桩基钢筋笼成品标识牌
钢筋笼加工质量交底书
1、除锈 钢筋加工前如钢筋表面有油渍、漆污、铁锈、浮皮等应以清除, 使其表面洁净。 2、矫直 钢筋应平直,如局部弯曲度超过标准的,应予以矫直后才可使 用。盘圆钢筋必须经过钢筋调直机调直,严禁采用人工转动转盘调直 钢筋。 3、切割 主筋采用机械切割,螺旋箍筋可用人工切割,切割时要保证断料 的长度准确性。主筋长度允许偏差±10mm,箍筋内净尺寸允许偏差 ±5mm。 4、钢筋预弯 当通长钢筋需要搭接时,要将两根钢筋搭接接头位置进行预弯, 预弯角度为4°;焊接后要保证搭接的两根钢筋中心在同一条轴线 上。
将原材料、半成品及成品直接放置在水泥地面之上; 2、施工过程中要保护号原材料及半成品标示标牌; 3、半成品及成品分区摆放,做到整齐划一,钢筋笼堆放时高 度不超过两层。 4、切断钢筋头要及时清理收集,集中堆放在指定区域;
5、现场施工机具电线要摆放整齐,电线不互相缠绕;余长电线应 盘成大直径线圈挂在地面以上1m处; 6、保持钢筋加工厂内卫生整洁,地面烟头、焊条包装纸等杂物必 须及时清理。
钢筋电弧焊接头外观检查应在接头清渣后逐个进行目测或量测, 其结果应符合下列要求:
编制:
复核:
签收:
年月
日
注:“技术交底书”一式二份,一份工点负责人作为施工依据,一份留存备查,并办理交接手
续。
质量交底书
单位:中铁十一局集团蒙华铁路MHTJ20标段三工区 编号:
主送单 位
页 数
第 3 页共 3 页
工程名 称
质量交底书
单位:中铁十一局集团蒙华铁路MHTJ20标段三工区 编号:
主送单 位
页 数
第 1 页共 3 页工程名 称 Nhomakorabea汉江特大桥
工程部 位
桩基钢筋笼加工
关于近期钢筋笼加工若干质量问题整改的通知12.15
主办单位:工程技术部编号:ZJ-GCJSB2-2010- 关于近期钢筋笼加工若干质量问题整改的通知各钢筋车间:根据目前持续检查情况,钢筋笼加工还存在以下诸多问题:1、钢筋原材端头缺陷部分未全部切除,车丝质量差。
2、主筋不顺直,接头处主筋轴线弯折,连接套筒过松且钢筋丝头未在套筒中央位置相互顶紧。
3、钢筋笼箍圈焊接时,焊缝长度及高度不足,焊缝不饱满连续,夹杂大量气泡或焊渣,焊缝表面有缺口、裂纹及较大金属焊瘤且主筋咬伤严重。
4、钢筋笼箍筋间距不均匀,搭接长度不足且弯钩过长。
5、声测管弯曲,接头焊接质量差且存在漏焊现象。
6、钢筋笼标识牌悬挂不全,易导致施工错误。
7、倒运至现场或车间移离加工台位的钢筋笼下面未按要求进行抄垫,导致钢筋笼挤压变形过大。
钢筋笼成品区堆叠过高,内支撑筋设置不到位。
8、钢筋笼倒运过程中存在野蛮作业,以致部分钢筋笼主筋弯曲、脱焊。
为保证加工质量,同时确保现场下放时的安全,现把相关整改要求申明如下:1、对于滚轧直螺纹接头,钢筋车丝前要先切掉原材扁头,保证钢筋端面平整并与钢筋轴线垂直,不得有马蹄形或扭曲现象。
