镗铣头主传动采用方滑枕水平移动式结构
车铣刨磨镗机加工简介

机加工简介车床(lathe;turning machine):主要用车刀在工件上加工旋转表面的机床。
车床主要用于加工轴、盘、套和其他具有回转表面的工件,以圆柱体为主,是机械制造和修配工厂中使用最广的一类机床。
铣床(milling machine)系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
刨床(?planer,planing machine)是用刨刀对工件的平面、沟槽或成形表面进行刨削的直线运动机床。
使用刨床加工,刀具较简单,但生产率较低(加工长而窄的平面除外),因而主要用于单件,小批量生产及机修车间,在大批量生产中往往被铣床所代替。
在刨床上可以刨削水平面、垂直面、斜面、曲面、台阶面、燕尾形工件、T形槽、V形槽,也可以刨削孔、齿轮和齿条等。
磨床(grinder,grinding machine)是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
镗床(Boring machine)主要是用镗刀在工件上镗孔的机床,通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。
它的加工精度和表面质量要高于钻床。
镗床是大型箱体零件加工的主要设备。
车床又称机床,使用车床的工人称为“车工”,在机械加工行业中车床被认为是所有设备的工作“母机”。
车床主要用于加工轴、盘、套和其他具有回转表面的工件,以圆柱体为主,是机械制造和修配工厂中使用最广的一类机床。
铣床和钻床等旋转加工的机械都是从车床引伸出来的。
在我国香港等地也有人叫旋床。
中文名称:车床英文名称:lathe;turning machine定义:主要用车刀在工件上加工旋转表面的机床。
应用学科:机械工程(一级学科);切削加工工艺与设备(二级学科);金属切削机床-各种金属切削机床(二级学科)车床是主要用车刀对旋转的工件进行车削加工的机床。
TK6916

TK6916镗铣床TK6916 boring and milling machine electric control principle designXuChaoAn(Mechanical design and manufacturing and automation, Southwest Forestry College, Kunming, Yunan, 650224, China)Abstract:According to the on-site visit and inspect the material in kunming machine tool factory production TK6916 boring and milling machine from the following several aspects do simply introduces the main purposes: machine tool and configuration of the main specifications. Machine. Overall layout and technical parameters. Spindle. The slippery pillow. The slippery pillow block. Bar. Slider. Lathe bed. Linear motion lathe. Balance institutions. Hydraulic system, etc. And under theguidance of teachers in the electric control