喷油丝印酒精耐磨测试标准
最新喷油测试标准
5.移动速度1次/2秒.水煮测试将产品放入沸水中,持续5-8分钟,观察产品外观表面不可有爆裂,变色,变形,起泡,斑点.电镀,喷油,丝印,镭雕冰乙酸测试将产品放入装有冰乙酸的容器中浸泡5分钟,取出后观察外观表面不可有爆裂,变色,变形,起泡,斑点,龟裂,腐蚀.电镀,注塑品备注:百格测试范围:脱落面积为: 0B:脱落面积大于65%; 1B:脱落面积为35%--65%; 2B:脱落面积为15%--35%; 3B:脱落面积为5%-15%; 4B:脱落面积小于5%; 5B:脱落面积为零.产品可靠性测试表.rar (6.25 KB)852《细胞生物学》中科院研究生院硕士研究生入学考试《细胞生物学》考试大纲本《细胞生物学》考试大纲适用于中国科学院研究生院生命学科口各专业的硕士研究生入学考试。
要求考生全面系统地理解并掌握细胞生物学的基本概念、基本理论和研究方法,能熟练运用细胞生物学知识分析生物学基本问题,了解细胞生物学的最新进展。
一、考试内容1.细胞生物学发展历史1.1. 了解细胞的发现,细胞学说的创立及其内容要点和意义1.2. 了解细胞学经典发展时期:原生质理论的提出,细胞分裂和细胞器的发现,细胞学的建立1.3. 了解实验细胞学时期:细胞遗传学、细胞生理学、细胞化学1.4. 了解细胞生物学的形成和当前与今后的发展方向--分子细胞生物学2.细胞的基本结构与化学组成2.1. 细胞的形态结构●了解形状、大小和种类的多样性●理解细胞是生命活动的基本单位●掌握动物细胞的一般结构模式●掌握植物细胞与动物细胞、原核细胞与真核细胞的主要结构差别2.2. 细胞的化学组成及其意义●了解元素:主要元素、宏量、微量和痕量元素●掌握有机小分子:小分子糖类、氨基酸、核苷酸、脂质●掌握大分子:核酸、蛋白质、大分子多糖。
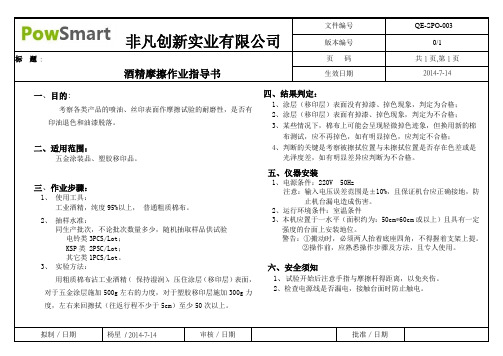
酒精摩擦硬度测试作业指导书
3、本机应置于一水平(面积约为:50cm*60cm或以上)且具有一定强度的台面上安装地位。
警告:①搬动时,必须两人抬着底座四角,不得握着支架上提。
②操作前,应熟悉操作步骤及方法,且专人使用。
六、安全须知
1、试验开始后注意手指与摩擦杆得距离,以免夹伤。
2、检查电源线是否漏电,接触台面时防止触电。
一、目的:
考察各类产品的喷油、丝印表面作摩擦试验的耐磨性,是否有印油退Leabharlann 和油漆脱落。二、适用范围:
五金涂装品、塑胶移印品。
三、作业步骤:
1、使用工具:
工业酒精,纯度95%以上,普通粗质棉布。
2、抽样水准:
同生产批次,不论批次数量多少,随机抽取样品供试验
电铃类3PCS/Lot;
KSP类2PSC/Lot;
3、某些情况下,棉布上可能会呈现轻微掉色迹象,但换用新的棉布测试,应不再掉色,如有明显掉色,应判定不合格;
