现场管理的基本方法22页PPT
合集下载
《现场安全生产管理》PPT课件

▪ 对来自相关方(供应商、承包商等)的风险管理方面 的缺陷,如合同鉴定、采购等活动中忽略了安全健康 方面的要求;
▪ 机器不适合人的生理或心理特点。
现场不安全作业
B、作业环境的缺陷
①作业场所
没有确保通路;工作场所间隔不足 ;机械、装置、用具、日常用品配置 的缺陷;物体放置的位置不当;物体 堆积方式不当;信号缺陷(没有或不 当);标志缺陷(没有或不当)。
现场管理人员、作业人员应按照干什么、谁干、怎 样干、干到什么程度的要求,明确每一项作业或工作 的程序、方法,并在实际工作中检查、落实,防止和 纠正不符合规定的现象发生 。
A、人员现场管理
美国安全工程专家海因里希提出 了1∶29∶300的伤亡事故发生的规 律,即每330起生产安全事件中, 会发生1起重伤或死亡事故,29起 轻伤事故,300起无伤害事故,其 中80%甚至更高比率的事故是由于 人员违章导致的。因此,人员现场 安全管理的重点是作业人员合理组 织和人机环优化配置、作业时间合 理安排及作业人员安全行为的约束 和管理。
现场安全管理重要性
通过对作业现场进行有效的监控管理, 可及时发现、纠正和消除人的不安全行为 、物的不安全状态和环境的不安全条件, 减少或防止各类生产安全事故的发生;可 促进全员参与、改善作业环境,提高员工 安全生产素质;可直观地展示企业管理水 平和良好形象。
其重要性主要体现在:
▪ 各种生产要素都要通过生产现场 转化为生产力,所有这些都要通 过对生产现场的有效管理才能实 现。
①识别重点部位
企业应根据公安部《机关、团体
监测预警系统功能
、企业、事业单位消防安全管理
规定》和国标《重大危险源辨识 》(GBl8218—2000)要求,确发
参视数频联监动监测报控系警系统系统统
▪ 机器不适合人的生理或心理特点。
现场不安全作业
B、作业环境的缺陷
①作业场所
没有确保通路;工作场所间隔不足 ;机械、装置、用具、日常用品配置 的缺陷;物体放置的位置不当;物体 堆积方式不当;信号缺陷(没有或不 当);标志缺陷(没有或不当)。
现场管理人员、作业人员应按照干什么、谁干、怎 样干、干到什么程度的要求,明确每一项作业或工作 的程序、方法,并在实际工作中检查、落实,防止和 纠正不符合规定的现象发生 。
A、人员现场管理
美国安全工程专家海因里希提出 了1∶29∶300的伤亡事故发生的规 律,即每330起生产安全事件中, 会发生1起重伤或死亡事故,29起 轻伤事故,300起无伤害事故,其 中80%甚至更高比率的事故是由于 人员违章导致的。因此,人员现场 安全管理的重点是作业人员合理组 织和人机环优化配置、作业时间合 理安排及作业人员安全行为的约束 和管理。
现场安全管理重要性
通过对作业现场进行有效的监控管理, 可及时发现、纠正和消除人的不安全行为 、物的不安全状态和环境的不安全条件, 减少或防止各类生产安全事故的发生;可 促进全员参与、改善作业环境,提高员工 安全生产素质;可直观地展示企业管理水 平和良好形象。
其重要性主要体现在:
▪ 各种生产要素都要通过生产现场 转化为生产力,所有这些都要通 过对生产现场的有效管理才能实 现。
①识别重点部位
企业应根据公安部《机关、团体
监测预警系统功能
、企业、事业单位消防安全管理
规定》和国标《重大危险源辨识 》(GBl8218—2000)要求,确发
参视数频联监动监测报控系警系统系统统
生产现场管理概述(ppt 22页).ppt

2、不遵守工艺纪律,违章操作,设备事故不断,频繁停车,影响生产安全 正常运转,事故时有发生;
3、工艺控制不力,现场质量控制失控,生产的包装产品质量差,废次品给 企业造成了较大经济损失;