circuit finish part of main circuit design, including the circuit design. Control loop circuit design. Drive control circuit designKey words:TK6916;Boring and milling machine ;motor ;Control;Control Circuit目录前言第一章概述1.1 项目来源1.2 目的和意义1.3 国内外研究现状及发展趋势1.4 电机控制的难点1.5 本文所做的主要工作第二章TK6916镗铣床的简介2.1 昆明机床厂企业介绍及型号介绍2.2 TK6916镗铣床产品的发展历史2.3 机床的主要用途及配置2.4 机床的主要规格和技术参数2.5 机床的总体布局及安装示意图2.6 主轴2.7 滑枕2.8 滑枕座2.9 立柱2.10 滑座2.11 床身2.12 直线运动进给机构2.13 平衡机构2.14 液压系统第三章TK6916部分控制电路设计3.1 主回路的电路设计3.2 控制回路的电路设计3.3 驱动控制电路设计结束语参考文献指导教师简介致谢附录A附录B前言数控技术和数控装备是制造工业现代化的重要基础。
金属切削加工车铣刨磨钻镗简介
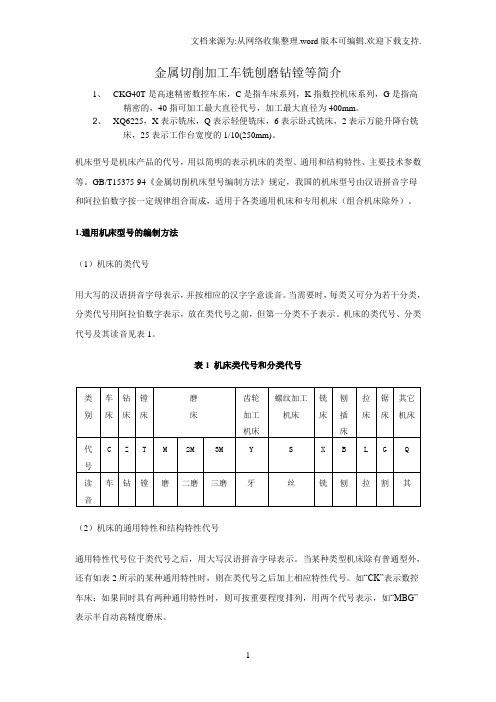
金属切削加工车铣刨磨钻镗等简介1、CKG40T是高速精密数控车床,C是指车床系列,K指数控机床系列,G是指高精密的,40指可加工最大直径代号,加工最大直径为400mm。
2、XQ6225,X表示铣床,Q表示轻便铣床,6表示卧式铣床,2表示万能升降台铣床,25表示工作台宽度的1/10(250mm)。
机床型号是机床产品的代号,用以简明的表示机床的类型、通用和结构特性、主要技术参数等。
GB/T15375-94《金属切削机床型号编制方法》规定,我国的机床型号由汉语拼音字母和阿拉伯数字按一定规律组合而成,适用于各类通用机床和专用机床(组合机床除外)。
1.通用机床型号的编制方法(1)机床的类代号用大写的汉语拼音字母表示,并按相应的汉字字意读音。
当需要时,每类又可分为若干分类,分类代号用阿拉伯数字表示,放在类代号之前,但第一分类不予表示。
机床的类代号、分类代号及其读音见表1。
表1 机床类代号和分类代号(2)机床的通用特性和结构特性代号通用特性代号位于类代号之后,用大写汉语拼音字母表示。
当某种类型机床除有普通型外,还有如表2所示的某种通用特性时,则在类代号之后加上相应特性代号。
如“CK”表示数控车床;如果同时具有两种通用特性时,则可按重要程度排列,用两个代号表示,如“MBG”表示半自动高精度磨床。
表2 机床通用特性代号对于主参数相同,而结构、性能不同的机床,在型号种用结构特性区分。
结构特性代号在型号无统一含义,它只是在同类型机床中起区分结构、性能不同的作用。
当机床具有通用特性代号时,结构特性代号位于通用特性代号之后,用大写汉语拼音字母表示。
如CA6140中的“A”和CY6140中的“Y”,均为结构特性代号,它们分别表示为沈阳第一机床厂和云南机床厂生产的基本型号的卧式车床。
为了避免混淆,通用特性代号已用的字母和“L”、“0”都不能作为结构特性代号使用。
nextpage(3)机床的组别、系别代号组、系代号用两位阿拉伯数字表示,前一位表示组别,后一位表示系别。
数控镗铣床技术协议书(史上最全)
数控镗铣床技术协议书123制造有限公司(以下简称甲方)与456(以下简称乙方)就甲方委托乙方设计、制造专用双动柱落地镗铣床事宜,经双方协商达成以下协议。
本协议作为合同附件,与合同具有同等效应。
一、机床主要用途及特征本机床可用于大型箱体类零件的钻、镗孔、铣、攻丝等工序的切削加工。