4、判断的关键是考察被擦拭位置与未擦拭位置是否存在色差或是光泽度差,如有明显差异应判断为不合格。
五、仪器安装
1、电源条件:220V 50Hz
注意:输入电压误差范围是±10%,且保证机台应正确接地,防止机台漏电造成伤害。
其它类1PCS/Lot。
3、实验方法:
用粗质棉布沾工业酒精(保持湿润),压住涂层(移印层)表面,对于五金涂层施加500g左右的力度,对于塑胶移印层施加300g力度,左右来回擦拭(往返行程不少于5cm)至少50次以上。
四、结果判定:
1、涂层(移印层)表面没有掉漆、掉色现象,判定为合格;
2、涂层(移印层)表面有掉漆、掉色现象,判定为不合格;
酒精耐磨测试标准
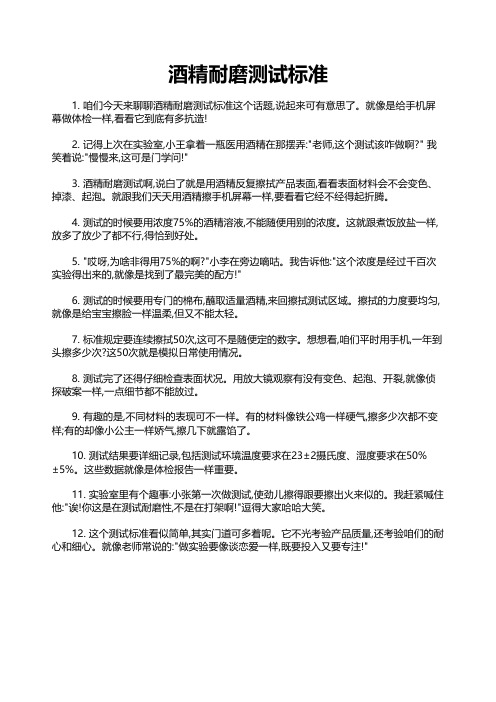
酒精耐磨测试标准1. 咱们今天来聊聊酒精耐磨测试标准这个话题,说起来可有意思了。
就像是给手机屏幕做体检一样,看看它到底有多抗造!2. 记得上次在实验室,小王拿着一瓶医用酒精在那摆弄:"老师,这个测试该咋做啊?" 我笑着说:"慢慢来,这可是门学问!"3. 酒精耐磨测试啊,说白了就是用酒精反复擦拭产品表面,看看表面材料会不会变色、掉漆、起泡。
就跟我们天天用酒精擦手机屏幕一样,要看看它经不经得起折腾。
4. 测试的时候要用浓度75%的酒精溶液,不能随便用别的浓度。
这就跟煮饭放盐一样,放多了放少了都不行,得恰到好处。
5. "哎呀,为啥非得用75%的啊?"小李在旁边嘀咕。
我告诉他:"这个浓度是经过千百次实验得出来的,就像是找到了最完美的配方!"6. 测试的时候要用专门的棉布,蘸取适量酒精,来回擦拭测试区域。
擦拭的力度要均匀,就像是给宝宝擦脸一样温柔,但又不能太轻。
7. 标准规定要连续擦拭50次,这可不是随便定的数字。
想想看,咱们平时用手机,一年到头擦多少次?这50次就是模拟日常使用情况。
8. 测试完了还得仔细检查表面状况。
用放大镜观察有没有变色、起泡、开裂,就像侦探破案一样,一点细节都不能放过。
9. 有趣的是,不同材料的表现可不一样。
有的材料像铁公鸡一样硬气,擦多少次都不变样;有的却像小公主一样娇气,擦几下就露馅了。
10. 测试结果要详细记录,包括测试环境温度要求在23±2摄氏度、湿度要求在50%±5%。
这些数据就像是体检报告一样重要。
11. 实验室里有个趣事:小张第一次做测试,使劲儿擦得跟要擦出火来似的。
我赶紧喊住他:"诶!你这是在测试耐磨性,不是在打架啊!"逗得大家哈哈大笑。
12. 这个测试标准看似简单,其实门道可多着呢。
它不光考验产品质量,还考验咱们的耐心和细心。
就像老师常说的:"做实验要像谈恋爱一样,既要投入又要专注!"。
喷油测试标准

电镀
盐雾测试
将被测产品悬挂在溶解度为5%的盐雾机内,在横温条件下48H后
取出,再在清水中清洗后观察外观
表面不可有爆裂,变色,变形,起泡,斑点,龟裂,腐蚀.