钢筋端部不得有局部弯曲,出现弯曲时应调直。
钢筋直螺纹连接接头车丝时,短头车丝控制在12丝。
主送: 各钢筋车间抄送: 总工、副总工、副经理、安质、调度、存主办:年月日复核:年月日主办单位:工程技术部编号:ZJ-GCJSB2-2010-2、钢筋笼焊接要严格保证焊缝质量,要求焊缝高度不小于0.3d(d为两焊接钢筋中较小直径),焊缝饱满连续。
每次焊接前要调好电流后方可批量焊接,电流不宜过大,且各车间严禁使用J422焊条。
所有加工完毕的钢筋笼其焊渣必须全部敲掉。
3、每节钢筋笼最上面一层箍圈要焊接短钢筋接头予以加强,确保钢筋笼下放对接时箍圈横担能够满足强度要求。
盘条间距严格按照设计图纸及相关事项通知控制,盘条接头需要做弯钩搭接时,搭接长度不小于30cm,弯钩直线段控制为3~5cm,在钢筋搭接部分的中心及两端共三处采用铁丝绑扎结实。
钢筋笼及吊装技术交底
技术交底记录〔轨道交通工程〕编号:三、施工准备3.1材料准备1〕所供钢材须是国家大型钢厂免检产品,钢材批量进货,每批钢材出厂质量证明书、出厂合格证齐全,钢筋外表或每捆〔盘〕钢筋应有明确标志,且与出厂检验报告及出厂单相符。
2〕钢筋进场原材料进场后需进行报监、试验、报验,待检验合格前方可投入使用。
3〕钢筋原材料进场后须分类堆放整齐,做到上盖下垫,待检钢材与检验合格钢材分开堆放,并用标识牌标明。
3.2机械准备1〕主要机械:电焊机、钢筋弯曲机、钢筋调直机、钢筋切断机、汽车吊。
2〕加工现场要配备有漏电保护器的配电箱,箱内有三相四线插座〔380V、20A〕和接地端子。
3.3作业条件图4-4 钢筋笼吊点立面示意图7.3钢筋笼起吊步骤〔1〕起吊前准备好各项工作,指挥吊机转移到起吊位置,司索工在钢筋笼上安装钢丝绳和卡环,挂上汽车吊主吊钩及副吊钩。
〔2〕检查吊机钢丝绳的安装情况及受力重心后,开始同时平吊。
〔3〕钢筋笼吊至离地面0.3m~0.5m后,应检查钢筋笼是否平稳,后主吊慢慢起钩,根据钢筋笼尾部距地面距离,随时指挥副吊配合起钩。
〔4〕钢筋笼吊起后,主钩慢慢起钩提升,副吊配合,保持钢筋笼距地面距离,最终使钢筋笼垂直于地面。
〔5〕指挥司索工卸除钢筋笼上副吊点吊钩,然后远离起吊作业范围。
〔6〕指挥吊机吊笼入孔、定位,吊机旋转应平稳,在钢筋笼上拉牵引绳。
下放时假设遇到钢筋笼卡孔的情况,要吊出检查孔位情况后再吊放,不得强行入孔。
〔7〕当钢筋笼下到主吊点时,暂停放下,并且插入槽钢,用槽钢临时将钢筋笼支撑在孔口,用水准仪测此时护筒顶标高,根据钢筋笼顶标高,算出吊筋长度,焊接吊筋在钢筋笼主筋上,然后将吊钩挂在吊筋上,缓缓下至设计位置,在钢筋笼的顶吊圈内插两根平行的槽钢,槽钢横放在枕木上,将整个笼体吊挂于护筒顶端两侧的方木上,确保钢筋笼位置、高度准确。
7.4操作要点。
人工挖孔桩施工技术规范方法
