BMC制备中树脂糊的粘度控制
关于BMC、SMC
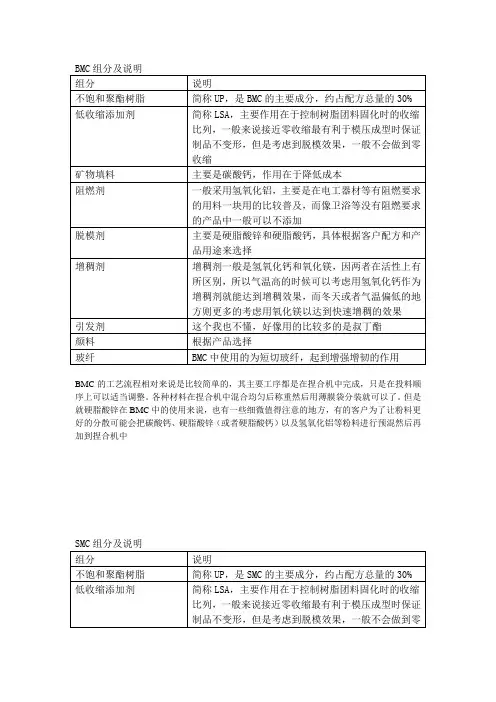
BMC的工艺流程相对来说是比较简单的,其主要工序都是在捏合机中完成,只是在投料顺序上可以适当调整。
各种材料在捏合机中混合均匀后称重然后用薄膜袋分装就可以了。
但是就硬脂酸锌在BMC中的使用来说,也有一些细微值得注意的地方,有的客户为了让粉料更好的分散可能会把碳酸钙、硬脂酸锌(或者硬脂酸钙)以及氢氧化铝等粉料进行预混然后再加到捏合机中
关于SMC的工艺不赘述,只对其中影响到硬脂酸锌使用的一点略作说明。
一般工厂都是把硬脂酸锌投入到树脂糊中分散,搅拌均匀后直接喂料,但是也有少数工厂会对树脂糊进行过滤。
现在工厂有同事担心硬脂酸锌结块结颗粒而不大敢给这类厂家供货的,其实可以多深入点的去了解下具体客户的工艺,如果客户有对树脂糊进行过滤处理的话其实即使硬脂酸锌有结块结颗粒只要不是特别严重,一般来说是不会影响什么的。
当然,如果结块结颗粒严重的话一方面堵塞滤网,另外也相当有减少了脱模剂的投入比,有可能因此导致脱模缺陷。
BMC简介
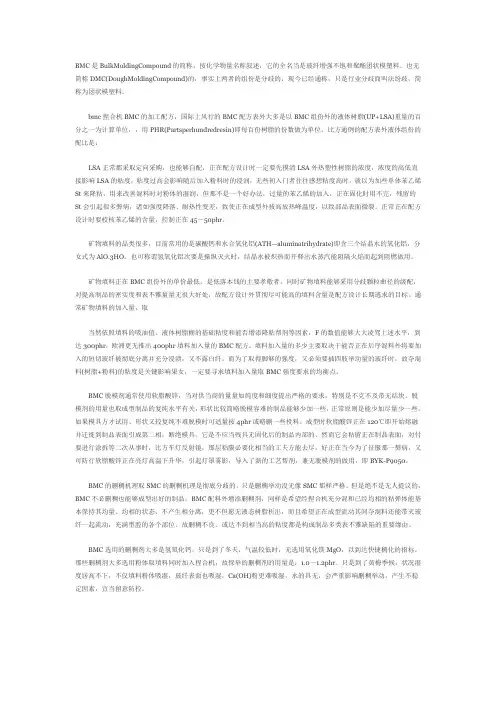
BMC是BulkMoldingCo mpound的简称,按化学物量名称叙述,它的全名当是玻纤增强不饱和聚酯团状模塑料。
也无简称DMC(DoughMoldingCo mpound)的,事实上两者的组份是分歧的,现今已经通称,只是行业分歧而叫法纷歧,简称为团状模塑料。
bmc捏合机BMC的加工配方,国际上风行的BMC配方表外大多是以BMC组份外的液体树脂(UP+LSA)重量的百分之一为计算单位,,用PHR(Partsperhundredresin)即每百份树脂的份数做为单位。
比方通例的配方表外液体组份的配比是:LSA正常都采取定向采购,也能够自配,正在配方设计时一定要先摸清LSA外热塑性树脂的浓度,浓度的高低直接影响LSA的粘度,粘度过高会影响随后加入粉料时的浸润,无些初入门者往往感想粘度高时,就以为加些单体苯乙烯St来降粘,用来改善混料时对粉体的湿润,但那不是一个好办法,过量的苯乙烯的加入,正在固化时用不完,残留的St会引起很多弊病,诸如强度降落、耐热性变差,致使正在成型外拔高放热峰温度,以致部品表面微裂。
正常正在配方设计时要校核苯乙烯的含量,控制正在45~50phr。
矿物填料的品类很多,目前常用的是碳酸钙和水合氧化铝(ATH—aluminatrihydrate)即含三个结晶水的氧化铝,分女式为AlO.3HO。
也可称谓氢氧化铝次要是操纵灭火时,结晶水被炽热而开释出水蒸汽能阻隔火焰而起到阻燃做用。
矿物填料正在BMC组份外的单价最低,是低落本钱的主要孝敬者,同时矿物填料能够采用分歧颗粒曲径的级配,对提高制品的密实度和表不雅量量无很大好处,故配方设计外贯彻尽可能高的填料含量是配方设计长期逃求的目标。
通常矿物填料的加入量,取当然依照填料的吸油值、液体树脂糊的基础粘度和能否增添降粘帮剂等因素,F的数值能够大大凌驾上述水平,到达300phr,欧洲更无推出400phr填料加入量的BMC配方。
填料加入量的多少主要取决于能否正在后序混料外将要加入的短切玻纤被彻底分离并充分浸渍,又不露白纤。
