氩系统优化调整120208
精炼炉氩气流量的优化设定与控制
学位论文作者签名:
日 期:
学位论文版权使用授权书
本学位论文作者和指导教师完全了解东北大学有关保留、使用学位论 文的规定:即学校有权保留并向国家有关部门或机构送交论文的复印件和 磁盘,允许论文被查阅和借阅。本人同意东北大学可以将学位论文的全部 或部分内容编入有关数据库进行检索、交流。
作者和导师同意网上交流的时间为作者获得学位后:
1.3.1 精炼炉底吹氩的工作原理...................................................................................... 4 1.3.2 影响吹氩精炼效果的因素...................................................................................... 5 1.4 钢包精炼炉的数值模拟研究现状..................................................................................... 6 1.5 本文工作............................................................................................................................. 7
钢铁企业液氩供应系统的设计与优化

槽车通过液氩气化供气 。由于管道氩气供应有其局 限性 , 距离 及路 由的影 响较大 , 受 实施 的可 能性 比较 小, 因此一般情况下都采 用液氩槽车供应 的方式。
在球 罐 区 内。
氩 比可 能还要 大一 些 , 至有 些 小 型 制 氧 机 根本 不 甚 能 提氩 。这样 全厂 氧氮 氩使 用平 衡可 能 与制氧 机 的 产气 平衡 相 矛盾 。而制 氧机 的规 模一 般按 照用 氧量
而定 , 这样氩气的供应就有可能出现缺 口。因此必
须 借助外 来氩 气气 源 , 采用 管道 供气 , 或者 使用 液氩
中 图分 类 号 :T 9 6 U 9
文献标 识码 :B
文章 编 号 :10 4 1 ( 0 8 0 0 1 0 0 0— 4 6 2 0 )7— B 6— 4
De i n a d p i ia i n o q i g n S pl se sg n O tm z to fLi u d Ar o up y Sy tm i e la r n t r ie n Ste nd I o En e prs
精氩 的能力还 涉及 到制 氧 机 的规模 等诸 多 问题 , 氧
近年笔 者 参 与 的项 目中就 有 几 个 采 用 液 氩 气 化 供 气 。液 氩 的密度 为 134k/ 在 标 准状态 下 的沸 7 gm , 点为 一157℃E 。本 文结 合两 个工 程 就液 氩气 化 8. 2 ] 的站房 设计 、 施工 以及 对 已有 系 统 的优 化 改 造 进行
i s mma ie .I r e o e s r h t bl y o s r a g n c n u t n,t e d sg c e fh g - s u rz d n o d r t n u e t e sa i tห้องสมุดไป่ตู้ f u e r o o s mp i i o h e in s h me o ih
氩系统运行工况调节操作
l
-
采 主 蜃
V
/一 t 、
竺 vl, 、 』 I l/ 7 I
7 2 1 一
,
- /十 ,1 、
柚
L_
,
:
J V 05 7
氲
化 器
液
/
~ 文 、
7 i
/
氲
/
\ ~ /
-
.
×氲 塔 精
×
20 月 二 0 年5 第 期 1
磅全
5 3
氩 系统 运行 工 况 调节 操 作
方 金 军
( 州钢铁 集 团公 司动 力公 司 杭 州 30 2 ) 杭 10 2
摘
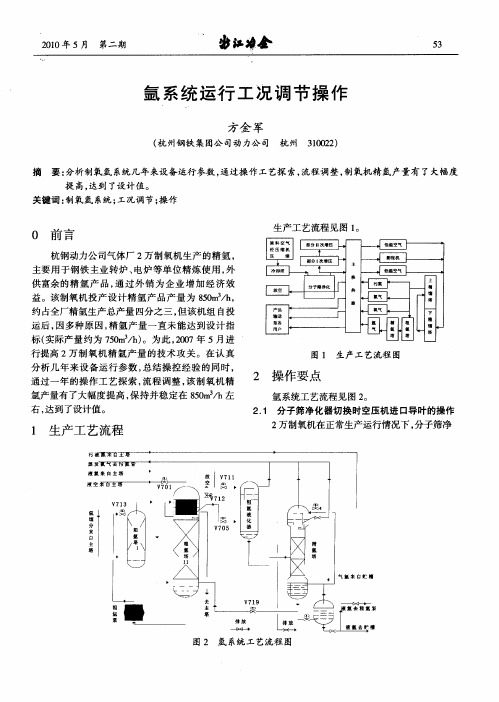
要: 分析制氧氩 系统几年来设备运行参数 , 通过操作工艺探 索, 流程调整, 制氧机精氩产量有 了大幅度 提 高, 达到 了设计值 。
. l气
塔
I 下
篇1 氲 租 氲 .
