施工准备阶段流程及时间管理工艺流程图大全(DOC 17个)4
施工管理工作流程图
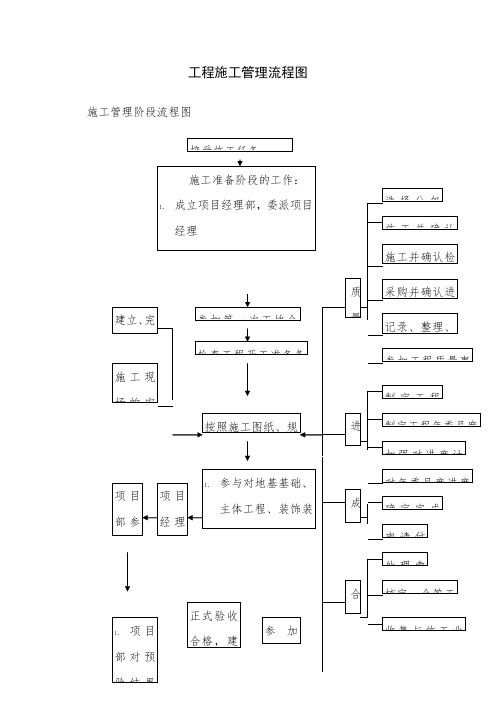
工程施工管理流程图施工管理阶段流程图
2.1
工程施工(质量、进度、成本、安全)控制动态图
工程质量保证体系工作流程图
工程质量控制体系流程图:
工程质量控制程序
1)单位工程质量控制基本程序(图5-1) 2)开工基本程序(图5-2)
合格
审
3)分包单位资格审查基本和序(图5-3)
4)施工组织设计(施工方案)审批基本程序(图5-4)
不同意修
改后再报
不同意,清退分包单位
同意
5)工程测量放线签认基本程序(图5-5)
6)工程材料、构配件和设备质量控制基本程序(图5-6)
不合格
不合格
合格
7)工程预检、隐检,检验批、分项、分部工程签认基本程序(图5
-7)
8)工程质量问题及工程质量事故处理基本程序 (图5-8)
9)单位工程验收基本程序(图5-9)
10)工程项目保修阶段验收基本程序(图5-10)
工程进度控制程序(图3-1)
工程成本控制程序
1)工程款支付基本程序(图7-1) 2)竣工结算控制的程序(图7-2)
合同管理的程序
1)工程变更管理的基本程序(图8-1) 2)工误延期管理的基本程序(图8-2)
意
3)工程洽商控制及签认的基本程序(图8-3) 4)费用索赔管理的基本程序(图8-4)
不
同意
5)合同争议调理的基本程序(图8-5) 6)违约处理的基本程序(图8-6)
双方同意 对决定不同意
协商不一致
7)工程暂停及复工管理的基本程序(图8-7)。
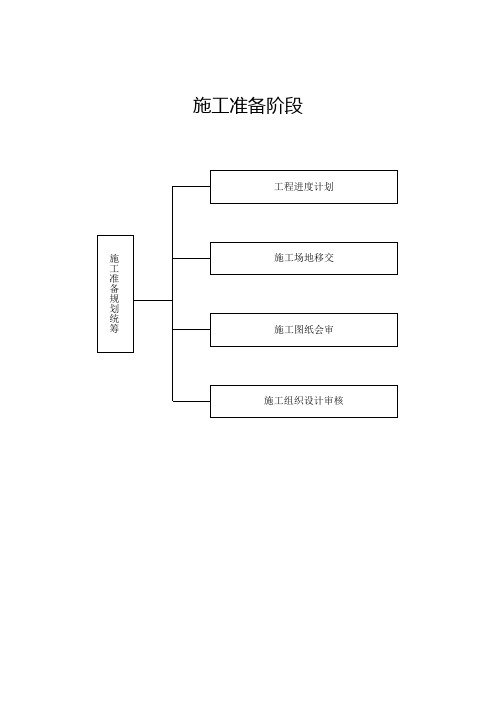
施工准备阶段流程图
定期组织现场施工协调会议,审核监理工程师现场会议记录、工程项目管理报告和其他文件资料
总工程师的职责
序号
总工程师的职责
1
负责组织设计、监理、施工及有关单位进行图纸会审并跟踪落实会审中提出的问题;
2
熟悉项目工程各专业施工图、会审纪要、设计变更等工程文件;
3
审查项目工程的监理规划,核查项目工程的施工组织设计;
7
负责工程设备和材料招标数量与单价的初审,对招标材料、设备询价结果进行审核;
8
参与工程款的结算
文档管理员的职责
序号
文档管理员的职责
1
对上级有关部门,各部、室发送的各种图纸、文件等资料登记造册,妥善保管;
2
对各种工程资料进行科学的、规范的编号、登记、复印;
3
对有关工程技术资料归档保存和借阅管理;
4
负责工程项目的所有图纸的接受、清点、登记、发放、归档、管理工作;
1
执行项目经理的决定和指令,对项目经理负责
2
负责本专业工作,配合总工程师确定本专业方案
3
熟悉图纸、组织参与本专业图纸会审,及时解决图纸问题
4
参与工程中本专业主要材料招标、评标、开标工作;复核主要材料、成品、半成品的进场检验、验收,整理存档相关文件
5
参加工程中的隐蔽工程验收,定期进行现场检查,发现安全、质量隐患,及时上报,并配合解决问题
施工准备阶段
施工阶段
竣 工 阶 段
进度管理主要工作流程
质量管理主要工作流程
技术管理主要工作流程
现场管理主要制度
小型项目现场组织机构常见形式
项目管理组织DBB模式
合同关系协调管理关系项目ຫໍສະໝຸດ 主要人员岗位业主项目部主要职责
工程施工管理流程图
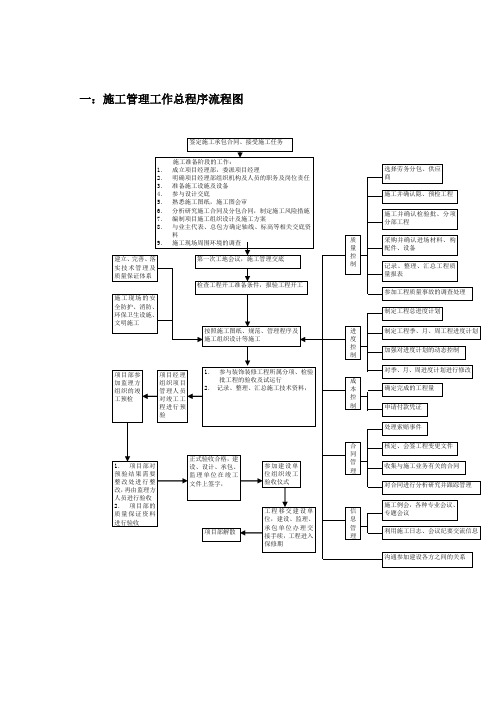
一:施工管理工作总程序流程图
