某电站大型混流式水轮机转轮止漏环加固工艺
水轮机转轮的检修
2 清除已严重损坏的部分。 . 1 对气蚀较 重的区域 , 要用铲 、 磨等方法清除已经损坏 而疏松的金属 。 露出基本材料来。对已经穿 孔或脱落的地方,需将孔洞修整成一定形
状 , 切割相 应 的不 锈钢 板准 备拼焊 。 再 2 对 转轮 预热 。堆焊 面积较 大和需 要 . 2
科 ቤተ መጻሕፍቲ ባይዱ
科 技 论I lj 坛
水轮机 转轮 的检修
李 吉 平
( 尔滨 市 电机 厂 , 龙 江 哈 尔滨 10 0 ) 哈 黑 5 0 0
摘 要: 在基本工艺和基本 测量上 , 机组检修 与安装工程是 一致的 , 不过检修是 为了处理 已有的损坏 , 恢复或者提 高机组的运行性 能。在进行检
修 时首先应 当 清已有的损 害在哪里 , 搞 程度如何 , 然后才能拟定相应的处理方法和技术措施。这与人们 生病后要先检查确诊 , 然后才对症下药是 同 样 的道理。以下对水轮机 、 电机的常见损 害情况 以及检修措施进行分析 , 发 以立式的反击型机组为代表 。
关 键 词 : 轮 机 转轮 ; 水 气蚀 ; 损 ; 磨 焊补 ; 磨 轮 叶 打
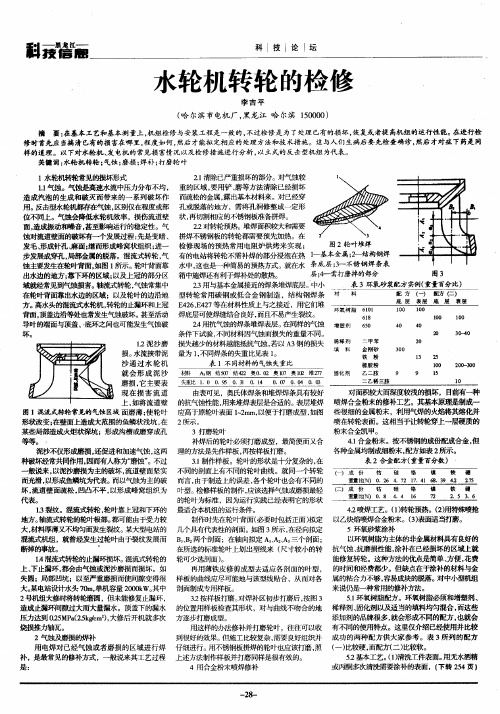
1 水轮机转轮常见的 损坏形式 1 气蚀。气蚀是高速水流中压力分布不均, . 1 造成汽泡 的生成和破灭而带来的一系列破坏作 用。 反击型水轮机都存在气蚀, 区别仅在程度或部 位不同上。气蚀会降低水轮机效率 ,损伤流道壁 面, 造成振动和噪音, 甚至影响运行的稳定性。气 蚀对流道壁面的破坏有—个发展过程: 先是变暗、 发毛 、 形成针孔、 麻面; 继而形成峰窝状组织 ; 进一 步发展成穿孔, 局部金属的脱落。 混流式转轮, 气 蚀主要发生在轮叶背面, 如图 1 所示。 轮叶背面靠 出水边的地方; 靠下环的区域 ; 以及上冠的部分区 域就经常见到气蚀损害。 轴流式转轮 , 气蚀常集中 在轮叶背面靠 出 水边的区域 ;以及轮叶的边沿地 方。高水头的混流式水轮机, 转轮的止漏环和上冠 背面。 顶盖边沿等处也常发生气蚀破坏。 甚至活动 导叶的端面与顶盖 、底环之间也可能发生气蚀破 ・
二滩电站水轮机止漏环开裂原因初探
维普资讯
=
云 南 水 力 发 电
YU NNAN WATE P R OW.R E
第 1 8卷
I s 0 6—3 5 s Nl O 9l
第 3期
二 滩 电 站 水 轮 机 止 漏 环 开 裂 原 因初 探
刘 万 均
( 滩 建设咨询工 程公司 , 二 四川 成 都 6 02 ) 10 1
止 漏 环 断 裂 , 落 了长 2 5r l 整 块 ; 脱 6 n 一 n 固定 止 漏 环 寸 要求 严 , 工 艺机 加 工 要求 高 。 因冷 套 温 度 低 , 此 对
的对 应 位置 整 圈均 存 在 被 断裂 崩 开 的 转 动 止 漏 环 铲 装 配条 件 要求 也 较 高 , 6号机 组 的止 漏 环 即按 此 工 艺
×3螺 栓拧 人 深度 应 为 2 l , 计 钻孑 深 度 4 n。 配 工艺 , 4 rn 设 l l L 7r l n 未采 用 热 套 、 套 工 艺 , 过 盈 配 合 改 为 间 冷 把 通 过 实 测 , 际部 分 螺 孑 钻 深 度 仅 1 n, 丝 深 度 隙配合 ( 实 测 平 均 装 配 间 隙 在 15r l 右 ) 实 L 8r l攻 n 经 . n 左 n 。转
