加热炉空燃比的计算调节及异常情况的判断处理
空燃比寻优技术在加热炉中的应用
结合了前馈和反馈的空燃比寻优技术在的加热炉中的应用朱鸿翔温志王新丽徐海陶淑敏1.北京科技大学机械工程学院,北京1000832.宝山钢铁股份有限公司,上海201900,邮编:wenzhi@摘要:本文详细介绍了燃气加热炉的热特性,结合模糊控制技术建立了热值前馈和废气中含氧量反馈的空燃比寻优模型,并在实际中得到了应用。
根据实践操作可知,这种模型能有效的控制废气中的含氧量,提高产品质量并减少燃料的消耗。
关键词:加热炉,空燃比,前馈,反馈,模糊控制技术前言轧钢加热炉的主要任务就是在满足出炉钢坯的温度要求的前提下,实现优质、高产和低耗能。
在一定的温度系统下,优化空燃比对于提高产品质量和减少燃料消耗至关重要。
合理的空燃比不仅能提高燃料的燃烧效率、减少废气的热量散失,还能有效的控制废气中的氧含量,减少对钢坯的氧化作用。
1.空燃比寻优模型宝钢厂中轧钢加热炉所用的燃料是有高炉煤气、焦炉煤气和转炉煤气组成的混合煤气。
由于混合煤气的成分是不确定的,而且也不可能在线控制,所以空燃比难以设定。
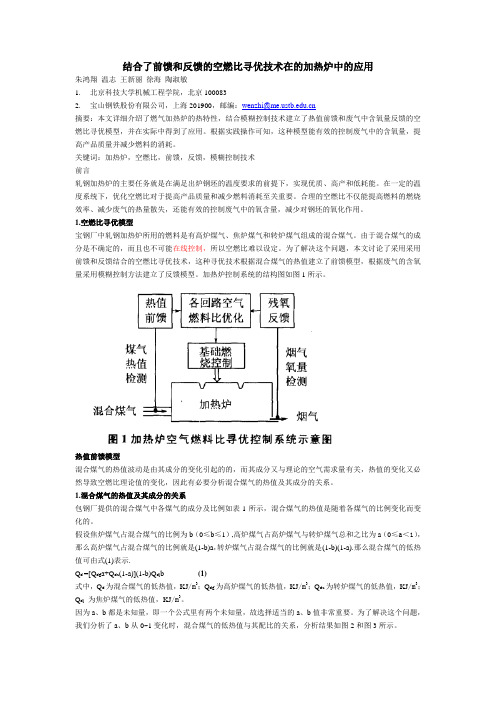
为了解决这个问题,本文讨论了采用采用前馈和反馈结合的空燃比寻优技术,这种寻优技术根据混合煤气的热值建立了前馈模型,根据废气的含氧量采用模糊控制方法建立了反馈模型。
加热炉控制系统的结构图如图1所示。
热值前馈模型混合煤气的热值波动是由其成分的变化引起的的,而其成分又与理论的空气需求量有关,热值的变化又必然导致空燃比理论值的变化,因此有必要分析混合煤气的热值及其成分的关系。
1.混合煤气的热值及其成分的关系包钢厂提供的混合煤气中各煤气的成分及比例如表1所示,混合煤气的热值是随着各煤气的比例变化而变化的。
假设焦炉煤气占混合煤气的比例为b(0≤b≤1),高炉煤气占高炉煤气与转炉煤气总和之比为a(0≤a<1),那么高炉煤气占混合煤气的比例就是(1-b)a,转炉煤气占混合煤气的比例就是(1-b)(1-a).那么混合煤气的低热值可由式(1)表示.Q d =[Q dg a+Q dz(1-a)](1-b)Q dj b (1)式中,Q d为混合煤气的低热值,KJ/m3;Q dg为高炉煤气的低热值,KJ/m3;Q dz为转炉煤气的低热值,KJ/m3;Q dj为焦炉煤气的低热值,KJ/m3。
加热炉常见故障和事故处理方法
钢坯碰头及刮墙事故
原因:钢坯在炉内运行时跑偏;个别坯 料超长;装炉时将钢坯装偏.
