焊接常见坡口形式图解
焊接常见坡口形式图解
焊接常见坡口形式图解
为了保证焊接质量,在焊接前对工件需要焊接处进行的加工,可以气割,也可以切削而成,一般为斜面,有时也为曲面。
比如两块厚10mm的钢板要对焊到一起,为了焊缝牢固,会在板边缘铣出倒角,这个就叫开坡口。
由于材料厚度和焊接质量要求的不同,其焊接接头形式与坡口形状也不尽相同,一般坡口形式分为K型、V型、I型、U 型、X型等。
坡口的几何尺寸
(1)坡口面
待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度
待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度。
(3)根部间隙
焊前在接头根部之间预留的空隙叫根部间隙。
其作用在于打底焊时能保证根部焊透。
根部间隙又叫装配间隙。
(4)钝边
焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边。
钝边的作用是防止根部烧穿。
(5)根部半径
在J形U形坡口底部的圆角半径叫根部半径。
它的作用是增大坡口根部的空间,以便焊透根部。
常见坡口形式
带钝边单边V型坡口
K型坡口
I型坡口
V型坡口
J型坡口
J型坡口
开坡口的主要作用是为了保证焊缝根部焊透,使焊接热源能深入接头根部,以保证接头质量。
同时坡口还能起到调节基本金属与填充金属比例的作用。
(本文来源网络,若涉及版权问题请与小编联系!)。
常用地坡口形式及焊缝符号表格示
常⽤地坡⼝形式及焊缝符号表格⽰
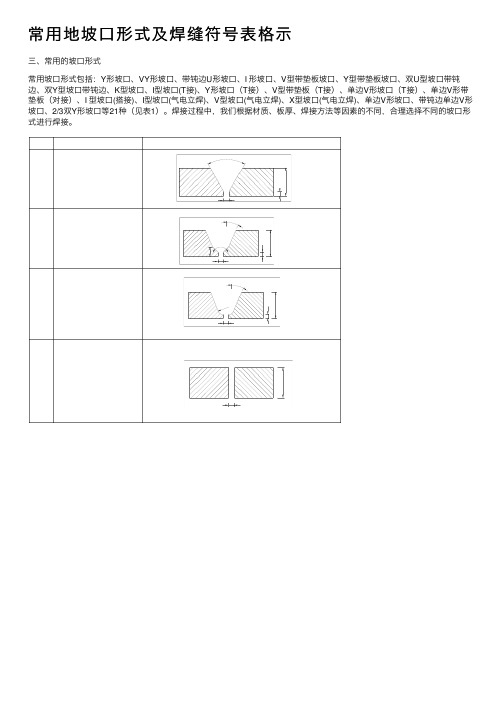
三、常⽤的坡⼝形式
常⽤坡⼝形式包括:Y形坡⼝、VY形坡⼝、带钝边U形坡⼝、I 形坡⼝、V型带垫板坡⼝、Y型带垫板坡⼝、双U型坡⼝带钝边、双Y型坡⼝带钝边、K型坡⼝、I型坡⼝(T接)、Y形坡⼝(T接)、V型带垫板(T接)、单边V形坡⼝(T接)、单边V形带垫板(对接)、I 型坡⼝(搭接)、I型坡⼝(⽓电⽴焊)、V型坡⼝(⽓电⽴焊)、X型坡⼝(⽓电⽴焊)、单边V形坡⼝、带钝边单边V形坡⼝、2/3双Y形坡⼝等21种(见表1)。
焊接过程中,我们根据材质、板厚、焊接⽅法等因素的不同,合理选择不同的坡⼝形式进⾏焊接。
四、焊缝代号
焊缝代号由基本符号、辅助符号、引出线和焊缝尺⼨符号等组成,基本符号和辅助符号在图纸上⽤粗实线绘制,引出线⽤细实线绘制。
1、基本符号
基本符号是表⽰焊缝横截⾯形状的符号,它采⽤近似于焊缝横截⾯形状的符号来表⽰,基本符号表⽰⽅法见表2
基本符号表表2
焊缝尺⼨⼀般不标注。
如果设计要求或⽣产需要注明焊缝尺⼨,焊缝尺⼨符号表⽰⽅法见表4。
焊缝标注时,应注意其标注位置的正确性。
标注位置规定如下:(1)在焊缝符号左边标注:钝边⾼度p,坡⼝⾼度H,焊⾓⾼度K,焊缝余⾼h,熔透深度s,根部半径R,焊缝宽度c,焊点直径d。
(2)在焊缝符号右边标注:焊缝长度l,焊缝间隙e,相
同焊缝数量n。
钢结构常用焊接接头坡口形式分类图集

GC-BX-2
18≤δ<40
F
α1=45°
α2=60°
b=0-3
p=0-3
H=
全熔透坡口
清根
4
SC-BI-2
8≤δ<20
F
b=0
全熔透坡口
清根
5
SC-BV-2
20≤δ<40
F
α=60°
b=0
p=6
全熔透坡口
清根
6
SC-BX-2
40≤δ<60
F
α1=45°
α2=60°
b=0
p=5
H=
全熔透坡口
清根
注:板对接焊缝优先选用埋弧焊
α2=60°
b=0
p=5
H=
全熔透坡口
清根
13
SP-TI-2
6≤δ<18
F
b=0
部分熔透坡口