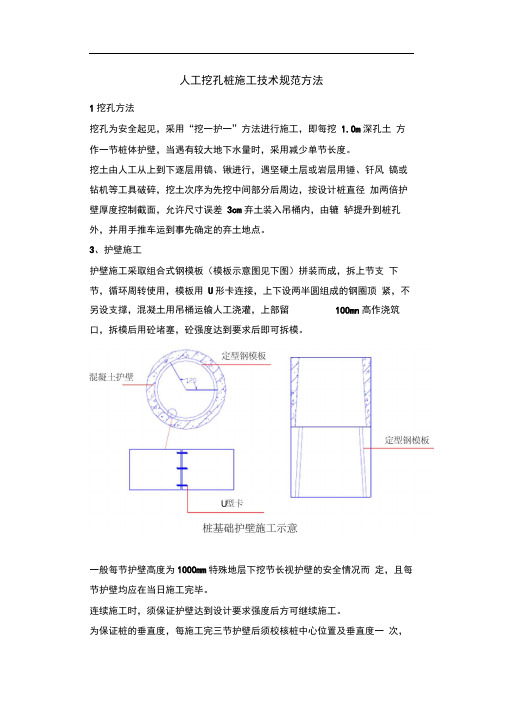
人工挖孔桩施工技术规范方法1挖孔方法挖孔为安全起见,采用“挖一护一”方法进行施工,即每挖 1.0m深孔土方作一节桩体护壁,当遇有较大地下水量时,采用减少单节长度。
挖土由人工从上到下逐层用镐、锹进行,遇坚硬土层或岩层用锤、钎风镐或钻机等工具破碎,挖土次序为先挖中间部分后周边,按设计桩直径加两倍护壁厚度控制截面,允许尺寸误差3cm弃土装入吊桶内,由辘轳提升到桩孔外,并用手推车运到事先确定的弃土地点。
3、护壁施工护壁施工采取组合式钢模板(模板示意图见下图)拼装而成,拆上节支下节,循环周转使用,模板用U形卡连接,上下设两半圆组成的钢圈顶紧,不另设支撑,混凝土用吊桶运输人工浇灌,上部留100mn高作浇筑口,拆模后用砼堵塞,砼强度达到要求后即可拆模。
一般每节护壁高度为1000mm特殊地层下挖节长视护壁的安全情况而定,且每节护壁均应在当日施工完毕。
连续施工时,须保证护壁达到设计要求强度后方可继续施工。
为保证桩的垂直度,每施工完三节护壁后须校核桩中心位置及垂直度一次,并作相应的施工记录。
4、人工挖孔桩钢筋笼的制作与安装:1)准备工作根据现场情况,钢筋将分批进场。
进场钢筋每批都要有出厂合格证、材质证明、钢筋捆上标牌、出厂检验报告及出厂合格证必须相符,并且要取样送检,合格后方可开始加工用于施工。
进场后,根据施工总平面布置图,将钢筋按不同的规格型号分类堆码整齐,并挂上检验合格标识牌。
钢筋加工前严格按设计施工图纸及现行施工规范要求认真翻样。
2)钢筋的加工及成品堆放钢筋加工统一在车间内进行。
纵筋接长采用闪光对焊,加劲箍接头部位单面焊,搭接长度10d,加劲箍与主筋点焊连接。
闪光对焊施工工艺如下:闪光对焊在车间统一加工,所有焊工必须持证上岗,且必须先做试焊。
对焊前先清除钢筋端头约150mn范围内的铁锈、污泥等,以免在夹具和钢筋间因接触不良而引起“打火”。
钢筋的端头若有弯曲,予以调直或切除。
焊接完毕后,待接头处由白红色变为黑红色时松开夹具,平稳地取出钢筋,以免引起接头弯曲。
技术交底—钻孔桩钢筋笼加工技术交底

技术交底记录
技术交底记录 (附页)
(5)弯制好半成品钢筋在检查合格后,应分类堆放并挂标牌。
标识牌内容应有:型号及钢筋编号等。
钢筋接头:
现场加工时钢筋接头如采用双面搭接焊连接或套筒连接都应符合规范要求,并提前做好检验,检验合格后方可使用。
4 钢筋接头面积
钢筋接头设置在钢筋承受应力较小处,分散布置接头设置应符合受拉区的规定。
钢筋接头应该避开钢筋弯曲处,距离弯曲点的距离不得小于钢筋直径的10倍。
接头长度区段内受力钢筋接头面积的最大百分率
接头面积最大百分率%
(2) 在同一根钢筋上应少设接头。
“同一连接区段”内同一根钢筋上接头不得超过1
安全交底记录
注:此表写不下可用附页。
接底人签字
. . 附图1
. .