二:工程质量保证体系工作流程图
4.1 工程质量控制体系流程图:
5.1 工程质量控制程序
1)单位工程质量控制基本程序(图5-1)2)开工基本程序(图5-2)
3)分包单位资格审查基本和序(图5-3)
4)施工组织设计(施工方案)审批基本程序(图5-4)
不同意修 改后再报
5)工程测量放线签认基本程序(图5-5)
6)工程材料、构配件和设备质量控制基本程序(图5-6)
7)工程预检、隐检,检验批、分项、分部工程签认基本程序(图5-7)8)工程质量问题及工程质量事故处理基本程序(图5-8)
9)单位工程验收基本程序(图5-9)
10)工程项目保修阶段验收基本程序(图5-10)
6.1 工程进度控制程序(图3-1)
7.1 工程成本控制程序
1)工程款支付基本程序(图7-1)2)竣工结算控制的程序(图7-2)
8.1 合同管理的程序
1)工程变更管理的基本程序(图8-1)
2)工误延期管理的基本程序(图8-2)
3)工程洽商控制及签认的基本程序(图8-3)4)费用索赔管理的基本程序(图8-4)
5)合同争议调理的基本程序(图8-5) 6)违约处理的基本程序(图8-6)
7)工程暂停及复工管理的基本程序(图8-7)。
工程施工管理流程图样板

工程施工管理流程图
1.1 施工阶段管理工作总程序框图(图1-1)
2.1 工程施工(质量、进度、成本、安全)控制动态图
3.1 工程质量保证体系工作流程图
4.1 工程质量控制体系流程图:
5.1 工程质量控制程序
1)单位工程质量控制基本程序(图5-1)2)开工基本程序(图5-2)
3)分包单位资格审查基本和序(图5-3)
4)施工组织设计(施工方案)审批基本程序(图5-4)
不同意修改后再报
不同意,清退分包单位
不同意,清退分包单位
5)工程测量放线签认基本程序(图5-5)
6)工程材料、构配件和设备质量控制基本程序(图5-6)
不合格
7)工程预检、隐检,检验批、分项、分部工程签认基本程序(图5-7) 8)工程质量问题及工程质量事故处理基本程序 (图5-8)
9)单位工程验收基本程序(图5-9) 10)工程项目保修阶段验收基本程序(图5-10)
6.1 工程进度控制程序(图3-1)
7.1 工程成本控制程序
1)工程款支付基本程序(图7-1) 2)竣工结算控制的程序(图7-2)
8.1 合同管理的程序
1)工程变更管理的基本程序(图8-1) 2)工误延期管理的基本程序(图8-2)
3)工程洽商控制及签认的基本程序(图8-3) 4)费用索赔管理的基本程序(图8
-4)
5)合同争议调理的基本程序(图8-5) 6)违约处理的基本程序(图8-6)
双方同意
对决定不同意
7)工程暂停及复工管理的基本程序(图8-7)。
施工工作流程图

施工工作流程图一、施工准备1、领取开工报告2、现场勘查3、施工组织设计交底4、现场布置及准备5、劳动力组织及技术准备6、材料组织及预制加工件准备7、机械设备组织及安装调试8、施工用水、电、路等组织及供应保证二、施工阶段1、定位放线2、基础开挖及验槽3、基础垫层施工4、基础钢筋绑扎及模板支设5、基础混凝土浇筑及养护6、主体结构钢筋绑扎及模板支设7、主体结构混凝土浇筑及养护8、结构安装工程(如构件吊装、预制楼梯、预制外墙等)9、砌筑工程(如墙体砌筑、内外墙抹灰等)10、屋面工程(如屋面防水、保温等)11、外墙装饰工程(如外墙砖、涂料等)12、内墙装饰工程(如涂料、裱糊等)13、楼地面工程(如地面找平、地板砖等)14、门窗安装工程(如门窗制作、安装等)15、卫生洁具安装工程(如洁具安装、给排水安装等)16、其他零星工程(如栏杆、百叶窗等)三、竣工验收阶段1、自检自查及整改缺陷2、分包工程报验及总结评价3、工程资料整理归档施工管理工作流程图一、施工管理概述施工管理是建筑工程中至关重要的一环,它涵盖了从施工准备到竣工验收的整个过程。