电镀
耐酒精摩擦测试
在浓度为98%的工业酒精中,在横温条件连续浸泡48H后取出再在清水中
清洗后观察外观
产品表面不可有脱漆,或脱落面积小于3B
电镀,喷油,丝印,镭雕
冷热冲击测试
将被测产品放入冷热冲击机中,条件为:高温85度,低温-40度,45分钟,循环27次,总测试时间为小时
外观无爆裂,变色,变形,进行硬度测试,耐磨测试,百格测试后,符合测试要求
电镀,喷油,丝印,镭雕,注塑品
横温横湿测试
将被测产品放入横温横湿机中,温度65度,湿度90%,测试时间为88小时.
油漆层不被破坏
电镀,喷油,丝印,镭雕
MEK测试
在湿度为50%,横温条件下,在被测产品三个不同的面上涂上丁酮,
2分钟后擦干或吹干,在观察外观
表面不可有爆裂,变色,变形,起泡,斑点,龟裂,腐蚀.
电镀,喷油,丝印,镭雕
油酸测试
将油酸均匀地涂抹在被测产品的表面上,放入加硫机中高温58度,24H连续加热,取出样品静止2H后在做硬度测试,耐磨测试,百格测试
表面不可有爆裂,变色,变形,起泡,斑点,龟裂,腐蚀.
电镀,注塑品
备注:百格测试范围:脱落面积为: 0B:脱落面积大于65%; 1B:脱落面积为35%--65%; 2B:脱落面积为15%--35%; 3B:脱落面积为5%-15%; 4B:脱落面积小于5%; 5B:脱落面积为零.
产品可靠性测试表.rarKB)
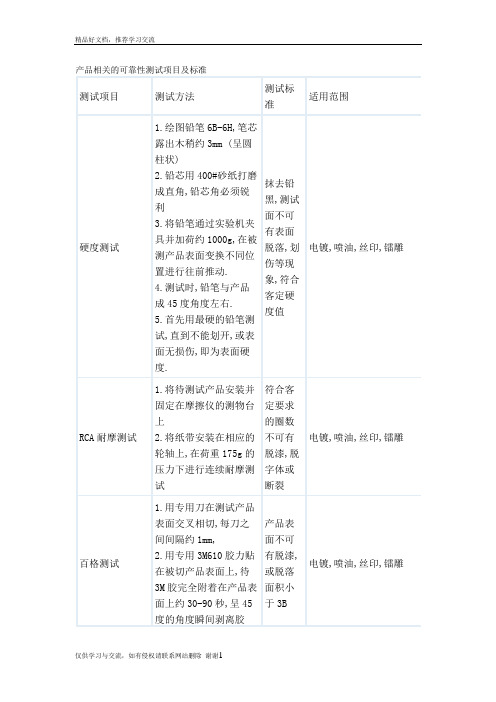
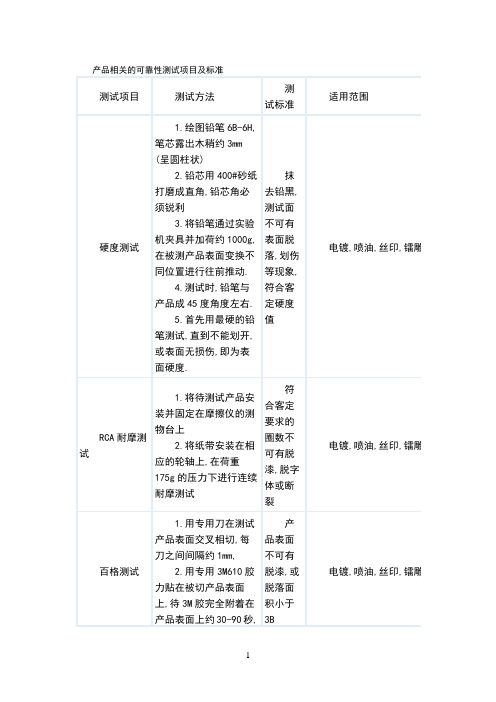
产品相关的可靠性测试项目及标准
移印、丝印喷油的检验标准

2.2.2胶带测试
先清洁除去测试物表面上的污渍,用(宽度为25mm的810#3M胶纸)以120克力度紧压在贴纸上,然后迅速从与贴纸面成90度方向撕开。重复3次,字迹要求清楚,不允许出现明显甩油。
2.2.3化学反应测试
2.2.3.1试物表面,用棉布浸浓度为95%的酒精,以120克力度擦拭字唛表面15秒,然后立即再用浸湿水的棉布,用120克力度擦拭表面10秒,表面不允许有任何损坏或明显脱色,引致标志或字体不清楚。
