单值X与移动极差R控制图
X-MR图

SPC
X-MR图常数表
n
2
3
4
5
6
7
8
9
10
D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
D3
0.08 0.14 0.18 0.22
E2 2.66 1.77 1.46 1.29 1.18 1.11 1.05 1.01 0.98
Qualitech Consultancy Limited.
Limit (LCL)
超出控制下限
Qualitech Consultancy Limited.
SPC
X 图上的数据点超出上下 控制界限的可能原因:
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化
Qualitech Consultancy Limited.
SPC
连续七点上升
Upper Control
SPC
Upper Control
Limit (UCL)
Center Line
(CL)
Lower Control
Limit (LCL)
明显少于 40% 的点在 CL 的 附近
Qualitech Consultancy Limited.
SPC
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化 过程均值发生变化 抽样数据来自完全不同的两个整 体
Qualitech Consultancy Limited.
SPC
MR 图
超出控制上限
Upper Control
Limit (UCL)
Center Line
(CL)
0
Qualitech Consultancy Limited.
单值移动极差
第4节单值和移动极差图(X—MR)在某些情况下,有必要用单位而不是子组来进行过程控制,在这样的情况下,子组内的变差实际上为0,这种情况通常发生在测量费用很大时(例如破坏性试验),或是当在任何时刻点的输出性质比较一致时(例如:化学溶液的pH值)。
在这些情况下,可按下面介绍的方法绘制单值控制图,但要注意下面4点:•单值图在检查过程变化时不如X—R图敏感;•如果过程的分布不是对称的,则在解释单值控制图时要非常小心;•单值控制图不能区分过程的零件间重复性,因此,在很多情况下,最好还是使用常规的子组样本容量较小(2到4)的X—R控制图,尽管在子组间都要求较长的时间;•由于每一子组仅有一个单值,X和σ值会有较大的变异性,(即过程是稳定的)直到子组数达到100以上为止。
单值控制图的详细介绍与X—R图有些相同,不同之处如下:A.收集数据(见图27)(见本章第1节A部分,不同之处如下)•在数据图上从左至右记录单值读数(X)。
•计算单值间的移动极差(MR)。
通常最好是记录每对连续读数间的差值(例如:第一和第二个读数点的差,第二和第三个读数间的差等)。
这样移动极差的个数比单值读数的个数少一个(25个读数可得到24个移动极差)。
在很少的情况下,可在较大的移动组(例如3或4个(或固定的子组(例如所有的读数均在一个班上读取)的基础上计算移动极差。
注意,尽管测量是单独抽样的,但是读数的个数形成移动极差的成组(例如,2、3或4)决定了各义样本容量n,当查系数表时必须考虑该值;•单值图(X图)的刻度按下列最大者选取(a)产品的规范容差加上超过规范的读数的允许值,或(b)最大单值读数与最小单值读数之差的1.5到2倍。
移动极差(MR)图的刻度间隔与X图一致。