附注:本图尺寸除钢筋直径mm计外均以cm计。
附图2
附注:
1、本图尺寸除钢筋直径mm计外均以cm计。
2、桩基加强筋N3设置在主筋内侧,每2m一道,自身搭接部分采用双面焊。
3、定位钢筋N4每2m设一组,每组4根均匀设于桩基加强筋N3周围。
钢筋笼制作及安装三级技术交底

钢筋笼制作
8、吊筋制作 吊筋必须是2根大于Φ20的钢筋,且 长度现场量取,吊筋长度=H-L+h1+h2+l, 其中:H为设计孔深,L为钢筋笼长度、 h1枕木高于护筒高度、h2为扁担高度、l 焊接搭接长度。吊筋吊耳直径必须大于扁 担宽度。
目录
Contents
一、施工准备 二、钢筋笼制作 三、钢筋笼安装 四、成品及环境保护
钢筋笼制作
钢筋下料长度和根数计算 钢筋下料长度 9(m) 8(m) 6.4(m) 4.4(m) 3.4(m)
钢筋根数
钢筋笼制作
钢筋笼制作
钢筋下料长度和根数计算
钢筋下料长度 9(m) 8(m) 6.4(m) 4.4(m) 3.4(m)
钢筋根数
33
9
6
3
3ห้องสมุดไป่ตู้
钢筋笼制作
3、加强箍筋制作 加强箍筋下料满足πD+5d长度要求,其中D 为加强箍筋直径,d为钢筋直径。弯曲及焊接成型 需保证箍筋的圆度和直径,双面焊接必须≥5d且焊 缝饱满,无气泡,无焊渣。加强箍筋应先使用弯 弧机进行预弯,然后放在对应直径箍筋胎架上进 行焊接成型。焊接前用钢筋将其电焊固定,防止 双面焊导致加强箍变形。加工好的加强箍筋用石 膏笔等分标记主筋焊接位置。
钢筋笼制作
套筒长度
长丝
标准丝
钢筋笼制作
2、钢筋笼主筋下料长度确定 已知桩基桩长为38m,桩径为1.2,钢筋笼长度为39.4,主筋N1为6根,长度为钢筋笼长度,主筋 N1a为6根,长度为32.4。原材钢筋长度为定尺9m一根,钢筋接头按错开1m长度布置,同一断面上接 头数量不大于主筋根数的50%。求钢筋笼应按照几个节段制作,钢筋笼每根主筋下料长度和根数。
钢筋笼安装
长螺旋钻孔灌注桩后插筋技术
采用钻孔灌注桩的力学参数是保守的
先泵送再提钻
混凝土 泥土
孔壁易塌孔形成沉渣
先泵后提,没有沉渣
超灌
停泵 复泵
泥土
土体落入形成夹泥
桩身连续
后置钢筋笼工艺
插入钢筋笼 取出导筒 置入钢筋笼导筒
桩身
5、施工工艺流程
• 工艺原理
• 本工艺成孔采用长螺旋钻机钻孔,孔深达到设计位置时,开始用混凝土 泵,通过空心钻杆,向孔底压灌混凝土,同时提升钻杆,提升钻杆与压灌 速度相匹配,压灌混凝土到设计桩顶标高时,灌入的混凝土要超出桩顶 50cm,以保证桩顶混凝土强度,马上移开钻机,将已经用吊车吊起的钢筋 笼放入孔内,首先,通过钢筋笼自重下沉,下沉停止时,开动震动器,通 过与震动器连接的Φ158无缝钢管将钢筋笼继续下沉,用水准仪控制钢筋 笼放置的高度,达到设计标高时,边震动边提起震动器及无缝钢管,注意 桩顶养护。
• ③钻出的土方及时清理,并统一转移到指定的地方堆 放。
• ④用钻杆上的孔深标志控制钻孔深度,钻进至设计要 求的深度及土层,经现场监理员验收方可进行灌注混 凝土施工。
桩机塔架上的垂直度标识 对桩位、关闭钻头封口
• 4砼泵送料成桩 • ①地泵安放位置应合理,输送混凝土的管路尽量减少弯管,以利输送混凝土。 • ②进场的混凝土必需符合设计及规范要求,混凝土塌落度应控制在180~
混 凝 土 放 料
混 凝 土 坍 落 度 实 验