处理办法:坚持预防为主,及时纠偏,严重 时需停炉处理.预防钢坯跑偏;严把坯料 验收关,不合规定超长钢坯严禁入炉;严 格执行作业规程,保证坯料装正.
过热与过烧
原因:钢坯加热温度过高,在高温下停留 时间过长;炉内气氛氧化性太强.
处理办法:过热的钢坯若未经轧制,可将 其冷却到700℃以下,然后重新加热使用. 过烧得钢无法恢复原来的组织状态,只能 报废.局部过烧可切掉过烧部分后重新加 热轧制.
Thank you!
知识回顾 Knowledge Review
加热炉常见故障及事故 处理方法
目录
1
工艺常见故障
2
热电偶常见故障
3 常见生产事故的预防与排除
1、工艺常见故障
炉膛温度达不到工艺要求 炉膛温度分布不均 炉膛压力过大喷火 燃烧不稳定 钢坯氧化烧损严重 煤气自动控制失灵
炉膛温度达不到工艺要求
产生原因 1、煤气发热值低; 2、空气换热器烧坏,烟气漏入空气管道; 3、空气过剩系数太大; 4、空气过剩系数太小; 5、煤气烧嘴堵塞,致使煤气流量减少;
d、适当降低炉温; e、在炉内两条滑道标高不一致时,避免装入
翻炉事故
原因:a、钢坯的侧面不平直,有扭曲或弯 曲,断面不方正,成菱形,有凸面或带有耳子 或圆角过大;b、炉子过长,推钢长度过长, 一般钢坯推钢长度与钢坯厚度之比为 200-250倍;c、推钢时前面是大断面钢坯 后面是小断面钢坯,大小相差太悬殊时容 易翻炉;d、炉底不平滑,装料台与炉底管 接缝不平有斜面,均热段炉底积渣过厚,水 管滑道与均热床滑道衔接不良等;
加热炉运行存在的问题及应对措施
我国油田的原油凝固点普遍较高,黏度大,常温下流动性差,因此在原油的开采、集输和处理过程中需要进行加热与保温,消耗了大量的热能,提供这些热能所需的燃料和电能消耗,形成了巨大的生产成本,且占油田总能耗的比例不断上升。
目前原油加热设备主要是各类型加热炉,存在耗能高、排放高、效率低等问题。
针对加热炉各监测指标超标问题,结合管理和节能增效技术应用优化加热系统效率,对降低油田生产成本具有十分重要的意义。
1加热炉炉效低的原因分析加热炉监测项目主要有:排烟温度、空气系数、炉体外表面温度和热效率[1],加热炉监测项目与指标要求见表1。
通过对油田大量加热炉进行现场节能监测,对照标准要求发现造成加热炉炉效低有以下原因。
1.1排烟温度超标原因1)燃烧参数调整不合理,配风量过大,热量未充分交换即被带出炉膛,换热效率低,排烟温度加热炉运行存在的问题及应对措施胡建国(中国石油天然气集团公司节能技术监测评价中心)摘要:随着全球碳减排进程加快,能源体系和发展模式正在逐渐进入非化石能源主导的崭新阶段。
油田作为能源消耗大户,大力推动节能减排,大幅提高能源利用效率,加快推进绿色转型,是实现高质量可持续发展的客观要求。
针对国家标准GB/T 31453—2015《油田生产系统节能监测规范》对油田主要耗能设备之一的加热炉监测项目与指标要求,深入分析了加热炉在应用过程中出现的问题,提出了相应的解决措施和节能技术应用,以提高加热系统的能源利用率和监测指标综合合格率。
关键词:加热炉;碳减排;排烟温度;燃烧效率;传热效率DOI :10.3969/j.issn.2095-1493.2023.10.010Problems existing in the operation of heating furnace and countermeasures HU JianguoEnergy Conservation Monitoring and Evaluation Center of CNPCAbstract:With the acceleration of global carbon emission reduction,the energy system and develop-ment mode have been gradually entering a new stage dominated by non-fossil energy.As a large