单表找正方法
联轴节单表找正
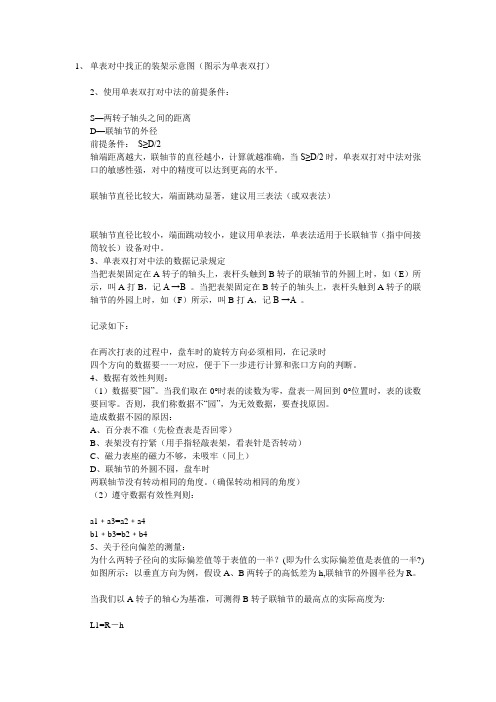
1、单表对中找正的装架示意图(图示为单表双打)2、使用单表双打对中法的前提条件:S—两转子轴头之间的距离D—联轴节的外径前提条件:S≥D/2轴端距离越大,联轴节的直径越小,计算就越准确,当S≥D/2时,单表双打对中法对张口的敏感性强,对中的精度可以达到更高的水平。
联轴节直径比较大,端面跳动显著,建议用三表法(或双表法)联轴节直径比较小,端面跳动较小,建议用单表法,单表法适用于长联轴节(指中间接筒较长)设备对中。
3、单表双打对中法的数据记录规定当把表架固定在A转子的轴头上,表杆头触到B转子的联轴节的外圆上时,如(E)所示,叫A打B,记A →B 。
当把表架固定在B转子的轴头上,表杆头触到A转子的联轴节的外园上时,如(F)所示,叫B打A,记B →A 。
记录如下:在两次打表的过程中,盘车时的旋转方向必须相同,在记录时四个方向的数据要一一对应,便于下一步进行计算和张口方向的判断。
4、数据有效性判则:(1)数据要“园”。
当我们取在0°时表的读数为零,盘表一周回到0°位置时,表的读数要回零。
否则,我们称数据不“园”,为无效数据,要查找原因。
造成数据不园的原因:A、百分表不准(先检查表是否回零)B、表架没有拧紧(用手指轻敲表架,看表针是否转动)C、磁力表座的磁力不够,未吸牢(同上)D、联轴节的外圆不园,盘车时两联轴节没有转动相同的角度。
(确保转动相同的角度)(2)遵守数据有效性判则:a1﹢a3=a2﹢a4b1﹢b3=b2﹢b45、关于径向偏差的测量:为什么两转子径向的实际偏差值等于表值的一半?(即为什么实际偏差值是表值的一半?) 如图所示:以垂直方向为例,假设A、B两转子的高低差为h,联轴节的外圆半径为R。
当我们以A转子的轴心为基准,可测得B转子联轴节的最高点的实际高度为:L1=R-h当我们以A转子的轴心为基准,可测得B转子联轴节的最低点与A转子轴心的高度差为:L2=R﹢h(2)由(2)-(1)得:L2-L1=2hh=(L2-L1) /2当在顶点位置时把表调为零,即L1=0,得:h=L2/2所以:两转子径向的实际偏差值等于表值的一半?(说明:该判则在水平方向也适用)6、单表对中张口方向的判断(一)、张口值的计算公式(1)、垂直方向的张口值的计算公式:⊥A=(a3+b3) d/2s(2)、水平方向的张口值的计算公式:∥A= 〔(a4-a2) +(b4-b2) 〕d/2s式中:⊥A—垂直方向(上下)的张口值∥A—水平方向(左右)的张口值S—两联轴节端面之间的距离d—联轴节的外圆直径(打表处)(3)、关于张口值计算公式的推导由于张口值计算公式的推导较为复杂,涉及到相似三角形等数学方面的知识,加之不影响我们的实际找正工作,在此不再叙述。
单表找正法在机组对中中的应用

。
曩’ ・‘
图 5 调整量的计算
图 中1≥,= I设 轴上 5 ,: l l, B向 a H I / ≥假 - / 2
则
:
= 1 i口 + + =D I 4YD 譬 2 6
:
则 6一 与
相重△ ’ 6一 与
栀
厶’
(
X
、
2
b 3 I 。 )+I I 2 2
绍 和分析 。
图 1 单 表 找 正 的 测量 示意
1 .