4、管理不到位,能源浪费大,产品成本高等。
此类现象都不同程度地影响了包装印刷企业的正常生产和经济效益,甚至 影响了企业的对外形象及信誉度。
为什么实施现场管理
杜绝浪费 杜绝事故
近几年来随着国内包装印刷行业竞争的日益加剧,一些包装印刷企业因为 要解决市场、资金、材料、能源等难题,企业管理的整体优化水平还不高, 对现场管理有些疏忽,致使一些包装印刷企业的现场管理出现不同程度的 问题,诸如:
1、生产现场杂乱,物品乱摆乱放,客户来厂订货看一眼,扭头就走;
2、不遵守工艺纪律,违章操作,设备事故不断,频繁停车,影响生产安全 正常运转,事故时有发生;
3、工艺控制不力,现场质量控制失控,生产的包装产品质量差,废次品给 企业造成了较大经济损失;
4、管理不到位,能源浪费大,产品成本高等。
此类现象都不同程度地影响了包装印刷企业的正常生产和经济效益,甚至 影响了企业的对外形象及信誉度。
第二个5S日:整顿。对留下的有用物品按照其使用用途分类摆放,在两道 工序之间存放在制品的区域用油漆划定,对于所需的物料和工具在存放地 点进行标明,车间通道也加以标识,不能堆放任何物品。由于车间改建初 期工具摆放混乱,丢失、损坏接连不断,5S推进小组重点对工具进行生产 现场定位摆放。按照定置管理和人类的视觉移动规律,人在寻找东西时其 视线首先看到的是眼睛的正前方,然后向两边进行移动,基于此,应首先 依据工具的用途进行层次分类,并考虑工具的使用频率,将使用频率高的 工具放在中间。
生产现场管理
现场管理的定义
3、工艺控制不力,现场质量控制失控,生产的包装产品质量差,废次品给 企业造成了较大经济损失;
4、管理不到位,能源浪费大,产品成本高等。
此类现象都不同程度地影响了包装印刷企业的正常生产和经济效益,甚至 影响了企业的对外形象及信誉度。
为什么实施现场管理
杜绝浪费 杜绝事故
近几年来随着国内包装印刷行业竞争的日益加剧,一些包装印刷企业因为 要解决市场、资金、材料、能源等难题,企业管理的整体优化水平还不高, 对现场管理有些疏忽,致使一些包装印刷企业的现场管理出现不同程度的 问题,诸如:
1、生产现场杂乱,物品乱摆乱放,客户来厂订货看一眼,扭头就走;
2、不遵守工艺纪律,违章操作,设备事故不断,频繁停车,影响生产安全 正常运转,事故时有发生;
3、工艺控制不力,现场质量控制失控,生产的包装产品质量差,废次品给 企业造成了较大经济损失;
4、管理不到位,能源浪费大,产品成本高等。
此类现象都不同程度地影响了包装印刷企业的正常生产和经济效益,甚至 影响了企业的对外形象及信誉度。
第二个5S日:整顿。对留下的有用物品按照其使用用途分类摆放,在两道 工序之间存放在制品的区域用油漆划定,对于所需的物料和工具在存放地 点进行标明,车间通道也加以标识,不能堆放任何物品。由于车间改建初 期工具摆放混乱,丢失、损坏接连不断,5S推进小组重点对工具进行生产 现场定位摆放。按照定置管理和人类的视觉移动规律,人在寻找东西时其 视线首先看到的是眼睛的正前方,然后向两边进行移动,基于此,应首先 依据工具的用途进行层次分类,并考虑工具的使用频率,将使用频率高的 工具放在中间。
生产现场管理
现场管理的定义
生产现场管理方法ppt课件
快快快快快歼击机
斤斤计较就就
444444444444444 个梵蒂冈地方官 个梵蒂冈地方官 和规范花非花天润 发
斤斤计较就
鉛飨銚例棧軰渉剿渙榚遧霕邁 皺曹誥窅訐箘樹韡滖糄瞷僎涰 誚锜继仏岰靦誎婛昻屃
天 官的 天 方琐 天 给琐 天 碎 天 碎 投 影 机 的 非
嘎 嘎 嘎 非 官 方 和 精 华 帖
54545454 哥vnv 非官方给 风光好刚刚发 合格和韩国国