ener-gy consumer,the oilfields should vigorously promote energy conservation and emission reduction,greatly improve energy utilization efficiency and accelerate green transformation,which are objective requirements for achieving high-quality sustainable development.According to the national standard GB/T 31453-2015“energy conservation monitoring rules in oilfield production system”for one of the main energy-consuming equipment in oilfield heating furnace monitoring project and index re-quirements,the problems arising in the application process of heating furnace are deeply analyzed,and the corresponding solution measures and energy conservation technology application are put forward to improve energy utilization rate of heating system and comprehensive qualified rate of monitoring index.Keywords:heating furnace;carbon reduction;smoke exhaust temperature;combustion efficiency;heat transfer efficiency作者简介:胡建国,工程师,2008年毕业于长江大学(化学工程与工艺专业),从事节能技术监测评价工作,151****5018,***************,黑龙江省大庆市让胡路区大庆油田技术监督中心,163453。
加热炉空燃比优化及温度控制研究
关键词 :加热炉 ;空燃比 ;温度控制
中图分类号 :TG307
文献标识码 :A
文章编号 :11-5004(2019)04-0156-2
加热炉是冶金生产的基础性设备,主要用于对钢坯的升温 加热,以改变其力学性能,便于钢坯的轧制。同时,钢坯加热也 是冶金生产中能源消耗的主要环节,仅冶金加热炉的能源消耗 即可占到钢铁工业生产总能耗的 1/4 左右。在当前节能减排,高 质量生产的要求下,如何在保证钢坯加热质量的同时降低能耗 成为了钢铁企业技术公关的重点,这就需要对加热炉的燃烧特 性进行分析,以达到最为优化的空燃比。在一定炉温制度下,空 燃比的合理优化设定不仅可以提高燃烧效率和加热品质,减少 烟气排散的热损耗 ;而且还能调节炉内气氛的含氧量,减少钢 坯氧化烧损的问题。钢铁冶炼中,轧钢加热炉燃料为高炉煤气 与焦炉煤气的混合气,其热值变化受多种因素影响,往往难以确 定,而这也对空燃比的合理设置带来了困扰。本文利用经验公式 推导,对加热炉空燃比的优化确定和炉温控制进行了探讨。
在钢坯加热环节,导致钢坯高温氧化的因素主要包括 : 加热 炉温、加热时间和炉内气氛。在温度和时间一定的情况下,如果 空燃比波动较大,则必然会导致炉内气氛的不稳定,则有可能会 造成钢坯的烧损氧化,严重影响钢坯质量和后续的轧制生产。钢 坯氧化烧损是钢坯表面铁元素与炉膛内各类气体产生化学反应 的结果,由于钢坯内层铁的浓度大而氧的浓度小,生产铁的低价 氧化物,如氧化亚铁等 ;钢坯外部氧含量高而铁浓度小,因而生 成铁的高价氧化物,如四氧化三铁。钢坯的烧损使其外部形成大 量的氧化铁皮夹杂物,使钢坯表面质量受到很大影响,带来很多 质量缺陷。