“ 联轴 器 上 的 a 、a 、3 a A” l 2 a 、4的读 数 ( 中 a 其 l=
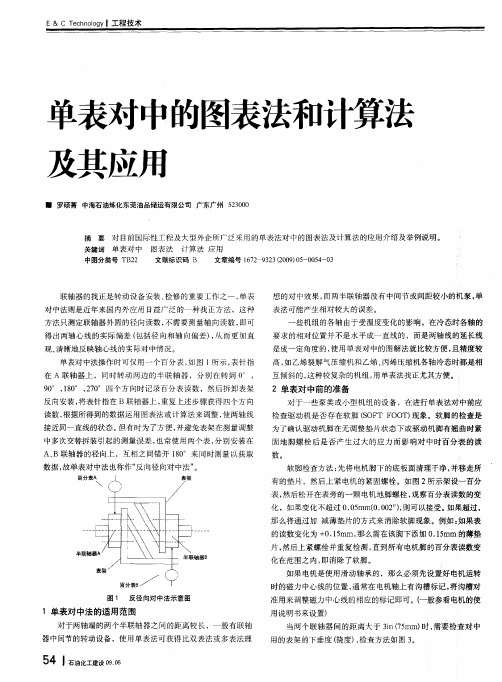
1 单表找正 的测量方法
单表找正法只须测定联轴器轮毂外圆的径 向读 数, 而无须测量端面的轴向读数 , 测量时仅需一个百
分表 即可完成 。测量 示意 , 图 1 示 。 如 所 用此方 法测 量时 , 需要特 制一个 找正用 表架 , 表 架 自身质量 要小 , 并有 足够 的刚度 , 架及 百分表 均 表 要求 紧 固 , 允许 有 松 动 现 象。而 且 为 了消 除 表 架 不
第2 6卷
第1 8期
Ga s i n e 科技 h oo y n u Sce c n c n lg 甘肃 a d Te
.1 . 6 Ⅳ0 8 2
S p. e 2 0 O1
21 0 0年 9月
单表 找正 法在 机 组 对 中 中的应 用
朱喜军 , 魏
摘
强
( 兰州石化公 司 , 甘肃 兰州 7 06 ) 3 0 0 要: 单表找 正法是 目前大型机组对中中的应用 日渐广泛 的一种方 法 , 主要 对单 表找 正法的测量操 作 、 注意事项
单表法找正压缩机联轴器
维普资讯
P
Ci工u“ 眉co c h化n设 elsf m Cc 漕 建o a r i
27第9第明 0年 2 4 0 卷
F= h 对于水平对准 ,驱动机 轮毂上的千分表平面和 对着驱 动机后 脚安 装的刻度 盘千 分表底之 间的距 离 。
G
单 表法找 正压缩 机联 轴器
刘青春 李俊 佟宝贵
( 中油吉林化建工程股份有限公 司,吉林吉林 12 2 ) 3 02 摘 要 关键 词 结合空分装置氮压机联轴器找正的过程 ,介绍用单表法 在压缩机 的联轴器找正中的应用 。 单表法 压缩机 联轴器
中图分类号 TN0 6
文献标 识码 B
文章编号 17 - 3 3(0 7 4 0 1— 3 6 2 9 2 2 0 )0 — 0 9 0
1前 言
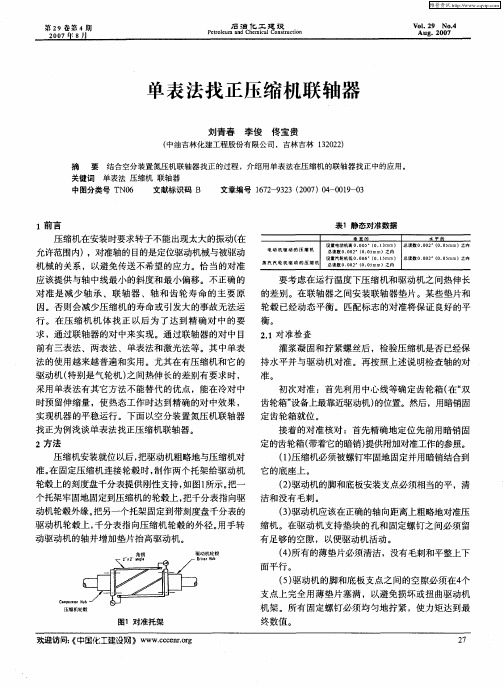
表 1静态对准 数据
毒 育 的 水 平 的
压缩机 在安装 时要求转 子不能 出现太大 的振动 ( 在 允许范 围内),对准轴 的 目的是 定位驱 动机械与被驱动
机 械 的关系 ,以避免 传送 不希 望的应 力 。恰 当的对准 应 该提供 与轴 中线最 小 的斜度和 最小 偏移 。不正 确 的
维普资讯
第 29卷第 4期
2 0 0 7年 8月
P toe m a dCh mia go s u t n er lu n e c l n - ci t r o
后 油 化 工 建 设
VO .2 NO 4 I 9 . Au g.20 7 0
