1-1 基本术语及其定义
第一章 极限与配合及检测
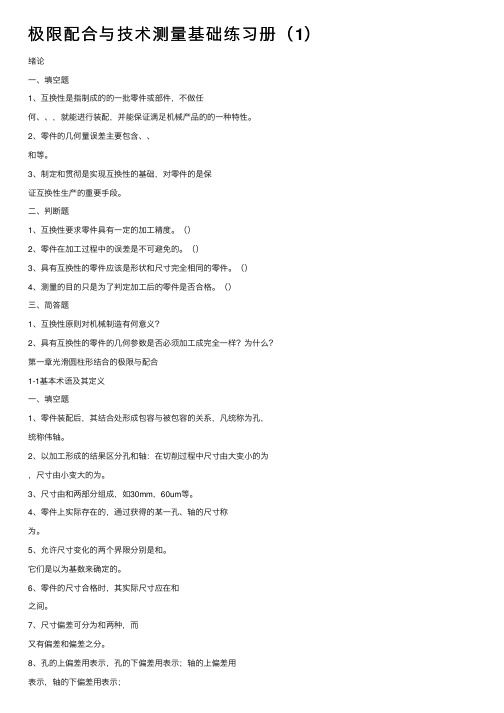
③ 过渡配合 可能具有间隙或过盈的配合。
最大极限尺寸 最小极限尺寸
最小极限尺寸 最大极限尺寸
最大间隙 最大过盈
最大过盈
最大间隙
图例: 孔 轴
换言之,在孔和轴的配合中,有些地 方存在间隙,而有些地方存在过盈的 配合。此时孔的公差带与轴的公差带 相互交叠,过渡配合是介于间隙配合 与过盈配合之间的一种配合。
解:(1)孔 1*画公差带图:
0.025 500 与轴
0.025 50 0.041
ES= +0.025mm
EI=0 ei=﹣0.041mm
es=﹣0.025mm
2*判断配合类型: 间隙配合
3* 求极限间隙
Xmax = ES - ei =0.025-(-0.041)=+0.066mm
Xmin= EI- es=0-(-0.025) =+0.025mm 4* 求配合公差 Tf=▏Xmax-Xmin ▏ = 0.066-0.025=0.041mm
配合制的类型: 基孔制
基轴制
1.2.1
配合制
基孔制:基本偏差为一定的孔的公差带, 与不同基 本偏差的轴的公差带形成各种不同配合的制度。
基准孔 公差带图:
间隙配合
过渡配合
过盈配合
0+
基孔制中孔为基准孔,用代号H表示,其下偏差为零。
0
2 基轴制
基本偏差为一定的轴的公差带,与不同基本 偏差的孔的公差带形成各种不同配合的制度。
上偏差 = 最大极限尺寸-基本尺寸
代号:
es dmax d
下偏差 = 最小极限尺寸-基本尺寸
代号:
ES Dmax D
孔为ES 轴为es
高教社2024公差选用与零件测量(第3版)教学课件1.1.1 尺寸公差基本术语
图1-1-4 尺寸、偏差与公差(点击动画)
项目预备知识
一、公差与配合的基本术语及其定义
3.极限偏差、公差和公差带图的术语及定义
(2)极限偏差 2)计算方法
孔:ES= Dmax D
轴:es= dmax d
EI Dmin D
ei dmin d
图1-1-4 尺寸、偏差与公差
3)正负号规定:极限偏差可以为正、零或负值。极限偏差值除零外,应标上相应 的“+”号或“-”号。 尤其应注意,当极限偏差值为正时,“+”号不能省。
项目预备知识 一、公差与配合的基本术语及其定义
3.极限偏差、公差和公差带图的术语及定义
(4)公差带图 2)画法 详细画法如图1-1-4所示,简化画法如图1-1-5所示。
图1-1-4 尺寸、偏差与公差
图1-1-5 尺寸公差带图
项目预备知识
一、公差与配合的基本术语及其定义
3.极限偏差、公差和公差带图的术语及定义
(5)公差带 确定允许值上、下界限的特定值称为公差极限。公
差带就是公差极限之间(包括公差极限)的尺寸变动值 。它是公差带图中,由代表上极限偏差和下极限偏差, 或上极限尺寸和下极限尺寸的两条直线所限定的一个 区域。
公差带图中,尺寸的单位用mm表示,极限偏差和 公差的单位可用mm,也可用μm。
图1-1-5 尺寸公差带图
3.极限偏差、公差和公差带图的术语及定义
(6)偏差、极限偏差与公差的比较 1) 数值上 偏差是指某值与参考值之差。 尺寸偏差是指实际尺寸与公称尺寸之差,可为正值、负值或零; 极限偏差是极限尺寸减公称尺寸所得的代数差,同样可为正值、负值或零; 公差是上极限尺寸减下极限尺寸之差,是一个没有正负号的绝对值,由于加
《神华矿图标准》(标准1、3部分)露天类
总数
36 11 17 7 13 35 4 34 11 26 9
国标
4 2 17 7 11 25 4 31 0 26 7
自创
32 9 0 0 2 10 0 3 11 0 2