二、机床简介机床名称:数控镗铣加工中心机床功能说明:该机床结构为中间工作台固定、左右两边安装动柱移动式数控镗铣床的形式。
机床主轴箱为立柱侧挂式,左右立柱为不对称布置,立柱各自配备40把刀库。
机床设有:2个主运动立柱上设置2只刚性好、扭矩大的方滑枕式镗铣头,其主轴转速可宽范围无级调整。
机床有6个进给运动和镗杆轴向移动,即:X、X轴—工作台纵向移动;1轴—左右主轴箱(滑枕头)上下移动;Y、Y1轴—方滑枕铣头前后移动;Z、Z1轴—镗杆轴向移动;W、W1机床配置德国“西门子”功能先进、性价比高的SIEMENS-840D双通道数控系统,能方便地进行编程自动加工或手动操纵。
控制主运动及各进给运动。
主轴转速与其4个进给(X 、X1、Y、Y1 Z、Z1、W、W1)速度均能无级调整,以适应不同材料与各种刀具的切削参数。
机床可单通道任一组三轴联动电源: 三相AC380V±10% 50HZ±2%气源要求:常规工厂用气,压力5bar环境温度:-5℃~45℃相对湿度:<85%。
三、主要规格参数及性能:工作台:固定工作台宽2500 mm长10000 mm 分体式承重5吨\平方米吨T型槽规格28mmX15 mm左右立柱间距 3200 mm立柱工作台宽2000 Mm450-3050 mm主轴中心线至固定工作台面距离主轴镗杆直径200 mm镗铣头:方滑枕尺寸 500X550 mm主电机功率(AC)37/51 K w主轴锥孔BT NO60主轴转速0~800 r/min(无级调速) 主轴扭矩(max)3200/5000 Nm工作行程:轴)10000 mm工作台纵向移动(X、X1镗铣头垂直移动(Y 、Y轴)2600 m m1轴) 1100 mm滑枕轴向移动(Z、 Z1900 mm镗杆主轴轴向移动(W、 W1轴)进给速度/快速:工作台纵向移动(X、X轴)1~6000/6000 mm/min(无级调速)轴) 2~5000/5000 mm/min(无级调速) 镗铣头垂直移动(Y 、Y1滑枕轴向移动(Z、 Z轴) 1~3000/3000 mm/min(无级调速)1刀具、刀库刀库形式及容量链式,40把刀具最大重量40 Kg刀具最大长度500 mm相邻刀具最小间距大于180 mm主要精度定位精度左右X轴0.08mm ±0.02/1000mm ±0.04/全长及10米0.08左右Y轴0.04mm左右Z轴0.04mm左右W轴0.05mm重复定位精度左右X轴0.06mm 10米左右Y轴0.025mm左右Z轴0.025mm左右W轴0.04mm静态几何精度中间工作台平面度0.04mm\1000 全部小于0.08(水平仪测量)左右立柱Y方向对水平面的垂直度0.01.5mm\500主轴回转轴线对工作台的平行度滑枕不伸出时:0.015mm\500左右主轴回转轴线的平行度立柱导轨对Y方向直线度任意500mm内0.01mm立柱移动X轴方向直线度任意500mm内0.01mm镗杆跳动根部0.01mm300mm处0.02mm镗杆移动的直线度0.02mm\300电机主电机功率¢160 51\37KW 两套立柱进给X轴电机2x10KW 两套主轴箱进给Y轴电机10KW 两套滑枕进给、镗杆Z\W进给2x8KW 两套机床总功率约170KW机床总重量约250吨四、结构特点:1.固定工作台:固定工作台为高刚性箱形结构,材质为树脂砂造型的耐磨铸铁,具有优良的抗振性能。
TK69系列数控落地镗铣床