B.计算控制图(见本章第1节B部分,不同之处如下)•计算并描绘过程均值(单值读数之和除以读数的个数,按常规记为X,见附录珠术语,并计算平均极差(R),注意对于样本容量为2的移动极差,其移动极差(MR)的个数比单值读数的个数少1;图28 单值和移动极差图的解释(略)•计算控制限:UCL MR =D4RLCL MR=D3 RUCL X=X+E2RLCL X=X—E2R式中:R为移动平均极差,X是过程均值,D4、D3和E2是用来对计算移动极差进行分组,并随样本容量变化的常数,见下面从附录E的表:注:当R大于中位数极差R时(这种情况常见),另一种计算控制限的方法是,使用样本容量为2的移动极差的中位数极差,按下式计算控制限(见附录H,参考文献23):UCL MR =3.865R̃;LCL MR=0UCL X=X+3.14R̃;LCL X=X—3.14RA.过程控制解释(见图28)(见本章第1节C部分,不同之处如下)•审查移动极差图中超出控制限的点,这是存在特殊原因的信号。
单值-移动极差质控图在EMC中的应用
PROFESSIONAL RESEARCH引言电磁兼容检测实验室是以电磁场理论为依据的一种特殊类型实验室[1],为监控结果的有效性,CNAS-CL01:2018中规定,实验室可适时采取一些诸如:使用其他已校准并能提供可溯源结果的仪器、实验室内比对、使用核查或工作标准并制作控制图[2]等方式来实现。
若采用前两种方式,一般需要制定相应实施计划,投入成本较大且实施频次较低,不适合日常过程监控。
而最后一种方式具有日常过程分析和“动态预测”的特性[3],更适合日常过程监控。
基于此,本文将选用单值-移动极差(X -R s )控制图,以传导骚扰测试项目为例,阐述控制图在电磁兼容实验室内部质量控制中的应用。
1 单值-移动极差控制图控制图是通过将控制值按特定顺序绘制在图中并与控制限比较,以判断过程和结果是否处于控制状态的一种特殊方式。
单值-移动极差控制图简记为X -R s 控制图,是休哈特控制图的一种,适用于进行重复测量时间太长或者费用太大等情况。
X -R s 控制图中的X 获取是基于测量单个读数,R s 获取是将一个序列中相邻的两个读数做绝对差,R s 存在解决了单值无法进行批内变异估计的缺陷[4]。
随着电子器件的广泛应用,其传导干扰问题已成为制约电力电子技术进步的重要因素,确保传导发射测试评估结果的准确性至关重要[5]。
产品电源线或信号线发射的传导骚扰数据可通过实验获取,以此制作的单值-移动极差控制图可监测结果的有效性。
2 实验2.1 仪器与设备测量接收机(Rohde&Schwarz,9 kHz~3 GHz)、单相人工电源网络(Rohde&Schwarz,ENV216)、计算机、组合梳状信号发生器(York EMC Services,YRS02)。
实验装置连接图见图1。
2.2 实验步骤(1)将设备按2.1顺序连接装置,并将梳状信号步长调至100 kHz 档;(2)打开电脑软件操作端,在150 kHz~30 MHz 范围内,测量N 线端子五个频点(0.15 MHz、0.55 MHz、 1.25 MHz、10.05 MHz、20.05 MHz)的骚扰电压,并记录相应频点下的AVG 值(平均值 )。
单值-移动极差控制PPT精选文档

4
怎样确定控制限
• X控制图
– 相当于n=2时的均值控制图 CL x MR UCL x 3 x 2.66MR d2 LCL x 3 MR x 2.66MR d2
5
怎样确定控制限
• MR控制图
– 相当于n=2时的极差控制图; – n=2时,D4=3.267,D3=0
CL MR UCL D4MR 3.267MR LCL D3MR 0
6
单值-移动极差控制图(X–MR)
1
单值-移动极差控制图(X–MR)
• 与均值-极差控制图的作用类似; • 不需多个测量值或样本是均匀的(如浓
度); • 因为费用或时间的关; • 敏感性不强; • 用自动化检查,对产品进行全检时;
2
单值-移动极差图控制限
• 移动极差是指一个测定值 xi 与紧邻的测定 值xi+1 之差的绝对值,记作MR, MRi = | xi - xi+1 | (i=1,2,…,k-1)
– 其中:k为测定值的个数; – k个测定值有k-1个移动极差,每个移动极差值相
当与样本大小n=2时的极差值.