塔
运后 , 因多 种 原 因 , 氩产 量 一 直 未能 达 到设 计 指 精 标 ( 际产 量 约 为 70 3h 。为 此 ,07年 5月 进 实 5m / ) 20 行提高 2万 制 氧 机 精 氩产 量 的技 术 攻 关 。在 认 真 分析 几 年来 设 备 运行 参 数 , 总结 操 控经 验 的同 时 , 通过 一年 的操 作工 艺 探 索 , 程 调整 , 制 氧 机 精 流 该 氩产量 有 了大 幅度 提 高 , 持 并稳 定 在 80 ah左 保 5m/
视季节 变化而 定 )当人塔压 力 缓慢 升高 时 , 时 关 ; 及 小 增大 的导 叶开度 , 开度 趋于 正 常。但 是全 过程 使 应密切 注意空 压机各 级 出 口压 力变化 , 尽可 能 减 及 少 因空分运 行 工 况 波动 而 造 成 氩 系统 工 况 运 行 变
空分无氢制氩设备氩系统调试的基本说明
无氢制氩设备氩系统调试的基本说明项目技术部经理崔刚随着空分技术的飞速发展和市场的需求,越来越多的空分装置采用了无氢制氩流程来制取高纯度氩产品。
由于制氩操作相比较复杂,很多的带氩空分装置没有提氩,一些投运氩系统的装置由于用氧工况的波动,操作水平的限制等因素造成运行状况不尽如人意。
本文希望通过以下浅显的步骤说明,能使操作人员对无氢制氩有一个基本的了解。
1、预冷粗氩塔全开工艺氩出粗氩塔进精氩塔前放空阀V766;粗氩塔I底部液体吹除、排放阀V753、754(需24~36小时)。
2、预冷精氩塔全开工艺氩出粗氩塔I去精氩塔阀V6;精氩塔顶部氩侧不凝气排放阀V760;精氩塔、精氩量筒底部液体吹除、排放阀V756、V755(预冷精氩塔可以与预冷粗氩塔同时进行)。
3、检查氩泵①电控系统――接线、控制、显示是否正确。
②密封气――压力、流量、管路是否正确且不漏气。
③电机转动方向――点动电机,确认转动方向正确。
④泵前后配管――检查确认管路系统通畅。
由于低温液体的特殊性质,液体流动过程中不断有气体产生,确保配管能使产生的气体顺畅排出,杜绝出现倒U形配管。
同时泵前后的吹除排液管应从主管道高点接出,以利于排气。
4、全面检查氩系统仪表①粗氩塔I、粗氩塔II塔阻力(+)(-)压管、变送器及显示仪表是否正确。
②氩系统所有液位计(+)(-)压管、变送器及显示仪表是否正确。
③所有压力点取压管、变送器及显示仪表是否正确。
④工艺氩流量FI-701(孔板在冷箱内)(+)(-)压管,变送器及显示仪表是否正确。
⑤检查所有自动阀门及其调节、连锁是否正确。
5、主塔工况调整①在保证氧纯度的前提下拉大氧气产量。
②控制下塔富氧液空36%~38%(液氮节流进上塔阀V2)。
③在保证主冷液面的前提下减小膨胀量。
6、粗氩塔积液进一步预冷至氩塔温度不再下降的前提下(吹除、排放阀已关闭),微开(断续)液空节流进粗氩塔I冷凝蒸发器阀V3,使粗氩塔冷凝器间断工作产生回流液体,将粗氩塔I塔填料冷透,并积聚在塔底一部分。
浅谈空分设备制氩系统优化操作

浅谈空分设备制氩系统优化操作摘要:根据空分设备制氩的理论依据,谈谈个人对空分设备制氩系统的优化操作。
关键词:空分设备;粗氩塔;优化操作氩在空气中的体积含量为0.932%,是大气中五种稀有气体之一,大型空分设备的制氩系统有两种流程:加氢制氩和全精馏制氩。
由于全精馏制氩具有流程简单、操作方便、安全、稳定、氩提取率高等优点,是空分设备用户首选的制氩流程。
全精馏制氩就是在粗氩塔中进行氧一氩分离,直接得到氧含量小于lx10-6的粗氩,在精氩中再进行氩一氮分离,得到纯度为99.999%的精氩产品。
由于氧、氩常压下沸点仅差3K,如果用筛板精馏来实现氧一氩分离,约需150一180块理论塔板。