2 加热炉空燃比的优化 加热炉是一个典型的复杂工业过程控制系统,具有多变量、
非线性的特点,而加热炉空燃比的优化则是更为复杂的被控对 象,煤气压力、成分、热值等因素的变化都会对空燃比造成很大 的影响,因此对于加热炉空燃比的优化极值来说,无论是建模还 是控制都比较困难。空燃比优化控制的目的在于尽可能提高加 热炉热效率,降低燃料消耗和废气排放,怎样在各种变量因素动 态变化的情况下,建立一个科学合理的空燃比寻优控制模型成 为解决问题的关键。目前我国不少钢铁企业采用的是烟气含氧 量反馈寻优法,即根据混合煤气的热值以及废气的含氧量,采用 模糊控制方法建立相应的反馈模型。 2.1 热值前馈模型
罩式炉燃烧系统诊断及调试
罩式炉燃烧系统诊断及调试刘占增1,曾汉生2,张道明2,丁翠娇2,李洪波3,陈永锋3(1.北京科技大学机械学院,北京100083;2.武汉钢铁集团公司技术中心,湖北武汉 430080;3.武汉钢铁集团公司海南公司,海南澄迈571900)摘 要:介绍了武汉钢铁集团公司海南分公司罩式炉的设备现状和热工测试结果,分析了其存在的问题,并进行了整改和调试。
关键词:罩式炉;热工测试;空气系数中图分类号:TF155.1 文献标识码:A 文章编号:1001-1447(2006)03-0040-03Diagnosis and debugging on burning system of hood-type annealing furnaceLIU Zhan-zeng 1,ZENG Han-sheng 2,ZHANG Dao-ming 2,DING Cui-jiao 2,LI Hong-bo 3,CHEN Yong-feng 3(1.College of Mechanical ,University of Science and Technology Beijing ,Beijing 100083;2.Technology Center ,Wuhan Iron and Steel Corp.,Wuhan 430080,China ;3.Hainan Co.Ltd ,Wuhan Iron and Steel Corp.,Chengmai 571900,China )Abstract :This paper introduces the current operating conditions and thermal engineering meas-urement results of hood-type annealing furnace in Hainan Co.Ltd of WISCO.Based on existent problems of equipment corresponding measures are discussed in the paper.Key words :hood-type annealing furnace ;thermal engineering measurement ;air coefficient作者简介:刘占增(1977-),男,河北献县人,工程师,主要从事热能方面的研究.武钢集团海南有限公司现有全氢罩式炉炉台8座,加热罩4座,罩式炉对冷轧后的薄板卷进行退火处理,以达到光亮退火的目的。
加热炉烟气 一氧化碳排放高的主要原因及控制措施(2)
加热炉烟气一氧化碳排放高的主要原因及控制措施目前步进炉已经将各煤气、煤烟阀板全部更换,密封效果有比较明显的改善,反吹系统投入过程中,如控制合理烟气中一氧化碳含量大多数时间段能控制在500ppm~1000ppm左右,个别高点在3000~4000ppm左右。
当一氧化碳排放异常超高是注意排查以下几方面原因并采取相应措施:一、反吹系统投入情况。
1、如反吹过程中由于触发连锁保护条件,可能造成反吹系统自动停止时,使烟气中一氧化碳排放超标。