动机轮毂 外缘。 把另一 个托架 固定到带刻度盘 千分表 的
驱动机 轮毂 上 , 分表 指 向压 缩机 轮毂 的外径 。 千 用手 转 缩机 。在驱 动机 支持 垫块 的 孔和 固定螺钉 之 间必 须 留 动驱动 机的轴 并增加 垫片抬 高驱 动机 。 有 足够 的空 隙 ,以便驱 动机 活动 。 ( ) 有的薄垫 片必须清 洁 ,没有毛刺 和平整上 下 4所
单表对中的图表法和计算法及其应用
的读数变化为 +0 1mm, .5 那么需在该脚下添加 0 1mm 的薄垫 .5 片, 然后上 紧螺栓并重复检测 , 到所有 电机脚的百分表读数变 直
化在 范 围之 内 , 即消 除 了软 脚 。
如果 电机是使用滑动轴承 的,那么必须先设置好 电机运转
时的磁力 中心线的位置 , 通常在 电机轴上有沟槽标记 , 将沟槽对
想的对中果 , 而两半联轴器 没有 中间节或间距较小 的机泵 , 单
表 法 可 能产 生 相对 较大 的误 差 。
一
方 法 只 测定 联 轴 器 外 圆 的径 向读 数 , 需 要 测量 轴 向读 数 , 可 不 即 得 出两 轴 心 线 的实 际偏 差 ( 括 径 向和 轴 向偏 差) 从 而 更 加直 包 ,
反 向安装, 将表针指在 B联轴器上 , 重复上述 步骤获得四个方 向
读 数 , 据 所得 到 的数 据 运 用 图表 法 或 计算 法 来 调 整 , 两轴 线 根 使 接 近 同 一直 线 的状 态 。 但有 时 为 了方 便 , 并避 免 表 架 在 测 量调 整
中多次交替拆装引起 的测量误差 , 也常使用两个表 , 别安装在 分 A、 B联轴器的径向上 ,互相之 间错开 10 8 。来同时测量 以获取 数据 , 故单表对 中法也称作“ 反向径 向对中法 ” 。
应获取的点在 0线的上方 ; 读数为负 , 图表上获取的点在 0线 在
下方。
当在 B联 轴器 ( 电机端) 上获得 的读数为正 的时 , 图表上 在
相 应 获 取 的 点 在 0线 的 下方 ; 数 为 负 , 图表 上 获 取 的 点 在 0 读 在
酉分 表在 顶 部 时设 为 零 读取百分表读数
整 电 机 后 , 行 步 骤 1 重 新 检 查 水 平 和 垂 直 方 向 , 果 垂 直 方 进 , 如
浅谈设备找正
浅谈设备找正摘要本文简述了转动设备检修中,联轴器常见的几种找正方法以及适用情况,重点对找正过程中常遇到的几种错误方法加以阐述。
指导员工采用正确的找正方法,避免走弯路或出现误差,从而快速保质的完成对中检修。
关键词:找正联轴器单表法双表法三表法前言:联轴器找正是转动设备检修过程中的重要环节,找正目的是使转动设备的主动轴与从动轴两轴的中心线在同一直线上,消除设备在运转过程中联轴器处的机械应力。