规整填料每当量理论塔板压降是每理论筛板的1/8左右,这样在粗氩塔允许的压降范围内就可以设置相当于170块理论塔板的规整填料实现氧-氩全精馏分离。
为降低粗氩塔的高度,往往设置二级粗氩塔,粗氩塔出口氩中氧含量为2% - 3%,粗氩塔出口氩中氧含量小于1x10-6,可直接进人精氩塔进行精馏。
1、氩馏分的提取粗氩塔的原料—氩馏分来自于主塔,冷源液空也来自于主塔,且在粗氩塔冷凝器中蒸发返回主塔,所以,粗氩的制取既要关注主塔工况的变化又要兼顾粗氩塔的工况变化,二者互相影响,密切相关。
氩在上塔有两个富集区,液空进料口上下各一个。
氩在上塔的分布是随氧、氮产品的纯度变化而变化。
氧产量减少,提馏段的上升蒸汽相对增多回流比减小,液相中的氮、氩组分充分蒸发上去氧纯度提高,富氩区上移,即精馏段富氩区含氩量增高,而提馏段富氩区含氩量下降。
氩馏分抽口在提馏段,氩馏分中的氩含量减少,氧含量增加,氮含量减少。
如果氮产量减少,主塔内上升气相对回流液来说减少,回流比增大,气相中的氧、氩组分被充分冷凝到液体中,沿塔板下流,氮纯度提高精馏段富氩区含氩量下降,提馏段富氩区的含氩量增高。
氩馏分中氩含量增加,氮含量增加,氧含量减少。
平时,空分设备操作时要根据主塔中氩富集区的分布情况及其受氧、氮产品变化的影响原理,来调节氩馏分中氩、氧、氮的含量,使氩馏分的各组分满足粗氩塔正常运行的要求。
制氧机短期停车后氩系统快速恢复的优化操作

6000制氧机短期停车后氩系统快速恢复的优化操作KDONAr-7100/6100/230空分装置由四川空分集团设计制造,采用分子筛净化,增压透平膨胀机,膨胀空气进上塔,全精馏无氢制氩,外压缩流程。
氩系统流程如图1。
该空分装置自2002年运行以来,曾因种种原因多次短期停车。
每次停车后氩系统恢复正常都需要比较长的时间,一般在18-24h 左右,影响了氩的生产,后经对操作方法的总结优化,大大缩短了短期停车后氩系统的恢复时间(一般在8-10h)。
图1 6000空分装置制氩系统流程图一、短期停车后的处理1、关闭FCV702切断粗氩塔与精氩塔的联系,关闭LCV704切断精氩塔冷源,关闭精氩塔不凝气排放阀V753,关闭HV701、LCV703封闭精氩塔。
防止精氩塔出现负压吸潮堵塞和污染贮槽液氩产品质量,同时防止停车后粗氩塔不合格的工艺氩进入精氩塔而造成精氩塔投运后的多次置换。
2、关闭粗氩Ⅱ塔去粗氩Ⅰ塔的液体通过阀LCV701,工艺氩泵全回流(根据粗氩Ⅱ塔下部液位决定氩泵的开停,一般在液体不高过馏分进料口不排液)。
防止含氩2%左右的粗氩液体流入主冷并污染主冷纯度,而延长启动后主塔正常工况的建立时间。
同时由于有更多含氩98%左右的液体留在粗氩塔,从而为投运粗氩塔后,氩系统工况的快速建立创造了物质基础。
关闭粗氩冷凝器液空进液阀LCV702,尽量减少从主塔进粗氩塔的气体通过量,以防止未经精馏的馏分被冷凝而使粗氩Ⅱ塔下部液体含氧升高。
同时防止出现负压而造成吸潮堵塞氩系统,因此在氩系统未投运前尽量不打开氩系统与外界联系的阀门。
二、短期停车后的恢复操作1、氩馏分的调整稳定的主塔工况是粗氩塔投运和调整的基础,而下塔工况稳定是整个主塔稳定的基础,只有确保下塔工况稳定才能保证上塔工况的稳定。
在对主塔进行调整时,难免会对液空纯度产生影响,而液空纯度直接影响粗氩冷凝器的热负荷,当液空氧含量增加时其饱和温度升高,缩小粗氩冷凝器的换热温差,热负荷缩小,从而会导致粗氩氧含量升高,粗氩取出量减少,降低氩的提取量和纯度。
缩短氩系统启动时间资料

1. 粗氩系统的启动∶1.1当主塔工况正常后,缓慢打开下塔液空去粗氩Ⅱ塔冷凝器阀使Ⅱ塔缓慢工作,进而建立一定的Ⅱ塔底部液氩面。