• 5、钢筋笼的制作 • ① 钢筋笼制作顺序大致是先将主筋的间距布置好,待固定住加强箍筋,主筋
与箍筋焊接固定后,再点焊螺旋箍筋。 • ② 主筋搭接采用双面搭接焊,接长度5d,并保证主筋同心度; • ③钢筋笼制作后,应如实填写质量检验表,必须经监理工程师检查和批准后
钢筋笼及吊装技术交底
技术交底记录(轨道交通工程)编号:7)HPB300级钢筋焊接采用E43型焊条,HRB400级钢筋互焊采用E50型焊条。
8)钢筋笼吊筋采用两根?18圆钢筋,吊筋上需设置吊环,吊环采用?18圆钢筋制作。
4.2钢筋笼加工1)在施工时按照设计进行配筋,为保证钢筋笼吊装过程中的整体稳定和刚度,要求钢筋笼必须在同一平台上整体制作或预拼装。
主筋接头相互错开不小于35d,错开率为不小于50%纵向受力钢筋采用点焊,横向加强钢筋相交处采用点焊或机械连接,箍筋与主筋交点需不小于50滋错点焊。
接头按50%昔开,且间距错开不小于35d。
2)钢筋笼底部做收口处理,避免钢筋笼安放时插入孔壁,顶部锚入冠梁37d(d为主筋直径)。
为保证钢筋笼主筋保护层厚度,钢筋笼上设置直径12mm勺耳筋,按竖向每5m一道,在水平向钢筋笼四周设置四个,使主筋保护层厚度不小于40mm按设计尺寸做好加强箍筋,标出主筋的位置。
把主筋摆放在平整的工作平台上并在主筋上标出加强筋的位置。
焊接时,使加劲筋上任一主筋的标记对准主筋中部的加强筋标记,扶正加强筋,并用木制直角板校正加强筋与主筋的垂直度,然后点焊。
在每根主筋与全部加强筋焊好后转动骨架,将其余主筋逐根按照上述方法焊好,然后绑扎螺旋筋。
螺旋箍筋的绑扎必须牢固可靠,并按图纸要求控制好加密区与非加密区螺旋筋的间距及长度。
4.3钢筋笼加工质量标准1)钢筋笼的材质、尺寸应符合设计要求,制作、安装允许偏差应符合下表2)钢筋原材料质量:钢筋进场后必须按照规定的频次检验合格后方可使用,不合格材料禁止使用。
3)钢筋焊接必须焊牢,要求严格控制电流大小,不得烧伤主筋,焊接质量要求焊缝饱满, 无焊碴、砂眼焊缝表面应平整,不得有凹陷或焊瘤;接头区域不得有纹横向咬边深度不大于钢筋笼采用50t履带吊起吊安装,起吊时为了保证骨架起吊时不变形,必须采用两点吊。
骨架下部设一吊点,上部第一个加强箍筋处设两个吊点,其它每5~6m设置一个吊点,为加强钢筋笼钢度,起吊前可在钢筋笼内部临时绑扎两根杉木杆。
钢筋标识大全
1、常见的有三种,1~3级,代表类型为HPB235 HRB335 HRB400,还有四级钢,工程中不长用,鸟巢用的就是,只是型钢从制作工艺又分冷轧和热轧,还有是加工工艺有冷拔和刻丝1级钢的符号Φ,就是个圆在加1个竖2级钢的符号Φ,就是个圆在加1个竖再加个横,加在底下3级钢的符号Φ,就是个圆在加2个竖再加个横,加在底下上面的是热轧,冷轧的符号Φ,就是个圆,在圆上加个小Z,类型为HRB335冷拔和刻丝和冷轧相似,就是把Z改成小写的B,类型为HRB335类型不是按材质分的,是按钢筋允许抗拉应力分的2、部分钢筋生产厂家标识和印记字母(刻在钢筋直径前的标识)S 首钢HG 邯钢2T 唐钢2T2 2T3 津轧二轧三钢2 承钢2A 鞍钢2X 宣钢2LL 凌钢2B 天津波特HL 天津海龙2TK 天津集团崇科轧钢厂2-B 包钢2TF 大邱庄2HY 保定亚新2T2 轧二2SC 河北青钢2T3 轧三2X 宣钢2LL 凌钢QG 青岛玉丰HGHD 邯钢AY 沈阳亚新2 承钢2BT 唐山银丰TH 通化2BS 霸洲2T 唐钢2BT 北台AY 安阳DS 