摘
要 :简 要 介 绍 了 二 滩 水 电 站 水 轮 机 止 漏 环 开 裂 情 况 , 止 漏 环 的 结 构 、 质 、 配 工 艺 、 行 条 件 等 方 面 初 步 探 讨 了 二 滩 5台水 从 材 装 运
轮 机止漏环运行 中出现开裂 的原 因 . 介绍 了处理过 程和提高止 漏环 安全可靠 性的措施及建议 。
关 键 词 :二 滩 水 电站 : 漏 环 ; 压 脉 动 止 水
某抽水蓄能电站水轮机导水机构预装工艺

某抽水蓄能电站水轮机导水机构预装工艺发布时间:2022-08-12T01:53:03.727Z 来源:《中国建设信息化》2022年7期作者:衡鑫[导读] 某抽水蓄能电站水轮机导水机构具有尺寸大、零部件多、装配工序多以及装配要求高的特点。
衡鑫陕西能源电力运营有限公司,陕西西安 710016)摘要:某抽水蓄能电站水轮机导水机构具有尺寸大、零部件多、装配工序多以及装配要求高的特点。
为了在正式安装前及早的发现导水机构各部件装配过程中可能出现的制造误差等问题,在吊入转轮后保证顺利安装[1],需要进行导水机构的预装配。
预装主要任务及要求有:顶盖和底环的同心度达到设计要求;活动导叶转动灵活、没有规律性的倾斜;立面及端面间隙满足设计要求;底环钻孔以及预装顶盖定位销钉。
本文简述了某电站导水机构的预装工艺、技术要求。
关键词:导水机构;机组中心;同心度;端面间隙;立面间隙 pumped storage power station Turbine guide water institutions pre-installed technology HENG XinAbstract:pumped storage power station Turbine guide water institutions with large size, parts, assembly process and assembly of high demand. In order to early find artifacts before formal installation manufacture error may occur in the process of assembly and can be installed successfully after hanging into the wheel. Therefore, Turbine guide water institutions preassembly is required. With main task: The top and bottom ring of concentricity to meet the design requirements;Activity guide vane flexible rotation, no regularity of tilt; Elevation and side clearance meet the design requirements; Bottom ring and drilling head positioning pin.This paper briefly describes pumped storage power station Turbine guide water institutions pre-installed technology, technical requirements, And pay attention to the problems in the process of software pre-installed. Key words: Turbine guide water institutions; The unit center; concentricity; End clearance; The facade clearance1.