通过对施工过程的科学管理和有效控制,确保工程质量、进度和成本目标的实现。
二、施工管理流程图以下是一个典型的施工管理工作流程图:1、施工准备阶段(1)项目立项:确定工程项目的可行性和投资计划。
(2)设计阶段:进行工程设计,包括方案设计、扩初设计和施工图设计。
(3)招标阶段:根据设计方案进行招标,选择合适的施工单位。
(4)签订合同:与中标单位签订施工合同,明确双方的权利和义务。
(5)施工图交底:组织设计单位向施工单位进行施工图交底,明确施工要求和注意事项。
2、施工阶段(1)施工现场布置:进行施工现场的布置,包括临时设施、材料堆放等。
(2)人员组织:组织施工人员进场,并进行安全和技术交底。
(3)材料进场:根据施工计划,组织材料进场,并进行验收和存放。
(4)施工过程控制:对施工质量、进度和成本进行控制,确保工程目标的实现。
工程施工管理流程图--经典

工程施工管理流程图–经典一、前期准备前期准备是施工过程中非常重要的一项工作,它决定了项目的基础和质量。
前期准备主要包括以下内容:1. 项目准备在项目准备阶段,主要是需要进行各项技术和经济方面的分析,包括编制施工方案、预算、工期计划等。
同时,还需要进行规划设计、土地报批等环节工作。
2. 材料准备材料准备是施工前期准备的重要部分,主要包括验收材料、检测材料和整理材料等方面。
3. 人员准备人员准备一般都需要提前安排,包括招聘工人、安排技术人员等。
这是为了更好的保障施工质量和安全。
二、施工准备施工准备阶段主要是一些与现场工作和细节有关的事项,包括:1. 现场准备施工现场准备要求在前期准备的基础上还需要更加详细的规划和布局。
包括前期调查、平整地面等工作。
2. 材料进场材料进场需要按照前期准备的计划进行,以确保按时按质完成施工。
3. 施工机具施工机具不仅要选好能够适应工程施工的现场环境还要确保机具的使用安全。
三、施工过程施工过程是整个工程最为复杂而又重要的部分,包括:1. 管理施工队伍施工队伍是施工过程中最为核心的部分,对管理人员的选派、沟通、协调具有非常重要的意义。
在施工过程中要保障工人的身体健康,确保他们能够有序快速的执行工作。
2. 施工质量施工质量是决定工程成败的关键因素之一,需要根据前期的规划方案、监理指导要求来具体执行。
3. 安全施工安全施工是一项非常重要的施工管理任务,需要全民共同参与。
施工现场要制定有关安全操作和要求,防止发生各种事故和伤害。
四、竣工交付竣工交付阶段是施工过程的最后一个阶段,它决定了工程的成功或者失败。
主要包括:1. 竣工验收竣工验收评定工程是否能够达到预期目的,必须经历一次严格评定的过程。
2. 工程保修工程保修是在竣工验收合格后进行的,当工程发生质量问题时,需要及时维修。
3. 财务交接在交接工作中,应切实维护工程项目的利益,在合同外赚取的差额应作为盈余,保障投资者的合法权益。
施工准备流程图

1.施工前准备流程
2.管道安装工艺流程
3.管道保温工艺流程图
4.卫生洁具安装工艺流程图