单侧熔深至少达到δ/3
14
SP-TL-2
18≤δ≤25
F
α=60°
b=0mm
H=t/2且不小于14mm
部分熔透坡口
15
SP-TK-2
25<δ≤40
F
α=60°
b=0
H1=H2=
p=δ-H1-H2
部分熔透坡口
CO2气体保护焊T型接头坡口形状和尺寸
代号
接头形式
I
I型坡口
V
V型坡口
X
X型坡口
L
单边V型坡口
K
K型坡口
对接焊缝坡口形状和尺寸
(板对接、型钢对接)
焊缝编号
标记
坡口形状示意图
板厚(mm)
焊接位置
坡口尺寸(mm)
备注
1
焊接接头、坡口样式和焊接方法(中英文+图)

e)
Double-V groove (X) 双面 V 型坡口(X 型坡口,双 Y 型坡口)
f)
Single-J groove 单面 J 型坡口
g)
Double-J groove 双面 J 型坡口
h)
Single-U groove 单面 U 型坡口
i)
Double-U groove 双面 U 型坡口
j)
Flare groove 喇叭型坡口
焊缝位置(焊接方法) a) Flat position 平焊
b)
Vertical position 立焊
c)
Horizontal position 横焊
d)
Overhead position 仰焊
பைடு நூலகம்
h) Rebated joint 锁底接头
Joint type 接头坡口形式 a) Square groove 平头坡口(不开坡口,也叫 I 型坡口)
b)
Single-bevel groove 单面斜边坡口
c)
Double-bevel (K) groove 双面斜边坡口(K 型坡口)
d)
Single-V groove 单面 V 型坡口(Y 型坡口)
Welding joints 焊接接头 a) Butt joint 对接接头
b) Corner joint 角接接头
c) (Over)lap joint 搭接接头
d) Tee/T joint T 型接头
e) Flange joint 卷边接头
f)
Edge joint 端接接头
g) Miter joint 斜对接接头
各种焊缝坡口形式和尺寸大全

各种焊缝坡口形式和尺寸大全1 焊缝坡口焊缝坡口即焊缝和材料表面间的引出角,可以去除滋生在焊缝内部有害介质。
适当的焊缝坡口有利于外表面质量与提高焊接强度。
1.1 九种不同焊缝坡口形式1.等宽坡口:就是两个斜面的角度相等的坡口,其斜面成直角。
2.两圆弧坡口:一端连接焊缝,另一端与材料原始表层成直角,其中一端有圆弧曲线,但其角度不同。
3.对锥坡口:两斜面的锥角不等,锥角大的斜面面向焊缝尾端,一般用于两种不同金属板材的联接时,如钢、铝;4.V型坡口:V型坡口是在正常V型坡口上,将其一部分变形为等宽坡口,或者一部分变形为对锥坡口,以此来改变坡口深度。
5.U型坡口:与V型坡口类似,但护角位置比V型坡口更靠近焊缝尾部,是为了更好的保护作用;6.J型坡口:正常的J形坡口斜面在正面观察时可见到J形,也就是上面是圆弧形,下面是直线形,焊接时在焊缝尾底部有一个护角;7.梯形V型坡口:它的坡口斜面由两段组成,一段是锥角小的等宽坡口,一段是锥角大的V型坡口,一般用于厚板。
8.厚板V型坡口:它有两个斜面,并且两个斜面形成一定角度,斜面前面有一定宽度护体,用于厚板;9.弧形坡口:坡口斜面由一段弧形组成,也是专用于厚板的,两端的弧形通常是90度,但是也可以改变角度。
1.2 焊缝坡口尺寸1.焊缝坡口尺寸有等宽尺寸和锥角尺寸两种,等宽尺寸表示两斜面角度相同,焊缝尺寸只需要用一个数字表示;而锥角尺寸则需要两个数字来表示,第一个数字表示较小斜面的角度,第二个数字表示较大斜面的角度。