TK69系列数控落地镗铣床阜城恒伟机械有限公司提供TK69系列数控落地镗铣床,是根据国内外市场需求而设计生产的,具有当今国际先进水平的重型机床产品.该系列机床的主机结构均为:滑枕在主轴箱内移动(W轴), 镗杆在滑枕内移动(Z轴),主轴箱沿立柱上、下移动(Y轴),立柱沿床身进行横向移动(X轴);回转工作台可作360°回转(B轴)和纵向线性移动(V轴). 该系列落地镗铣床可广泛用于电力设备、内燃机、汽车、船舶、石化机械、重型矿山机械、机床工具、锻压设备、通用机械等制造行业中,其实像龙门刨铣、龙门刨铣磨床等亦如此,对各种重、大型复杂零件的加工, 工件一次装夹后可进行镗、铣、钻、铰、攻丝等多种工序加工,配备直角、万能等附件铣头,以及回转工作台后,还可对工件进行五面加工,尤其是TK69系列配备双回转摆动附件铣头后,则可对各种螺旋体、球体等复杂型面工件进行数控加工.TK6916、TK6920系列数控落地铣镗床1 该系列机床为单立柱、侧挂箱子,立柱与滑座沿床身导轨横向移动,主轴箱沿立柱导轨垂直方向移动。
2 主轴变速采用自制变速箱,实现主轴高低当自动变速。
3 各坐标移动均采用西门子交流伺服电机驱动。
4 X向采用双电机双齿轮条驱动技术,使机床X向驱动力明显增强,启动、制止加速时双电机共同驱动,加速性能比传统单电机双齿轮驱动形式性能明显提高,通过数控系统的同步控制,使X轴实现正反方向的无间隙驱动。
5 Y向采用双电机、双丝杠驱动。
6 Z、W坐标采用高性预压滚珠丝杠驱动。
7 X、Y、Z(滑枕)均为闭式恒流量静压导轨,抗震性、精度保持性好。
静压方式采用德国VOGEL公司的恒流量多头泵。
8 W向导轨采用原装进口线性导轨作为辅助导轨,并带有测量装置,实现镗轴全闭环控制。
9X 、Y、Z向均采用德国海德汉光栅尺(Y向为双光栅尺)实现全闭环控,提高了机床的定位精度。
10 机床主轴箱(托板)上装有大面积数控方滑枕,在方滑枕内又装有数控轴承,可解决较深孔面加工。
数控龙门铣镗床XK2430
沈机集团昆明机床股份有限公司SHENJI GROUP KUNMING MACHINE TOOL COMPANY LIMITEDXK2430(FANUC 0i-MD数控系统)龙门镗铣床技术资料沈机集团昆明机床股份有限公司地址:中国云南昆明市茨坝路23号电话:+86-871-6166660 传真:+86-871-6166741序号项目数量备注XK2430主机1 工作台面积(宽×长):3000 mm×8400 mm1台套机床主机包含:主机主体部分、全套安装地脚铁、机床电柜(带电柜空调)、独立液压站、恒温油冷却机工作台行程X:8200 mm滑枕座移动行程Y:4000 mm滑枕轴向行程Z:1250 mm安全防护:X/Y/Z防护罩、立柱扶梯、悬挂操作站数控系统:日本FANUC 0i-MD数控系统特殊附件(供用户选购)1 90°直角铣头(ISO50,7:24锥孔),带换头头架1套台湾功阳2 万能铣头(ISO50,7:24锥孔),带换头头架1套台湾功阳3 伸长铣头(ISO50,7:24锥孔),带换头头架1套台湾功阳4 切削冷却过滤及排屑装置(工作台两侧各一套排屑器)1台套链板式排屑器及冷却过滤装置其它1 产品包装:提供产品包装箱1台套 JB/T8356.1-962 产品运输及保险1台套汽车运输XK2430龙门镗铣床产品配置表3 产品用户方安装调试1台套制造厂派员4 产品技术服务及随机产品资料(机械、电气说明书,数控系统资料等)1台套制造厂提供5 油漆颜色:□制造厂标准配色(机床下部床身为黑灰色,油漆号为RAL7022;其余为灰白色,油漆号为RAL9002;附件铣头为紫色,油漆号为RAL4008)。
或□其它(用户指定颜色):1台套甲方:授权代表签字:日期:乙方:沈机集团昆明机床股份有限公司授权代表签字:日期:◆XK2430龙门镗铣床描述➢XK2430龙门镗铣床是采用当代先进的机械、电气、液压等新技术设计、制造的一种性能优良、加工工艺范围广泛、精度及生产效率高的先进加工设备。
镗铣床工作原理
镗铣床工作原理镗铣床工作原理镗床主要是用镗刀在工件上镗孔的机床,通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。