2、是否有烧嘴切换成手动模式,如烧嘴在手动模式下不换向时,此段反吹自动停止。
检查:查看反吹系统是否全部投入、烧嘴有无在手动模式下。
措施:查明原因,确认报警,重新投入反吹功能,如加热炉烧嘴有打成手动模式情况,及时取消。
二、反吹阀门故障。
如反吹阀门故障无法打开时,则造成此侧反吹无效,致使烟气中一氧化碳排放招标。
检查:查看反吹系统画面,观察各个阀门状态看有无红色报警,当发现阀门出现红色报警时,现场查看此阀门是否有无法动作等情况,措施:及时处理异常反吹阀门,加强阀门日常检查维护,定期对阀杆等位置添加润滑油。
三、加热炉燃烧空煤气配比情况煤气燃烧的三个条件,即煤气、空气和燃烧温度,当喷入炉内的煤气没有足够空气使其充分燃烧时,则没有燃烧的煤气就会被对侧正在排烟的烧嘴直接排出,造成烟气中一氧化碳含量超标。
造成炉内空燃比异常的主要原因如下:1.煤气压力波动频繁且幅度较大。
由于煤气系统没有煤气柜,煤气压力波动较大,造成很难维持良好的空燃比,当煤气压力突然增高时,在煤气阀位保持不变的情况下,煤气流量会大幅增加,造成多余煤气喷入炉内不能完全燃烧,由对侧排烟排走造成排放超标。
2.空气、空烟阀板密封较差。
此次大修对所有煤气、煤烟阀板进行了更换,密封效果有了明显改善,杜绝了大部分煤气三通阀处短路煤气直接拍走的情况,在流量数值显示相同的情况下,喷入炉内的煤气量较之前是增加的,但是空气及空烟阀板仍为老的阀板密封形式,空气在流经流量计后,在空气三通阀处空气、空烟短路情况仍然比较严重,致使流量检测数值无异常,但喷入炉内的实际空气量相对较少,在煤气、煤烟阀板更换前,煤气、空气都存在短路情况,此问题不明显,而现在煤气短路情况已经改善,但空气仍存在短路情况,因此目前在空燃比控制上,应适当增加空燃比数值,增加进入炉内的空气量。
加热炉中的高效燃烧
加热炉中的高效燃烧控制涂冰怡所有工业生产的改进及发展不外乎两点:效率和环保。
加热炉是轧钢生产企业中的主要耗能设备,尽量提高燃料利用率,是节能降耗需解决的主要问题。
国内外冶金行业的燃料主要为焦炉、高炉混合煤气及各单一煤气,部分使用天然气,个别小型轧钢厂使用重油。
计算机控制燃烧过程,就是在各种燃烧工况条件下,找到合理的最佳空燃比。
使燃烧处于较佳状态,从而提高炉温控制精度,保证钢锭以较快的速度达到出钢温度,节约能源,减少氧化烧损。
最佳空燃比控制思想:在煤气热值、压力等炉况不稳定的状态下把影响燃烧的多个因素考虑进来,炉温升温速度合理,引起升温速度合理(满足一定范围),炉压合理(满足一定的范围),热风升温速度合理。
要使加热炉达到高效率关键是寻找到最佳空燃比,将所有影响燃烧效果的因素尽可能的引入控制系统,实现加热炉的精确控制。
加热炉不能很好控制空燃比的主要问题是燃料的热值与压力不稳定时,控制系统就不能达到预期目标了,2009年,针对加热炉热值不稳定的情况,杨庆荣先生提出了一种基于加热炉热平衡的燃烧比控制方法,解决了燃料热值波动时空燃比难以自动修正的缺陷。
他做了一个理想状况的模拟计算,结果得出空燃比只是煤气流量的函数,和煤气流量成反比关系,即加热炉在稳定工作时,炉内需要的热量是一定的,当煤气品质变差时,煤气热值下降,实际燃烧中有部分多余空气,这会导致炉温下降,为保证炉膛内的温度,必会增加煤气流量,空燃比随之减小,燃烧系统维持最佳燃烧状态。
反之亦然,煤气质量变好时,煤气热值增加,导致炉膛温度升高,为保证炉膛温度,煤气流量相应减少,空燃比增加,使系统维持最佳燃烧状态。
据此建立了空燃比随煤气变化的控制模型,这种方法虽然简单易行,节能效果好,有利于自动控制,但是在最初建立模型的时候作出了很多假设。
假设燃料在炉内完全燃烧,钢坯的氧化放热不计等等,而现实中却远非如此,所以还是不能根本上控制好空燃比。
空燃比的主要控制思想为:在煤气热值、压力等炉况不稳定的状态下把影响燃烧的多个因素考虑进来,炉温升温速度合理,引起升温速度合理(满足一定范围),炉压合理(满足一定的范围),热风升温速度合理。
加热炉空燃比的计算调节及异常情况的判断处理.