2.焊缝坡口尺寸一般设置在2度-22.5度之间,根据材料、应力和热影响等因素,可选取合适的焊缝坡口尺寸。
3.焊缝坡口的深度一般小于焊缝的厚度,焊接工艺要求,一般深度应不小于0.5mm;且坡口深度过深,也会导致强度不佳,甚至损害焊接质量,所以要控制好深度。
目前而言,选取合适的焊缝坡口不仅有利于提升焊接性能,也有利于外表面质量与提高焊接强度,从而达到更有效率,更结实稳固的焊接效果。
焊接工艺焊接坡口示意图
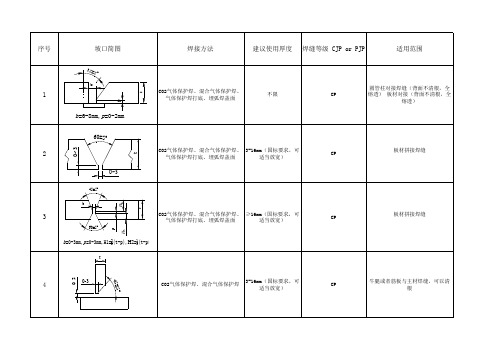
4
0-3
CO2气体保护焊、混合气体保护焊
3-16mm(国标要求,可 适当放宽)
CP
牛腿或者筋板与主材焊缝,可以清 根
60°
35±5°
5
b
CO2气体保护焊、混合气体保护焊
/
CP
P
b =6-8mm,p =0-2mm
t
45°
6 2t/3
CO2气体保护焊、混合气体保护焊
≥16mm(国标要求,可 适当放宽)
CP
t/3
35±5°
t
7
b
CO2气体保护焊、混合气体保护焊、 气体保护焊打底、埋弧焊盖面
/
CP
b=6-8mm
牛腿或者筋板与主材焊缝,难以清 根要求全熔透位置
牛腿或者筋板与主材焊缝,难以清 根要求全熔透位置
箱型柱主焊缝
45±5°
8
CO2气体保护焊、混合气体保护焊、 气体保护焊打底、埋弧焊盖面
/
t t/2
t p
45±5°
45±5°
9
H2
CO2气体保护焊、混合气体保护焊
/
H1
p=5±5°
10
CO2气体保护焊、混合气体保护焊
/
p p=t-H1,H1≥2 t
t
11
CO2气体保护焊、混合气体保护焊、 埋弧焊
/
hf
PP
箱型柱主焊缝
PP
筋板或牛腿半熔透焊缝
pp
箱型柱封头板半熔透焊缝、隔板半 熔透焊缝单面焊
/
气体保护焊、埋弧焊角焊缝(无坡 口)
气体保护焊打底、埋弧焊盖面
适当放宽)
CP
0~3
45±5°
b
3
管道焊接件的常见坡口及尺寸
类型二:U型坡口
总结词
U型坡口适用于厚壁管道或压力容器的焊接,能够保证焊透并减少焊接变形。
详细描述
U型坡口形状类似于字母“U”,开口较大,适用于厚壁管道或压力容器的焊接。由于其较大的开口能够保证焊 缝的焊透,因此常用于重要结构的焊接。同时,U型坡口的设计还能减少焊接变形,提高焊接质量。
类型三:J型坡口
利用高温火焰将管道切割成所需的坡 口形状和尺寸。
详细描述
使用氧-乙炔或等离子切割机,通过高 温火焰将管道切割成所需的坡口形状 和尺寸。该方法操作简单,适用于现 场加工。
方法三:等离子切割法
总结词
利用高温等离子弧将管道切割成所需的坡口形状和尺寸。
详细描述
使用等离子切割机,通过高温等离子弧将管道切割成所需的坡口形状和尺寸。该方法切 割速度快,精度高,适用于各种材料的管道切割。
双V型坡口适用于大厚度板材的焊接,能够减小焊接难度并提高焊接效率。
详细描述
双V型坡口由两个V型坡口组成,中间留有间隙。这种坡口适用于大厚度板材的 焊接,通过减小一次焊接的厚度,减小焊接难度,提高焊接效率。同时,间隙 的存在有助于熔渣和气体排出,改善焊缝质量。
类型五:复合型坡口
总结词
复合型坡口结合了多种坡口形式的特点 ,适用于特殊结构的焊接。
,需要根据实际情况进行选择和调整。
03 管道焊接件坡口制作方法
方法一:机械加工法
总结词
通过机械切削的方式,将管道切割成 所需的坡口形状和尺寸。
详细描述
使用车床、铣床或刨床等机械设备, 对管道进行精确的切削加工,以获得 所需的坡口形状和尺寸。该方法精度 高,适用于批量生产。
方法二:火焰切割法
总结词
要点二
管道焊接件的常见坡口及尺寸