前言某抽水蓄能电站位于广东省深圳市盐田区和龙岗区交界处。
初级-水轮机安装工技能-复习题
(11-083)电力职业技能鉴定考试 《水轮机安装工》初级工技能复习题一、选择题(请将正确答案的代号填入括号内,每题1分,共48题)1. 施工组织设计中的施工条件分析的作用是( )。
(A)提出本工程施工的基本特点; (B)进行导流建筑物的设计; (C)提出施工方法及具体措施; (D)编制进度计划。
答案:A2. 认真做好施工组织设计,其主要作用是( )。
(A)合理选用工程设计方案; (B)做好施工准备,建立正常施工程序; (C)保证工程质量,降低造价; (D)A 、B 、C 。
答案:D3. 施工组织设计要在( )编制。
(A)初步设计阶段; (B)技术设计阶段; (C)初步设计阶段和技术设计阶段; (D)施工阶段。
答案:C4. 单项工程进度计划是对( )进行编制的。
(A)一般工程项目; (B)主要工程项目; (C)分部工程项目; (D)单项工程项目。
答案:B5. 计算均衡施工强度、劳动力、材料等主要指标是( )的内容。
(A)单项工程进度计划; (B)分部工程进度计划; (C)施工总进度计划; (D)分项工程进度计划。
答案:C6. 编制施工进度计划的目的,首先在于( )。
(A)保证工程质量; (B)保证工程进度; (C)保证工程结算; (D)全项使用资金、材料、机械。
答案:B7. 签订工程承包合同,实行投资包干和办理工程价款结算的依据是( )。
(A)设计概算; (B)施工概算; (C)投资估算; (D)施工图预算。
答案:D8. 在进行起吊作业过程中,必须做到( )。
(A)在起吊的物体上不许站人; (B)设备不能带缺陷运行; (C)起吊不准斜拉物体;(D)A 、B 、C 。
答案:D9. 两台桥机抬吊重物时,抬吊重量不宜超过两台桥机总额定起重量的( )%。
(A)100; (B)80; (C)70; (D)50。
答案:C10. 切平面与圆锥轴线倾斜时,所得截交线图形为( )。
(A)圆; (B)正椭圆; (C)蛋型对称近似椭圆; (D)菱形。
某电站大型混流式水轮机转轮止漏环加固工艺
每 焊 完 一 层 须 彻 底 清 除 熔 渣 , 对 焊 缝 进 并 行仔细检查 , 确认 没 有 缺 陷 后 再焊 下 一 层 。 严 格 控 制 预 热 温 度 和 层 间 温 度 。 接 工 艺 焊
表1 焊接 工 艺参 数
焊接方式 手工 电弧焊 焊 条型号 E3 9 6 0 L一1 焊条直径( m) a r 中3 2 . 电压( V) l ~2 8 4 电流( A) 8 ~1 0 0 4
摘 要 : 绍转轮 上止 漏环 出现脱 落的情 况, 介 结合 现场处理 经验 总结加 固工艺和 方法 , 降低 同类型机组转轮 上止 漏环 出现脱 落的风险 。 关键 词 : 混流式 水轮机 转轮 止漏环 加 固 中 图分 类 号 : M3 T 1 文献 标 识 码 : A 文章 编号 : 6 4 9 x z 1 ) Oc- O 5 0 1 7 -0 8 ( o 1 1 () O 8 - 2 混 流式 水轮 机转 轮止 漏环 一般 采用 热套 运 行 监 控 系统 频 繁 报 出 “ 轮 机 顶 盖 振 动 对 两 台 机组 转 轮 上 止 漏 环 进 行 了封 焊加 固 水
