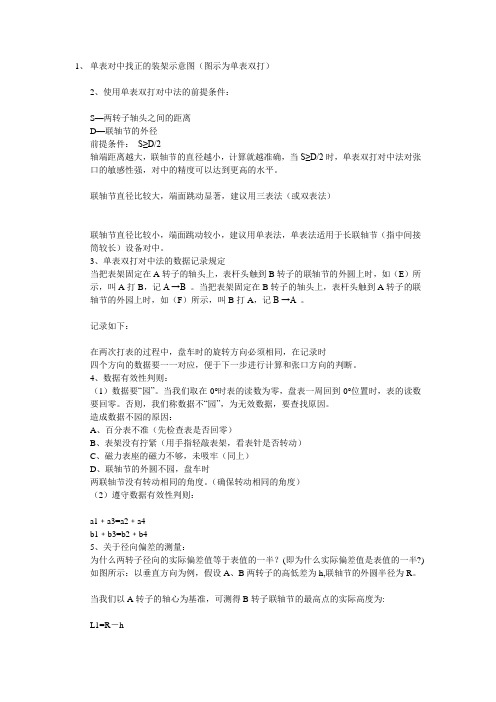
1、单表对中找正的装架示意图(图示为单表双打)2、使用单表双打对中法的前提条件:S—两转子轴头之间的距离D—联轴节的外径前提条件:S≥D/2轴端距离越大,联轴节的直径越小,计算就越准确,当S≥D/2时,单表双打对中法对张口的敏感性强,对中的精度可以达到更高的水平。
联轴节直径比较大,端面跳动显著,建议用三表法(或双表法)联轴节直径比较小,端面跳动较小,建议用单表法,单表法适用于长联轴节(指中间接筒较长)设备对中。
3、单表双打对中法的数据记录规定当把表架固定在A转子的轴头上,表杆头触到B转子的联轴节的外圆上时,如(E)所示,叫A打B,记A →B 。
当把表架固定在B转子的轴头上,表杆头触到A转子的联轴节的外园上时,如(F)所示,叫B打A,记B →A 。
记录如下:在两次打表的过程中,盘车时的旋转方向必须相同,在记录时四个方向的数据要一一对应,便于下一步进行计算和张口方向的判断。
4、数据有效性判则:(1)数据要“园”。
当我们取在0°时表的读数为零,盘表一周回到0°位置时,表的读数要回零。
否则,我们称数据不“园”,为无效数据,要查找原因。
造成数据不园的原因:A、百分表不准(先检查表是否回零)B、表架没有拧紧(用手指轻敲表架,看表针是否转动)C、磁力表座的磁力不够,未吸牢(同上)D、联轴节的外圆不园,盘车时两联轴节没有转动相同的角度。
(确保转动相同的角度)(2)遵守数据有效性判则:a1﹢a3=a2﹢a4b1﹢b3=b2﹢b45、关于径向偏差的测量:为什么两转子径向的实际偏差值等于表值的一半?(即为什么实际偏差值是表值的一半?) 如图所示:以垂直方向为例,假设A、B两转子的高低差为h,联轴节的外圆半径为R。
当我们以A转子的轴心为基准,可测得B转子联轴节的最高点的实际高度为:L1=R-h当我们以A转子的轴心为基准,可测得B转子联轴节的最低点与A转子轴心的高度差为:L2=R﹢h(2)由(2)-(1)得:L2-L1=2hh=(L2-L1) /2当在顶点位置时把表调为零,即L1=0,得:h=L2/2所以:两转子径向的实际偏差值等于表值的一半?(说明:该判则在水平方向也适用)6、单表对中张口方向的判断(一)、张口值的计算公式(1)、垂直方向的张口值的计算公式:⊥A=(a3+b3) d/2s(2)、水平方向的张口值的计算公式:∥A= 〔(a4-a2) +(b4-b2) 〕d/2s式中:⊥A—垂直方向(上下)的张口值∥A—水平方向(左右)的张口值S—两联轴节端面之间的距离d—联轴节的外圆直径(打表处)(3)、关于张口值计算公式的推导由于张口值计算公式的推导较为复杂,涉及到相似三角形等数学方面的知识,加之不影响我们的实际找正工作,在此不再叙述。
三表找正 PPT

数据按要求填到记录图2 中相对应的位置中。由图知:1#
表读数显示径向偏差,2#、3# 表读数显示轴向偏差(单
位:0.01㎜)。
当百
分表回到原始位时,检查径向百分表
指针是否回到“0”位。
图2
有效数据的测量