在调整的过程中Ⅴ 1阀调节不能出现大幅波动,由于Ⅴ 1阀和粗氩Ⅱ塔的液空进口阀来自下塔的同一根管线,Ⅴ 1阀波动后粗氩Ⅱ塔的液空夜位出现同周期的波动,进而导致氩系统波动不稳定,严重时氩系统被迫停车。
1..2待粗氩Ⅱ塔有一定的液氩面后,开始预冷液氩泵,液氩泵预冷必须彻底,直至泵前后两个吹除阀及混合气排放口都出现液体为止,这个时间大概在 20分钟左右。
启动液氩泵时应全开旁通阀,稍开送出阀,然后根据粗氩Ⅱ塔底部液面高度及泵后压力相应调节送出阀和回流阀,使氩泵正常运行。
这样可以避免液面过低及出口压力过高等原因造成氩泵联锁停车。
1.13逐渐加大抽取量,并全开粗氩放空阀,缓慢建立粗氩系统工况,当Ⅰ塔顶部含氧量下降到 20-30%时说明塔内凝聚较多的氩, 这时可以减少粗氩塔的排气量, 使塔内的氩进一步浓缩,从而提高氩的集聚速度,缩短粗氩系统的启动时间,当Ⅰ塔的顶部含氧量下降到 4-8%时,表明氩在粗氩塔的含量接近正常值了,这时必须增大粗氩排气量,避免由于塔内的氩含量超过正常时,过多的氩回流到主塔,造成上塔精馏工况的恶化。
2. 精氩系统的启动2.1当粗氩顶部含氩量达到 80%时,即可对粗氩液化器及精氩塔进行预冷。
随着精氩塔冷凝量的增多缓慢关小粗氩塔放空阀,往精氩塔送气同时对精氩系统进行调整,调整时最重要是∶一 . 保持精氩塔上部压力在 20-25kpa, 因此通过理论分析可知 , 精氩塔的压力越低 , 对应的氮气冷凝温度越低 , 工艺氩中的氮组份越不容易被冷凝到液氩产品中 , 氩氮分离效果越好。
二。
精氩塔废气排放阀要有一定开度,确保塔内的氮气能够顺利排放。
三。
底部不合格的液氩可以通过回流管打回粗氩Ⅱ塔进行再精馏,这样可以大大缩小调氩时间。
2.2在调氩期间氩馏分必须控制在 6-7%的范围内,原因是在开车期间由于通过氩系统的气量少,容易形成“氮塞”现象,所以氩馏分不宜控制过高,同时为缩短积氩时间氩馏分也不宜控制过低3. 临时停车时的操作氩系统临时停车时的正确处理直接关系到下一次启动调纯时间,因此氩系统临时停车时必须立即切断下塔液空进粗氩Ⅱ塔冷凝器和纯液氩进储槽流路,进而停掉液氩泵并使粗氩液化器及精氩塔停止工作。
提高制氩系统运行稳定性及氩产量的方法初探
空 压机 是空 分设 备 的关 键 部机 ,其 正 常 、稳 定
运 行对 空分 设备 工况 稳定 极为 重要 。由于 空压机 自
身 机械 原 因及 电 网原 因 ,会造 成 空压机 进 口导 叶波 动 。以九江 线 材 制 氧 厂 3 0 0m3h空 分 设 备 配 套 0 0 /
空 压机 为例 ,其 进 口导 叶多 次大 幅波 动 ,造成 主塔
o e a in c s fa g n g n r t n s s e b r s u e f c u t n o i c mp e s r e t x h n e c s fc u e p r t a eo r o e e a i y t m y p e s r l t a i far o r s o ,h a c a g a eo r d o o u o e
由于冷源液空是下塔液空通过过冷器节流后进入粗氩冷凝器的如果将液空蒸发侧压力控制得太低就会出现粗氩冷凝器氩侧通道固化而堵塞现象所以最好将液空蒸发侧压力控制在5060kpa控制液空氧含量液空氧含量较高时由于氧的沸点较高蒸发温度就会升高粗氩冷凝器换热温差就会减小氩冷凝量就会减少回流比减小热负荷减小
提高制氩 系统运行稳定性及氩产量 的方法初探
Ap r a h t m p o eo e a in sa iiyo h r o e e ain p o c oi r v p r to t bl ft ea g n g n r to t