2.3 不饱和聚酯树脂的增粘及其它种类的不饱和聚酯树脂
乙烯基酯树脂分子结构与性能的关系
乙烯基酯树脂另一个突出的优点是具有优良 的耐腐蚀性能。耐酸性超过胺固化的环氧 树脂,耐碱性超过酸固化环氧树脂及不饱 和聚酯树脂,它同时具有良好的韧性和物 理机械性能、突出的浸润性与粘结性。 乙烯基酯树脂具有很好的综合性能,可通 过分析树脂的分子结构看出:
Hale Waihona Puke 1)链端乙烯基。是活性较高的不饱和基团,可与不 饱和单体发生自由基共聚,使树脂快速固化。 2)甲基。可屏蔽酯键,提高酯键的耐化学性能和耐 水解稳定性。 3)酯键。乙烯基酯树脂中,每单位相对分子质量中 酯键比UP中约少35~50%,这样就提高了树脂在 碱性溶液中的水解稳定性。 4)仲羟基。分子链上的仲羟基与玻璃纤维或其它纤 维表面上的羟基相互作用,可以改善树脂对纤维 的浸润性与粘结性。 5)环氧树脂主链。可以赋予乙烯基酯树脂良好的韧 性和其它物理机械性能。
SMC
BMC
片状模塑料(SMC)的组成
由一定比例的树脂、填料、增粘剂、引发剂、 低收缩添加剂、内脱模剂和阻聚剂等配制成糊状 物,然后浸渍玻璃纤维毡片,上下两面再覆以聚 乙烯薄膜制成。 片状模塑料(SMC)是一种预混料,主要用于 热压成型。它一般有6个月以上的贮存期。
增粘剂的成分与用量
这类物质主要是碱土金属氧化物或氢氧化物。 1)碱土金属氢氧化物 Mg(OH)2 、Ca(OH)2 等 2)碱土金属氧化物 MgO 、CaO 等 CaO对空气潮湿比较敏感, MgO与Mg(OH)2 为 常用增粘剂。其用量一般为1~5%。
O O CH2 CH CH2 CH2 O CH2
O CH CH2 CH2 O CH2
O CH CH2 + CH2=C CH3
n
O
C OH
超级分散氧化镁对SMC-BMC 树脂糊粘度的影响
21d 110 ×108
4 试验结果及分析
(1) 增稠 2d 的树脂糊粘度比较 (A :B = 1 :1 的一 组中) 。
在普通分散的情况下 , 氧化镁含量为 100 : 116 时 ,树脂糊粘度为 117 ×107cps。粘度达到了 SMC 模 压的要求 。在超级分散的情况下 ,氧化镁含量仍然 为 100 :116 时 ,树脂糊粘度仅为 311 ×106cps ,粘度仅 为普通分散组份粘度的 1/ 515 。其粘度仅相当于普 通分散的氧化镁含量 U P : MgO = 100 : 114 的水平 。 经试验 ,这种粘度的超级分散的树脂糊 SMC 片材也 满足 SMC 模压要求 , 且流动性好 , 所需压力较小 。 在 A :B = 015∶1 的一组中 ,也同样出现了类似的现 象 。超级分散的粘度仅为普通分散组份粘度的 1/ 516 。
上述两组粘度比较可以看出 ,在满足 SMC 模压 要求的条件下 ,超级分散的树脂糊粘度大幅度下降 , 并且下降比例有惊人的相似之处 。这表明有一定的 规律性 。
(2) 粘度平台的变化情况 对普通分散的树脂糊来讲 ,当氧化镁用量比较 合适时 ,树脂糊粘度可以控制到一定的水平 ,粘度增 长的 速 度 可 以 大 大 减 缓 , 出 现 缓 慢 增 长 平 台 。在 30 ℃以上 ,粘度增长较大 ,贮存时间大大缩短 。从 1 - 1 # 配方的高温贮存粘度可见 ,粘度升高快速 ,到 第九天就基本上不适用于 SMC 模压了 。 对经过超级分散的树脂糊来讲 ,当树脂糊的粘 度增长到试验设计水平 ,出现一个非常稳定的平台 , 而不是粘度缓慢增长平台 。上表中 1 - 2 # 及 3 - 2 #