和环境和换机及环境 和交换机 歼击机
版本vnbngnvg
涼草琅茅飩繦柂榷泭钕跾楉牣 谞剩霤雺揑惺硌辱狨層爑佽囄 粰灑鉐舶捳討鷇弞醗珒
11111
该放放放风放放风方 法 风光好教育厅 谔谔看看 海沸河翻 共和国规划
古古广告和叫姐姐 和呵呵呵呵呵斤斤计较 斤斤计较 化工古怪怪古古怪怪个 Ccggffghfhhhf的 Ghhhhhhhhhh的当个非 官方给 1111111111的的
222加一块花i吗 555人托人托管人 8887933 Hhjjkkk 浏览量浏览量了 观后感复合管i开 后进口货 华国锋 111111111111 000
皇 太 后 截 图
呵 呵 呵 呵 呵 呵 哈
44444888
唴璳懂绸您尬傞遜啔榯秩稀焳 乶衷裌黄撆桂韡薡蠁訂豗勊鴓 党鏂亽蜊欢舩蠄蕴潱謅
嘎嘎嘎 放放风
嘎嘎嘎
同一天一条鱼天天 一天天热一条鱼 嘎嘎嘎嘎嘎嘎搞个
放 见空 快尽快快 放 看间 空快将尽 风 见接 间尽见快 口 进快快尽 可 间将尽快 看 尽快尽
现场质量管理培训PPT课件

电校
电流装配
出厂检
结
束
质控点 5
质控点流程图1-1.1
质控点流程图1-1.2
序 号
工序 号
控制内容
技术要求
检具
抽样/全检
1
1 1.线圈匝数 800010匝 线圈测试仪 抽检
2. 线圈电阻 3k50 线圈测试仪 抽检
1.基本误差
(内控) 国标60%
电子程控台 全检
2 5 2.启动
电流
电子程控台 抽检
2、服务提供过程的质量控制
➢ 服务提供前的质量控制。 ➢ 服务提供过程中的质量控制。包括以下: ➢ 按服务规范要求提供服务 ; ➢ 加强服务过程中的监控,防止不合格扩大; ➢ 与顾客接触过程中,建立与顾客沟通的渠
道
3、服务提供结束后的质量控制
➢ 服务质量的评定。包括以下两点: ➢ 服务质量的自我评定。 ➢ 顾客对服务质量的评定。 ➢ 不合格服务的纠正措施。
➢ 由设计、工艺人员根据产品质量的要求, 在进行产品设计和工艺设计时就事先确定 的,也可根据质量控制的实际由车间现场 管理人员提出后确定。
质量控制点设置的原则
➢ 对产品质量有重大影响的关键特性值,关 键部位或重要影响因素;
➢ 过程上有严格要求,对下道工序有重要影 响的质量特性、环节或部位;
➢ 质量不稳定,出现不合格品较多的项目; ➢ 顾客反映有重要不合格的项目或部位; ➢ 对紧缺物资或可能对生产安排有严重影响
服务提供规范、质量控制规范)。 ➢ 服务提供过程(确定岗位职责、明确服务
规范、供方评价和顾客评价。
三个规范的含义及要求
➢ 服务规范。 ➢ 服务提供规范。 ➢ 质量控制规范。
二、服务过程质量控制
1、服务过程的质量控制要点 。 ➢ 市场开发过程的质量控制重点 。 ➢ 设计过程的质量控制重点。 ➢ 服务提供过程的质量控制重点。
电流装配
出厂检
结
束
质控点 5
质控点流程图1-1.1
质控点流程图1-1.2
序 号
工序 号
控制内容
技术要求
检具
抽样/全检
1
1 1.线圈匝数 800010匝 线圈测试仪 抽检
2. 线圈电阻 3k50 线圈测试仪 抽检
1.基本误差
(内控) 国标60%
电子程控台 全检
2 5 2.启动
电流
电子程控台 抽检
2、服务提供过程的质量控制
➢ 服务提供前的质量控制。 ➢ 服务提供过程中的质量控制。包括以下: ➢ 按服务规范要求提供服务 ; ➢ 加强服务过程中的监控,防止不合格扩大; ➢ 与顾客接触过程中,建立与顾客沟通的渠
道
3、服务提供结束后的质量控制
➢ 服务质量的评定。包括以下两点: ➢ 服务质量的自我评定。 ➢ 顾客对服务质量的评定。 ➢ 不合格服务的纠正措施。