一旦找正不好,会直接导致运转设备振动大、轴承损坏、联轴器膜片或注销磨损以及其它部件过早失效。
因此找正的精度是设备能否正常运转,配件能否长周期使用的关键。
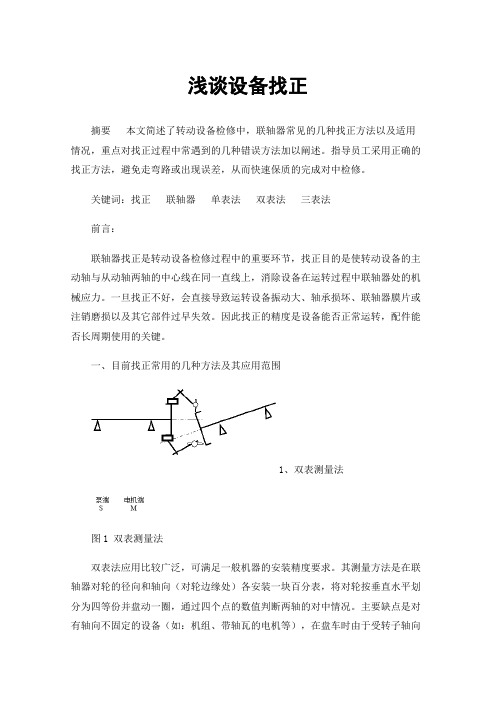
一、目前找正常用的几种方法及其应用范围1、双表测量法图1 双表测量法双表法应用比较广泛,可满足一般机器的安装精度要求。
其测量方法是在联轴器对轮的径向和轴向(对轮边缘处)各安装一块百分表,将对轮按垂直水平划分为四等份并盘动一圈,通过四个点的数值判断两轴的对中情况。
主要缺点是对有轴向不固定的设备(如:机组、带轴瓦的电机等),在盘车时由于受转子轴向窜动的影响,其端面的位移数据会产生误差。
因此,这种测量方法适用于由滚动轴承支撑的转轴及轴向窜动比较小的中、小型机器。
2、三表测量法三表测量法与两表测量法不同之处是在联轴器对轮轴向多安装了一块百分表,目的是消除轴在盘车时窜动对轴向读数的影响。
其又可采用两种方法:方法1,将多加的百分表安装指向转子轴心位置,其主要作用是盘车时用来显示转子的轴向窜量,在计算轴向数值时根据转子窜动方向将该数值减去或加上,此种方法必须保证百分表安装在转子轴心处,否则会略有偏差。
方法2,与轴中心等距离处对称布置两块百分表,两块表同时测量联轴器对轮轴向数值,最后将两表数值相减,除去转子窜量对轴向数值的影响,由于两块表都测量了联轴器的轴向偏差,因此还需将相减后的数值除以2,即为两联轴器轴向数值偏差。
3、单表测量法图4单表测量法单表法它是近年来国外应用日益广泛的一种联轴器找正方法。
浅述单表找正法和三表找正法

h一0 II —24 ̄了--二j当两轴夹角较小时,(),K O:Ⅳ :h
(1)在 坐 标纸 上 ,根 据 测量 的机器 尺 寸 ,确 定 横坐 标和 纵 坐标 的 比例 , 以轴 A中心 线 为基 准水 平 线 。
一 一 , O:W h +1l。。 AKWO2分 别相 似 于AKED 和△KGF,得 :
1.1找正步 骤
(1)按 要求 装 好 表 架和 表 头 ,注 意 表 的指针 要压 缩2—3mm,指针尽 量 要垂 直 于测 量位 置 ,并在
表 指针 接 触 测量 位 置 处做 上 记号 。在 0。起 始 测量 位 置 ,最 好 把 指 针 归 零 位 ,这 样 在 盘 动 转 子 时 读 数很方 便 , 以免误读 。
2.1找 正步骤
将 表 读 数计 入 图4表 中 ,记 录数 据 时 ,要 面 向 联 轴 器 端 面 ,方 向和 数 据 对 应 ,不 要 混 淆 。检 查 数 据 ,要 求有 e1+g1=fi+s1,e2+g2=f2+s2,如 果 误差 较 大 ,要按 前述 方法 检查 原 因 。 2.2垫 片调 整量 计算
设端面 跳 动量 (角 偏差 )为
BC ! ±! 2二! : !