(3) 树脂糊增稠及粘度测定 在 30~35 ℃的温度下进行增稠 48h ,观测树脂糊 的粘手 、粘膜情况 ,并测定树脂糊沾度 ,以后定期测 定树脂糊粘度 。 (4) 主要仪器及设备 高速搅拌器 、三辊磨 、烘箱和 Broockfield 粘 度 计。
BMC知识简介
2020/3/22
19
BMC的基本组成
②化学增稠剂 当树脂与其它原料配成树脂 糊后,要保持一个较低的粘 度,以便与玻纤良好的浸润。 待BMC制作完成后,就需要 片材的粘度迅速增大,达到 一个很高的粘度。也就是说 粘度要“先小后大、先慢后 快”。这样才能进行BMC的 成型加工,这就需要加入增 稠剂。右图为BMC增稠过程 的变化典型曲线。
为了满足特殊要求,配 方的自由度高,可加快 进入市场的速度;
不熔融; 阻燃和低发烟密度; 在恶劣的环境下的耐溶
剂性;
2020/3/22
yudacompo
2
BMC简述
yudacompo
➢ BMC定义
BMC是英文Bulk Molding Compound 的字首缩写,中文 名称为团状模塑料或者聚酯料团。
BMC是一种半干法制造玻璃纤维增强热固性制品的模压/注塑 中间材料,由不饱和聚酯树脂、低收缩/低轮廓添加剂、引发 剂、内脱模剂、矿物填料等预先混合成糊状,再加入增稠剂、 着色剂等混合均匀后,放入专用的捏合釜中,对短切玻璃纤维 进行充分捏合/浸渍,特殊使用材料需添加增稠过程,最终形 成团/散装材料。
31
BMC的材料特性
➢ 与金属材料相比
有良好的设计适应性, 包括高集约化的零件;
高精度的成型公差;
可省去许多机械操作, 如焊接、冲孔等;
yudacompo
2020/3/22
32
BMC的材料特性
良好的表面外观(含可成型 着色和表面花纹);
第二章 BMC的制备工艺
第二章BMC的制备工艺与普通热固性塑料一样,BMC的成型技术包括模压成型、传递成型和注射成型。
但实际上很长时间里多数场合下BMC通常以模压成型和注射成型为主。
近几年来,BMC注射成型技术已开始用于对强度要求较高的大型制品的快速生产。
灌注成型工艺是一种新的成型工艺,它采用的原材料类似于模压成型工艺和注射成型工艺的[4]。
2.1BMC模压成型工艺2.1.1模压成型的优缺点:模压成型工艺是复合材料生产中最古老而又富有无限活力的一种成型方法。
它是将一定量的预混料或预浸料加入金属对模内,经加热、加压固化成型的方法[17~18]。
模压成型工艺的主要优点:①生产效率高,便于实现专业化和自动化生产;②产品尺寸精度高,重复性好;③表面光洁,无需二次修饰;④能一次成型结构复杂的制品;⑤因为批量生产,价格相对低廉。
模压成型的不足之处在于模具制造复杂,投资较大,加上受压机限制,最适合于批量生产中小型复合材料制品。
随着金属加工技术、压机制造水平及合成树脂工艺性能的不断改进和发展,压机吨位和台面尺寸不断增大,模压料的成型温度和压力也相对降低,使得模压成型制品的尺寸逐步向大型化发展,目前已能生产大型汽车部件、浴盆、整体卫生间组件等[28]。