工 艺进 行装 配 , 由于 磨蚀 及 运 行 中动 应力 的 报 警 ” 现 场 检 查 发 现 水 车 室 内 有 很 大 噪 工作 , 工 后 对 工艺 进 行 评 估 , 后 在此 基 。 完 然
影响 , 止漏 环容 易 出现磨 损 、 纹甚 至脱落 现 音 , 壳 及锥 管进 人 门处 有 较 大 撞 击 声 , 裂 蜗 查 础 上进 一 步 改 进 工 艺和 方法 ; 阶 段 : 二 完成 象。 由于转 轮止 漏 环 与 顶盖 固 定止 漏 环 间隙 询 趋 势 分 析 系 统 数 据 显示 上 导 、 导 、 盖 其 余 机 组 转 轮 上 止 漏 环 封 焊 加 固 工 作 。 水 顶 小, 当止漏 环 出现上 述缺 陷时 , 无法 在机坑 内 振 动 值 均 异 常 升 高 , 盖 振 动 平 均 增 大 8 顶 尾水 下 游 压 力 脉 动 增J1 倍 , 壳水 压 14 蜗  ̄ 对 其进 行修 复 , 必须 对整 个 机 组进 行 拆卸 并 倍 ,
水电站水轮机检修工艺规程

水电站水轮机检修工艺规程1.1水轮机空蚀111空蚀的检查及测量水轮机空蚀检查每年检查一次,主要部位为浆叶、轮毂、转轮室、流道。
测量前应将所有部位清扫干净,用测深尺测量汽蚀深度,或用细针插进汽蚀部位粗测其深度,但测量误差不得超过±10%或者1mm。
1. 1 .2气蚀及磨损焊补用电焊对已经气蚀或者磨损的区域进行焊补,其工艺过程如下:1) 清除己严重损坏的部分对气蚀较重的区域,要用铲、磨等方法清除已经损坏而疏松的金属,露出基本材料来。
对已经穿孔或脱落的地方,需将孔洞修整成一定形状,再切割相应的不锈钢板准备拼焊。
2) 对转轮预热堆焊面积较大和需要拼焊不锈钢板的转轮都需要预先加热。
在检修现场的预热常用电阻炉烘烤来实现。
3) 用与基本金属接近的焊条堆焊,底层用它们堆焊底层可使焊缝结合良好,而且不易产生裂纹。
4) 用抗气蚀的焊条堆焊表层用奥氏体焊条和堆焊焊条具有较好的抗气蚀性能,用来堆焊表层。
表层堆焊应高于原部位表面1-2mm。
5) 打磨补焊后的部位必须打磨成型,最简便而又合理的方法是先作样板,再按样板打磨。
3 .2导水机构的检修3 2 1导水机构常见故障1) 导叶关闭不严,漏水量过大。
2) 导叶开度不均匀。
3) 导叶轴松动,导叶轴四周漏水量加大。
4) 某个或某几个连杆经常损坏。
1.2 .2导叶轴套的处理机组用尼龙衬套作导叶轴套,与导叶轴颈之间保证一定的回隙量,而且四周间隙应当均匀.长期运行以后,受水和泥沙的作用,轴颈和轴套都可能磨损,而且往往是不均匀的磨损,导轩轴因而松动,既影响关闭和开度,又加太了漏水量。
1) 首先修磨轴颈。
导叶轴颈失圆应车削或打磨恢复其圆度。
2) 按间隙要求选配及刮削尼龙衬套。
更换尼龙轴套时,应根据修整后的轴颈直径选配衬套,适当刮削以后村套内孔与轴颈的间隙应符合厂家要求。
或者保证总间隙为轴颈直径0.005-0 .006倍。
1. 2. 3导叶传动机构的修理导叶传动机构往往因连接销磨损而松动。
木坡水电站水轮机转轮裂纹分析及改造修复论文浅谈