加热炉常见故障及排除
项目 原因 煤气热值低 空气换热器坏,烟气进入空管 空气过剩系数过大 空气过剩系数过小 炉膛温度 达不到工 艺要求 煤气换热器堵塞,煤气量小 排除方法 找原因,提高热值 分析换热器后O2%,小于20%维修 调节空气阀或者改大烧嘴 调节空煤气阀 用钎子捅喷嘴,清理焦油渣
正常炉况的仪表判断
6、运行正常,生产率变化不大,煤气压力、煤气量、空气量均按正 常给定,烟气中O2%正常,但下加热或下均热温度有下降趋势。 判断:检查这时炉内火焰和钢坯上下面温度。如果钢坯阴阳面大, 炉内某处火焰颜色呈红色、橘红色或者暗红色并分布在纵横水管周 围,判断为炉底水管漏水。 处理方法:该段压火作进一步检查,通知有关人员处理。
气体成分表示方法和换算
气体成分表示方法和换算
查不同温度下饱和水蒸气含量表可得。
燃气发热量的计算
按燃气热值分类
燃烧计算基本概念
燃烧计算基本概念
燃烧计算基本概念
气体燃料完全燃烧反应计算
气体完全燃料燃烧反应计算
气体不完全燃料燃烧反应计算
气体不完全燃料燃烧反应计算
气体不完全燃料燃烧反应计算
目测烟气判断燃烧情况
燃料 烟气情况 燃烧情况
煤气
炉外或烟囱有较长火焰,并有异味
冒黑烟,有烟尘
燃烧不好,空气量不足
空气量过少,燃烧不好 空燃比配比良好,燃烧良好 空气量过大
煤和油
烟灰白色,浓浅适当 烟色淡白
设备状况的目测
观察换热器:1、煤气换热器泄漏,浪费能源,污染环境, 燃烧使换热器温度升高而烧坏,肉眼能看到;2、空气换热 器泄漏,烟气进入空气中,换热器后氧含量下降,烧嘴工 作情况恶化,高温空气将使换热器温度过高。 观察煤气烧嘴:煤气压力变化,而空气过剩系数保持合理, 则说明燃烧状况良好,喷口与混气口距离合适。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加热炉用燃料分类
固体:煤等 燃料 液体:重油等 气体:高炉煤气、焦炉煤气等
常用气体燃料种类及特性
名称 产生过程 热值/kJ/m3 高炉煤气 高炉炼铁 3762~4180 焦炉煤气 炼焦 15890~17140 转炉煤气 转炉炼钢 6270~7530 发生炉煤气 发生炉气化 5040~6720 重油裂解气 重油裂解 25808
目测烟气判断燃烧情况
燃料 烟气情况 燃烧情况
煤气
炉外或烟囱有较长火焰,并有异味
冒黑烟,有烟尘
燃烧不好,空气量不足
空气量过少,燃烧不好 空燃比配比良好,燃烧良好 空气量过大
煤和油
烟灰白色,浓浅适当 烟色淡白
设备状况的目测
观察换热器:1、煤气换热器泄漏,浪费能源,污染环境, 燃烧使换热器温度升高而烧坏,肉眼能看到;2、空气换热 器泄漏,烟气进入空气中,换热器后氧含量下降,烧嘴工 作情况恶化,高温空气将使换热器温度过高。 观察煤气烧嘴:煤气压力变化,而空气过剩系数保持合理, 则说明燃烧状况良好,喷口与混气口距离合适。
空燃比与煤气热值关系
理论空燃比与热值关系 18500
热值Qdw/(kJ/m3)
18000 y = 3534.3x + 2342.5 2 17500 R = 0.9957 17000 16500 16000 3.900
4.000
4.100
4.200 4.300 理论空燃比L0
4.400
4.500
4.600
不完全燃烧
正常炉况的仪表判断