第二十四页,共36页。
2、图形符号标准详解
标准中由神华集团自主创新的129个图例,来自于神华
集团大型超大型煤矿的建设,煤矿生产开拓的新方式、采
• 监测精度:监测精度、上下限与分级预警值等。
第十四页,共36页。
1.3.7采空区与露天生产平面对照图
反映露天煤矿剥采范围内及周边采空区分布特征的专业图件。
• 底图:以采剥工程综合平面图为基础,可视图幅负载量进行取舍; • 现有煤矿:采矿权边界、井口位置、主采煤层和采空区边界等相关资料; • 历史煤矿:已经报废的煤矿井口位置、采空区或老塘范围等资料;
标准适用于神华集团公司所属煤矿企业。
第二十八页,共36页。
2、图形符号标准详解
2.2 图形符号使用规则
• 图例分依比例尺和不依比例尺两种表达方式,要根据所编制矿图 的种类、内容和尺寸等因素来决定。依比例尺图例必须严格按照 图形符号标准进行使用。
• 使用图形符号时,应以0.15mm或AutoCAD中的最细线宽为标准。
为表达排土场的空间位置和空间关系所绘制的平面图件。 • 地形:各层级(坡顶和坡底)平面位置和高程点注记; • 计划:按月、季或年预期计划达到的排土层级或位置并高程注记; • 地形地物:排土场内的地形等高线与建(构)筑物及其名称、注记等;
• 境界:排土场最终边界。
第十三页,共36页。
1.3.6 边坡监测系统平(断)面图
安全监测监控系统图、人员定位系统图、避灾路线图(紧急避险系统图)、 压风自救系统图、通信系统图、供水施救系统图
1_功能安全基本概念、术语与定义

二、设备和装置
1)装置 device 能实现某个规定目的的硬件或软件或者二者结合的功能单元 (如现场装置;同SIS I/O端的现场侧面连接的设备;这些设备包括 现场接线、传感器、最终元件、逻辑解算器和硬接线到SIS I/O端的 操作员接口装置)。 2)功能单元 functional unit 能够完成规定目的的软件、硬件或两者相结合的实体。
9)过程风险 process risk 因异常事件(包括BPCS功能失常)引起过程条件产生的风险。
注1:本文中的风险与使用SIS提供必要的风险降低的特定危险事件有关(即与功 能安全相关的风险)。 注2:GB/T XXXX.3中描述了过程风险分析。确定过程风险的主要目的是给未考 虑保护层的风险确立一个参考点。 注3:过程风险的评估应包括相关人为因素问题。 注4:本术语相当于GB/T 20438.4-2006中的“受控设备(EUC)风险”,其定义为:
注:在IEV 191-01-01中,常用“项目(item)”一词代替功能单元,一个 项目有时可能包括人员在内。
设备和装置
3)传感器 sensor 测量过程条件的装置或装置组合(如:变送器、传感器、过程 开关和定位开关)。 4)软件 software 包括程序、规程、数据、规则以及相关的数据处理系统操作文 档在内的智能创作。
设备和装置
5)操作员接口 operator interface 在操作人员和SIS之间进行信息交换的手段(如阴极射线管CRT、指 示灯、按钮、操纵杆、报警器);操作员接口有时又叫人机接口(HMI)。 6)部件 component 执行某一特定功能的系统、子系统或装置的一个组成部分。 7)受控设备 equipment under control (EUC) 用于制造、加工、运输、制药或其它活动的设备、机器、器械或成套 装置。
第二次课 第一章 基本概念
无温差-热的平衡 热力平衡状态 无压差-力的平衡 化学平衡 平衡的本质:不存在不平衡势差 为什么要引入平衡概念?? 如果系统平衡,可用一组确切的参数(压力 p,温度T)来描述
Ï思考题
1)平衡状态与均匀状态之间的关系?