移印、丝印、喷油ห้องสมุดไป่ตู้基本要求:
—喷油、字唛移印、丝印需保持稳固地附着在产品表面上直到其寿命完成。
—安全性的警告、功能字唛及后牌文字在正常使用和正常清洁的情况下必须保持原状,无明显变化。
—移印、丝印、喷油的原料必须无毒及当煮食时不可受到油、脂肪、果酸影响而变质,及在重复使用清洁剂的情况下不可有任何影响。
1.2.2用浸湿水的棉布,在图案上以120克力度摩擦10秒,再用干布浸白电(乙烷)以120克力度擦拭15秒,表面不允许有任何损坏或明显脱色,引致图案标志或字体的不清楚。
2.移印、丝印
所有移印耐久性(包括贴纸)必须符合欧洲标准:EN60335-1:1994,clause
7.14.(spac.:用水擦拭10秒,风干后,再用白电油擦拭15秒)。
2.1.3.2用浸湿水的棉布,在图案上以120克力度摩擦10秒,再用干布浸白电油(乙烷)以120克力度擦拭15秒,表面不允许有任何损坏或明显脱色,引致图案标志或字体的不清楚。
2.2五金
2.2.1识别测试
丝印、移印表面要清晰易辨认、完整,不可有刮花、毛边、缺漏(露出底色)等缺陷。
喷油测试标准
使产品固定在橡皮磨擦
来回摆动的范围内.
2.用400#砂纸的橡
皮擦端部磨平.
3.摩擦压力:±.
4.移动行程±5mm.
5.移动速度1次/2
秒.
≤2mm
可
接收
水煮测试
将产品放入沸水
中,持续5-8分钟,观察
产品外观
表
面不可
有爆裂,
变色,变
形,
起
泡,斑
点.
电镀,喷油,丝印,镭雕
冰乙酸测
试
将产品放入装有冰
乙酸的容器中浸泡5分
钟,取出后观察外观
表
面不可
有爆裂,
变色,变
形,起
泡,斑
点,龟
裂,腐
蚀.
电镀,注塑品
备注:百格测试范围:脱落面积为: 0B:脱落面积大于65%; 1B:脱落面积为
35%--65%; 2B:脱落面积为15%--35%; 3B:脱落面积为5%-15%; 4B:脱落面积小于5%; 5B:脱落面积为零.