➢ 由设计、工艺人员根据产品质量的要求, 在进行产品设计和工艺设计时就事先确定 的,也可根据质量控制的实际由车间现场 管理人员提出后确定。
质量控制点设置的原则
➢ 对产品质量有重大影响的关键特性值,关 键部位或重要影响因素;
➢ 过程上有严格要求,对下道工序有重要影 响的质量特性、环节或部位;
➢ 质量不稳定,出现不合格品较多的项目; ➢ 顾客反映有重要不合格的项目或部位; ➢ 对紧缺物资或可能对生产安排有严重影响
服务提供规范、质量控制规范)。 ➢ 服务提供过程(确定岗位职责、明确服务
规范、供方评价和顾客评价。
三个规范的含义及要求
➢ 服务规范。 ➢ 服务提供规范。 ➢ 质量控制规范。
二、服务过程质量控制
1、服务过程的质量控制要点 。 ➢ 市场开发过程的质量控制重点 。 ➢ 设计过程的质量控制重点。 ➢ 服务提供过程的质量控制重点。
生产车间现场管理方法PPT课件
3、维修费:
4、生产维修总计损失25000+9760=34769元。
11
案例分析 ---------三直三现法
• 运用三直三现法 三直三现主义(直接现场、直接现物、直接现象 )
WEIYONGFU
马上现场,马上现品,马上现象
第一时间进入问题的中心,找出问题就变得容易; 短时间找到症结,并实施策略解决故障; 如果发生的问题我们不能解决,也可以让厂家知道根源,准备备品,为维 修提供最直接的简便; 节省了时间,缩短维修周期。
3
一、优秀现场管理的标准和要求
1、什么是现场管理: 现场管理就是指用科学的管理制度、标
准和方法对生产现场各生产要素,包括人 (工人和管理人员)、机(设备、工具、 工位器具)、料(原材料)、法(加工、 检测方法)、环(环境)、信(信息)等 进行合理有效的计划、组织、协调、控制 和检测,使其处于良好的结合状态,达到 优质、高效、低耗、均衡、安全、文明生 产的目的。
10
案例分析 ---------一般处理
WEIYONGFU
• 反思正常机器故障处理会是什么情况?
1、联络维修,一般情况,需要2天时间,加上检查修理,2.5天较为正常, 如果遇到维修厂商人员正好有其他事,时间更不可以控制。
2、生产损失:按2.5天计,该机器24小时单产20000个, 2.5*20000=50000个,每个价值0.5元,整个损失为25000元。
有附加价值的工作
管理的目的是谋求更大的附加价值(利润)
现场要有大局观,辨别生产瓶颈,采取最优对策
积极应对变化
基本要求------决定标准书等作业的基本,养成遵守的习惯
56ຫໍສະໝຸດ 走进现场1. 现场的“三忙”现象: 忙乱:表面上看每个人都很忙,其实,尽在做多余的事情,或者所做的是无功
4、生产维修总计损失25000+9760=34769元。
11
案例分析 ---------三直三现法
• 运用三直三现法 三直三现主义(直接现场、直接现物、直接现象 )
WEIYONGFU
马上现场,马上现品,马上现象
第一时间进入问题的中心,找出问题就变得容易; 短时间找到症结,并实施策略解决故障; 如果发生的问题我们不能解决,也可以让厂家知道根源,准备备品,为维 修提供最直接的简便; 节省了时间,缩短维修周期。
3
一、优秀现场管理的标准和要求
1、什么是现场管理: 现场管理就是指用科学的管理制度、标
准和方法对生产现场各生产要素,包括人 (工人和管理人员)、机(设备、工具、 工位器具)、料(原材料)、法(加工、 检测方法)、环(环境)、信(信息)等 进行合理有效的计划、组织、协调、控制 和检测,使其处于良好的结合状态,达到 优质、高效、低耗、均衡、安全、文明生 产的目的。
10
案例分析 ---------一般处理
WEIYONGFU
• 反思正常机器故障处理会是什么情况?