平衡状态是相对时间而言的 均匀状态是相对空间而言的
— 平衡可不均匀 均匀并非系统处于平衡状态的必须条件
吸气 工作物质:
压缩
燃烧、 膨胀
排气
高温燃气 能量转换: 燃料化学能 燃气热能 排入大气 机械能
2)涡扇发动机
压缩
燃烧
膨胀
排气
工作物质: 高温燃气
3)蒸汽轮机
锅炉:燃烧,形成过热蒸汽,化学能转换为热能 汽轮机:膨胀,对外做功,热能转换为机械能 冷凝器:乏汽对环境放热,冷凝为水 水泵:对水进行加压,送入锅炉
mc BT 2
2
3 B k 2
k 为波尔兹曼常数 c 为分子移动的均方根速度
c) 温标: 温度的数值表示法。 建立温标的三个要素: ① 选择温度的固定点,规定其数值; ② 确定温度标尺的分度方法和单位; ③ 选择某随温度变化的物性作为温度测量的 依据。
摄氏温标: 瑞典天文 学 家 摄尔 修斯 ( Celsius ) 于 1742 年 建 立 。用 摄 氏 温 标 确 定的 温度 称 为 摄 氏 温度 ,用 符号t 表示,单位为℃ 。 在标准大气压下,纯水的冰点温度为0 ℃ ,纯 水的沸点温度为100 ℃,纯水的三相点(固、液、 汽三相平衡共存的状态点)温度为0.01℃ 。 选 择 水 银 的 体 积 作 为 温度 测 量的 物性 , 认 为 其 随温度线性变化,并将0 ℃ 和100 ℃温度下的体积 差均分100份,每份对应1 ℃。
对工质的要求: 1)膨胀性 2)流动性 3)热容量 4)稳定性,安全性 5)对环境友善 6)价廉,易大量获取 例如:空气、燃气、水蒸气、氨蒸气等。 物质三态中 气态最适宜。
极限配合与技术测量基础练习册(1)
极限配合与技术测量基础练习册(1)绪论⼀、填空题1、互换性是指制成的的⼀批零件或部件,不做任何、、,就能进⾏装配,并能保证满⾜机械产品的的⼀种特性。
2、零件的⼏何量误差主要包含、、和等。
3、制定和贯彻是实现互换性的基础,对零件的是保证互换性⽣产的重要⼿段。
⼆、判断题1、互换性要求零件具有⼀定的加⼯精度。
()2、零件在加⼯过程中的误差是不可避免的。
()3、具有互换性的零件应该是形状和尺⼨完全相同的零件。
()4、测量的⽬的只是为了判定加⼯后的零件是否合格。
()三、简答题1、互换性原则对机械制造有何意义?2、具有互换性的零件的⼏何参数是否必须加⼯成完全⼀样?为什么?第⼀章光滑圆柱形结合的极限与配合1-1基本术语及其定义⼀、填空题1、零件装配后,其结合处形成包容与被包容的关系,凡统称为孔,统称伟轴。
2、以加⼯形成的结果区分孔和轴:在切削过程中尺⼨由⼤变⼩的为,尺⼨由⼩变⼤的为。
3、尺⼨由和两部分组成,如30mm,60um等。
4、零件上实际存在的,通过获得的某⼀孔、轴的尺⼨称为。
5、允许尺⼨变化的两个界限分别是和。
它们是以为基数来确定的。
6、零件的尺⼨合格时,其实际尺⼨应在和之间。
7、尺⼨偏差可分为和两种,⽽⼜有偏差和偏差之分。
8、孔的上偏差⽤表⽰,孔的下偏差⽤表⽰;轴的上偏差⽤表⽰,轴的下偏差⽤表⽰;9、当最⼤极限尺⼨等于公称尺⼨时,其偏差等于0,当零件的实际尺⼨等于其公称尺⼨时,其偏差等于0。
10、零件的减其公称尺⼨所得的代数差伟实际偏差,当实际偏差在和之间时,尺⼨合格。
11、尺⼨公差是允许尺⼨的,因此公差值前不能有。
12、在公差带图中,表⽰公称尺⼨的⼀条直线称为。
在此线以上的偏差为,在此线以下的偏差为。
13、尺⼨公差带的两个要素分别是和。