3
怎样确定控制限
• 计算总平均数:
xx1x2... ..x.k k
1k ki1xi
• 计算M R 移 动M 极1 差 平R M 均2 k数 R .1 : . .M ..k .1R k1 1k i 1 1M i R
单值X与移动极差R控制图

单值X与移动极差R控制图1)收集数据数据表12)计算X图的上下控制界限,X图:中心线CL=X=40.44上控制界限UCL=X+E2 R=40.44+2.659×1.58=44.64下控制界限LCL=X-E2 R=40.44-2.659×1.58=44.64R图:中心线CL=R=1.58上控制界限UCL=D4 R=3.267+1.58=5.16下控制界限LCL=D3R=0由于收集的是单个样本,没有样本组,因此以相邻的两个数据为一组,即n =2时,分别从表24—3中查出E2、D4 ,当n=2时,E2=3.267,D3=0,所以R图没有下控制界限。
由以上计算出的X图和R图的上下控制界限可以看出,均超出了φ127.38 0+0。
06mm公差界限。
根据此控制界线绘制的控制图起不到控制质量的作用。
其原因是工序能力指数太低。
通过对这25个数据进行工序能力的计算,C PK值仅达到0.58。
所以不能作用X—R控制图的上下界限,要重新收集数据,并计算工序能力指数,而且要使C P 值达到1以上,才可重新计算X图与R图的上下控制界限。
重新收集数据表2数据表2计算这25个数据的平均值X和标准差S得:X=40.92 S=0.95 公差中心M=413)分别对X图和R图进行检查,检查所打的数据点是否有失控现象,或有异常模式及趋势。
经检查,未发现有失控和异常模式及趋势,说明此工序正常,处于统计控制状态下,即可将此控制界限用于以后的过程控制。
从以上三组数据可以看出:单值(X)移动极差(R)控制图,对过程变化的反应不如平均值(X)和极差(R)控制图那么灵敏;如果过程分布不是正态的,则对于单值移动差控制的解释应特别慎重;由于单值控制图并不辩析过程中间重复性,故在一些应用中,采用样本较小的X—R控制图可能会更好些,即使要求样本组之间有更长的时间也是如此,所以X—R控制图一般不常用,仅可用在测量单个观测值需要的时间太长或费用太大的场合,如大型炮弹的精度试验等。
单值移动极差图
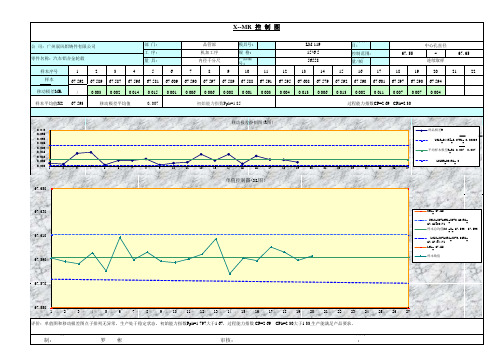
公 司:广州驭风铝铸件有限公司
零件名称:汽车铝合金轮毂
样本序号 样本
1
2
67.592 67.589
3 67.587
部 门: 工 序: 量 具:
4
5
6
67.596 67.581 67.609
品管部 机加工序 内径千分尺
7
8
9
模具号:
规 格: 产品编 号:
10
67.590 67.597 67.589 67.588
平均样本极差R=R1 0.007 0.007 LCLMR=D3*R1= 0
67.630 67.610 67.590
USL= 67.65
UCLX=X2+A2R1=X2+2.66*R1= 67.61128471 样本总均值X2 =X= 67.593 67.593
LCLX=X2-A2R1=X2-2.66R1= 67.57404471 LSL= 67.55
TCLP)/=3б(TUTL)/6б
67.65 TL= LSL=
=
3.09
=
2.30
=
2.69
67.55
67.55
1
67.593
2
67.593
3
67.593
4
67.593
5
67.593
6
67.593
7
67.593
8
67.593
9
67.593
10
67.593
11
67.593
12
67.593
13
67.593
11 67.591
12 67.595
LM-119 15*6.5 56558
统计过程控制(SPC)之个别值与移动极差控制图的使用及建立
统计过程控制(SPC)之个别值与移动极差控制图的使用及建立
定义/说明/要求/目的:
个别值指的是:每次测量一个测量值。