产品可靠性测试表.rar KB)。
丝印测试标准及方法

95%酒精,当然是工业酒精,医用酒精浓度一般为75%。
我们公司的,中文版本和英文版本5.2.5 耐醇性工具:95%酒精,白棉布.测试要求: 漆膜来回摩擦200 次;丝印来回摩擦30 次.样品数量:至少3 个样品.检测方法:1) 用浸润95%酒精的白棉布来回地磨擦表面,压力为5N 左右.2) 白棉布擦干,肉眼观察表面.3) 外观合格样品室温放置至少2h,按5.2.2 测试附着力.评判标准:1) 漆膜关键部位无起泡、脱落、变色,普通部位允许轻微起泡、变色.2) 丝印层不可脱落、缺口断线、起泡,允许轻微变色但图案清晰可辨.3) 附着力合格.5.2.5 Alcohol resistanceTools: 95% alcohol, white cotton cloth.Testing requirements: 200 cycles for painting, 30 cycles for silkscreen.Sample amount: At least three samples.Testing Method:1) To rub back and forth with soaked 95% alcohol white cotton cloth by 5N force on the surface.2) Wipe with white cotton cloth, examine surface.3) Appearance qualified samples at room temperature for at least 2 hours, test adhesion according to 5.2.2.Acceptable criteria:1) Key positions of painting without blistering, peeling, discoloration, general positions allow slight blistering,slight discoloration;2) Silkscreen without peeling, gap break, blistering, allowing a slight discoloration but clear;3) Adhesion qualified.。
喷油测试标准
电镀,喷油,丝印,镭雕
冷热冲击测试
将被测产品放入冷热冲击机中,条件为:高温85度,低温-40度,45分钟,循环27次,总测试时间为40.5小时
外观无爆裂,变色,变形,进行硬度测试,耐磨测试,百格测试后,符合测试要求
电镀,喷油,丝印,镭雕,注塑品
横温横湿测试
将被测产品放入横温横湿机中,温度65度,湿度90%,测试时间为88小时.
2.用400#砂纸的橡皮擦端部磨平.
3.摩擦压力:16.1±0.05N.
4.移动行程24.4±5mm.
5.移动速度1次/2秒.
≥120次,底漆露出≤2mm
可接收
电镀,喷油,丝印,镭雕水来自测试将产品放入沸水中,持续5-8分钟,观察产品外观
表面不可有爆裂,变色,变形,
起泡,斑点.
电镀,喷油,丝印,镭雕
冰乙酸测试
将产品放入装有冰乙酸的容器中浸泡5分钟,取出后观察外观
表面不可有爆裂,变色,变形,起泡,斑点,龟裂,腐蚀.
电镀,注塑品
备注:百格测试范围:脱落面积为: 0B:脱落面积大于65%; 1B:脱落面积为35%--65%; 2B:脱落面积为15%--35%; 3B:脱落面积为5%-15%; 4B:脱落面积小于5%; 5B:脱落面积为零.
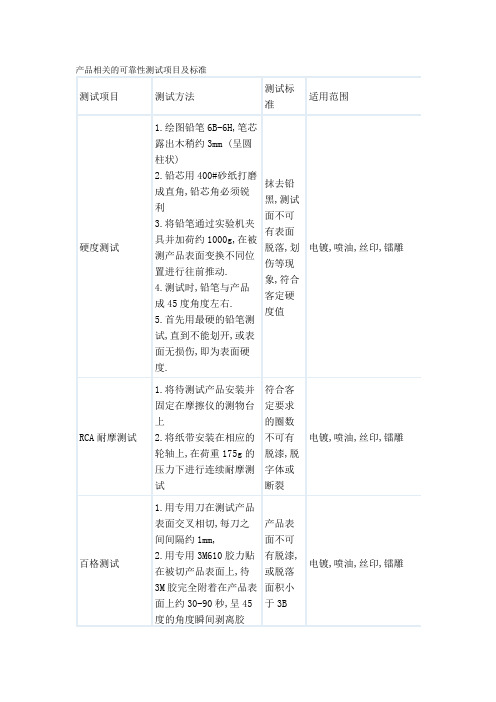
产品相关的可靠性测试项目及标准
测试项目
测试方法
测试标准
适用范围
硬度测试
1.绘图铅笔6B-6H,笔芯露出木稍约3mm(呈圆柱状)
2.铅芯用400#砂纸打磨成直角,铅芯角必须锐利
3.将铅笔通过实验机夹具并加荷约1000g,在被测产品表面变换不同位置进行往前推动.