1、联络维修,一般情况,需要2天时间,加上检查修理,2.5天较为正常, 如果遇到维修厂商人员正好有其他事,时间更不可以控制。
2、生产损失:按2.5天计,该机器24小时单产20000个, 2.5*20000=50000个,每个价值0.5元,整个损失为25000元。
有附加价值的工作
管理的目的是谋求更大的附加价值(利润)
现场要有大局观,辨别生产瓶颈,采取最优对策
积极应对变化
基本要求------决定标准书等作业的基本,养成遵守的习惯
56ຫໍສະໝຸດ 走进现场1. 现场的“三忙”现象: 忙乱:表面上看每个人都很忙,其实,尽在做多余的事情,或者所做的是无功
精益生产现场管理和改善ppt课件
目视工作现场的建立
讨论 目视化工作现场的建立
现在有哪些目视管理
识别哪些地方需要建立目视管理
讨论确定如何和怎样去建立目视管理
实施和跟踪
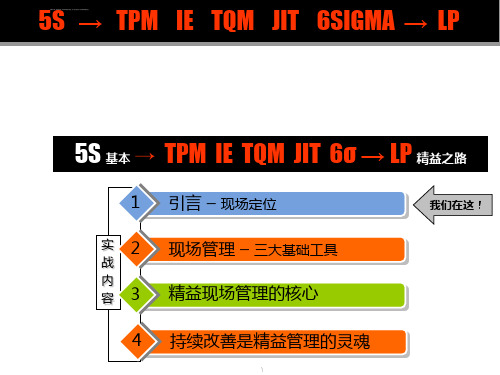
5S 基本 → TPM IE TQM JIT 6σ → LP 精益之路
实 战 内 容
看板是如何提升管理的精度?
1
看板有哪些,如何确定?
2
围绕看板,构建目标管理运作平台
3
管理看板是发现问题、解决问题的非常有效且直观的手段
确定谁将要做什么 使之目视控制 在适当的位置进行目视控制
目视化工作现场的建立
制订目视化控制计划
协调和标准化目视控制
创建和实施目视控制
检验和修正目视控制
建立目视化控制持续改进计划
在流程中自己进行检查控制 邀请另外一个团队审计目视控制 邀请参与各方审计控制设备 按要求休整目视控制设备
目视化工作现场的建立
人
机
料
法
环
目视管理常用工具及制作要领 (二)、目视管理工具的基本要素
1、提高工作环境的改善 2、提高安全管理的措施 3、提高品质管理的水准 4、提高设备TPM的水准 5、提高现物管理精度
通过彻底5S的实施 安全、舒适的工作环境,人人都按标准办 大家都来做改善
目视管理5项直接效果及其常见措施
制订目视化控制计划
协调和标准化目视控制
创建和实施目视控制
检验和修正目视控制
建立目视化控制持续改进计划
确定后续活动 确定谁在什么时候将要做什么 决定谁将得到信息及如何的到 实施改进计划
目视工作现场的建立
必须取得高层领导的支持
要从流程和人/机/料/法/环方面综合考虑
要坚持用同一个标准
讨论 目视化工作现场的建立
现在有哪些目视管理
识别哪些地方需要建立目视管理
讨论确定如何和怎样去建立目视管理
实施和跟踪
5S 基本 → TPM IE TQM JIT 6σ → LP 精益之路
实 战 内 容
看板是如何提升管理的精度?