它的加工精度和表面质量要高于钻床。
镗床是大型箱体零件加工的主要设备。
加工特点:加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动)。
(1)卧式镗床是镗床中应用最广泛的一种。
它主要是孔加工,镗孔精度可达IT7,表面粗糙度Ra值为1.6-0.8um.卧式镗床的主参数为主轴直径。
(2)坐标镗床坐标镗床是高精度机床的一种。
它的结构特点是有坐标位置的精密测量装置。
坐标镗床可分为单柱式坐标镗床、双柱式坐标镗床和卧式坐标镗床。
单柱式坐标镗床:主轴带动刀具作旋转主运动,主轴套筒沿轴向作进给运动。
特点:结构简单,操作方便,特别适宜加工板状零件的精密孔,但它的刚性较差,所以这种结构只适用于中小型坐标镗床。
双柱式坐标镗床:主轴上安装刀具作主运动,工件安装在工作台上随工作台沿床身导轨作纵向直线移动。
它的刚性较好,目前大型坐标镗床都采用这种结构。
双柱式坐标镗床的主参数为工作台面宽度。
卧式坐标镗床:工作台能在水平面内做旋转运动,进给运动可以由工作台纵向移动或主轴轴向移动来实现。
它的加工精度较高。
(3)金刚镗床:特点是以很小的进给量和很高的切削速度进行加工,因而加工的工件具有较高的尺寸精度(IT6),表面粗糙度可达到0.2微米。
镗铣类数控机床工具系统是镗、铣、钻类加工中心及柔性单元配套的主要附件。
可完成镗削、铣削、钻削、铰、锪、攻丝等多种加工工艺。
镗铣类数控机床的工具系统分为整体式和模块式两种。
整体式结构的工具系统每把工具的柄部与夹持刀具的工作部分连成一体。
不同品种和规格的工作部分都必须加工出一个能与机床相连接的柄部,这样致使工具的规格、品种繁多,给生产、使用和管理带来诸多不便。
这种类型的工具系统如日本的TMT 系统、我国的TSG82系统等。
我国的TSG系统固定了各式刀柄、刀杆、接长杆等工具代号、结构、尺寸系列、连接形式及适用范围。
关于铣床的结构分类具体介绍
关于铣床的结构分类实在介绍铣床是机床的一种,它的用图非常广泛。
它的重要作用是在工件上进行铣削、钻削和镗孔等,加工各种表面的机床。
铣床不仅可以加工平,还可以在螺旋形表面、沟槽、分齿零件和各种曲面等。
铣床是多刃断续切削,所以铣床有很高的生产效率。
铣床的种类很多,按其结构、掌控方式和布局形式以及适用范围等,可以分为很多种类,下面关于铣床的结构分类进行实在介绍如下:一、铣床按结构分:1.专用铣床:重要用于铣削工具模具,比如工具铣床。
他的重要特点是可以进行加工的形状多而杂,而且加工精度高。
2.仿形铣床:顾名思义重要对工件进行仿形加工。
一般情况下重要用于加工具有多而杂形状工件。
3.升降台铣床:一般工作台安装在升降台上,升降台可沿床身导轨垂直移动,可分别作纵向、横向移动。
4.台式铣床:重要用于铣削仪器、仪表等小型零件,是一种小型铣床。
5.龙门式铣床:重要用于大件加工,床身水平布置,是由两侧的立柱和连接梁构成门架。
6.平面铣床:重要用于铣削平面和成型面,它的重要特点是结构简单,同时具有高效的生产率。
7.悬臂式铣床:悬臂式铣床的床身水平布置,铣头安装在悬臂上,悬臂一般能沿床身一侧的立柱导轨作垂直移动,铣头可沿悬臂导轨移动。
8.滑枕式铣床:滑枕式铣床的床身水平布置,主轴安装在滑枕上,滑枕能沿着滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
9.摇臂铣床:摇臂铣床的摇臂能在水平面内回转和移动,铣头也可以在摇臂的端面上回转肯定角度。
10.床身式铣床:床身式铣床可以沿床身导轨作纵向移动,而且铣头和立柱可作垂直移动。
除非注明,文章为无锡市专菲特机械厂原创,欢迎转载!转载请注明本文地址,感谢。
文章来源:/。
铣床有哪些种类铣床是一种用途广泛的机床,在铣床上可以加工平面...