若百分表不归“0” ,需找出原因重新打百分表测量。一般 的原因有 :百分表损坏,地脚螺栓松动,找正架及百分 表松动,观察记录数据错误 。图 2 中的数据满足上述要 求,测量数据有效。
图1
大家学习辛苦了,还是要坚持
继续保持安静
二、有效数据的测量
测量时,为了分析计算方便 ,常把三个百分表读数调整
至 “0”位,且百分表内小表指针指向整毫米处(此位置设
置为原始位),然后两半联轴器按压缩机工作转向手动匀
速盘动运转 (可以避免两半联轴器本身的误差影响对中
找正精度),避免回转。每转 90°读一次各表中数据 ,把
L
在找正过程中应时刻注意电机磁力中心位置的测量与验证, 保证其符合电机技术要求,具体的测量等课件中不再累述。
(为了保证电机磁力中心线在使用中不产生偏差,在找正 完成后,两联轴器未连接前,需结合电工单试电机测出标 准的磁力中心线)
1.按转子旋转方向盘动两转子数圈,使转子处于自然状态; 2.在调整端半联轴器轮毂外圆面和端面上各作相隔90°的
四等分标志点, 确保旋转时与上述四点一一对应; 3.将表架固定于基准端半联轴器端面,并固定好百分表,
确保表架和百分表无晃动; 4.将百分表触头触及调整端半联轴器轮毂外圆面和端面,
检查小指针所指数据不要太大,一般设置刻度为5左右; 同时也为了出现负偏差。 5.将基准转子按旋转方向转动;在整个找正过程中两联轴 器必须按同一方向旋转。
三表找正

旋转机械的联轴器找正旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
轴系的找正

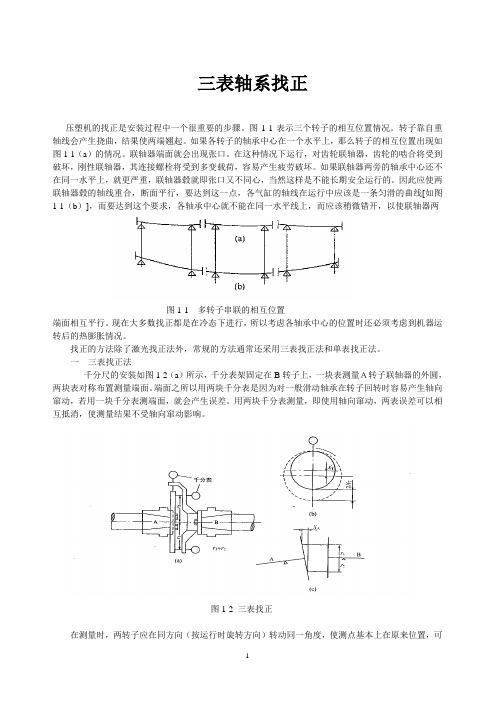
三表轴系找正压塑机的找正是安装过程中一个很重要的步骤。
图1-1表示三个转子的相互位置情况。
转子靠自重轴线会产生挠曲,结果使两端翘起。
如果各转子的轴承中心在一个水平上,那么转子的相互位置出现如图1-1(a)的情况。
联轴器端面就会出现张口。
在这种情况下运行,对齿轮联轴器,齿轮的啮合将受到破坏,刚性联轴器,其连接螺栓将受到多变载荷,容易产生疲劳破坏。
如果联轴器两旁的轴承中心还不在同一水平上,就更严重,联轴器毂就即张口又不同心,当然这样是不能长期安全运行的。
因此应使两联轴器毂的轴线重合,断面平行,要达到这一点,各气缸的轴线在运行中应该是一条匀滑的曲线[如图1-1(b)],而要达到这个要求,各轴承中心就不能在同一水平线上,而应该稍微错开,以使联轴器两图1-1 多转子串联的相互位置端面相互平行。
现在大多数找正都是在冷态下进行,所以考虑各轴承中心的位置时还必须考虑到机器运转后的热膨胀情况。
找正的方法除了激光找正法外,常规的方法通常还采用三表找正法和单表找正法。
一三表找正法千分尺的安装如图1-2(a)所示,千分表架固定在B转子上,一块表测量A转子联轴器的外圆,两块表对称布置测量端面。
端面之所以用两块千分表是因为对一般滑动轴承在转子回转时容易产生轴向窜动,若用一块千分表测端面,就会产生误差。
用两块千分表测量,即使用轴向窜动,两表误差可以相互抵消,使测量结果不受轴向窜动影响。