木坡水电站水轮机转轮裂纹分析及改造修复论文浅谈发布时间:2021-01-29T11:15:42.450Z 来源:《建筑科技》2020年8月上作者:段志国[导读] 论文介绍了四川省阿坝州小金县木坡水电站水轮机转轮安装工艺及其特点并结合自己现场及厂家对机组运行工况、检修周期、转轮裂纹缺陷周期、针对转轮裂纹修复过程的工艺经验、编写了此论文。
中电建水电开发集团有限公司四川小金水电开发公司段志国 624200【摘要】论文介绍了四川省阿坝州小金县木坡水电站水轮机转轮安装工艺及其特点并结合自己现场及厂家对机组运行工况、检修周期、转轮裂纹缺陷周期、针对转轮裂纹修复过程的工艺经验、编写了此论文。
【关键词】木坡水电站、转轮裂纹、原因分析、修复工艺。
一、电站概况木坡水电站位于四川省阿坝州小金县境内的抚边河干流上,为抚边河干流自上而下的第3级电站。
上游与美卧电站相连,下游与杨家湾电站相接,木坡水电站采用引水式开发,电站枢纽建筑物包括首部拦河取水枢纽、引水系统和厂区枢纽等组成。
电站正常蓄水位2709m,利用落差135m,设计引用流量43.32m3/s,装机45MW,装机3台,单机容量1.5万kW,2014年4月11日2号机组投产发电,4月12日1号机组投产发电,7月20日3号机组投产发电。
2016年8月春厂坝电站投运后,整个流域的集控中心同步投运,木坡和春厂坝电站纳入总负荷模式运行,2018年9月杨家湾电站投运后也纳入流域集控中心总负荷模式运行。
二、转轮裂纹总体情况(1)机组基本型式:木坡水电站机组由浙江中水发电设备有限公司制造,其水轮机型号为HL(F713)-LJ-140,发电机型号为SF16500-12/3200,竖轴悬式,额定功率16.5MW,额定转速500r/min,额定水头118m机组采用上导、下导、水导三部导轴承,上导、下导、水导为桶式瓦结构,推力轴承轴瓦为分块瓦结构,转轮叶片数15片,活动导叶20片(导水机构改造后为20片)。
GB8564水轮发电机组安装技术规范
水轮发电机组安装技术规范(GB 8564-2003)1 范围本标准规定了水轮发电机组及其附属设备的安装、调试和试验的要求。
适用于符合下列条件之一的水轮发电机组的安装及验收:a) 单机容量为15MW及以上;b) 冲击式水轮机,转轮名义直径1.5m及以上;c) 混流式水轮机,转轮名义直径2.0m及以上;d) 轴流式、斜流式、贯流式水轮机,转轮名义直径3.0m及以上。
单机容量小于15MW的水轮发电机组和水轮机转轮的名义直径小于b)、c)、d) 项规定的机组可参照执行。
本标准也适用于可逆式抽水蓄能机组的安装及验收。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 3323 钢熔化焊对接接头射线照相和质量分级GB/T 7409.3 同步电机励磁系统大中型同步电机励磁系统基本技术要求GB/T 7894 水轮发电机基本技术条件GB/T 9652.1 水轮机调速器与油压装置技术条件GB/T 9652.2 水轮机调速器与油压装置试验验收规程GB/T 10969 水轮机通流部件技术条件GB/T 11120 L-TSA汽轮机油GB 11345 钢焊缝手工超声波探伤方法和探伤结果的分级GB/T 18482 可逆式抽水蓄能机组启动试验规程GB 50150 电气装置安装工程电气设备交接试验标准GB 50168 电气装置安装工程电缆线路施工及验收规范GB 50171 电气装置安装工程盘、柜及二次回路结线施工及验收规范DL/T 507 水轮发电机组启动试验规程DL/T 679 焊工技术考核规程DL/T 827 灯泡贯流式水轮发电机组启动试验规程JB/T 4709 钢制压力容器焊接规程JB/T 6204 大型高压交流电机定子绝缘耐电压试验规范JB/T 8439 高压电机使用于高海拔地区的防电晕技术要求JB/T 8660 水电机组包装、运输和保管规范3 总则3.1 水轮发电机组的安装应根据设计单位和制造厂已审定的机组安装图及有关技术文件,按本规范要求进行。