14、相同的,相互结合的孔和轴之间的关系称为配合。
15、孔的尺⼨减去相配合的轴的尺⼨之差为时是间隙,为时是过盈。
16、根据形成间隙或过盈的情况,配合分为、和三类。
17、最⼤间隙和最⼩间隙统称为间隙,他们表⽰间隙配合中允许间隙变动的两个。
互换性及技术测量-第1章极限及配合
第二节 基本术语及其定义
四、有关配合的术语定义
2. 配合 是指公称尺寸相同的并且相互结合的孔和轴公差带之间的关系。 3. 间隙或过盈 孔的尺寸减去相配合的轴的尺寸所得的代数差。
代数差为正——间隙——X 代数差为负——过盈——Y
互换性及技术测量-第1章 极限及配合
第一章 极限与配合
§1-1 概述 §1-2 基本术语及其定义 §1-3 极限与配合国家标准的组成 §1-4 尺寸公差与配合的选择 §1-5 一般公差 线性尺寸的未注公差
第一章 极限与配合
【本章重点内容】
极限与配合相关的基本术语及其定义 标准公差数值的查表取值 优先、常用配合 配合制的选用 公差等级的选用 配合种类的选用
Xmax=Ds-di=ES-ei Ymax=Di-ds=EI-es
最大极限尺寸 最小极限尺寸
最大间隙 最大过盈 最小极限尺寸 最大极限尺寸
第二节 基本术语及其定义 四、有关配合的术语定义
7.配合公差(Tf) 是指组成配合的孔、轴公差之和。它是允许间隙或过盈的变动量。
对于间隙配合 对于过盈配合 对于过渡配合
习题4:有一过盈配合,基本尺寸为Ф45mm,过盈在-0.045mm至-0.086mm范围内,采用基孔制 ,孔的公差是轴的公差的1.5倍,试确定孔和轴的极限偏差,并画出公差带图和配合公差带图。
第三节 极限与配合国家标准的组成
二、标准公差系列 1. 标准公差系列:国家标准制定出的一系列标准公差数值(表1.4)。
公差带形成各种配合的一种制度。 基轴制配合中的轴称为基准轴,代号为“h”, 其上偏差为
零(es=0)。
工程热力学 第一章 基本概念
位能
(广)
热力学能(广) 摩尔数 (广)
基本热力学参数
温度的热力学定义
温度T 的一般定义
传统:冷热程度的度量。感觉,导热,热容量 微观:衡量分子平均动能的量度
T 0.5 m w 2
热力学第零定律
热力学第零定律(R.W. Fowler)
如果两个系统分别与第三个系统处于 热平衡,则两个系统彼此必然处于热平衡。
恢复平衡所需时间 (驰豫时间)
一般的工程过程都可认为是准静态过程 具体工程问题具体分析。“突然”“缓慢”
准静态过程的容积变化功
以汽缸中mkg工质为系统 初始:pA = p外A +f dl 很小,近似认为 p 不变 如果 p外微小 可视为准静态过程 mkg工质发生容积变 A f 化对外界作的功
z z xy yx
2 2
可判断是否 是状态参数
(3)常用的状态参数有:
压力P、温度T、体积V、热力学能U、 焓H和熵S,其中压力、温度和体积可直 接用仪器测量,称为基本状态参数。其 余状态参数可根据基本状态参数间接算 得。
(4)状态参数有强度量与广延量之分:
强度参数:与物质的量无关的参数
第一章
基本概念
本章基本要求:
掌握工程热力学中一些基本术语和概念:热力系、
平衡态、准平衡过程、可逆过程等。
掌握状态参数的特征,基本状态参数p、v、T 的
定义和单位等。掌握热量和功量这些过程量的特
征,并会用系统的状态参数对可逆过程的热量、 功量进行计算。
了解工程热力学分析问题的特点、方法和步骤。
当h变化大,ρ ρ(h)
p (h) gdh