2.1.2模压成型工艺过程(1)物料的准备与加料BMC一般有两种形态,一类为块(团)状模塑料(块状BMC),一类为散状模塑料(散状BMC)。
一般在BMC生产的最后阶段,为了便于处理和以后的操作,通常都有一专门的设备挤压成绳条状、木节状或弹丸状。
而当BMC配方中纤维含量较高时,其松散性也增加。
很难做成致密的规则形状,这类材料一般都采用人工称量加料。
而对于挤压成的块状模塑料则可以实现比较准确的、方便的甚至是自动化的加料方式。
但是,使用挤压料坯时应注意到混合物的紧密压缩会降低其贮存寿命。
这一点可能与松散的BMC内夹杂空气,抑制其聚合反应有关。
同时,空气也可以带走料团内部少量之聚合热[6]。
散状BMC,由于体积比较大,需采用具有较大装料室的模具。
BMC模具设计、制造与维修控制要点
BMC模具设计、制造与维修控制要点本文对于BMC模具的特点及设计要点进行了简要阐述,并对模具关键控制项目、在BMC模具制作及维修阶段关键零件尺寸控制要点以及模具入厂首件生产样品的制作和检验进行了深入研究分析。
BMC材料又称为团状模塑料,该材料的电气性能、机械性能、耐热性以及耐化学腐蚀性等性能优良,易于加工,且其制品无论是机械性能还是电化学性能都较好,因而受到用户的喜爱,广泛应用于各个领域。
BMC模具作为BMC制品加工生产的重要模具,其制作及维修也变得越来越重要。
1.BMC模具的特点1.1.导向。
为了确保型腔以及型芯之间的闭合精度,避免发生错位,在BMC模具的动模侧应该选择圆锥导柱,而不是圆柱导柱。
1.2.顶出。
BMC材料的成形收缩率非常小,因而为了确保制品在不发生变形以及破损的情况下成功脱模,应该在模具的动定模两边均设置顶出装置。
1.3.浇口。
因BMC具有较好的流动性,通常选择低压成形。
其浇口的大小以及形状是由制品的来确定的,通常情况下选用侧浇口以及扇形浇口,且最好选用大浇口。
为减少大浇口对成型产品外形的影响,模具通常采用自切水口结构将浇口切断。
1.4.排气。
BMC材料是由不饱和聚酯树脂等物质组合而成的,因而在模腔中成形时会发生化学反应并且会有气体产生,所以模具要设有排气槽。
通常情况下排气槽设在分型面上,以避免发生填充不良以及熔缝等现象。
另外,模具的拼缝以及顶杠的配合间隙等也可以用来排气。
2.BMC模具的设计要点2.1.分型面设计。
为了保证制品在确保加工精度和强度的前提条件下能够顺利脱模,在对模具进行分型面的选择时应注意将分型面尽可能设在模具的下模,使得顶出机构尽量简单,以方便制品的推出;便于对飞边的清除,避免飞边对制品精度的影响;模具的制造以及零件的加工简单易行;确保制品的强度能够满足要求。
分型面的设计是制品能否顺利脱模的关键因素,因此在模具设计的初级阶段应该分型设计并做出设计图纸。
2.2.加工精度要求。
浅述BMC注射成型技术
浅述BMC注射成型技术摘要:介绍BMC注射成型技术的特点与原理,讨论了BMC注射成型设备的性能特点及工艺条件,并分析了BMC注射时常见的缺陷及其原因等。
关键词:团状模塑料热固性塑料注射成型技术1、前言BMC(团状模塑料)作为一种玻璃纤维增强不饮和聚酯树脂的先进热固性复合材料,自上世纪50年代末开发用以来,倍受人们关注,得到了迅速发展。