4.测试时,铅笔与产品成45度角度左右.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷油丝印酒精耐磨测试
标准
Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT
喷油丝印酒精耐磨测试标准!
塑胶件喷油及丝印检验标准
1.目的
本标准规定了充电器成品塑胶件的喷油及丝印的物料特性要求及检验方法。
2.范围
本标准适用于所有CET充电器塑胶组成部分的批次验收.
充电器塑胶件成品来自于OEM厂生产和CET自己采购.
所有经CET授权制造CET充电器的OEM工厂.
3.规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不住日期的引用文件,其最新版本适用于本标准。
MIL-STD-105E抽样程序和品质检查表
4.定义
充电器所用塑胶件
指充电器组成成品中所有塑胶制品,如充电器的上下壳,点烟头用塑胶件,电源的上下壳等.
4.2产品存在缺陷的定义
严重缺陷(Critical):一个严重缺陷是指,根据专家评估或经验认为,使用者,安装用户或维修人员以及其它直接涉及人员在按照技术文件中提到的用法说明操作时会发生危险或发生不安全事件的缺陷。
主要缺陷(Major):不是严重缺陷,但是会导致产品不能按协议正常使用、或根据推测在可预见的将来不能正常使用,或者本质上,导致产品就预计使用用途而言其可使用性降低的缺陷。
小缺陷(Minor):是指没有被定义为严重和主要缺陷的缺陷。
与约定规格稍有出入,但不大可能降低产品事实上的使用性能,不影响产品的预计使用用途的缺陷。
5.技术要求
塑胶件喷油,丝印的外观要求
塑胶件喷油丝印整体可见表面污点(含簧片表面污渍)面积小于,,数量不多于2个;
塑胶件喷油丝印整体可见表面划伤,直径小于,长度小于2mm,数量不多于2个;塑胶件喷油的上下壳无色差;
塑胶件整体无变形,缩水,批锋,油渍等不良;;
塑胶件的丝印表面位置无偏移,漏印,错印,杂色等不良现象;
在塑胶件中有生产日期的标识。
塑胶件喷油,丝印的结构要求
所有注塑材料符合认证用所声明的防火等级或标准(一般为UL认证);
所用油漆具有SGS认证;
塑胶件的整体尺寸符合设计要求。
塑胶件喷油,丝印性能检验方法及判定标准
表一:塑胶件喷油,丝印性能检验方法及判定标准表
序号测试项目测试器具测试步骤及方法判定标准
耐醇力测试95%医用酒精,棉纱布、500g法码①用2层棉纱布裹住500g的砝码上,
②用酒精滴在棉纱布上,使沙布充分吸收酒精,以不流出酒精为宜.
③以2秒/来回一次的速度在60mm长度范围内来回擦拭50次;(棱角弧面为20次)
④有需要时可重新选择检测位置重复第③步内容.
测试面无油漆脱落,无印油褪色为合格
附着力测试3M胶纸,剪刀①.用剪刀将3M胶纸剪成100mm左右的长段;
②.用粘纸紧粘于被测件的任一位置10-20mm,然后以90度角急速撕开,每次使用新胶纸,重复6次(棱角弧面重复4次);
③.有需要时可重新选择检测位置重复第②步内容;
测试面无油漆脱落,无印油褪色为合格
格子剥离检验3M胶纸,剪刀,刀片,直尺①.在被测品表面选一平整面;
②.用直尺和刀片刻出1mm2*100的小方格;
③.用胶纸盖住整个方格,用力压一下,然后用力以90°角撕下胶纸,重复6次(每次为新胶纸);
小方格内整体涂层无一脱落为合格.