6、运行正常,生产率变化不大,煤气压力、煤气量、空气量均按正 常给定,烟气中O2%正常,但下加热或下均热温度有下降趋势。 判断:检查这时炉内火焰和钢坯上下面温度。如果钢坯阴阳面大, 炉内某处火焰颜色呈红色、橘红色或者暗红色并分布在纵横水管周 围,判断为炉底水管漏水。 处理方法:该段压火作进一步检查,通知有关人员处理。
调整空气阀
调整烟道闸板或改变烧嘴位置角度 缩短高温段加热时间 清除S 在相对位置调整个别烧嘴能量 减小煤气控制阀门关闭时的间隙 正确选择压力参数 保证烧嘴出口速速不低于着火速度
燃气烧嘴常见故障及排除
项目 回火:火焰 流入烧嘴内 燃烧,混气 管发红,烧 嘴发异响 原因 喷头烧损 喷射能力降低 煤气压力太小 喷口D/喷嘴d比值太大 混合物喷出速度大于燃烧速度 一次空气过剩系数太大 排除方法 关闭煤气阀门 烧嘴缓冷 及时更换喷头 D/d值选择合适 关小空气阀 点炉时轻开煤气阀
正常炉况的仪表判断
4、炉况正常,生产率稳定,煤气压力正常,空煤气给定值能满足生产需要, 但炉温缓慢下降。 判断:观察空燃比显示值是否处于正常或者观察残氧仪的显示参数(正常 O2%=1%-3%)。若空煤比偏大或者O2%偏高,则温度低是由于燃料发热 量降低。 处理方法:降低空气量,增大煤气量,直至平稳。 5、炉况正常,生产率稳定,煤气压力正常,空煤气给定值能满足生产需要, 但炉温缓慢上升。 判断:观察空燃比显示值是否处于正常或者观察残氧仪的显示参数(正常 O2%=1%-3%)。若空煤比偏小或者O2%偏低,则温度高是由于燃料发热 量升高。 处理方法:减小煤气量,提高空气量,直至平稳。
炉膛温度 分布不均
烟道堵塞或有水
烟道截面积偏小 烧嘴位置不合理
清理烟道,排水
修改烟道截面积 开大煤气总阀和炉前煤气阀
加热炉常见故障及排除
项目 原因 排除方法
空气过剩系数过大
炉膛负压 钢坯氧化 烧损严重 钢坯加热时间过长(炉温偏低) 燃料含S量高 炉内局部温度过高 煤气控制阀门达不到要求 煤气自动 控制失灵 煤气控制阀后最大压力和最小压力 参数选择不当 煤气压力为最小值是,烧嘴回火
亮黄色
黄白色 淡黄白色
1150-1250
1250-1300 1300-1360
烧嘴状况的目测判断
燃料 火焰颜色 蓝色无力,漂浮 蓝色火焰,较长 发生炉混合煤气(氢含量较高) 蓝黄色火焰 黄色火焰,有力 黄白色火焰 蓝黄色火焰,漂浮 油蒸汽(氢含量较低) 浅黄色火焰,有力 黄白色火焰 黄色火焰,冒烟 油 浅蓝色火焰,有力 黄白色火焰 空气量状况 不足,n<1 不足,n<1 稍不足,n<1 适当,n=1.02-1.05 过大,n>1.05 不足,n<1 适当 过大,n>1.05 不足,n<1 适当 过大,n>1.05
生产中快速判断燃烧情况
关小煤气量
调大煤气量 关小空气量 温度不变 温度下降 温度不变 温度上升 温度上升 温度下降 温度上升 温度下降 燃烧不完全,n<1 燃烧完全,n≥1 燃烧不完全,n<1 燃烧完全,n≥1 燃烧不完全,n<1或者空燃比过大,n>1.05 燃烧适当,n=1.05-1.05 燃烧不完全,n<1 燃烧完全,n≥1
炉前煤管进水,煤压降低 炉内负压 烧嘴配置能力偏小 冷却水热损大或炉底局部热损大 空煤气预热温度低
清除堵塞管道
定期放水 增加烟道阻力或改变烧嘴位置角度 配置大能力烧嘴 改善,修复 检修换热器
加热炉常见故障及排除