压力的单位
国际标准单位:帕斯卡(简称帕)
1-1常用符号和代号解析
小写悽音1 大写 小写大写 小写大写 ;小写1施工常用数据1-1常用符号和代号1-1-1常用字母常用字母表1-1汉 语 拼 音 字 母AHa b啊 玻 J h1 喝 衣 0PP坡 UVV乌 万 C c 雌 J i 基 Q 9欺 W乌 D d 得 K k 科 Rr日X1希Ee鹅 Li勒s丫y衣 F f佛 M mTi持2资G哥Nn讷拉 丁 (英 文) 字 時A :a' Hh獄曲 O O欧'UUBbtt1 i阿哀 P P批1 VCc西 Jj街 Q Q 克由1W'达不留 Dd地| Kk凯Rr阿尔1 :X 工飲克斯 £e1 衣L J Si歎斯Y外F/猷夫mTt 梯ZHF齐G8基Nn歟恩希 腊 字 母A阿尔法 H V 1艾塔 N纽T r 陶 B 1目贝塔 &e西塔=臣西r y宇普西隆ry伽马 I釣塔 O °臭密克戎e申斐 占s徳耳培 KrnXX喜 E r艾普西隆AX兰姆达p P 洛普西 Z裁塔严来尤2a西播马欧美伽注:读音均系近似读音。
常用字母见表1-1读音1-1-2常用符号1-1-2-1数学符号数学符号见表1-2。
数学符号表1-2中文意义符号1 屮文童文符号中文意文符号 屮文厲文符号—浦卡儿坐标系加、正 +小括弧 {) 余割cMec 或 esc中矢垃4的坐 标幷址口■!<■*■日f*也鼻减、负 一 中括弧[J ;cun^t 《无向凰场的) 梯度grad 乘x 或-n ;数字范围{自… M } — (向垣场的)靛 度 rot 除1 卜相等中距 @ (向城场的)敝 度div比 -1因为V 百分比% 属于小數点■ ' 所以lim 「不属于 e等于 -垂直于丄超于 —F- 包含全尊于严行于 II无穷大«x* 不包含 爭不等于工 相假于SS盧正比 |cc加或喊"正或员± [从1到”的 和1 t -i相当于 仝 小于 < 减或加.贲或正 不 函数mg} 按宦义 def 大于>△色 上楼限 lim小于或等于克角L 谧分d卞摄限 lim大于或等于¥圆形 0 单变竝的函数 的各级微商 □工),门工人广J} 上确界冇up 远小于 正育彌□ 偏锻商 且JL 壬13x " Sx 1* 3工'下确界inf 远大于 A□ 狽分1 瞬件的概率 P()最大 max :1 平行四边带 口 自下限a 到上 隔也的字积分 fr 1概率值 1P豪小 min 1乎面]坤 Z 二墮枳分 j|总休容盘 jVd 的绝对值 Id 圆周率 ir三鱼积分 i 样本睿童 n工的平方 /张AB .度 A S 1 虚数单位a 的实載部分i 或j总眸方差 /i 的比方 p 2?(也) 樺本方聲 s 1工的吐衣方 J7™ 倚]分a 的虛數部分1(a)总阵标准差 &平方根 厂 [用]秒s&r ©的共匏数 a样本折准签 $立方根 r~正兹 sin 矢・a t或―b r v序数{或j”旅:方舉厂余弦COS直角坐标系的 单位矢捲ifjtk相关系数r以占为底的对 數 ,lo.Eb 正切 tan 戒 tg ;%flt 的安 丨a 1或a 抽禅平均溟差P常用对数(以10 为庇数的) k 余切cot 或 CtK 光議的标积a -b 或a -& 抽样允许溟总自然对数(以• 为底数的jin 正割矢載的矢积a "或;xS1-1-2-2法定计量单位符号我国法定计量单位(以下简称法定单位)包括:1.国际单位制(SI)的基本单位(见表1-3)国际单位制(SI)的基本单位表1-32•无方括号的量的名称与单位名称均为全称。