图1-2 三表找正在测量时,两转子应在同方向(按运行时旋转方向)转动同一角度,使测点基本上在原来位置,可以减少由零件制造误差(如联轴器外圆不圆,联轴器与主轴的偏心歪斜等缺陷)而带来的测量误差。
两块千分表测点离轴心距离应相等,而且应尽可能地使两测点距离大一些,以提高找正精度,找正步骤如下。
1、千分表装好后先试一圈,检查外圆的千分表指针是否回到原位,能回到原位算正常,端面千分表在轴无轴向窜动时也回到原位,如有轴向窜动,则两表指针不回原位,但两表变化相同。
单表找正座标作图法
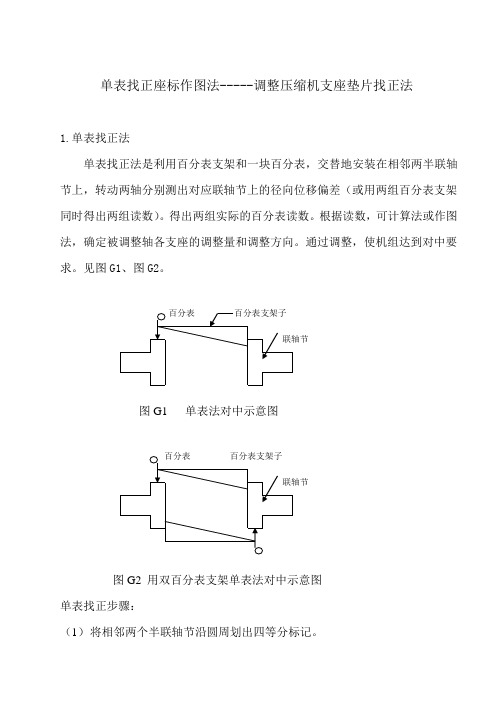
单表找正座标作图法-----调整压缩机支座垫片找正法1.单表找正法单表找正法是利用百分表支架和一块百分表,交替地安装在相邻两半联轴节上,转动两轴分别测出对应联轴节上的径向位移偏差(或用两组百分表支架同时得出两组读数)。
得出两组实际的百分表读数。
根据读数,可计算法或作图法,确定被调整轴各支座的调整量和调整方向。
通过调整,使机组达到对中要求。
见图G1、图G2。
图G1 单表法对中示意图图G2 用双百分表支架单表法对中示意图单表找正步骤:(1)将相邻两个半联轴节沿圆周划出四等分标记。
(2)把百分表支架装在汽轮机轴的半联轴节上,装上百分表,使测量头与压缩机轴端的半联轴节外圆相接触,并使表的测量头对准标记a1的位置。
见图G3。
图G3 单表找正对中示意图b1 a1b 4 R b2a4R a2b3 a3汽轮机侧找正读数压缩机侧找正读数(3)按转动方向旋转汽轮机轴(或同时旋转两轴)。
记录百分表在压缩机半联轴节上测出的a1、a2、a3、a4四个读数。
检查读数应使a1 + a3 = a2 + a4(偏差应小于0.02mm)。
若不等,查明原因后重新测量。
百分表读数是对中时进行调整的依据,因此,要求百分表读数应准确无误。
还应注意数值的“正”或“负”。
(4)把百分表支架换装在压缩机轴端的半联轴节上,用同样方法测出b1、b2、b3、b4四个读数。
(5)确定调整量和调整方向。
压缩机在垂直方向上两支座的调整量及水平位置的左右移动量用座标作图法来确定。
(6)垂直方向调整量作图步骤:a.画出机组运转时的热态线,见图G4,根据机组各轴向尺寸,标出各相应位置。
b.画出冷态找正曲线。
在热态曲线上,通过各支座点、轴承点等分别作热态线的垂直线,按比例将制造厂提供的或计算出的轴中心在各处所要求的预留膨胀量数值标注在各自的垂直线上。
图G4 透平—压缩机冷态找正曲线透平冷态找正曲线例1. 乙烯裂解装置C300透平压缩机的冷态找正调整。
裂解气压缩机级的汽轮机在前后轴承处轴中心的膨胀量,按照机体受热膨胀计算公式计算后分别为0.29mm和0.336mm(环境温度为10°C)。
三表找正
旋转机械的联轴器找正旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
轴系的找正
三表轴系找正压塑机的找正是安装过程中一个很重要的步骤。
图1-1表示三个转子的相互位置情况。
转子靠自重轴线会产生挠曲,结果使两端翘起。