移动极差指的是:对过程分布宽度的一种测量。
在两个或多个连续样本中的最大值与最小值之差。
这种差是按这样的方式计算的:每当获得一个新增的数据(样本)时,就在样本中加上这个新的点,同时删除数据中“最老的”点,然后计算与这点有关的极差,因此每次极差计算都从前一次极差计算中共享了至少一个点的数值。
这种移动极差一般用于单指控制图,并且通常用两相邻的点来计算移动极差。
个别值与移动极差(x-MR)控制图是计量控制图。
x-MR控制图使用单值来进行过程控制。
检查表:。
I-MR(单值-移动极差)控制图

通过假设检验对异常值进行进一步确认,提高控制图的检 测能力。
引入多元统计方法
对于多变量过程,可以采用多元统计方法,如主成分分析 (PCA)或偏最小二乘(PLS)等,对过程进行监控和诊 断。
结合时间序列分析
对于具有时间相关性的过程数据,可以采用时间序列分析 方法,如自回归移动平均(ARMA)模型等,对过程进行 预测和控制。
I-MR控制图假设数据服从正态分布或近似正态分布,若实际数据分布
与假设不符,可能导致控制图失效。
03
无法识别特殊原因的具体性质
当控制图发出异常信号时,I-MR控制图本身无法提供关于异常原因的
具体信息,需要结合其他工具和方法进行进一步分析。
06 I-MR控制图的改 进和发展趋势
结合其他统计方法进行改进
根据预定的公式和移动极差的平均值计算上控制 限。
3
下控制限(LCL)
同样根据预定公式和移动极差的平均值计算下控 制限。
标注数据点和异常情况
标注数据点
01
在控制图上标出每个单值数据点。
异常情况标注
02
如果数据点超出上控制限或下控制限,或者出现非随机的模式
,应标注为异常。
持续监控和更新
03
随着新数据的收集,不断更新控制图,并对异常情况进行跟踪
依据。
03 评估环境治理措施的效果,为政策制定和调整提 供数据支持。
金融市场波动性的研究
分析股票、期货、外 汇等金融市场的价格 波动情况。
辅助制定投资策略, 降低投资风险,提高 投资收益。
评估市场风险,为投 资者提供决策参考。
05 I-MR控制图的优 缺点分析
优点
灵敏度高
I-MR控制图对于过程中的小波动具有较高的灵敏 度,能够迅速发现并提示异常。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单值X与移动极差R控制图
1)收集数据
数据表1
序
1 2 3 4 5 6 7 8 9 10 11 12 13
号
X 40 43 42 40 42 41 39 41 39 41 41 43 42
R 3 1 2 2 1 2 2 2 2 0 2 1
序
14 15 16 17 18 19 20 21 22 23 24 25 平均值
号
X 41 39 41 40 39 42 39 41 39 39 39 38 40.44
R 1 2 2 1 1 3 3 2 2 0 0 1 1.58 2)计算X图的上下控制界限,
X图:
中心线CL=X=40.44
上控制界限UCL=X+E2 R=40.44+2.659×1.58=44.64
下控制界限LCL=X-E2 R=40.44-2.659×1.58=44.64
R图:
中心线CL=R=1.58
上控制界限UCL=D4 R=3.267+1.58=5.16
下控制界限LCL=D3R=0
由于收集的是单个样本,没有样本组,因此以相邻的两个数据为一组,即n =2时,分别从表24—3中查出E2、D4 ,当n=2时,E2=3.267,D3=0,所以R图没有下控制界限。
由以上计算出的X图和R图的上下控制界限可以看出,均超出了φ127.38 0+0。
06mm公差界限。
根据此控制界线绘制的控制图起不到控
制质量的作用。
其原因是工序能力指数太低。
通过对这25个数据进行工序能力的计算,C PK值仅达到0.58。
所以不能作用X—R控制图的上下界限,要重新收集数据,并计算工序能力指数,而且要使C P 值达到1以上,才可重新计算X图与R图的上下控制界限。