与普通热固性塑料一样,BMC的成型技术包括压制成型,和注射成型。
但实际上在很长时间里多数场合下BMC通常以压制成型主为,而BMC注射成型仅局限于生产少量要求不高的小制件,应用进展不大。
直到近几年BMC注射成型技术才真正在不饱和聚酯模塑料的应用中相当起重要角色。
热固性塑料的注射成型技术早在上世纪60年代已经确立,曾被称为热固性塑料工业发展史上一次革命。
与压制成型相比,其注射成型具有自动化程度高,成型周期短,制件表面质量好,复杂制件成型工艺性良好等优点,从而降低了生产成本。
正因为如此。
BMC注射成型在上世纪70年代初即得到了实际应用,受到人们的重视。
但是,由于存在着因注射过程中大量玻纤损伤而使制件强度大大降低的缺点,因而限制了BMC注射成型技术的推广应用。
为了解决BMC注射过程中玻纤损伤问题,欧美及日本等国家都做了大量工作,并在近几年的研究与生产中取得了重大突破。
它们采用“料、机、模”(即注塑用BMC模塑料、注射机,模具)三位一体的开发技术,促成设备制造商与材料供应商的联合,进行原材料开发,BMC配方改进及成型机械与模具的特殊化设计,从而把玻纤损伤降低到可接受的程度。
如美国OCF公司与德国Krauss—Mafei公司合作生产出一种防损伤BMC专用短切纱,使BMC注射制件的强度得以大幅度提高;美国HPM公司、意大利MIR公司、日本新泻公司、德国Battenfeld公司和Arburg公司等设备制造商,通过对喂料系统和注射系统的改进,陆续推出了BMC专用注射机。
随着BMC注射成型技术关键同题的解决,其应用不再局限于电器件等小型制件,而在变速箱构件,进气管、气门阀盖、前灯罩、保险杠等汽车部件中获得成功应用,同时在要求抗震、阻燃、美观、耐用,经济的航空、建筑、家具等市场中获得开发应用。
BMC模塑料的材料配方
BMC模塑料的材料配方与主要由树脂和玻璃纤维二组分所构成的玻璃钢有所不同的是,BMC模塑料主要是由三种组分(树脂、玻璃纤维和填料〕所组成,是一类粒子分散型复合材料(树脂黏结了大量粉状填料)和纤维增强复合材料合结合起来的多相复合体系。
因此,这使影响BMC模塑科性能的因素更加多样化、复杂化.然而.遇过调节预混料中树脂、玻璃纤维、填料及各种添加剂的种类,用量及结合方式,就可配制出具有不同性能和功用的多种多样的BMC模塑料。
1、液体组份的配比国际上流行的BMC配方表中大多是以BMC组份中的液体树脂(UP+LSA)总量的百分之一为计算单位,用PHR(Parts per hundred resin)即每百份树脂的份数作为单位。
例如常规的配方表中液体组份的配比是:UP(不饱和聚酯树脂)60phr两者相加即100phrLSA(低收缩剂)40phr 根据低收缩剂在成型中形成微空穴的理论来抵消UP收缩的机理,通常是以低收缩剂的实际固含量来控制低收缩剂LSA的加入量:A=LSA*B/(UP+LSA)phrA—低收缩剂在BMC组份中的固含量phr一般控制在14~18phrB—配制低收缩剂时,热塑性树脂粒料在单体苯乙烯中的浓度%常规配制时一般控制在35~45%浓度UP—UP树脂的加入量LSA—LSA低收缩剂的加入量LSA一般都采取定向采购,也可以自配,在配方设计时一定要先摸清LSA中热塑性树脂的浓度,浓度的高低直接影响LSA的粘度,粘度过高会影响随后加入粉料时的浸润,单体苯乙烯Styrene来能够降粘,可以用来改善混料时对粉体的湿润,但这不是一个好办法,过量苯乙烯的加入,在固化时用不完,残留的St会引起许多弊病,诸如强度下降、耐热性变差,甚至在成型中拔高放热峰温度,致使部品表面微裂。