河北霸洲2FX 顺风XX 天津天丰LWG(F) 山东莱芜YF 银半2TGJ(ZJGF) 山东肥城BT 辽宁本溪SGS(顺商) 青县轧一SE 重钢为DG 达钢为AY是安阳钢铁GT是济源钢铁YT 重庆亚通钢铁厂YD 杨氏钢铁集团YG 宜宾市钢厂HL 重庆永川合利SJ 重庆永川顺金轧钢厂HS 重庆永川宏顺轧钢厂HG 渝西钢铁公司红果轧钢厂HG 永川红光铸锻有限公司HG•K 渝西钢铁冶金建材总厂LF 重庆永川渝西钢铁隆丰ZW 珞璜轧钢厂FJ 河南丰南第九轧钢厂GT 河南济源国太轧钢厂GT 贵阳特殊钢有限公司2SF (重钢)重庆冶金轧钢厂2H2 (重钢)重庆冶金轧材制品厂2H6 (重钢)重庆冶金轧材加工厂2H8 (重钢)重庆异型轧钢厂CJ (重钢)重庆长江钢厂SG 沙钢首钢水钢WG 武汉钢铁有限责任公司EG 鄂钢BG 璧山钢铁厂恒龙钢铁有限公司DG 达州钢铁公司DSG 达州钢铁厂HYG 达州宏宇钢厂DDG 达州七里沟钢厂MC 达州闽川钢厂WH 达州文华钢厂HY 达州宏宇钢厂FD 达州福达钢厂DLS 达州市拉丝厂XG 达州肖公庙钢厂ZK 开县自力钢厂TG 天兴钢厂ZJ 新兴铸管厂ZC 忠县钢材加工厂CLZ 重庆劳武钢铁公司XG 八一钢厂DJW 重庆福联轧钢厂WM 重庆闽航轧钢厂ZG 四川开江仁市钢厂DSH 四川德胜钢铁有限公司KG 昆明钢铁集团第一轧钢厂WX 武钢集团襄樊钢铁长材有限公司广东韶钢:SG 广钢:Y鄂钢:EG广东友钢:YG湘钢:XA裕丰:YF莱芜钢:CWG柳钢:GGL宏大:GCG江西鹰钢:YX洛阳钢:;LDG2河南信阳:YA山东西王:LXW新余钢铁:YH长白山(通钢):TH唐山银丰:YF萍乡钢铁:PG广东三宝:SB广东盛业:SY抚顺新抚:F广西福鑫:PFG陕西龙门:YL2河北武安:X江西源兴:YG湖南株洲;HA广西灵山:LS河北青钢:SGS河北敬业:JY昆明钢:KG沈阳西域:SXZLG是枣庄立晋冶金有限公司YL是永钢(联锋牌)pg是江西萍乡钢铁的钢号pq就不知道了HH是新东方(华航牌)的钢号LX是江苏盐城联鑫钢铁的钢号FU XIN是富鑫钢铁的钢号,中间应该还有三个三角形。
(完整版)桩基钢筋笼技术交底
技 术 交 底
13、钢筋制作及安装规范要求:
序号
检查项目
允许偏差
检验方法
1
钢筋骨架在承台底以下长度
±100mm
尺量检查
2
钢筋骨架直径
±20 mm
3
主钢筋间距
±10 mm
尺量检查不小于5处
4
加强筋间距
±20mm
5
箍筋间距或螺旋筋间距
±20mm
6
钢筋骨架垂直度
1%
吊线尺量检查
7
钢筋笼入孔后平面位置偏差
不大于10cm
尺量检查
4、钢筋笼在运输及安装过程中使用吊车等大型机械,施工人员严禁站在机械臂下施工。
5、施工过程中要严格执行项目部现场管理人员的要求,做到文明施工,杜绝野蛮施工。对不听从指挥,野蛮施工的人员要将其清除出场。
6、加工场必须配备专门的看场人员,特别是夜间,须做好防盗措施。
7、加工场必须配备常规的药品急救箱,防止应急突发事故。
项目名称
赤承高速
工程名称
钢筋笼制作及安装
一、工程概况
赤承高速第三标段
二、施工技术要求:
1、钢筋原材料进场后须分类堆放整齐,做到上盖下垫,待检钢材与检验合格钢材分开堆放,并用标识牌标明。
2、钢筋原材料进场必须有出厂合格证,并经试验室取样检验合格后方可使用。
3、钢筋笼需要分节加工,每节钢筋笼应有一定的长度,尽量减少分节数,以减少现场焊接时间。