铣床有哪些种类铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮乖、螺旋形表面(螺纹、螺旋槽)及各种曲面。
此外,还可用于对回转体表面、内孔加工及进行切断工作等。
铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。
由于是多刀断续切削,因而铣床的生产率较高。
用铣刀对工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
发展历程铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。
为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了第一台万能铣床,是为升降台铣床的雏形。
1884年前后出现了龙门铣床。
20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-快速”或“快速-进给”的自动转换。
1950年以后,铣床在控制系统方面发展很快,数字控制的应用大大提高了铣床的自动化程度。
尤其是70年代以后,微处理机的数字控制系统和自动换刀系统在铣床上得到应用,扩大了铣床的加工范围,提高了加工精度与效率。
随着机械化进程不断加剧,数控编程开始广泛应用与于机床类操作,极大的释放了劳动力。
数控编程铣床将逐步取代现在的人工操作。
对员工要求也会越来越高,当然带来的效率也会越来越高。
主要分类一、按布局形式和适用范围加以区分(1)升降台铣床:有万能式、卧式和立式等,主要用于加工中小型零件,应用最广。
(2)龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。
(3)单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵向进给;后者的立铣头可沿悬臂导轨水平移动,悬臂也可沿立柱导轨调整高度。
两者均用于加工大型零件。
(4)工作台不升降铣床:有矩形工作台式和圆工作台式两种,是介于升降台铣床和龙门铣床之间的一种中等规格的铣床。
Φ160数控落地镗铣床技术规格
Φ160数控落地镗铣床技术规格1 设备名称Φ160数控落地镗铣床2 设备数量1台3 机床的技术要求3.1机床主轴主要技术参数主轴直径:Φ160mm铣轴直径:≥Φ260mm主轴锥孔:ISO 50主轴转速:2~1000r/min(无级)*主轴电机功率:≥50KW(连续)*主轴最大恒扭拒:≥ 7000N.m滑枕截面:≥480mm×480mm3.2 坐标轴行程要求X轴:≥6000mm (立柱沿床身导轨移动的行程)注:机床有效加工行程为6000mm。
附件自动交换区所占用的X轴行程由投标方确定并增加在X轴行程内。
Y轴:≥3000mm (主轴箱沿立柱导轨移动的行程)Z轴:≥1000mm (主轴移动行程)W轴:≥1000mm (方滑枕移动行程)Z、W轴行程允许迭加:总行程≥2000mm3.3机床主轴及方滑枕技术要求请投标方设计方滑枕截面尺寸。
根据方滑枕行程要求,计算并提供方滑枕特性曲线图。
设计方滑枕挠度自动补偿曲线。
注:滑枕刚性必须确保在安装机床附件后加工时的平稳性。
3.4 坐标轴运动速度快速进给:X轴:≥6000mm/minY轴:≥6000mm/minZ轴:≥3000mm/minW轴:≥3000mm/min切削进给:X轴: 1~6000mm/minY轴: 1~6000mm/minZ轴: 1~3000mm/minW轴: 1~3000mm/min3.5 精度按GB/T 5289.3-2006 《卧式铣镗床检验条件精度检验》标准执行。
*3.5.1 机床精度镗轴锥孔的径向跳动:靠近主轴端≤ 0.012mm距离300mm处≤ 0.02 mm镗轴的径向跳动:靠近主轴端≤ 0.015 mm距离300mm处≤ 0.02 mm镗轴的轴向窜动:≤ 0.015 mm 定位精度:X轴:≤0.02mm/1000mm ≤0.05mm/全长Y轴:≤0.02mm/1000mm ≤0.03mm/全长Z轴:≤0.02mm/1000mm ≤0.025mm/全长W轴:≤0.02mm/1000mm ≤0.025mm/全长重复定位精度:X/Y/W/Z轴:≤0.015mm反向误差:≤0.01mm中专用位置上,更换附件时,主铣头沿X,Y轴移动至专用附件头位置,进行数控定位,自动更换。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主要结构特点如下:
一,T6913镗铣床动力头主传动采用方滑枕水平移动式结构:
1)主轴采用38CrMoAl渗氮处理,因此具有足够的硬度及良好精度保持性.
2)主轴采用直流电机(配合进口调速装置),与二级变速相结合的方式实现无级变速. 3)方滑枕采取纵向大截面结构,以提高方滑枕的纵向刚度;
4)主轴箱采取整体包容式结构,方滑枕包容在主轴箱内,进一步提高了方滑枕的整体刚度,有利于机床作强力切削.
二,传动系统
机床主传动采用直流电机驱动,经机械变速和直流调速,可获得3--660r/min的无级调速范围,以满足各种切削加工的需要.
进给传动分四部分:前立柱横向进给(X坐标),主轴箱垂直进给(Y坐标),镗轴轴向进给(Z坐标)及滑枕轴向进给(W坐标).
三,轴承
主轴轴承是主轴系统的关键组件,采用进口轴承.
其他轴承选用国内名牌厂家生产的产品;
主轴轴套选用优质氮化钢制造.
四,传动结构
X轴横向进给进给结构装在滑座体中,因而传动刚性好,并可以进行消除间隙调整.
Y轴--主轴箱垂直进给采用滚珠丝杠副传动,丝杠固定在前立柱上,进给点击通过降速
箱旋转,从而使主轴箱获得垂直进给.