间隙c(mm)
12~60 X型坡口 0~3
钝边p(mm)
0~3
坡口角度α(°)
55~65
工业管道施工及验收标准
五、T型接头I型坡口
坡口尺寸 厚度 (mm) 2~30 坡口 名称 间隙 c(mm) 0~2 钝边p(mm) 坡口角度α (°) — —
ቤተ መጻሕፍቲ ባይዱ
工业管道施工及验收标准
六、 T型接头单边V型坡口 坡口尺寸 厚度 坡口 (mm) 名称 6~10 10~17 17~30
间隙 c(mm)
0~2 0~3 0~4
钝边 p(mm)
0~2 0~3 0~4
坡口角度 α(°)
T型接 头单 边V型 坡口
45~55
工业管道施工及验收标准
七、 T型接头对称K型坡口 坡口尺寸 厚度 坡口 (mm) 名称
间隙 c(mm)
钝边 p(mm)
坡口角度 α(°)
20~40
T型接 头对 称K型 坡口
工业管道施工及验收标准
三、带垫板V型坡口
坡口尺寸 厚度 (mm) 6~9 9~26 坡口 名称 带垫板 V型坡口 间隙c(mm) 钝边p(mm) 3~5 4~6 0~2 0~2 坡口角度α (°) 45~55
要求
δ=4~6 d=20~40
工业管道施工及验收标准
四、X型坡口
坡口尺寸 厚度(mm) 坡口名称
工业管道施工及验收标准
工业管道施工及验收标准
一、I型坡口
厚度T(mm)
坡口名称
坡口尺(mm) 间隙(mm)
备注
1-3 3-6
I形坡口 I形坡口
0-1.5 0-2.5
单面焊 双面焊
工业管道施工及验收标准
常用的坡口形式及焊缝符号表示
三、常用的坡口形式
常用坡口形式包括:Y形坡口、VY形坡口、带钝边U形坡口、I 形坡口、V型带垫板坡口、Y型带垫板坡口、双U型坡口带钝边、双Y型坡口带钝边、K型坡口、I型坡口(T接)、Y形坡口(T接)、V型带垫板(T接)、单边V形坡口(T接)、单边V形带垫板(对接)、I 型坡口(搭接)、I型坡口(气电立焊)、V型坡口(气电立焊)、X型坡口(气电立焊)、单边V形坡口、带钝边单边V形坡口、2/3双Y形坡口等21种(见表1)。
焊接过程中,我们根据材质、板厚、焊接方法等因素的不同,合理选择不同的坡口形式进行焊接。
四、焊缝代号
焊缝代号由基本符号、辅助符号、引出线和焊缝尺寸符号等组成,基本符号和辅助符号在图纸上用粗实线绘制,引出线用细实线绘制。
1、基本符号
基本符号是表示焊缝横截面形状的符号,它采用近似于焊缝横截面形状的符号来表示,基本符号表示方法见表2
基本符号表表2
焊缝尺寸一般不标注。
如果设计要求或生产需要注明焊缝尺寸,焊缝尺寸符号表示方法见表4。
焊缝标注时,应注意其标注位置的正确性。
标注位置规定如下:(1)在焊缝符号左边标注:钝边高度p,坡口高度H,焊角高度K,焊缝余高h,熔透深度s,根部半径R,焊缝宽度c,焊点直径d。
(2)在焊缝符号右边标注:焊缝长度l,焊缝间隙e,相同焊缝数量n。
2.【内部】焊接操作前,如何确定焊缝坡口形式和尺寸资料
一、埋弧焊焊缝坡口的基本形式和尺寸:序号工件厚度名 称坡口形式和尺寸1 δ=10 Y 形坡口70°4102 δ=12 双Y 形坡口380°80°123 δ=14 双Y 形坡口1475°375°4 δ=16~25 双Y 形坡口70°δ70°35 δ=26带钝边双U 形坡口20°10°10°R 54R 512.32612.36 δ=28 带钝边双U形坡口12.62812.6R54R510°20°10°7 δ=30 带钝边双U形坡口301313R54R510°10°20°8 δ=32 带钝边双U形坡口20°10°10°R54R513.313.3329 δ=34 带钝边双U形坡口3413.713.7R54R510°10°20°10 