重新收集数据表2
数据表2
序号 1 2 3 4 5 6 7 8 9 10 11 12 13
X 41 40 39 41 42 41 41 42 41 40 41 41 39
R 1 1 2 1 1 0 1 1 1 1 0 2
序号14 15 16 17 18 19 20 21 22 23 24 25 平均值X 40 41 42 43 41 40 42 41 42 41 40 41 40.92
R 1 1 1 1 2 1 2 1 1 1 1 1 1.08
计算这25个数据的平均值X和标准差S得:
X=40.92 S=0.95 公差中心M=41
3)分别对X图和R图进行检查,检查所打的数据点是否有失控现象,或有异常模式及趋势。
经检查,未发现有失控和异常模式及趋势,说明此工序正常,处于统计控制状态下,即可将此控制界限用于以后的过程控制。
从以上三组数据可以看出:单值(X)移动极差(R)控制图,对过程变化的反应不如平均值(X)和极差(R)控制图那么灵敏;如果过程分布不是正态的,则对于单值移动差控制的解释应特别慎重;由于单值控制图并不辩析过程中间重复性,故在一些应用中,采用样本较小的X—R控制图可能会更好些,即使要求样本组之间有更长的时间也是如此,所以X—R控制图一般不常用,仅可用在测量单个观测值需要的时间太长或费用太大的场合,如大型炮弹的精度试验
等。
数据颁中心与公差中心不重合其偏移量为:
ε= X-M = 40.92-41 =0.08
C PK=(T-2ε)/6S=(6-2×0.08)/6×0.95=5.84/5.7=1.024
X图:
中心线CL=X=40.92
上控制界限UCL=X+E2 R=40.92+2.659×1.08=43.78
下控制界限LCL=X+E2R=40.92-2.659×1.08=38.05
R图:
中心线:CL=R=1.08
上控制界限:UCL=D4 R=3.267+1.08=3.53
下控制界限:LCL=D3R=0没有下控制界限。
通过对X图和R图的上下控制界限的计算,可以看出:当C PK=1. 024时,X图的上下控制界限仅仅达到φ127.38 0+0。
06mm的公差带的内侧,几乎和公差界限重合,所以由此计算出的X图的上下控制界限仍然起不到控制的作用。
因此需要再收集25个数据,使其工序能力指数达到1. 2以上。
数据表3。
数据表3
序号 1 2 3 4 5 6 7 8 9 10 11 12 13
X 41 40 41 42 41 39 41 41 40 41 42 41 41
R 1 1 1 1 2 2 0 1 1 1 1 0
序号14 15 16 17 18 19 20 21 22 23 24 25 平均值
X 41 41 40 41 41 41 43 42 41 40 41 41 40.96
R 0 0 1 1 0 0 2 1 1 1 1 0 1.96
通过对以上25个数据的计算得到X=40.96 S=0.79 R=1.25
ε=0.04 计算X 图和R 图的上下控制界限
计算工序能力指数,Cpk=(T-2ε)/6s=(6-2×0.04)/(6×0.79) =1.25 计算X 图和R 图的上下控制界限 X 图:
中心线 CL=X =40.96
上控制界限 UCL=X +E 2 R =40.92+2.659×1.08=43.78 下控制界限LCL=X +E 2 R =40.92-2.659×1.08=38.05
R 图:
中心线 CL=R =1.08
上控制界限UCL=D 4 R =3.267+1.08=3.53 下控制界限LCL=D 3R =0没有下控制界限。
根据以上计算出的X 图和R 图的上下控制界限分别作X 图和R 图。
0 1 5 10 15 20 25
样本号
3 2 1 0
43 42 41 40 39
CL=0.96
UCL=3.1
LCL=38.4
CL=40.36
UCL=43.51
X 图
R 图。