混流式水轮机
/trade/pay_success.htm?biz_order_id=213979720000462&out_trade_no=T200P213979720000462&dealing=T第一节混流式水轮机结构一、概述混流式水轮机是反击式水轮机的一种,其应用水头范围很广,从20~700m水头均可使用。
它结构简单,制造安装方便,运行可靠,且有较高的效率和较低的空蚀系数。
现以图2-1所示的混流式水轮机为例来介绍这种水轮机结构。
水轮机的进水部件是具有钢板里衬的蜗壳,座环支柱也称固定导叶1,在转轮四周布置着导水机构导叶2。
座环支柱具有坚固的上环a和下环b,蜗壳和上下环焊接在一起。
导叶轴颈用衬套(钢或尼龙材料)支承在底环3和固定于顶盖4的套筒5上。
底环固定于座环的下环上面。
顶盖用螺钉6与座环的上环连接。
导水的传动机构是由安置在导水叶上轴颈的转臂12,连杆13和控制环14组成。
导叶的开度0a(从导叶出口边端到相邻导叶背部的最短距离)的改变是通过导水机构的两个接力器16和控制环连接的推拉杆15传动控制环来实现的。
图2-1 HL200-LJ-550水轮机剖面图(高度单位:m,尺寸单位:mm)1—固定导叶;2—导叶;3—底环;4—顶盖;5—套筒;6—螺钉;7—主轴法兰;8—主轴;9—上冠;10—下环;11—叶片;12—转臂;13—连杆;14—控制环;15—推拉杆;16—接力器;17—导轴承;18—泄水锥;a19,b19—上,下迷宫环;a—坐环上环;b—坐环下环;20—连接螺栓由于混流式水轮机应用水头较高,导叶承受的弯曲载荷大,因此导叶的相对高度0b与轴流式水轮机比较起来做得短一些,以减小跨度。
此外,随着水头增高,相同功率下水轮机的过流量减小,这样有可能减小流道的过流载面。
0b一般随水头增加而减小。
导叶和水轮机顶盖4及底环3之间的间隙及相邻导叶在关机时的接合面都会有漏水现象。
一般采用橡胶的或金属制成的密封件,可使导水机构关闭时的漏水量最小。
[技术规范标准]水轮发电机技术规范
水轮发电机技术规范1.范围本规范适用于符合下列条件之一的水轮发电机组的安装及验收:a.单机容量为15MW及以上;b.其水轮机为混流式、冲击式时,转轮名义直径2.0m及以上。
c.其水轮机为轴流式、斜流式、贯流式时,转轮名义直径3.0m及以上。
单机容量小于15MW的水轮发电机组和水轮机转轮的名义尺寸小于b、c项尺寸的机组可参照执行。
2.引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
以使用下列标准的最新版本为准。