s se a d i c e s h r o u p t y tm n n r a et ea g n o t u
a g o de s r p r to a eo ic a i n c ud r o u p a lc l rse e a s r e ,a o r s o i g r on c n n e ,o e a i n c s fcr ulto r ea g n p m nd mo e u a iv b o b r nd c r e p nd n
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氩系统优化调整氩气属于稀有气体,在空气中的含量为0.932%。
由于氩气具有密度大、导热低和化学惰性的特点,在钢铁、半导体、照明、焊接保护等领域得到广泛应用,氩气的最大用户是钢铁工业。
氩气产品的市场价值高,提取难度大,故各气体生产单位对空分提氩系统的优化操作及提氩空分装置的挖潜改进都相当重视。
本文以提高氩经济效益为目标,根据笔者在气体生产厂多年的工作经验,结合我公司现有的设备,和大家一起分析和探讨。
一、空分氩系统工作原理利用低温精馏从空气中提取氩产品的工艺流程,可分为两种类型,分别是传统制氩和全精馏制氩。
这两种制氩方式的原理基本相同,都是在粗氩塔中完成氧—氩分离,精氩塔中完成氩—氮分离。
所不同的是在传统制氩工艺流程中粗氩塔只能实现氧的百分量分离,约含氧2%,还需加氢除氧才能进一步降低氧含量,使含氧量达到PPm级;而在全精馏制氩工艺流程中,由于采用了规整填料塔,分馏塔的精馏效率显著提高,在粗氩塔中就能实现氧的10-6(PPm)级分离,可使工艺氩中的氧含量降达到(1~2)×10-6。
无论传统制氩还是全精馏制氩,塔中精馏工况的建立都是相同的。
粗氩塔的原料气来自上塔的氩馏分,粗氩塔的回流液返回上塔,来自下塔的液空为粗氩冷凝器提供冷源,液空蒸汽及回流夜空返回上塔。
由于氩的蒸发压力曲线介于氧、氮之间,故它在精馏塔中的工作特性也介于氧、氮之间,进入空分下塔的所有氩随液空和液氮流出,其中大部分随液空流出。
在空分上塔中,进入的氩在塔的上部冷凝,在下部蒸发,故在上塔中部形成氩富集区。
从底部开始浓度增加,达到最大值后再下降,粗氩塔的进料就来自于上塔氩富集区,氩馏分抽口在氧气抽口以上的填料层的上方,一般为含氩7~10%,含氮量小于0.06%(600PPm)。
由于上塔氩馏分抽口位置已定,故上塔精馏工况的改变将造成氩富集区的移动,导致氩馏分组分的变化。
氧含量增加,氩富集区上移,氩提取率受影响,反之氩富集区下移,氮含量过高,将影响粗氩冷凝器的换热工况,严重时将出现“氮塞”,粗氩塔精馏工况遭到破坏的现象、由此可见粗氩塔与主塔精馏工况息息相关,相互制约。
粗氩冷凝器是粗氩塔的关键设备,冷凝器中液空与上升粗氩间的传热工况直接影响到氩塔阻力及浓度分布,对氩产品的产量、纯度、氩提取率产生很大影响,粗氩塔冷凝器换热工况的影响因素,主要有冷凝器蒸发侧压力、液空组分含量和冷凝器液空液位高度。
在液空组分一定的前提下,随着蒸发侧压力的降低,蒸发温度将降低,换热温差随之增大,不过蒸发侧压力并不能随意而定,还要收到粗氩冷凝器液空蒸汽返回上塔处的压力制约(我们一期的15000机组粗氩冷凝器液空蒸汽回上塔有阀门控制,而二期则没有)。
若蒸发压力保持一定,随着液空氧含量的增多,蒸发温度提高,冷凝器换热温差相应减小。
冷凝器中液空液位高度对浴式换热器换热工况的影响为:液空液位高度的存在可使蒸发侧底部产生一定压力,能克服液空在翅片通道中的流动阻力。
随着液空液位的增高,液空的循环倍率增加,粗氩冷凝器热负荷随之提高。