如果各转子的轴承中心在一个水平上,那么转子的相互位置出现如图1-1(a)的情况。
联轴器端面就会出现张口。
在这种情况下运行,对齿轮联轴器,齿轮的啮合将受到破坏,刚性联轴器,其连接螺栓将受到多变载荷,容易产生疲劳破坏。
如果联轴器两旁的轴承中心还不在同一水平上,就更严重,联轴器毂就即张口又不同心,当然这样是不能长期安全运行的。
因此应使两联轴器毂的轴线重合,断面平行,要达到这一点,各气缸的轴线在运行中应该是一条匀滑的曲线[如图1-1(b)],而要达到这个要求,各轴承中心就不能在同一水平线上,而应该稍微错开,以使联轴器两图1-1 多转子串联的相互位置端面相互平行。
现在大多数找正都是在冷态下进行,所以考虑各轴承中心的位置时还必须考虑到机器运转后的热膨胀情况。
找正的方法除了激光找正法外,常规的方法通常还采用三表找正法和单表找正法。
一三表找正法千分尺的安装如图1-2(a)所示,千分表架固定在B转子上,一块表测量A转子联轴器的外圆,两块表对称布置测量端面。
端面之所以用两块千分表是因为对一般滑动轴承在转子回转时容易产生轴向窜动,若用一块千分表测端面,就会产生误差。
用两块千分表测量,即使用轴向窜动,两表误差可以相互抵消,使测量结果不受轴向窜动影响。
图1-2 三表找正在测量时,两转子应在同方向(按运行时旋转方向)转动同一角度,使测点基本上在原来位置,可以减少由零件制造误差(如联轴器外圆不圆,联轴器与主轴的偏心歪斜等缺陷)而带来的测量误差。
两块千分表测点离轴心距离应相等,而且应尽可能地使两测点距离大一些,以提高找正精度,找正步骤如下。
1、千分表装好后先试一圈,检查外圆的千分表指针是否回到原位,能回到原位算正常,端面千分表在轴无轴向窜动时也回到原位,如有轴向窜动,则两表指针不回原位,但两表变化相同。
三表找正法

三表找正法在找正前先要准备一个安装百分表的表架和一个作为找正基准的圆盘,然后分别与要找正的两个轴端固定(见下图)。
表架应具备足够的刚度,放置百分表的孔要能牢牢地卡住百分表杆,使其不致松动。
圆盘的直径应适当地大一点,这样可使轴向误差反应比较敏感。
圆盘上百分表所接触的两个加工面要有足够的光洁度,表架及圆盘与轴端固定时要尽量同心,以保证找正时读数准确。
三表找正法的三块百分表一块是用来测量径向偏差,一块测量轴向偏差,而另一块轴向表是为了测量轴向窜量而设置。
找正的步骤如下:先将径向百分表放在顶部垂直位置,并在圆盘的相应位置上划出细线记号,将三个百分表全部读数拨到“0”位,然后按轴在工作状况下的转向,同时盘动两轴90°,分别记下三个表上的读数,然后继续盘动两轴至180°、270°,分别记下三表上的读数,当轴盘回原位时三个表上的读数原则上应该回到“0”(在读数时要注意正负数,应将表中的大数指针指在中间的某个整数上,以防止误读以及损坏百分表)。
若径向表1和轴向表2、3的读数如下:则径向垂直偏差位移当Δ1>0时应增加垫片;当Δ1<0撤垫片,径向水平偏差位移当Δ2>0时向右顶,Δ2<0时向左顶,轴向垂直偏差位移当Δ3>0时上张口,Δ3<0时下张口,轴向水平偏差位移当Δ4>0时右张口,Δ4<0时左张口,对所得的数据应进行复核。
