表面粗糙度及表面粗糙度的标注方法
表面粗糙度的概念及其注法
1.6
3.2
6.3
在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
⑵ 表面粗糙度参数:
表面粗糙度参数的单位是m。 注写Ra时,只写数值; 注写Rz、Ry时, 应同时注出Rz、Ry和数值。 只注一个值时,表示为上限值;注两个 值时,表示为上限值和下限值。
用任何方法获得的表面, Ra的上限值 为3.符)号及其注法
⒈ 表面粗糙度代号 表面粗糙度符号 表面粗糙度代号 表面粗糙度参数 其它有关规定
⑴ 表面粗糙度符号
基本符号:
H1 ≈1.4h H2=2 H1 h —— 字高
5 7 10
H2 H1
60° 60°
数字与字母高度
2.5 0.25
3.5
符号的线宽
高度H1 高度H2
dx
近似为:
n 1 Ra=- L ∑ yi i=1
⒉ 微观不平度十点高度——Rz
yp2 yp1 yp3 yp4
yp5
Y
X yv4 yv5 X
yv1
yv2
L
∑y + ∑y pi i=1 i=1 vi Rz= 5
Y
5
5
Ypi——最大轮廓峰高 Yvi——最大轮廓谷深
⒊ 轮廓最大高度——Ry
Rp Ry L
例如:
3.2
用去除材料的方法获得的表面, Ra的上限 值为3.2m,下限值为1.6m。 Ry3.2 用任何方法获得的表面, Ry的上限值 为3.2m。
3.2 1.6
说明:
① 当标注上限值或上限值与下限值时,允 许实测值中有16%的测值超差。 ② 当不允许任何实测值超差时,应在参数 值的右侧加注max或同时标注max和min。 例如: 3.2max 用去除材料的方法获得的表面, Ra的 1.6min 最大值为3.2m,最小值为1.6m。
全版表面粗糙度及表面粗糙度的标注方法.doc

一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b加工方法、镀涂或其他表面处理;c取样长度(mm);d加工纹理方向符号;e加工余量(mm);f粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍2代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定3带有横线的表面粗糙度应按右图方式标注4当地位狭小不使标注时.可引出标注;细线相连的不连续同一表面.只要标注5零件所在表面具有相同的表面粗糙度要求,在右上角统一标注代号6简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题栏附近说明这些简化代号的意义7省略注法当仅有同一种表而粗糙度的去除材料加工的在面.以及不会除材料的表面时,可采用省略注法,但必须在标题附近说明这些省略代号的意义8零件上重复素(孔,槽,齿等)的表面只标注其中一个。
表面粗糙度及其标注
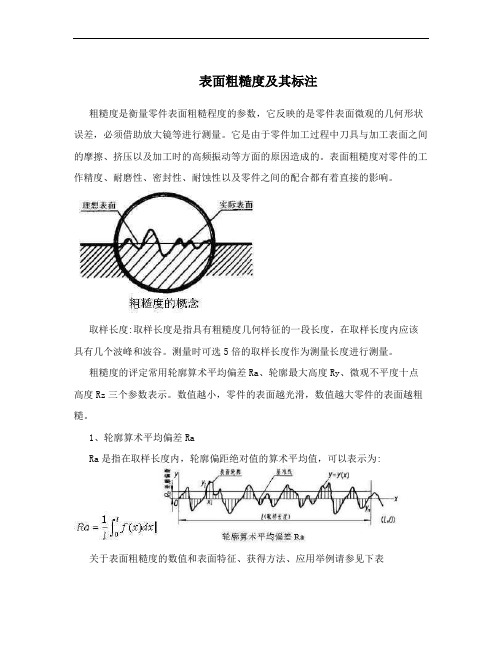
表面粗糙度及其标注粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。
它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。
表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。
取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。
测量时可选5倍的取样长度作为测量长度进行测量。
粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。
1、轮廓算术平均偏差RaRa是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。
标注时应当选用这些数值,不能选用其他的数值。
2、轮廓最大高度Ry3、轮廓不平度十点高度Rz1、代号及意义粗糙度代号可以分为:符号,粗糙度项目及数值。
常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。
2、标注原则1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。
2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。
并加注“其余”二字。
3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规定标注。
4)、代号中的数字方向应与尺寸数字的方向一致。
5)、符号的尖端必须从材料外指向表面。
标注举例:6)、齿轮、蜗轮齿面对于齿轮、蜗轮齿面的粗糙度,应标注在表示分度圆的点画线上。
如果图形中的位置有限,粗糙度也可以引出标注或注在尺寸线的延长线上。
7)、两个表面的粗糙度要求相同,也可以一个符号使用两个指引线。
表面粗糙度及其标注
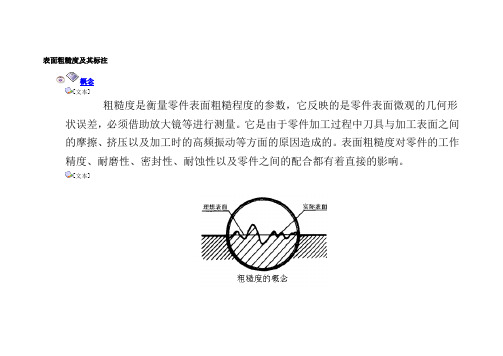
表面粗糙度及其标注概念[文本]粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。
它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。
表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。
][文本[文本]取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。
测量时可选5倍的取样长度作为测量长度进行测量。
评定参数[文本]粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。
1、轮廓算术平均偏差RaRa是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。
从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。
标注时应当选用这些数值,不能选用其他的数值。