耐磨擦测试砂型橡皮
(48mm*20mm*11mm)①.用约200g力,沿相同路线来回擦拭50次,棱角弧面为20次;
②.合理的测试表面为平面,且摩擦距离约30-60mm.测试面无明显脱落,模糊,字迹不清现象为合格.
腐蚀耳机软线、800g法码①.在环温60℃高温下,将耳机软线置于测试面,上压800g的砝码,
②.60℃烤箱下,放置4小时.测试面表面无压痕,表面不脱漆为合格.
硬度测试“三菱”HB铅笔①.将1000g的力作用于硬度为”HB”的三菱铅笔上,成45°角在被测表面上向前移动;
②.划5条线.试验面不出现1条划痕线以上为合格
与吸塑配套测试充电器、配套吸塑①.整机装配并放置于其配套吸塑中,手动摇摆测试150次.
②.将成品包装放入货车,进行不少于150KM路测(公路等级不高于二级),
注:两者可选一项.CASE表面不得有发黑,掉漆,磨伤现象为合格.
高低温静置高低温箱①.将产品放在+60℃中静置4h,转至-20℃中静置4h,共做2个循环.产品表面喷油,丝印无起泡,变形,脱落现象
注:a.与吸塑配套测试的要求是保证CASE在成品吸塑后从工厂进料到出厂及到客户手中,不出现CASE表面不有明显发黑,掉漆,磨伤现象。
塑胶件喷油,丝印的存储、物料标识、运输要求
对塑胶件喷油,丝印成品在制造工厂的物料标签上应标明成品的订单号,种类,材料,入库日期,数量;
塑胶件喷油,丝印成品应加对最小包装用塑料袋进行包装,避免在运输过程中造成外观的磨损,划伤;
应防止成品在较高温度下储存,不要将成品置于明火旁边或有火源的地方;
在运输搬运过程中,成品应平稳放置,轻拿轻放,严禁窜动;
出货要求
工厂在送货时同时附上详尽的出货检查成绩表
6.检验仪器
检验时所用仪器必须经过计量,并在有效期内,仪器误差本标准第5章要求。
塑胶件喷油,丝印成品的外观检验方法
检验环境:在一个环境光亮度在600-800LUX光线的室内环境;
检验方法:a.人眼与被测体之间的距离应保持在20-30CM,视角为45度,进行目测,并用卡尺进行辅助测量和判断.
b.检验结果应符合本文的要求;
塑胶件喷油,丝印成品的结构检验方法
塑胶件喷油,丝印的性能检验方法
参见<<塑胶件喷油,丝印性能检验方法及判定标准表>>
7.批接收
这些检验适用于单独一批塑胶件喷油丝印成品的交付。
抽样方案按MIL-STD-105EII标准确定。
除非供需双方另有协议,各项检查和试验采用表二的检查水平和AQL(合格质量水平)。
表二:批接收检验程序
分组章条号检查/试验等级
检验水平AQL
A?
外观检查:
—塑胶件喷油丝印整体可见表面污点(含簧片表面污渍)面积小于,,数量不多于2个II?
—塑胶件喷油丝印整体可见表面划伤,直径小于,长度小于2mm,数量不多于2个;II?
—塑胶件喷油的上下壳无色差
;II?
—塑胶件整体无变形,缩水,批锋,油渍等不良;II?
—塑胶件的丝印表面位置无偏移,漏印,错印,杂色等不良现象;
II?
—在塑胶件中有生产日期的标识.II?
B结构检查:?
—所有注塑材料符合认证用所声明的防火等级或标准(一般为UL认证);S31 —所用油漆具有SGS认证;S31
—塑胶件的整体尺寸符合设计要求;II?
试装配,均无明显间隙、级差II?
C性能检查:—耐醇力测试S31
—附着力测试硬度测试S31
—格子剥离检验S31
—耐磨擦测试S31
—腐蚀测试S31
—硬度测试S31
—CASE在成品吸塑中的磨擦测试S31 —高低温静置S31。