Z轴,W轴同样采用滚珠丝杠副传动,原理跟Y轴一样.
五,液压及润滑系统
立柱(X轴,Y轴)的移动采用恒流闭式静压道轨,摩擦系数小.克服了道轨易磨损,定位精度低的缺陷,提高了导轨的刚度,延长了导轨的使用寿命.
液压系统的关键部件泵,液压阀件均选用国内名牌厂家的产品,具有可靠的工作稳定性.
立柱,方滑枕导轨均采取了防止油外溢的措施
六,铸件
机床的立柱,主轴箱体,床身,方滑枕等基础大件均采用优质铸铁制造,整体刚性好,并具有良好的吸震抗震性能.
七,导轨
前立柱横向进给,主轴箱垂直进给及滑枕轴向进给均采用了静压导轨,具有良好的阻尼减震效果,使机床精度保持良好,寿命长可靠性高.
八,防护装置
方滑枕后部装有固定式防护罩,立柱,床身导轨装有可伸缩性防护罩.可有效的防止污物对导轨的损坏和污染.
系列主要规格和技术参数
直径Φ160mm
锥孔锥度公制80
转速(无级) 1.8~500r/min
进给范围(无级)0.45~1500mm/min
最大轴向行程1200mm
快速移动速度1500mm/min
主轴中心到平台距离最小距离600mm
最大距离2600mm
最大镗孔直径Φ750mm
最大进给抗力3920kg
最大扭矩490kg.m
转速(无级) 1.8~120r/min
进给范围(无级)0.21~750mm/min
最大行程220mm
快速移动速度750mm/min
最大车削端面直径Φ1000mm
最大镗孔直径Φ1000mm
最大垂直行程(Y轴德国磁栅数显)2000mm
进给范围(无级)5~1500mm/min
快速移动速度1500mm/min 最大水平行程(X轴德国磁栅数显)4000mm
进给范围(无级)5~1500mm/min
快速移动速度1500mm/min
平台尺寸4500×1800×400
面积(长×宽)5400×4500mm
最大载重量15t/㎡
主电机Z4-160/31 30KW 1500r/min
进给电机Z2S-52 7.5KW 1500r/min
外形尺寸(长×宽×高)8020×8802×6000mm
机床总重量
TX69系列数显落地镗铣床、TK69系列数控落地镗铣床,是亚盛重工根据国内外市场需求而设计生产的,具有当今国际先进水平的重型数控机床产品。
该系列数控机床的主机结构均为:滑枕在主轴箱内移动(W轴),镗杆在滑枕内移动(Z轴),主轴箱沿立柱上、下移动(Y轴),立柱沿床身进行横向移动(X轴);回转工作台可作360。
回转(B轴)和纵向线性移动(V轴)。
该系列落地镗铣床可广泛用于电力设备、内燃机、汽车、船舶、石化机械、重型矿山机械、机床工具、锻压设备、通用机械等制造行业中对各种重、大型复杂零件的数控加工,工件一次装夹后可进行镗、铣、钻、铰、攻丝等多种工序加工,配备直角、万能等附件铣头,以及回转工作台后,还可对工件进行五面加工,尤其是配备双回转摆动附件铣头后,则可对各种螺旋体、球体等复杂型面工件进行数控加工。
TK69系列数控落地镗铣床配置上刀库后即成为落地镗铣加工中心,两种系列产品的其它主要技术参数及性能特点基本相同。
主要结构性能与特点:
◆机床构件立柱、立柱溜板、主轴箱体均采用钢板焊接结构;床身、滑枕、固定工作台、回转工作台及其床身均采用树脂砂造型的高强度优质铸铁件;从而使整机具有良好的刚性和精度保持性。
为保证焊接件的质量,钢板焊前均进行了表面喷丸、涂漆、烘干等处理,从而提高了钢板表面质量及防锈能力;全部焊接件和铸铁件均已进行热时效处理,最大限度地消除了焊接和铸造应力。
◆机床的主轴采用静压轴承,以利于高转速及其旋转精度,以及精确的伸缩精度;还可保持对X Y轴平面更好的垂直度,并可提高径向刚性和获得稳定的可靠性(无磨损、无点蚀)。
◆主轴箱的平衡、补偿系统采用双重(数控与液压)滑枕主轴下垂补偿系统,以保证机床精度,使主轴箱达到最佳的工作状态。
◆X、Y、Z、V、W、B轴均采用静压导轨,达到无摩擦运动,负载大、精度高、刚性好、导轨使用寿命长,并可长期保持机床的高精度。