即:a+c=b 、 d+f=e 、g+i=h测得偏差值后在进行调整时,应先调整轴向后调整径向偏差;先调整直面后调整水平面偏差。
其轴向偏差的调整量可由下图求出。
式中:e 、h ——轴向表(2)、(3)的读数;w ——轴向表(2)、(3)的间距;A ——前支脚至联轴器的距离;B ——后支脚至联轴器的距离;x ——前支脚调整量;y ——后支脚调整量。
2201b b=-=∆22a c -=∆23h e -=∆2)()(4g i d f ---=∆w h e tg -=θw h e AAtg x -==θwhe B Btg y -==θ。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单表找正座标作图法-----调整压缩机支座垫片找正法
1.单表找正法
单表找正法是利用百分表支架和一块百分表,交替地安装在相邻两半联轴节上,转动两轴分别测出对应联轴节上的径向位移偏差(或用两组百分表支架同时得出两组读数)。
得出两组实际的百分表读数。
根据读数,可计算法或作图法,确定被调整轴各支座的调整量和调整方向。
通过调整,使机组达到对中要求。
见图G1、图G2。
图G1 单表法对中示意图
图G2 用双百分表支架单表法对中示意图
单表找正步骤:
(1)将相邻两个半联轴节沿圆周划出四等分标记。
(2)把百分表支架装在汽轮机轴的半联轴节上,装上百分表,使测量头与压缩机轴端的半联轴节外圆相接触,并使表的测量头对准标记a1的位置。
见图G3。
图G3 单表找正对中示意图
b1 a1
b 4 R b2a4R a2
b3 a3
汽轮机侧找正读数压缩机侧找正读数
(3)按转动方向旋转汽轮机轴(或同时旋转两轴)。
记录百分表在压缩机半联轴节上测出的a1、a2、a3、a4四个读数。
检查读数应使a1 + a3 = a2 + a4(偏差应小于0.02mm)。
若不等,查明原因后重新测量。
百分表读数是对中时进行调整的依据,因此,要求百分表读数应准确无误。
还应注意数值的“正”或“负”。
(4)把百分表支架换装在压缩机轴端的半联轴节上,用同样方法测出b1、b2、b3、b4四个读数。
(5)确定调整量和调整方向。
压缩机在垂直方向上两支座的调整量及水平位置的左右移动量用座标
作图法来确定。
(6)垂直方向调整量作图步骤:
a.画出机组运转时的热态线,见图G4,根据机组各轴向尺寸,标出各相应位置。
b.画出冷态找正曲线。
在热态曲线上,通过各支座点、轴承点等分别作热态线的垂直线,按比例将制造厂提供的或计算出的轴中心在各处所要求的预留膨胀量数值标注在各自的垂直线上。
图G4 透平—压缩机冷态找正曲线
透平冷态找正曲线
例1. 乙烯裂解装置C300透平压缩机的冷态找正调整。
裂解气压缩机级的汽轮机在前后轴承处轴中心的膨胀量,按照机体受热膨胀计算公式计算后分别为0.29mm和0.336mm(环境温度为10°C)。
制造厂技术文件给出压缩机低压缸支座处轴中心位移数值分别为0.15mm和0.12mm。
在