1-1 基本概念
数理统计学是一门应用性很强的学科. 它是研究怎样以有效的方式收集、 整理和 分析带有随机性的数据,以便对所考察的 问题作出推断和预测,直至为采取一定的 决策和行动提供依据和建议. 数理统计不同于一般的资料统计,它 更侧重于应用随机现象本身的规律性进行 资料的收集、整理和分析.
2
第一章 统计量与抽样分布
§1.1 基本概念
3
一、基本概念
1. 总体 (Population) 一个统计问题总有它明确的研究对象. 研究对象的全体称为总体, 总体中每个成员称为个体.
总体
…
研究某批灯泡的质量
4
然而在统计研究中,人们关心总体仅仅 是关心其每个个体的一项(或几项)数量指标 和该数量指标在总体中的分布情况. 这时, 每个个体具有的数量指标的全体就是总体.
6
2. 样本(Sample) 为推断总体分布及各种特征,按一定规 则从总体中抽取若干个体进行观察试验,以 获得有关总体的信息,这一抽取过程称为 “抽样”,所抽取的部分个体称为样本. 样 本中所包含的个体数目称为样本容量.
从国产轿车中抽5辆 进行耗油量试验
样本容量为5
7
抽到哪5辆是随机的 样本是随机变量.
20
2. 常用的统计量——样本矩(Sample Moment) (1). 定义 样本k阶原点矩 它们均是随机变量
它反映了总体k 阶矩 的信息
1 n k Ak X i , k 1,2. n i 1
样本k阶中心矩
它反映了总体k 阶 中心矩的信息
1 n k Bk ( X i X ) , k 1,2. n i 1
图
32
(2). 经验分布函数的性质 10. 具有通常分布函数的三个性质,图形呈跳跃上升; 20. Fn(x)是一个随机变量;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1)掌握有关尺寸、偏差、公差和配合的词汇和基本概念。
(2)掌握有关极限尺寸、极限偏差、公差的计算,明确它们之间的关系。
(3)掌握有关极限间隙或极限过盈、配合公差的计算,明确它们之间的关系。
(4)掌握绘制轴、孔公差带图和配合公差带图的基本要领。
(5)学会利用公差带图解和配合公差带图解分析有关“极限与配合”的问题
所谓长度包括:长度、直径、宽度、高度、深度和中心距等。
2、基本尺寸(轴d、孔D)
基本尺寸指根据使用要求,经过强度、刚度计算和结构设计而确定的,且按优先数系列选取的尺寸。即基本尺寸应是标准尺寸,它是理论值。
3、实际尺寸(轴da、孔Da)
实际尺寸指通过测量获得的尺寸。
4、极限尺寸
极限尺寸指允许尺寸变化的两个界限值。其中较大的称为最大极限尺寸(轴的最大极限尺寸d和孔的最大极限尺寸D),较小的称为最小极限尺寸(轴的最小极限尺寸d和孔的最小极限尺寸D)。
小结:1、尺寸的术语及其定义;
2、偏差与公差的术语及其定义;
3、配合的术语及其定义。
作业:
练习册
注:请根据内容多少自行添加页数
2.广义的轴和孔
广义的轴指由单一尺寸确定的外表面。如:键由单一尺寸——宽度b尺寸确定的两平行平面组成外表面。轴是被包容面,如图1.3(c)所示为键被键槽包容。
广义的孔指由单一尺寸确定的内表面。如:键槽由单一尺寸——宽度B尺寸确定的两平行平面组成内表面。键槽是孔,是包容面。键槽指轴槽(如图1.3(a)所示)和轮毂槽(如图1.3(b)所示)。键槽(轴槽或轮毂槽)包容键。
轴与孔结合在机械制造中得到了广泛的应用。