GB/T10969-1996水轮机通流部件技术条件GB3323-87钢熔化焊对接接头射线照相及质量分级GB11345-89钢焊缝手工超声波探伤方法和探伤结果的分级GB/T9652.1-1997水轮机调速器与油压装置技术条件GB/T9652.2-1997水轮机调速器与油压装置试验验收规程GB11120-89L-TSA汽轮机油GB/T7894-水轮发电机基本技术条件GB50150-91电气装置安装工程施工及验收规范GB311.2~6-83高电压试验技术IEC-308-1970水轮机调速系统试验的国际规范IEC-61362-1998水轮机控制系统规范导则JB/T4709-92钢制压力容器焊接规程JB8439-1996高压电机使用于高海拔地区的防电晕技术要求JB/T8660-1997水电机组包装、运输和保管规范DL5017-93压力钢管制造安装及验收规范DL507-93水轮发电机组起动试验规程DL/T596-1996电力设备预防性试验规程DL5011-92电力建设施工及验收技术规范汽轮机机组篇SD287-88水轮发电机定子现场装配工艺导则3.总则3.0.1机组的安装应根据设计单位和制造厂已审定的机组安装图及有关技术文件,按本规范要求进行。
但制造厂因改进设计而有特殊要求的,应按制造厂有关技术文件的要求进行。
凡本规范和制造厂技术文件均未涉及者,应由施工单位申报监理工程师,并通过监理工程师会同制造厂及有关单位拟定补充规定,报业主审批后执行,重大问题报主管部门备案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某电站大型混流式水轮机转轮止漏环加固工艺摘要:介绍转轮上止漏环出现脱落的情况,结合现场处理经验总结加固工艺和方法,降低同类型机组转轮上止漏环出现脱落的风险。
关键词:混流式水轮机转轮止漏环加固
混流式水轮机转轮止漏环一般采用热套工艺进行装配,由于磨蚀及运行中动应力的影响,止漏环容易出现磨损、裂纹甚至脱落现象。
由于转轮止漏环与顶盖固定止漏环间隙小,当止漏环出现上述缺陷时,无法在机坑内对其进行修复,必须对整个机组进行拆卸并吊出转轮才能进行后续止漏环修复工作,不仅牵涉的范围大,而且工期长,降低了机组利用时间。
因此,在机坑内对止漏环进行加固能够有效降低止漏环缺陷导致大修的风险,提高机组长期、安全、稳定运行的可靠性。
1 概况
某水力发电厂水轮机为混流式,额定水头80.6m,额定流量991.8m3/s,额定转速75r/min,转轮直径9.8m。
机组运行过程中,运行监控系统频繁报出“水轮机顶盖振动报警”。
现场检查发现水车室内有很大噪音,蜗壳及锥管进人门处有较大撞击声,查询趋势分析系统数据显示上导、水导、顶盖振动值均异常升高,顶盖振动平均增大8倍,尾水下游压力脉动增加4倍,蜗壳水压脉动增大了3倍。
机组停机排水后,对水轮机流道进行检查,发现转轮上止漏环已断裂,悬挂于转轮上冠与顶盖固定止漏环之间。
由于停机状态不具备更换止漏环的条件,因此
对该机组进行扩修处理,将转轮吊出机坑后更换转轮上止漏环,同时对顶盖固定止漏环进行补焊和机加工处理。
鉴于电厂内仍有多台此类型机组投运,存在止漏环脱落风险。
为保障机组安全稳定运行,决定对其它机组实施转轮止漏环加固项目。
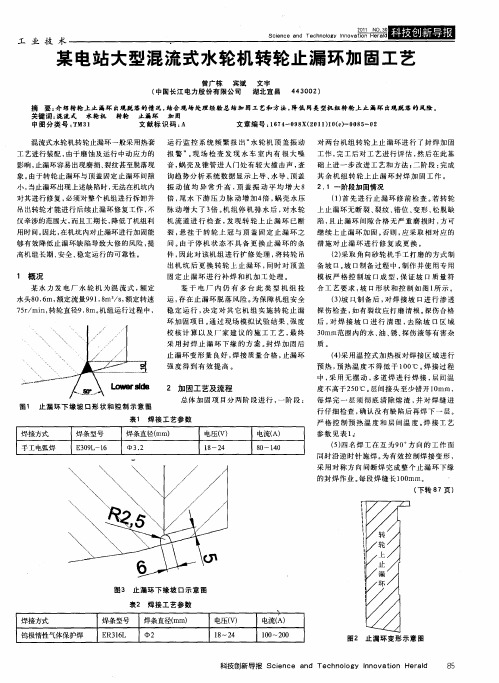
通过现场模拟试验结果、强度校核计算以及厂家建议的施工工艺,最终采用封焊止漏环下缘的方案。
封焊加固后止漏环变形量良好,焊接质量合格,止漏环强度得到有效提高。
2 加固工艺及流程
总体加固项目分两阶段进行,一阶段:对两台机组转轮上止漏环进行了封焊加固工作,完工后对工艺进行评估,然后在此基础上进一步改进工艺和方法;二阶段:完成其余机组转轮上止漏环封焊加固工作。
2.1 一阶段加固情况
(1)首先进行止漏环修前检查。