5.电气暗配管工艺流程图
6.管内穿线工艺流程图
7.配电箱安装工艺流程图
小主收集分享励志美文,闲暇时不妨看看。
共勉
1.不要生气要争气,不要看破要突破,不要嫉妒要欣赏,不要拖延要积极,不要心动要行动。
2.只有一条路不能选择――那就是放弃。
3.没有一种不通过蔑视、忍受和奋斗就可以征服的命运。
4.勇气不是感觉不到恐惧而是感觉到恐惧也继续做下去。
5.记住:你是你生命的船长;走自己的路,何必在乎其它。
6.不去追逐,永远不会拥有。
不往前走,永远原地停留。
7.没有所谓失败,除非你不再尝试。
8.立志趁早点,上路轻松点,目光放远点,苦累看淡点,努力多一点,奋斗勇一点,胜利把名点,祝你折桂冠,成功新起点,幸福多一点,笑容亮一点。
9.要想让这个世界更快乐,其实轻而易举。
为什么?只要对寂寞灰心者说几句真诚的赞赏的话就可以了。
虽然你可能明天就忘记了今天说的话,但接受者可能珍视一生。
10.用我们的奋斗和梦想扬起青春的船帆,当我们努力拼搏地摇浆时,成功的闸门也会慢慢地再为我们打开,我们将享受一份青春的美好,收获一份成功的喜悦。
11.每天告诉自己一次:我真的很不错。
12.人生最大的挑战没过于战胜自己!
13.愚痴的人,一直想要别人了解他。
有智慧的人,却努力的了解自己。
14.生命的道路上永远没有捷径可言,只有脚踏实地走下去。
15.只要还有明天,今天就永远是起跑线。
建筑施工流程图

建筑施工流程图建筑施工是一个复杂而庞大的工程,需要经过一系列的流程和步骤才能完成。
本文将详细介绍建筑施工的流程,并通过流程图的形式展示每个步骤的关系和顺序。
1. 前期准备阶段在建筑施工开始之前,需要进行一系列的前期准备工作。
这包括项目立项、规划设计、土地测量和勘察等。
这些工作的目的是为了确保项目的可行性以及为后续的施工工作提供基础数据。
2. 施工准备阶段在前期准备工作完成后,施工准备阶段开始。
这一阶段的主要任务是确定施工方案、编制施工图纸、制定施工计划以及采购施工材料和设备等。
同时,还需要进行施工现场的布置和安全措施的制定。
3. 地基处理阶段地基处理是建筑施工的重要环节,直接关系到建筑物的稳定性和安全性。
在这个阶段,需要进行地基的开挖、填筑和加固等工作。
这包括土方开挖、土石方平整、地基灌注桩等。
4. 结构施工阶段结构施工是建筑施工的核心部分,包括建筑物的主体结构和各种构件的施工。
这一阶段的主要任务是进行混凝土浇筑、钢筋绑扎、模板安装和构件安装等工作。
同时,还需要进行结构验收和质量检测。
5. 安装工程阶段安装工程是建筑施工的重要组成部分,包括给水排水、电气、暖通空调等系统的安装。
在这个阶段,需要进行管道铺设、设备安装、线路接通等工作。
同时,还需要进行系统调试和验收。
6. 室内装饰阶段室内装饰是建筑施工的最后一个阶段,包括墙面装饰、地面铺设、天花板安装和家具摆放等工作。
这一阶段的目的是使建筑物具备良好的使用功能和美观的外观。
7. 竣工验收阶段在建筑施工完成后,需要进行竣工验收。
这一阶段的主要任务是对建筑物进行全面检查和测试,确保各项工程达到设计要求和相关标准。
同时,还需要办理相关手续,如竣工备案和验收报告等。
8. 后期维护阶段建筑施工完成后,还需要进行一定的后期维护工作。
这包括设备的保养和维修、建筑物的清洁和消毒等。
同时,还需要进行定期的检查和维护,确保建筑物的正常运行和使用。
通过以上流程图,我们可以清晰地了解建筑施工的各个环节和步骤。