δ=36 带钝边双U形坡口20°R54R514143610°10°11 δ=38 带钝边双U形坡口10°10°3814.414.4R54R520°12 δ=40 带钝边双U形坡口20°R54R514.714.7410°10°13 δ=44 带钝边双U形坡口R510°10°4415.415.4R5420°14 δ=50 带钝边双U形坡口R5R520°416.516.5510°10°15 δ=12~16带长舌双面单边V形坡口40°40°44δ16 δ=18~22带长舌双面单边V形坡口δ4435°35°17 δ=24 带长舌双面J形坡口30°11.73°R5324418 δ=25 带长舌双面J形坡口4253R53°3°11.919 δ=28 带长舌双面J形坡口12.83°30°R5328420 δ=30 带长舌双面J形坡口4303R53°3°13.4二、手工电弧焊焊缝坡口的基本形式和尺寸:序号工件厚度名称坡口形式和尺寸1 δ=6 Y形坡口80°622 δ=8 Y形坡口2870°3 δ=10 Y形坡口60°10 24 δ=12 Y形坡口50°12 25 δ=14 双Y 形坡口21460°680°6 δ=16 双Y 形坡口280°760°167 δ=18 双Y 形坡口21850°875°8 δ=20 双Y 形坡口2850°2075°9 δ=22 双Y 形坡口229270°10 δ=24 双Y 形坡口60°21050°2411 δ=25 双Y 形坡口2511250°12 δ=26 双Y 形坡口50°21150°2613 δ=28 双Y 形坡口2850°12250°14 δ=30 UY 形坡口50°21230R 510°10°14.715 δ=32 UY 形坡口R 514.710°10°3214250°16 δ=34 UY 形坡口R 550°2153410°10°15.117 δ=35 UY 形坡口R 515.110°10°3516250°18 δ=36 UY 形坡口R 550°2173610°15.119 δ=38 UY 形坡口R 515.410°10°3818250°20 δ=40 UY 形坡口R 550°2204010°10°15.421 δ=12带长舌双单边V 形坡口122250°50°22 δ=14~20带长舌双面单边V 形坡口45°2245°δ23 δ=22 带长舌双面单边V形坡口4°224°24 δ=24 带长舌双面J形坡口R511.224223°3°25 δ=25 带长舌双面J形坡口2522R53°3°11.526 δ=26 带长舌双面J形坡口11.83°3°R5222627 δ=28 带长舌双面J形坡口2822R53°3°12.428 δ=30 带长舌双面J形坡口133°30°R52229 δ=12 带长舌单面J形坡口1.2R523122°30 δ=14 带长舌单面J形坡口20°1432R51.931 δ=16 带长舌单面J形坡口1632R511.62°32 δ=18 带长舌单面J形坡口20°12.3R5231833 δ=20 带长舌单面J形坡口2032R511.715°34 δ=22 带长舌单面J形坡口15°12.2R5232235 δ=24 带长舌单面J形坡口2432R512.715°36 δ=25 带长舌单面J形坡口15°13R5232537 δ=26 带长舌单面J形坡口2632R513.315°38 δ=28 带长舌单面J形坡口15°13.8R5232839 δ=30 带长舌单面J形坡口3032R514.315°三、CO 2焊焊缝坡口的基本形式和尺寸:序号工件厚度名 称坡口形式和尺寸1 δ=6 双Y 形坡口2670°2 δ=8 双Y 