但过高的液位,反而会因蒸发侧底部液空蒸发温度升高,使冷凝器的平均换热温差减小,早点横冷凝器负荷下降,不利于粗氩塔中氩-氧分离。
二、氩的提取量(率)计算理论计算和经验告诉我们,在粗氩塔底部氩对氧的挥发度约为1.5,但在多数情况下略小于1.5,氩提取量≤(1-1/挥发度)×氩循环量×氩馏分浓度三、影响氩产量的主要因素从以上公式可以看出氩对氧的挥发度、氩馏分含量、氩馏分中的氩含量是否影响氩提取率的主要因素。
1、氩对氧的挥发度,一般只有降低压力来提高,实际操作中,因为各种阻力的客观存在,几乎不可能提高氩对氧的挥发度。
2、增大氩馏分循环量可以提高氩产量。
但氩馏分气量受氩塔阻力和精馏效率的影响,过大气量会导致氩塔效率降低,严重时可引起液泛。
另一方面以上塔抽出的氩馏分气量越多,则上塔氩馏分抽出口以上段的上升气量就越少,此段回流比增加使得氩馏分中氮含量增加,严重时将引起粗氩塔发生“氮塞”。
3、氩馏分浓度的提高可以提高氩气产量。
在进分馏塔的空气量一定时,适当增加氧气产量,降低氧气纯度,上塔提馏段的富氩区下移,氩馏分的含氩量会增加,氧产量(含液氧)和氩循环量之和过大,则沸点较低的氮组分容易进入氩馏分中,影响粗氩塔和精氩塔的工况。
四、氩产量与冷量的关系空分工况的稳定要求物料和冷量要同时达到平衡。
膨胀机的产冷量(膨胀空气量)一定时,整体的液体产量(不包括中压液氩泵内压缩部分,以为内压缩的氩气是通过板式换热器复热过的,基本不存在冷量的损失)是去除跑冷损失以后的富裕冷量的体现。
因此液氩的产量与膨胀机产冷量、跑冷损失、液氧、液氮的产量相关。
(1)氩系统投入时,时物料和冷量向氩系统投入时的过程,此时随着冷量向氩系统的转移,上塔的冷量常常会不足,有时氧取出量比空气中带入的氧气量还要大,甚至将液氧中的氧取出,体现主冷液位的下降。
随着氩系统负荷的建立,氩循环量的不断增加,阻力不断增加,冷量逐渐达到新的平衡,此时冷量又重新在上塔富裕,也是体现在液氮的取出和主冷液氧液位的增加上。
工艺氩达标后,随着液氩产量的增加,上塔冷量逐渐减少。
(2)环境对冷量有一定的影响,空分装置的冷损失主要是复热不足冷损和冷箱的冷损,复热不足冷损(热端温度)一般较稳定;冷箱冷损随环境的温度变化而变化,季节性变化和昼夜温差冷损的不同也应考虑。
(3)液氧、液氮、液氩三者之间所消耗冷量的关系液氮:液氧:液氩=2:3:4,也就是生产1Nm³氩气的液体消耗的冷量可以生产2Nm³液氮,1.33Nm³液氧。
(4)各种液体产量之间的转化不仅仅是冷量的简单转移,同时也对上塔浓度梯度的分布,各段回流比产生影响。
当产冷量不变时,减少液氮取出量必须将体现在相应的液氧产量的增加(主冷液位的上升),同时污氮中的氧和氩的含量降低,同理,液氩产量的增减也将造成上塔冷量的变化。
(5)最大的氩产量的工况,一般是在液氧、液氮取出量较小时,此时膨胀空气量最小(冷量富裕最少)。
随着膨胀空气量的增加,富裕冷量增加,不利于氩气的提取,同时氧的提取率也会下降,体现在污氮含氧量的上升,同时污氮中带走的氩也相应增加,氩馏分中的氩含量提不上去,如果通过增加氧气取出量来提高氩馏分的氩含量又会导致氩馏分中的含氮量增加。
较大的也液氧、液氮的产量,都对氩气的提取率不利。
(6)进上塔膨胀空气量的影响。
进上塔的膨胀空气,又叫“拉赫曼进气”是利用上塔的精馏潜力将这部分气体分离,当达到设计值后,随着膨胀空气量的增加,将会影响上塔的精馏工况,氩的提取率也随进上塔的膨胀空气量的增加而减少。
五、空分提氩系统的优化操作1、设计参数和技术指标(1)15000Nm³/h产品产量指标:(液氧、液氮同时生产)。