这种结合形式所规定的极限与配合的标准,不仅适合于光滑圆柱表面,还适用于零件上的其他表面(二平形平面或切面)和结构(键连接)。
一、孔和轴
1.狭义的轴和孔
狭义的轴指工件的圆柱形外表面,狭义的孔指工件的圆柱形内表面。轴为被包容面,而孔为包容面。如书图1.1(a),它们是狭义的轴和孔。
图1.10间隙配合及其图解
2)过盈配合
过盈配合是指具有过盈(包括最小过盈等于零)的配合。此时,轴公差带在孔公差带的上方,如图1.11所示。
孔的最大极限尺寸减轴的最小极限尺寸之差称为最小过盈(用Y表示)。
孔的最小极限尺寸减轴的最大极限尺寸之差称为最大过盈(用Y表示)。
图1.11过盈配合及其图解
3)过渡配合
有关尺寸、偏差和公差的名称、代号及计算公式见表称公差,指允许实际尺寸变动的量(或范围)。轴公差用T表示,孔公差用T表示。
公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值,也等于上偏差与下偏差之代数差的绝对值。公差表示一个变动范围,所以公差数值前不能冠以符号。
有关尺寸、偏差和公差的名称、代号及计算公式见表1-5。
3、零线与尺寸公差带
为了直观地表达极限与配合之间的关系,用公差带图解来表达。公差带图解由零线和公差带两部分组成。
1)零线。指在公差带图解中,表示基本尺寸的一条直线,以其为基准确定偏差和公差。正值位于零线上方,负值位于零线下方,零偏差与零线重合。
2)公差带。指在公差带图解中,由代表上偏差和下偏差或最大极限尺寸和最小极限尺寸的两条直线所限制的区域。
2)实际偏差
实际尺寸减去基本尺寸所得的代数差称为实际偏差。
合格零件的实际偏差应在规定的上、下偏差之间。
1、尺寸公差
尺寸公差简称公差,指允许实际尺寸变动的量(或范围)。轴公差用T表示,孔公差用T表示。
公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值,也等于上偏差与下偏差之代数差的绝对值。公差表示一个变动范围,所以公差数值前不能冠以符号。
极限尺寸是以基本尺寸为基数来确定的。
特别提示:
零件尺寸合格与否取决于实际尺寸是否在极限尺寸范围内,而与基本尺寸无直接关系
三、尺寸偏差和公差
1、偏差
尺寸偏差指某一尺寸减其基本尺寸所得的代数差称为尺寸偏差(简称:偏差)。
尺寸偏差有极限偏差和实际偏差。当极限尺寸减其基本尺寸所得的代数差称为极限偏差;当实际尺寸减其基本尺寸所得的代数差称为实际偏差。
由于轴和孔的实际尺寸各不相同,因此装配后,每对轴、孔结合产生的间隙大小也不同。当轴尺寸制成等于最小极限尺寸,而孔尺寸制成等于最大极限尺寸时,装配后便得到最大间隙。反之,得到最小间隙。即
孔的最大极限尺寸减轴的最小极限尺寸之差称为最大间隙(用X表示)。
孔的最小极限尺寸减轴的最大极限尺寸之差称为最小间隙(用X表示)。
(a)轴槽(b)轮毂槽(c)键与轴槽、轮毂槽的配合
图1-3键与键槽
又如:如图1.4所示,若方轴的宽度a等于方孔的宽度A;又方轴的高度b等于方孔的高度B。当方轴放入方孔中,则组成两组轴与孔的结合。它们都是广义的轴和孔。
二、尺寸的术语及其定义
1、尺寸
尺寸指用特定单位表示线性长度的数值。
所谓特定单位:在机械制图中,图样上的尺寸通常以毫米(mm)为单位。当单位为毫米时,在标注时常将单位省略,仅标注数字。但单位不是毫米时,应标注数字和单位。
2、不同的零件连接在一起时,通常有几种形式?