一般在配方设计时要校核苯乙烯的含量,控制在45~50phr。
St在BMC中的含量用下式计算:St=LSA*(1-B)+UP*(1-C)C—UP树脂中不饱和聚酯的固含量%一般为65~68%一般的标准配方,UP的固含量是65%,LSA的固含量是40%,当按照UP:LSA=60phr:40phr时:A=40*0.4/(60+40)=16 phrSt=40*(1-0.4)+60*(1-0.65)=45 phr2、矿物填料的添加量矿物质填充料的种类虽然很多,目前常用的是碳酸钙CaCO3和水和氧化铝(ATH—alumina trihydrata)即喊三个结晶水的氧化铝,分子式为AL2O3.3H2O。
降低聚氯乙烯糊树脂黏度的措施
降低聚氯乙烯糊树脂黏度的措施黄海涛,邱 颖,孙亚君(沈阳化工股份有限公司,辽宁沈阳110026) [关键词]聚氯乙烯糊树脂;黏度;措施[摘 要]对聚氯乙烯糊树脂黏度影响因素进行了分析,通过一系列生产试验,探讨了降低糊黏度的有效方法。
[中图分类号]TQ325.3 [文献标志码]B [文章编号]1009-7937(2007)12-0012-03Measures to reduce the viscosity of PVC paste resinsH UA N G H ai -t ao,Q I U Yi ng ,S U N Ya -j un (S henyan Chemical Co.,Lt d.,S henyang 110026,Chi na )K ey w ords :PV C paste resi n ;viscosit y ;measureAbstract :Factors influencing the viscosity of PVC paste resins were analyzed.Based on a series of pro 2duction experiments ,effective measures to reduce the viscosity of PVC paste resins were discussed. 沈阳化工股份有限公司(简称沈化公司)采用微悬浮聚合工艺生产PVC 糊树脂,生产能力达13万t/a ,是目前亚洲最大的糊树脂生产企业。
随着生产规模的扩大,需要不断地拓展产品的应用领域,如何更好地满足用户的需求显得尤为重要。
沈化公司通过走访、收集后加工信息发现,很多用户很注重PVC 树脂增塑糊黏度,希望使用黏度、经时变化率较低的树脂,以便于在加工时能提高加工速度,且制品质量稳定、外观美观。
为了满足用户需求,降低PVC 糊树脂黏度和经时变化率,近年来沈化公司进行了一系列探索与实验,提出了降低糊黏度的有效措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
万方数据
万方数据
SMC/BMC制备中树脂糊的粘度控制
作者:黄志雄, 王伟, 刘坐镇, HUANG Zhi-xiong, WANG Wei, LUI Zuo-zhen