氧气液氧氮气液氮液氩产量m³/h 15000 350 15000 200 540纯度≥99.6% ≥99.6% ≤5ppmO2≤5ppmO2≤2ppmO2 ≤3ppmN2出冷箱压力MPa(G)温度℃0.02/22 0.035/-179 0.008/33 0.03/-193 0.03/-184 (2)23000Nm³/h产品产量指标:(液氧、液氮同时生产)工况Ⅰ(设计考核工况)产品名称产量Nm³/h 纯度出冷箱压力/温度MPa(G)/℃备注氧气23000 99.6%O20.021/24 外压缩液氧500 99.6%O20.17/-179氮气40000(其中25000去水冷塔)≤5ppmO20.013/24液氮250 ≤5ppmO20.2/-193压力氮1000 ≤5ppmO20.45/24 氧透用中压氩气350 ≤2ppmO2≤3ppmN23.0/15 内压缩液氩500 ≤2ppmO2≤3ppmN20.16/-183工况Ⅱ(单膨胀机最大液氧工况)产品名称产量Nm³/h 纯度出冷箱压力/温度MPa(G)/℃备注氧气22500 99.6%O20.021/24 外压缩液氧950 99.6%O20.17/-179氮气40000(其中25000去水冷塔)≤5ppmO20.013/24压力氮1000 ≤5ppmO20.45/24中压氩气350 ≤2ppmO2≤3ppmN23.0/15 内压缩液氩440 ≤2ppmO2≤3ppmN20.16/-183工况Ⅲ(双膨胀机最大液氧工况)产品名称产量Nm³/h 纯度出冷箱压力/温度MPa(G)/℃备注氧气18500 99.6%O20.021/26 外压缩液氧1650 99.6%O20.17/-179氮气30000(其中25000去水冷塔)≤5ppmO20.013/26压力氮1000 ≤5ppmO20.45/26液氩720 ≤2ppmO2≤3ppmN20.16/-183工况Ⅳ(双膨胀机最大液氮工况)产品名称产量Nm³/h 纯度出冷箱压力/温度MPa(G)/℃备注氧气20100 99.6%O20.021/26 外压缩液氧200 99.6%O20.17/-179氮气30000(其中25000去水冷塔)≤5ppmO20.013/26液氮1650 ≤5ppmO20.2/-193压力氮1000 ≤5ppmO20.45/26液氩650 ≤2ppmO2≤3ppmN20.16/-183(3)注:Nm³/h为0.1013NIPa(A)、0℃下的体积流量(以下同)2、操作实践(1)日常稳定运行调整空分主塔的稳定是氩塔工况正常的前提条件,余次同时粗氩塔精馏工况的好坏也将影响到主塔的稳定。
在对氩系统进行调节时(本文主要指粗氩的调节)必须同时调节空分主塔和粗氩塔,才能获得尽可能高的氩提取率。
由于大部分的氩损失在排放发的污氮气中,故首先要使随污氮气排走的氩尽可能降至最小即在减少装置大的跑冷损失、复热不足损失的前提下尽可能减少去上塔的膨胀空气量,使污氮气中的氧浓度降至最小。
在做此调节中,必须保持上塔主冷蒸发侧的氧浓度不变,因为氧浓度增加将导致氩馏分中氧浓度增加,影响氩提取率;氧浓度减少将导致氩馏分中氮含量增高(氩馏分抽出口处的温度降低),使粗氩塔顶部氮含量增大,冷凝器换热工况变差,回流液减少,精馏工况变差。
工况的调整:a.氩系统的调整原则:以稳为主,稳中求变,稳中提高,精调细调。
b.确定合适的膨胀空气量和进上塔的膨胀空气量,膨胀空气量的确定根据跑冷损失的和液体的产量适当调整,原则上膨胀空气量是保证液氩最大取出量和少量的压氧、液氮量的最少量。
进上塔的膨胀空气量一期控制在8000~9000m³/h,二期目前可控制在10000m³/h左右,视上塔的精馏潜力和对氩系统的影响再细调。
c.污氮气中的氧浓度的控制,实践操作中一期制氧应小于1%,二期可控制在0.5%左右。