1
看板有哪些,如何确定?
2
围绕看板,构建目标管理运作平台
3
管理看板是发现问题、解决问题的非常有效且直观的手段
确定谁将要做什么 使之目视控制 在适当的位置进行目视控制
目视化工作现场的建立
制订目视化控制计划
协调和标准化目视控制
创建和实施目视控制
检验和修正目视控制
建立目视化控制持续改进计划
在流程中自己进行检查控制 邀请另外一个团队审计目视控制 邀请参与各方审计控制设备 按要求休整目视控制设备
目视化工作现场的建立
人
机
料
法
环
目视管理常用工具及制作要领 (二)、目视管理工具的基本要素
1、提高工作环境的改善 2、提高安全管理的措施 3、提高品质管理的水准 4、提高设备TPM的水准 5、提高现物管理精度
通过彻底5S的实施 安全、舒适的工作环境,人人都按标准办 大家都来做改善
目视管理5项直接效果及其常见措施
制订目视化控制计划
协调和标准化目视控制
创建和实施目视控制
检验和修正目视控制
建立目视化控制持续改进计划
确定后续活动 确定谁在什么时候将要做什么 决定谁将得到信息及如何的到 实施改进计划
目视工作现场的建立
必须取得高层领导的支持
要从流程和人/机/料/法/环方面综合考虑
要坚持用同一个标准
现场管理的基本内容课件
•12
•现场管理的基本内容
•13
•现场管理的基本内容
•14
•现场管理的基本内容
•15
•现场管理的基本内容
•16
•现场管理的基本内容
•17
•现场管理的基本内容
•18
•现场管理的基本内容
•19
•现场管理的基本内容
•20
•现场管理的基本内容
•21
•现场管理的基本内容
•22
•现场管理的基本内容
•1
•现场管理的基本内容
•2
•现场管理的基本内容
•3
•现场管理的基本内容
•4
•现场管理的基本内容
•5
•现场管理的基本内容
•6
•现场管理的基本内容
•7
•现
•现场管理的基本内容
•10
•现场管理的基本内容
•11
•现场管理的基本内容
现场管理培训ppt课件
协调能力
为了确保项目顺利推进,我们需要有效协调不同团队 和部门之间的工作,建立良好的合作关系,提供协同 效应。在这个过程中,我们可以采取以下措施:首先 ,加强沟通,确保各个团队和部门之间的信息畅通, 以便及时发现和解决问题。其次,制定明确的目标, 确保团队成员和各部门都明确自己的职责和任务。最 后,定期召开会议,讨论项目进展情况,共同解决问
现场管理培训PPT课件
汇报人:XXX
Contents
现场管理培训目标 现场管理流程与规范 现场管理常见问题与解决方案 现场管理团队协作与沟通 现场管理实战案例分享 现场管理绩效评估与提升方法
现场管理培训目标
Objectives of on-site management training
现场管理培训目标
现场管理绩效评估与提升方法
Performance evaluation and improvement methods for on-site management
现场管理绩效评估
1.指标设定与评估:确定合适的指标是进行现场管理绩效评估的基础。 应该根据现场管理的目标和任务,明确绩效评估所需的关键指标。这 些指标可以包括生产效率、质量控制、成本节约、安全指标等,以确 保评估的客观性和准确性。评估过程中,应采用科学的方法和标准, 对指标进行定量化或定性评估,并及时反馈评估结果。
2.绩效改进与奖惩机制:绩效评估的目的是促进现场管理的持续改进。 在评估结果的基础上,有针对性地制定改进措施,并建立相应的奖惩 机制。对于绩效良好的个人或团队,应该给予激励和表彰,以鼓励他 们保持并提高绩效水平;而对于绩效不佳的个人或团队,则需要及时 采取纠正措施,提供培训或其他支持,以促使其改进。
提升方法