◆传动轴采用精密双齿轮—齿条,以及高精密级预载滚珠丝杠,实现无间隙传动,可确保传动精度。
◆各轴反馈采用光栅尺实现全闭环位置反馈,或采用光电编码器实现半闭环位置反馈。
◆机床的各传动、移动部位均配置有可调式定时、定量的稀油润滑装置,使机床时刻处于良好的工作状态。
◆刀具采用碟形簧拉紧,液压松刀。
根据用户的需求,可配置容量为40把、50把、80把(任由用户选用),进行立卧自动换刀。
刀具最大长度为400毫米,刀盘最大直径为250毫米。
◆根据用户需求,可配置具有自动分度、自动夹紧功能的附件铣头;还可配置固定工作台、排屑器、刀具冷却和自动更换附件铣头支架等其它附属装置
数控落地铣镗床
方滑枕铣镗头160 方滑枕铣镗头130
方滑枕铣镗头200 回旋工作台
立铣头直角铣头
万向角铣头
TX69系列数显落地式铣镗床简介
TX69型数显落地式铣镗床是用途较为广泛的重型机床。
该机床有足够的功率和刚性,能满足强力铣削的要求:
具有X、Y 、Z 、W四个进给,X、Y方向进给均有数字显示及夹紧装置,是一种性能优良,工艺范围广泛,精
度及生产效率高的先进设备,完全可以取代龙门刨床和落地镗床;该机床一次装夹可完成钻孔、扩孔、镗孔、
切沟槽以及平面的铣削加工,此外,还可进行精度较高的孔系加工;是重型机械、工程机械、机车车辆、矿山设
备、大型电机、水轮机、汽轮机、船舶、钢铁、军工等工业部门必不可少的加工设备。
该机床具有刚性好、精度高、可靠性强、操作方便、造型美观等特点,特别是在方滑枕端面上还可以安装各
种附件(万能铣头、垂直铣头、伸长铣头等根据特殊订货供应)或与回转工作台配合使用,能进一步的扩大机床
应用范围。
主要规格与技术参数
Item Unit TX6913TX6916TX6920TX6926铣轴直径mm 190 240 280 600 镗杆直径mm 130 160 200 260
镗杆锥孔Morse6# Morse80# Morse80# Morse80 #
滑枕行程(W轴)mm 600 800 1000 1200
镗杆行程(Z轴)mm 800 1200 1400 1200 滑枕截面面积(长×宽)mm 380×380 440×440 500×500 600×650 滑枕镗轴总行程mm 1400 2000 2400 2400
主轴转速范围
无级
r/min 2~500 2~500 2~500 2~500
镗轴进给范围无级
mm/
min
0.3~600 0.3~600 0.3~600 0.3~600
滑枕进给范围无级
mm/
min
0.3~600 0.3~600 0.3~600 0.3~600
镗轴、滑枕快速移动
mm/
min
600 600 600 600
主轴箱进给范围(无级调速)
mm/
min
1~430 1~430 1~430 1~430
主轴箱快速移动
mm/
min
430 430 430 430
立柱进给范围(无级调速)
mm/
min
1~2000 1~2000 1~2000 1~2000
立柱快速移动
mm/
min
2000 2000 2000 4000
主轴箱行程(Y轴)
(可根据用户需求设计)
mm 2800 3500 4300 5000
立柱行程(X轴)(可根据用户需要设计)mm
3600,6600,
9600
6600,
9600
6600,9600 10000
立柱快速进给速度
mm/
min
2000 2000 2000 2000
主轴中心线至平台工作面距离mm 430~3130
430~
3930
430~4300 760
主轴电机功率
(交频交流)
kw 22 30 45 75 机床重量(基本型)kg 58128 66700 140000 230000
生产车间生产车间
生产车间生产车间
生产场景生产场景
生产场景生产场景
生产场景生产场景
生产场景生产场景
生产场景。