热态线的相应垂直线上按比例画出上述各值(膨胀量向下,收缩量向上),得出A1、A2、B1、B2四点。
连接A1、A2和B1、B2,延长两直线,分别与各自联轴节处的垂直线交于A3和B1点,此A1A3和B1B3线即是汽轮机和压缩机轴线在冷态时所要求的安装曲线,称为冷态线。
c.确定找正时百分表要求读数值。
把A1A3和B1B3直线再延长到相邻联轴节处的垂线上,得A4B4两点,按座标图纸比例测出A3、B4为0.16mm。
A4B3为0.18mm。
分别为汽轮机和压缩机在两个半联轴节处轴中心应有的相对偏差值。
百分表读数应为轴中心偏差值的两倍。
见下图
b1(0) a1(0)
b 4(0.16)R b2(0.16)a4(-0.18)R a2(-0.18)
b3(0.32) a3(-0.36)
汽轮机侧找正读数压缩机侧找正读数
图G5 百分表要求的读数
找正读数的正负值,由两轴的相互位置决定(表针顺时针转为证)。
d.画出找正时各轴的现时找正曲线
汽轮机和压缩机在对中找正调整前,应先测出联轴节处的实际偏差数据,算出轴中心的偏差,汽轮机轴中心偏差等于b=(b3- b1)÷2,压缩机轴中心偏差等于联轴节a=(a3 - a1)÷2。
把各轴中心偏差值分别标在画有冷态找正曲线的座标纸上,得出C、D两点,见图G 6。
图G6 透平—压缩机调整前实际位置线
C、D两点连成一直线,并向压缩机侧延长,与D E F线即为压缩机轴中心调整前实际所处的位置线。
e.确定支座处调整量
在画有安装曲线的图上画出压缩机的实际位置曲线后,两曲线在压缩机支座处的偏差量L1和L2,即是支座处的垫片调整量。
经对中找正后的最终实际曲线应与安装曲线基本重合,两线的最大偏差值应小于0.04mm。
水平位置的调整可以用同样方法进行。
每一对联轴节对中调整时,一般先将水平方向调整好以后再调整垂直方向,这样调整方便,误差小。
低压缸调整完毕后,以低压缸为基准继续调整中压缸,最后调整高压缸。
其它压缩机的找正均以汽轮机为基准调整压缩机。
30万吨/年乙烯装置压缩机,在环境温度20°C时联轴节对中找正值见
(对中时,一般是先固定一根轴的位置,调整另一根轴,以达到对中,若规定在被调整轴上取得读数,用a表示,而在基准轴上取得读数计,用b表示。
并且还规定,是指垂直面内的对中情况。
)
例2. 茂名石化加氢裂化装置C101透平---压缩机的冷态找正调整。
(1)设计冷态预找正曲线座标图。
mm
-0.3 压缩机冷态找正曲线-0.4 透平冷态找正曲线
0 0
-6.3R -6.36.3 R 6.3
-12.6 允许±3 12.6
透平端找正数据压缩机端找正数据
(2)画出压缩机现时找正曲线和确定压缩机支座垫片的调整量:
0 (b1) 0(a1)
(b4)-25.3R -25.3(b2 ) (a4)20 R 20(a2)
-50.6(b3) 允许±3 40(a3)
透平端找正数据压缩机端找正数据
根据上述现时找正数据,画出压缩机现时找正曲线。
确定支座的偏差量。
透平冷态找正曲线
查座标图得:L1=0.12 mm和L2=0.07 mm,即是压缩机支座实际需要的减少垫片数值。