形坡口60°823 δ=10 双Y 形坡口21050°4 δ=12 双Y 形坡口50°1225 δ=14 双Y 形坡口80°50°21466 δ=16 双Y 形坡口716250°70°7δ=18双Y 形坡口60°50°21889 δ=20 双Y 形坡口920260°50°10 δ=22 双Y 形坡口2950°2260°11 δ=24 双Y 形坡口2450°10250°12 δ=25 双Y 形坡口50°21150°2513 δ=26 双Y 形坡口2650°11250°14 δ=28 双Y 形坡口50°21250°2815 δ=30 UY 形坡口R 514.710°10°3012250°16 δ=32 UY 形坡口R 550°2143210°10°14.717 δ=34 UY 形坡口R 515.110°10°3415250°18 δ=35 UY 形坡口R 550°2163510°10°15.119 δ=36 UY 形坡口R 515.110°10°3617250°20 δ=38 UY 形坡口R 550°2183810°10°15.421 δ=40 UY 形坡口R 515.410°10°4020250°22 δ=12~18带长舌双面单边V 形坡口45°δ2245°23 δ=20~22带长舌双面单边V 形坡口40°2240°δ24 δ=24~30 带长舌双面J形坡口11.23°30°R522δ25 δ=8~10 带钝边单边V形坡口2δ45°26 δ=12~16 带钝边单边V形坡口24°δ27 δ=18~20 带钝边单边V形坡口δ35°228 δ=22 带长舌单面J形坡口2232R512.215°29 δ=24 带长舌单面J形坡口R515°12.7232430 δ=25 带长舌单面J形坡口R525321315°31 δ=26 带长舌单面J形坡口15°13.3R5232632 δ=28 带长舌单面J形坡口2832R513.815°33 δ=30 带长舌单面J形坡口15°14.3R52330说明:1、坡口形式和尺寸的编制依据了国家标准GB986、GB986和我厂的焊接生产实践。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接常见坡口形式图解
为了保证焊接质量,在焊接前对工件需要焊接处进行的加工,可以气割,也可以切削而成,一般为斜面,有时也为曲面。
比如两块厚10mm的钢板要对焊到一起,为了焊缝牢固,会在板边缘铣出倒角,这个就叫开坡口。
由于材料厚度和焊接质量要求的不同,其焊接接头形式与坡口形状也不尽相同,一般坡口形式分为K 型、V型、I型、U型、X型等。
坡口的几何尺寸
(1)坡口面
待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度
待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度。
(3)根部间隙
焊前在接头根部之间预留的空隙叫根部间隙。
其作用在于打底焊时能保证根部焊透。
根部间隙又叫装配间隙。
(4)钝边
焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边。
钝边的作用是防止根部烧穿。
(5)根部半径
在J形 U形坡口底部的圆角半径叫根部半径。
它的作用是增大坡口根部的空间,以便焊透根部。
常见坡口形式
带钝边单边V型坡口
K型坡口
I型坡口
V型坡口
J型坡口
J型坡口
开坡口的主要作用是为了保证焊缝根部焊透,使焊接热源能深入接头根部,以保证接头质量。
同时坡口还能起到调节基本金属与填充金属比例的作用。
本文编辑:糖糖。