:
2
(2)两转 子相 对位 置 关系判 断
单 表 找 正 法 ,也 叫单 表 双 打 法 ,就 是 分 别 测 量 两 转 子 联 轴 器 外 圆 , 不 测量 端 面 跳 动 。架 表 要 求 同前 ,见 图3。 以轴A为 基 准 ,调 整 轴B机 脚 垫 片 ,将 表架 安 装在A轴 半 联轴 器上 ,百分 表一 块测 量B轴 半联 轴器 的外 圆表面 ,当测 完数 据 后 ,将表 架 卸下 装 在B轴 半 联轴 器 上 , 百分 表 测量A轴 半联 轴 器 的外 圆表 面 。安 装 表 架 的注 意 事 项 同三 表 找 正 ,要 确保 读数 不产 生过 大 的误差 。
单表对中找正方法
单表对中找正方法1、单表对中找正的装架示意图(图示为单表双打)2、使用单表双打对中法的前提条件:S—两转子轴头之间的距离D—联轴节的外径前提条件:S≥D/2轴端距离越大,联轴节的直径越小,计算就越准确,当S≥D/2时,单表双打对中法对张口的敏感性强,对中的精度可以达到更高的水平。
联轴节直径比较大,端面跳动显著,建议用三表法(或双表法)联轴节直径比较小,端面跳动较小,建议用单表法,单表法适用于长联轴节(指中间接筒较长)设备对中。
3、单表双打对中法的数据记录规定当把表架固定在A转子的轴头上,表杆头触到B转子的联轴节的外圆上时,如(E)所示,叫A打B,记A →B 。
当把表架固定在B转子的轴头上,表杆头触到A转子的联轴节的外园上时,如(F)所示,叫B打A,记B →A 。
记录如下:在两次打表的过程中,盘车时的旋转方向必须相同,在记录时四个方向的数据要一一对应,便于下一步进行计算和张口方向的判断。
4、数据有效性判则:(1)数据要“园”。
当我们取在0°时表的读数为零,盘表一周回到0°位置时,表的读数要回零。
否则,我们称数据不“园”,为无效数据,要查找原因。
造成数据不园的原因:A、百分表不准(先检查表是否回零)B、表架没有拧紧(用手指轻敲表架,看表针是否转动)C、磁力表座的磁力不够,未吸牢(同上)D、联轴节的外圆不园,盘车时两联轴节没有转动相同的角度。
(确保转动相同的角度)(2)遵守数据有效性判则:a1﹢a3=a2﹢a4b1﹢b3=b2﹢b45、关于径向偏差的测量:为什么两转子径向的实际偏差值等于表值的一半?(即为什么实际偏差值是表值的一半?)如图所示:以垂直方向为例,假设A、B两转子的高低差为h,联轴节的外圆半径为R。
当我们以A转子的轴心为基准,可测得B转子联轴节的最高点的实际高度为:L1=R-h(1)当我们以A转子的轴心为基准,可测得B转子联轴节的最低点与A转子轴心的高度差为:L2=R﹢h(2)由(2)-(1)得:L2-L1=2hh=(L2-L1) /2当在顶点位置时把表调为零,即L1=0,得:h=L2/2所以:两转子径向的实际偏差值等于表值的一半?(说明:该判则在水平方向也适用)6、单表对中张口方向的判断(一)、张口值的计算公式(1)、垂直方向的张口值的计算公式:⊥A=(a3+b3) d/2s(2)、水平方向的张口值的计算公式:∥A= 〔(a4-a2) +(b4-b2) 〕d/2s式中:⊥A—垂直方向(上下)的张口值∥A—水平方向(左右)的张口值S—两联轴节端面之间的距离d—联轴节的外圆直径(打表处)(3)、关于张口值计算公式的推导由于张口值计算公式的推导较为复杂,涉及到相似三角形等数学方面的知识,加之不影响我们的实际找正工作,在此不再叙述。
泵轴对中找正(单表双打法) 三表打法

泵轴对中找正(单表双打法) 三表打法单表对中找正方法1、单表对中找正的装架示意图(图示为单表双打)2、使用单表双打对中法的前提条件:S—两转子轴头之间的距离D—联轴节的外径前提条件:S≥D/2轴端距离越大,联轴节的直径越小,计算就越准确,当S≥D/2 时,单表双打对中法对张口的敏感性强,对中的精度可以达到更高的水平。