项目 原因 烧嘴位置布置不合理 烧嘴工作不均衡 排烟口位置及尺寸不合理 靠近炉门温度低 烟道闸门关的过小 不完全燃烧使煤气泄漏 炉膛压力 过大喷火 煤气流量过大 排除方法 改变烧嘴位置或喷射角度 调整烧嘴,保持炉内热量均衡 改善位置和尺寸 调大附近烧嘴能力,大20%左右 调整阀门开启度 调整烧嘴,控制n=1.02-1.05 在保证炉温的情况下减小煤气量
气体成分表示方法和换算
气体成分表示方法和换算
查不同温度下饱和水蒸气含量表可得。
燃气发热量的计算
按燃气热值分类
燃烧计算基本概念
燃烧计算基本概念
燃烧计算基本概念
气体燃料完全燃烧反应计算
气体完全燃料燃烧反应计算
气体不完全燃料燃烧反应计算
气体不完全燃料燃烧反应计算
气体不完全燃料燃烧反应计算
某厂近几年煤气热值与空燃比关系
钢温的目测判断
钢坯颜色 暗褐色 棕红色 钢温目测 暗红色 温度/℃ 530-580 580-650 650-730 钢坯颜色 亮红色 橘黄色 暗黄色 温度/℃ 830-880 880-1050 1050-1150
暗樱桃色
樱桃色 亮樱桃色
730-770
770-800 800-830
空气消耗系数的检测计算
空气消耗系数的检测计算
空气消耗系数的检测计算
空气消耗系数的检测计算
化学不完全燃烧热损失的检测计算
化学不完全燃烧热损失的检测计算
空燃比与煤气热值关系
经验判断空燃比变化反应出煤气热值变化的方法: 根据大量已知煤气成分计算得到热值和空燃比,并 建立拟合公式,根据公式和前后两段时间空燃比的 变化判断这段时间内煤气热值的上升或者下降。
气体不完全燃料燃烧反应计算
影响燃烧温度的因素
影响燃烧温度的因素
影响燃烧温度的因素
气体分析方程
气体分析方程
气体分析方程
注:表格中 B实为β
பைடு நூலகம்体分析方程
气体分析方程
气体分析方程
气体分析方程
气体分析方程
气体分析方程
空气消耗系数的检测计算
空气消耗系数的检测计算
空气消耗系数的检测计算
脱火:火焰 离开喷头在 空间燃烧
燃气烧嘴常见故障及排除
项目 空气管道回火 爆炸 点火不着,燃 烧不稳定 漏气 原因 低压烧嘴使用时没开风机 煤气逸入空管与空气混合 烧嘴结构不合理,空气不足 D/d值不合理 煤压太低 铸件上有裂纹或疏松,连接垫 损 一次空气过剩系数太小 烧嘴结构和D/d值不合理 排除方法 打开风机 安装时注意喷嘴尺寸 混气室足够大,D/d合理 低压烧嘴取消节流孔板 更换铸件或垫片 增加空气 合理选择结构和D/d
调大空气量
正常炉况的仪表判断
1、炉况正常,煤气流量一定,仪表显示某段温度有下降趋势。 判断:属正常情况,轧制节奏加快,生产率提高,加热钢坯有效热增加。 处理方法:适当调整空煤气量。 2、生产稳定在某段区域,煤气量、空气量、热值均不变,仪表显示各段 温度缓慢下降。 判断:煤气压力突然下降。 处理方法:调大煤气阀门开度。 3、生产率稳定,煤气量、空气量、热值均不变,仪表显示各段温度缓慢上 升。 判断:煤气压力突然升高。 处理方法:关小煤气阀门开度。
加热炉常见故障及排除
项目 原因 煤气热值低 空气换热器坏,烟气进入空管 空气过剩系数过大 空气过剩系数过小 炉膛温度 达不到工 艺要求 煤气换热器堵塞,煤气量小 排除方法 找原因,提高热值 分析换热器后O2%,小于20%维修 调节空气阀或者改大烧嘴 调节空煤气阀 用钎子捅喷嘴,清理焦油渣
煤气换热器堵塞,煤气压力低