进入新课:
一、孔和轴
二、尺寸的术语及其定义
1、尺寸
2、基本尺寸
3、实际尺寸
4、极限尺寸
三、偏差与公差的术语及其定义
1、偏差
2、尺寸公差
3、零线与尺寸公差带
四、配合的术语及其定义
1、配合
2、间隙与过盈
3、配合的类型
4、配合公差
1-1基本术语及其定义
光滑圆柱形结合是众多机械连接形式中最简单、最基本的一种,在实际应用中也最广泛。
2.间隙和过盈
孔的尺寸减去相配合的轴的尺寸所得的代数差,差值为正时,称为间隙,用X表示。
孔的尺寸减去相配合的轴的尺寸所得的代数差,差值为负时,称为过盈,用Y表示。
间隙和过盈如图1.9所示。
(a)间隙(b)过盈
图1-9
3.配合种类
配合种类有:间隙配合、过盈配合和过渡配合。
1)间隙配合
间隙配合是指具有间隙(包括最小间隙等于零)的配合。此时,轴公差带在孔公差带的下方,如图1.10所示。
尺寸公差带的要素有两个——公差带大小和公差带位置
公差带的大小——公差带沿垂直于零线方向的宽度,有公差的大小来决定。
公差带的位置——公差带相对于零线的位置,由靠近零线的上、下偏差来决定。
四、配合的术语及其定义
1.配合
配合是指基本尺寸相同、相互结合的轴和孔公差带之间的关系。它表示在一批轴和一批孔中,任取一个轴和一个孔的结合。也就是说,只有一批轴与一批孔一一相互结合,才能构成配合。
教案
授课题目
1-1基本术语及其定义
教研室主任
教务科长
授课时数
2
教学方法
讲授
教具
黑板
授课班级
与时间
12级数控118、119、120、121班
教学目标
知识目标:了解基本术语,计算公式
技能目标:会计算、查表,画公差带图、识图
教学重点
画公差带图,计算
教学难点
公差图解、看图
教学内容、方法及过程
课前引言:
1、互换性的概念是什么?举例说明.
过渡配合是指可能具有间隙或过盈的配合。此时,轴公差带与孔公差带相互交叠,如图1.12所示。
孔的最大极限尺寸减轴的最小极限尺寸的差值称为最大间隙(用X表示)。
孔的最小极限尺寸减轴的最大极限尺寸的差值称为最大过盈(用Y表示)。
图1.12过渡配合及其图解
4.配合公差
配合公差指允许间隙或过盈的变动量。配合公差大小表示配合松紧程度的变化范围,配合公差用T表示。
尺寸偏差是代数差,所以偏差可能是正值、负值或零。因此偏差除零外,需冠以符号。
1)极限偏差
极限尺寸减去基本尺寸所得的代数差称为极限偏差。
极限偏差有上偏差和下偏差。
上偏差指最大极限尺寸减其基本尺寸所得的代数差。轴用es表示,孔用ES表示。
下偏差指最小极限尺寸减其基本尺寸所得的代数差。轴用ei表示,孔用EI表示。
在间隙配合中,最大间隙与最小间隙之差为配合公差。在过盈配合中,最小过盈与最大过盈之差为配合公差。在过渡配合中,最大间隙与最大过盈之差为配合公差。即
1、间隙配合T=∣X - X∣
2、过盈配合T=∣Y - Y∣
3、过渡配合T=∣X - Y∣
训练掌握有关《极限与配合》标准中的词汇,建立基本概念;训练有关尺寸公差与配合的计算。