若转轮上止漏环无断裂、裂纹、错位、变形、松脱缺陷,且止漏环间隙合格无严重磨损时,方可继续上止漏环加固。
否则,应采取相对应的措施对止漏环进行修复或更换。
(2)采取角向砂轮机手工打磨的方式制备坡口。
坡口制备过程中,制作并使用专用模板严格控制坡口成型,保证坡口质量符合工艺要求,坡口形状和控制如图1所示。
(3)坡口制备后,对焊接坡口进行渗透探伤检查,如有裂纹应打磨清根。
探伤合格后,对焊接坡口进行清理,去除坡口区域30mm范围内的水、油、锈、探伤液等有害杂质。
(4)采用温控式加热板对焊接区域进行预热,预热温度不得低于100℃。
焊接过程中,采用无摆动,多道焊进行焊接,层间温度不高于250℃。
层间接头至少错开10mm,每焊完一层须彻底清除熔渣,并对焊缝进行仔细检查,确认没有缺陷后再焊下一层。
严格控制预热温度和层间温度。
焊接工艺参数见表1。
(5)四名焊工在互为90°方向的工作面同时沿逆时针施焊。
为有效控制焊接变形,采用对称方向间断焊完成整个止漏环下缘的封焊作业。
每段焊缝长100mm。
(6)焊前,在止漏环下缘圆周方向均匀选取测点,测量止漏环间隙并做记录。
焊后复测止漏环间隙,监视并详细记录其变形量。
(7)焊缝打磨清理后进行PT探伤检查,如探伤后焊缝存在裂纹缺陷,需对缺陷区域重新打磨、焊接,直到缺陷修复。
通过一阶段止漏环加固项目实施情况可以发现,止漏环焊后变形较为明显,主要表现在止漏环上部向外扩张,间隙明显减少,平均减幅0.50mm,而下部受焊缝拉应力限制变形量较小,变形示意图如图2虚线部分所示。
2.2 二阶段加固情况
总结一阶段止漏环加固经验,对工艺进行重新评估并校核,进行了如下改进。
(1)坡口制备方式未做改变,仍采取角向砂轮机手工打磨的方式。
坡口形式由50°“V”型坡口改为“U”型,坡口深度和宽度较以前均有所减小,坡口打磨过程中,使用专用模板反复校核,使坡口成型满足工艺要求,如图3所示。
(2)焊接方法由手工电弧焊改为钨极惰性气体保护焊(GTAW),保护气为纯氩气,取消了焊前预热,焊丝型号ER316L,直径2mm。
工艺参数如表2所示。
(3)细化焊接顺序,先进行对称定位焊,每段长度100mm,然后使用分段退步焊完成打底层、填充层、盖面层的焊接。
按照改进后的工艺进行止漏环封焊加固后,焊接变形量大幅降低。
转轮上止漏环上端面间隙略有减小,最大减幅为0.15mm,平均减幅0.06mm,下端面间隙略有增加,平均增幅不超过0.10mm以内,间隙值均在机组设计范围内。
3 结语
对比一、二阶段加固情况可以看出,改进后的工艺方案对控制焊接变形效果显著。
(1)坡口截面形状由“V”形改为“U”形,坡口深度均由10mm减小到5mm,宽度由9.3mm减小到6mm;减少了填充金属量,减小了焊接变形量,另外,“U”形坡口便于角向砂轮机打磨,有利于减少坡口制备的工作量。
(2)取消焊前预热,焊接方式由手工电弧焊改为钨极惰性气体保护焊,热输入量容易控制,减小了热量输入,有利于控制焊接变形量,另外减少热量输入也一定程度上减少渗水现象。
(3)细化焊接工序,增加定位焊,可减小后面打底焊接和填充层焊接带来的止漏环变形。
(4)转轮上止漏环加固仅能降低止漏环脱落风险,要彻底解决上止漏环脱落问题,还需在机组A修工作中进行彻底的修复。
参考文献
[1] 李启荣.水电站机电设备运行与检修技术问答(上、下)[M].2007.08.
[2] 叶福新.混流式机组转轮上部止漏环脱落原因分析及处理[J].水电站机电技术,2009.10.。