联轴节直径比较大,端面跳动显著,建议用三表法(或双表法)联轴节直径比较小,端面跳动较小,建议用单表法,单表法适用于长联轴节(指中间接筒较长)设备对中。
3、单表双打对中法的数据记录规定当把表架固定在 A 转子的轴头上,表杆头触到 B 转子的联轴节的外圆上时,如(E)所示,叫 A 打B,记 A →B 。
当把表架固定在 B 转子的轴头上,表杆头触到 A转子的联轴节的外园上时,如(F)所示,叫 B 打A,记 B →A 。
记录如下:在两次打表的过程中,盘车时的旋转方向必须相同,在记录时四个方向的数据要一一对应,便于下一步进行计算和张口方向的判断。
4、数据有效性判则:(1)数据要“园”。
当我们取在0°\u26102X表的读数为零,盘表一周回到0°\u20301X置时,表的读数要回零。
否则,我们称数据不“园”,为无效数据,要查找原因。
造成数据不园的原因:A、百分表不准(先检查表是否回零)B、表架没有拧紧(用手指轻敲表架,看表针是否转动)C、磁力表座的磁力不够,未吸牢(同上)D、联轴节的外圆不园,盘车时两联轴节没有转动相同的角度。
(确保转动相同的角度)(2)遵守数据有效性判则:a1﹢a3=a2﹢a4 b1﹢b3=b2﹢b45、关于径向偏差的测量:为什么两转子径向的实际偏差值等于表值的一半?(即为什么实际偏差值是表值的一半?)如图所示:以垂直方向为例,假设A、B 两转子的高低差为h,联轴节的外圆半径为R。
当我们以A 转子的轴心为基准,可测得 B 转子联轴节的最高点的实际高度为:L1=R-h (1)当我们以A 转子的轴心为基准,可测得 B 转子联轴节的最低点与 A 转子轴心的高度差为:L2=R﹢h (2)由(2)-(1)得:L2-L1=2h h=(L2-L1) /2当在顶点位置时把表调为零,即L1=0,得:h=L2/2所以:两转子径向的实际偏差值等于表值的一半?(说明:该判则在水平方向也适用)6、单表对中张口方向的判断(一)、张口值的计算公式(1)、垂直方向的张口值的计算公式:⊥A=(a3+b3) d/2s(2)、水平方向的张口值的计算公式:∥A= 〔(a4-a2) +(b4-b2) 〕d/2s 式中:⊥A—垂直方向(上下)的张口值∥A—水平方向(左右)的张口值S—两联轴节端面之间的距离d—联轴节的外圆直径(打表处)(3)、关于张口值计算公式的推导由于张口值计算公式的推导较为复杂,涉及到相似三角形等数学方面的知识,加之不影响我们的实际找正工作,在此不再叙述。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单表对中法
单表对中法是将对中表架和百分表分别固定在相邻两机器的半联轴器上,然后各自转动两轴或同时转动两轴,通过百分表的读数来计算和调整对中状况。
该法的优点是:直观明确、表架简单、计算调整方便。
由于它从根本上消除了转子轴向窜动对对中读数的影响,因此对中精度较高,对大型多台单机组成的机组特别适用。
(一)单表法对中的基本程序:
测定对中表架(以下简称表架)的挠度,将挠度值在表架上打永久性标志。
对中时用实测值减去表架挠度。
即为表的实际读数值,底部的读数值应减去挠度的二倍,左右的读数应减挠度。
将相邻机器的两半联轴器沿圆周做出四等分标志(见附图 )
图 单表法对中测量简图
将表架固定在✌轴上,表头触在 轴半联轴器外圆上,百分表不动,转动 轴 °此时百分表的读数为半联轴器外圆的圆度偏差。
在实测时应减去此偏差值,两轴同时转动不产
✌向
生偏差值;
调整百分表到♌= 。
按转动方向转动✌轴(或同时转动两轴),在 轴联轴器外圆测出♌、♌、♌的值,检查读数应使♌+♌=♌+♌(误差应小于 ❍❍),若不等时查明原因重新测量。
百分表读数是对中时进行调整的依据,因此要求百分表读数应准确无误,并注意数值的“正”“负”。