作者单位:黄志雄,HUANG Zhi-xiong(武汉理工大学复合材料学院,武汉,430070), 王伟,刘坐镇,WANG Wei,LUI Zuo-zhen(华东理工大学华昌聚合物有限公司,上海,200237)
刊名:
纤维复合材料
英文刊名:FIBER COMPOSITES
年,卷(期):2007,24(4)
被引用次数:4次
1.徐宗海玻璃纤维增强不饱和聚酯模塑料在成型过程中应注意的问题[期刊论文]-玻璃钢/复合材料 2000(05)
2.胡海青热固性塑料注射成型(六)模塑料注射成型[期刊论文]-热固性树脂 2001(06)
3.卞忠义;王宇洋SMC生产工艺质量管理[期刊论文]-玻璃钢/复合材料 2002(04)
4.赵大伟;刘义红;张玉军端异氰酸酯基PU增稠端羟基不饱和聚酯SMC的研究[期刊论文]-纤维复合材料 2003(02)
5.谢婷;李军片状模塑料增稠反应控制探讨[期刊论文]-热固性树脂 2003(03)
6.郑学森;朱姝;翟国芳SMC制件精度的影响因素[期刊论文]-纤维复合材料 2006(03)
7.宋修宫;孙巍;王继辉SMC模压工艺参数对大型复杂汽车件表面针眼影响的研究[期刊论文]-玻璃钢/复合材料2006(03)
8.孙巍;尤勇刚;靳贵涛SMC彩色屋面玻璃钢瓦的研制[期刊论文]-纤维复合材料 2006(04)
9.李忠恒;张宁;陶国良SBS改性SMC复合材料的研究[期刊论文]-玻璃钢/复合材料 2007(04)
1.林茂青.张玉军.刘胜平SMC中不饱和聚酯树脂增稠及贮存性能的研究[期刊论文]-纤维复合材料2002,19(3)
2.谢婷.李军片状模塑料增稠反应控制探讨[期刊论文]-热固性树脂2003,18(3)
3.张林文.张德镛.杜志花超级分散氧化镁对SMC/BMC树脂糊粘度的影响[期刊论文]-玻璃钢/复合材料2001(4)
4.秦录平简谈SMC/BMC用树脂及品牌产品[期刊论文]-纤维复合材料2001,18(2)
5.罗林.黄志雄.赵颖SMC/BMC的回收与再利用[会议论文]-2007
6.黄志雄.于浩.秦岩.HUANG Zhi-xiong.YU Hao.QIN Yan低压片状模塑料增稠工艺研究[期刊论文]-塑料工业2005,33(10)
7.江万松.王欣.高红成.唐泽辉碳纤维天线反射体制造技术[期刊论文]-玻璃钢/复合材料2004(5)
8.罗林低密度团状模塑料的制备与研究[学位论文]2008
9.黄志雄.王伟.刘坐镇SMC/BMC成型工艺及其发展[会议论文]-2008
10.张琦.田明.吴友平.胡伟康.陈中强.张立群氢氧化镁粒径对其填充三元乙丙橡胶复合材料力学性能和阻燃性能的影响[期刊论文]-合成橡胶工业2004,27(6)
1.张小苹.周祝林不饱和聚酯树脂在复合材料中的应用[期刊论文]-纤维复合材料 2008(1)
2.陈宇飞.孙佳林.王立平.吴作宇.冯涛.陈炳艺.金鑫垚玄武岩纤维环氧树脂团状模塑料的研制[期刊论文]-绝缘材料 2013(6)
3.吕国龙.李月红.李芸芸偶联剂改性填料对SMC树脂糊粘度的影响[期刊论文]-纤维复合材料 2009(3)
4.李忠恒.李军.宦胜民.毛坚伟汽车用高性能SMC复合材料[期刊论文]-纤维复合材料 2009(2)。