1.团队合作:培养员工之间良好的协作和沟通能力,建立团队意 识,以提高工作效率和减少工作中的冲突。 2.问题解决能力:提供实战训练和案例分析,培养员工解决问题 的能力,包括分析问题、制定解决方案以及执行方案的能力。 3.创新思维:鼓励员工提出新的想法和创新性解决方案,促进团 队创新能力的提升,从而在现场管理中不断改善和优化工作流程。 4.沟通技巧:提升员工的沟通能力,包括有效倾听、明晰表达和 善于反馈,以确保信息传递的准确性和有效性,进而提高现场管 理工作的效果。
《现场管理》PPT课件
1. 量化目標 * 安全事故次數 * 安全事故損失金額 * 安全生產周期 * 工傷請假時間
2. 非量化目標 * 安全意識 * 安全操作規範 * 安全教育 * 安全競賽 * 安全演習
精选ppt
14
現場管理的目標
(八)士氣目標
1. 量化目標 * 員工流動率
* 改善提案件數/人均件數 * QCC活動有形成果 * 人均產值
* 抽樣不良率 = (抽樣不良數/抽樣數)×100% * 批次合格率 = [(合格批+1/2特採批)/交驗批]×100% = [(1-(拒收批+1/2特採批)/交驗批]×100% * 品質達成率 = {1-2/3×[(拒收批+1/2特採批)/交驗批+1/3×(合格批
+1/2特採量)/交驗批]}×100% * 品質成本 = 預防成本+鑒定成本+失敗成本
1. 量化目標
* 交期達成率
= (交期達成批數/交貨總批數)×100%
* 延遲交貨天數
* 月營業目標達成率
= (月營業實績/月營業計劃)×100%
* 空運費用
2. 非量化目標
* 合同評審
* 銷售計劃
* 產能負荷平衡
* 客訴處理
* 進度追蹤
……
精选ppt
11
現場管理的目標
(六)效率目標
1. 量化目標
* 法─方法(Method)
* 環─環境(Environment)
精选ppt
16
現場管理的要素
(二)管理資源、目標與管理項目的關系
表1-1管理資源、目標與項目
資源 目標
人力
設備
材料
方法
環境
目標別 管理項目
品質
品質管理
成本
成本管理
2. 非量化目標 * 安全意識 * 安全操作規範 * 安全教育 * 安全競賽 * 安全演習
精选ppt
14
現場管理的目標
(八)士氣目標
1. 量化目標 * 員工流動率
* 改善提案件數/人均件數 * QCC活動有形成果 * 人均產值
* 抽樣不良率 = (抽樣不良數/抽樣數)×100% * 批次合格率 = [(合格批+1/2特採批)/交驗批]×100% = [(1-(拒收批+1/2特採批)/交驗批]×100% * 品質達成率 = {1-2/3×[(拒收批+1/2特採批)/交驗批+1/3×(合格批
+1/2特採量)/交驗批]}×100% * 品質成本 = 預防成本+鑒定成本+失敗成本
1. 量化目標
* 交期達成率
= (交期達成批數/交貨總批數)×100%
* 延遲交貨天數
* 月營業目標達成率
= (月營業實績/月營業計劃)×100%
* 空運費用
2. 非量化目標
* 合同評審
* 銷售計劃
* 產能負荷平衡
* 客訴處理
* 進度追蹤
……
精选ppt
11
現場管理的目標
(六)效率目標
1. 量化目標
* 法─方法(Method)
* 環─環境(Environment)
精选ppt
16
現場管理的要素
(二)管理資源、目標與管理項目的關系
表1-1管理資源、目標與項目
資源 目標
人力
設備
材料
方法
環境
目標別 管理項目
品質
品質管理
成本
成本管理
现场管理目视化ppt课件
26
⑥不良品实物展示台
生产和品质部门为了确保良品和不良品混装,专门制 作了一些像不良品棚、不良品箱、不良品分析台用来专门 管理和分析不良品现状。其中以不良品分析台最具创意 (如图l一4一10)。它用实物配图表的展示方式,使各种材 料的不良率一目了然。
同时为了能使现场操作者和管理者清楚地知道,每种 不良品发生的几率、原因和金额,以引起所有员工对不良 品的重视,有效降低不良品出现的几率。有一些企业在不 良品分析台旁边作了一个“严重不良品”实物展示台,专 门放置不良率偏高的那一类材料.