同样将表架固定在 轴上,重复步骤 、 ,调整♋= ,并测出♋、♋、♋四个数值。
(注意:两次盘车方向和读数方向应保持一致)。
根据两组百分表读数,确定支脚在垂直和水平方向的调整量和调整方向,调整量可用计算法、作图法和填表计算法确定。
(二)支脚调整量的确定: 计算法
)用计算法调整轴(✌)支脚垫片调整量时应先测出 、✡、☪之值(见附图 ),并用☹⍓和☹分别表示前后支脚的调整量。
这种计算方法只是先将两轴找成一条直线,在实际调整时还应将各支脚处的膨胀量或收缩量考虑进去。
图 单表对中示意图
)计算公式
2
21B
AC L -=
式中☹——机器支脚在垂直和水平方向的调整值,即
2
y 21垂
垂垂B C A Ly -=
2z 21z 垂
垂垂B C A L -
=
2y 21水
水水B C A Ly -
=
2
z 21z 水
水水B C A L -
=
计算结果为正值时应加垫;为负值应减垫;水平方向只是用调节螺钉调整中心偏差而不是增减垫片。
✌——两机器在垂直方向(✌垂)和水平方向(✌水)百分表读数的代数和; 其中:✌垂=♋+♌ ✌水=♋-♋+♌-♌
——调整轴(✌)支脚中心与基准轴( 轴)半联轴器上百分表读数平面间的距离(✡,☪)和两百分表读数平面距离( )之比,即 ⍓=✡或 =☪。
(见附图 ) ——基准轴在垂直方向( 垂)和水平方向( 水)百分表读数的代数和; 其中 垂=♌-♌ 水=♌-♌ 作图法
单表对中作图法是在单表对中计算法的基础上发展起来的,它的最大优点是简单,直观、方向性好,尤其是在垂直面需要预留垫膨胀量及水平面上需要留出水平偏差时,这一优点更加突出。
缺点是比例不当时,误差较大。
下面以垂直方向的调整为例介绍作图法的步骤。
)在座标纸上画出机组运转时的热态线,按比例标出机组各段轴向尺寸和相应的位置(见附图 );
图 机组对中曲线示意图
)在热态线上通过各支座点分别作热态线和垂线,按比例将制造厂提供的或计算出的轴中心在各处所要求的预留膨胀量数值标在各自的垂线上(见附图 膨胀量向下,收缩量向上),得出✌、✌、 、 四点,连接✌、✌和 、 ,延长两直线分别与各自联轴器处的垂线交于✌和 点,此✌✌和 线即是✌轴和 轴在冷态时要求的对中曲线,称冷态线;
)确定对中时百分表要求读数值,把✌✌和 直线再延长到相邻联轴器处的垂线上,得出✌和 两点,按座标比较简单 比例测出✌为 ❍❍、✌为 ❍❍。
分别为 轴与✌轴在两半联轴器轴中心应有的偏差值,百分表读数应为中心值偏差的两倍。
见附图 ;
图 百分表要求的读数
读数的“正”“负”值由两轴相互高低位置决定(表针顺时针转为正);
)画出对中时各轴的实际位置曲线。
轴与✌轴在对中调整前,应先测出自联轴器处的实际偏差数据,算出轴中心的偏差;
轴中心偏差=
21
3b
b-
,✌轴中心偏差=
21
3a
a-
把各轴中心偏差值分别标在画有安装曲线的座标纸上,得出 、 两点。
连接 、 两点成一直线并向✌轴侧延长,与✌轴支座处垂直线分别交于☜、☞两点,此 ☜☞线(虚线)即是✌轴中心调整前实际所处的位置线(见附图 )
图 调整前的实际位置曲线
)确定支座处的调整量,在画有安装曲线的图上画出✌轴的实际位置曲线后,两轴线在✌轴支座处的偏差量☹⍓和☹即是支座处的调整量。
经对中调整后的最终实际曲线应与对中曲线基本重合,两线的最大误差值应小于 ❍❍。
用同样的方法可以进行水平位置的调整。
如果制造厂技术文件给出机组的对中曲线和各联轴器处的百分表读数值,上述步骤可简略,在座标纸上直接按比例画出冷态安装曲线和实际对中时的曲线,进行比较后即可确定支座处的调整量。
填表计算法
该法最大特点是适用面宽、运算层次清楚。
对于按直线对中,冷态曲线对中均适用。
计算表
格见附表
单表对中填表计算法❍❍表 。