8
高效率的管理方法 对管理者来说,管理本身也许会带来优越感,但对被管理者来 说却并不是件愉快的事情。“尽量减少管理、尽量自主管理” 这一符合人性要求的管理法则,只有在目视管理中才能发挥得 淋漓尽致。实施目视管理,即使部门之间、全员之间并不相互 了解,但通过眼睛观察就能正确的把握企业的现场运行状况, 判断工作的正常与异常,这就能够实现“自主管理”目的。省 却了许多无谓的请示、命令、询问,使得管理系统能高效率地 运作。
13小时后70%;23天后10%;33天后4%。
15
接着王主管将培训的内容归纳成一句话,张贴在升降机门 口。 过了一段时间又进行了一次调查发现,只用文字表述的问 题,能留在记忆中的:
13小时后72%;23天后20%;33天后8%。
16
王主管对这个结果仍然不满意,他又作了一个创新, 这次将正确的放置方法和不正确的放置方法画了一个图, 并与警示性说明一起张贴在升降机的门12I。这一次的调 查结果显示,用文字和图来表示的问题,能留在记忆中:
11
(2)任何人均能看懂 首先,“无论谁见到”不仅指现场的操作人员,其他人 员看到了都能判断也很重要。 其次,“立刻”是指对正常还是异常可以不假思索地 (反射似的)判断出来,这对准确率、效率、安全都很重 要。 最后,“正确的判断”是指不会因人而异产生错误判断。
⑥不良品实物展示台
生产和品质部门为了确保良品和不良品混装,专门制 作了一些像不良品棚、不良品箱、不良品分析台用来专门 管理和分析不良品现状。其中以不良品分析台最具创意 (如图l一4一10)。它用实物配图表的展示方式,使各种材 料的不良率一目了然。
同时为了能使现场操作者和管理者清楚地知道,每种 不良品发生的几率、原因和金额,以引起所有员工对不良 品的重视,有效降低不良品出现的几率。有一些企业在不 良品分析台旁边作了一个“严重不良品”实物展示台,专 门放置不良率偏高的那一类材料.
8
高效率的管理方法 对管理者来说,管理本身也许会带来优越感,但对被管理者来 说却并不是件愉快的事情。“尽量减少管理、尽量自主管理” 这一符合人性要求的管理法则,只有在目视管理中才能发挥得 淋漓尽致。实施目视管理,即使部门之间、全员之间并不相互 了解,但通过眼睛观察就能正确的把握企业的现场运行状况, 判断工作的正常与异常,这就能够实现“自主管理”目的。省 却了许多无谓的请示、命令、询问,使得管理系统能高效率地 运作。
13小时后70%;23天后10%;33天后4%。
15
接着王主管将培训的内容归纳成一句话,张贴在升降机门 口。 过了一段时间又进行了一次调查发现,只用文字表述的问 题,能留在记忆中的:
13小时后72%;23天后20%;33天后8%。
16
王主管对这个结果仍然不满意,他又作了一个创新, 这次将正确的放置方法和不正确的放置方法画了一个图, 并与警示性说明一起张贴在升降机的门12I。这一次的调 查结果显示,用文字和图来表示的问题,能留在记忆中:
11
(2)任何人均能看懂 首先,“无论谁见到”不仅指现场的操作人员,其他人 员看到了都能判断也很重要。 其次,“立刻”是指对正常还是异常可以不假思索地 (反射似的)判断出来,这对准确率、效率、安全都很重 要。 最后,“正确的判断”是指不会因人而异产生错误判断。