[文本]2、轮廓最大高度Ry3、轮廓不平度十点高度Rz标注[文本]1、代号及意义粗糙度代号可以分为:符号,粗糙度项目及数值。
常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。
2、2、标注原则1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。
2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。
并加注“其余”二字。
3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规定标注。
4)、代号中的数字方向应与尺寸数字的方向一致。
5)、符号的尖端必须从材料外指向表面。
标注举例:6)、齿轮、蜗轮齿面对于齿轮、蜗轮齿面的粗糙度,应标注在表示分度圆的点画线上。
如果图形中的位置有限,粗糙度也可以引出标注或注在尺寸线的延长线上。
表面粗糙度及表面粗糙度的标注方法.-工程

表面粗糙度及表面粗糙度的标注方法 -工程2019-01-01一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略,。
无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm); b 加工方法、镀涂或其他表面处理; c 取样长度(mm); d 加工纹理方向符号; e 加工余量(mm);f 粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥ 纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向 c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
表面粗糙度的标注方法
表面粗糙度的标注方法表面粗糙度是衡量物质表面质量的一个重要指标。
在工业、机械制造、汽车、电子、医疗、军事等多个领域中,表面粗糙度都起着重要的作用。
表面粗糙度的量化标准主要是通过测量表面数据来实现的,一般需要进行标注及分类。
本文将介绍表面粗糙度的标注方法和相关参考内容,以帮助读者更好地理解和应用表面粗糙度的概念。
1. 表面粗糙度的标注方法(1)符号法:符号法是用符号及数字表示表面粗糙度参数。
例如:Ra 0.4μm,表示表面平均粗糙度值 Ra 为 0.4 微米。
符号中常见的有Ra、Rq、Rz三个参数。
(2)数字法:数字法是用数字表示表面粗糙度参数。
例如:0.4μm,表示表面平均粗糙度值 Ra为 0.4 微米。
数字法常用于一些简单的次要标注。
(3)文字说明法:文字说明法是用文字叙述表面粗糙度参数。
例如:表面平滑、表面粗糙或表面粗糙不均匀等。
(4)图形法:图形法是用图形表示表面粗糙度变化。
例如:采用等高线图或颜色图来反映表面粗糙度特征。
2. 表面粗糙度的分类方法(1)粗糙度种类:根据表面的特征,包括纵向的余量和横向的余量两种。
(2)表面形状:包括凹凸、光洁和平坦三种形状。
(3)表面变化特征:根据板材或工件的物理特性,可将表面粗糙度分为局部和全局两种变化。
局部的表面粗糙度变化常见于工件上某些部分,全局的表面粗糙度变化常见于整个工件表面。
3. 相关参考内容(1)ISO 4287:1997 Geometrical Product Specifications (GPS) -- Surface texture: Profile method -- Terms, definitions and surface texture parameters(2)ISO 25178:2016 Geometrical Product Specifications (GPS) -- Surface texture: Areal -- Terms, definitions and surface texture parameters(3)GB/T 7066-2003 表面粗糙度的测量和评定(4)JIS B 0601:2001 Surface roughness -- JIS method(5)ASTM E112-13 Standard Test Methods for Determining Average Grain Size(6)ASME B46.1 Surface Texture (Surface Roughness, Waviness, and Lay)(7)EN 10025-1994: Hot rolled Products of non-alloy Structural steels; Technical delivery conditions。
表面粗糙度及表面粗糙度的标注方法
一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b加工方法、镀涂或其他表面处理;c取样长度(mm);d加工纹理方向符号;e加工余量(mm);f粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍2代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定3带有横线的表面粗糙度应按右图方式标注4当地位狭小不使标注时.可引出标注;细线相连的不连续同一表面.只要标注5零件所在表面具有相同的表面粗糙度要求,在右上角统一标注代号6简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题栏附近说明这些简化代号的意义7省略注法当仅有同一种表而粗糙度的去除材料加工的在面.以及不会除材料的表面时,可采用省略注法,但必须在标题附近说明这些省略代号的意义8零件上重复素(孔,槽,齿等)的表面只标注其中一个。
表面粗糙度及其标注方法
表面粗糙度及其标注方法
表面粗糙度是指物体表面的不平坦程度或不光滑程度。
它可以用来描述表面的峰谷结构、细微起伏、坑洞等特征。
标注表面粗糙度的方法可以有以下几种:
1. Rz值:Rz值是根据ISO 4287标准确定的表面粗糙度参数之一。
它是表面上最高峰值与最低谷值之间的垂直距离的平均值。
Rz值越大,表面越粗糙。
2. Ra值:Ra值是根据ISO 4287标准确定的表面粗糙度参数之一。
它是与表面轮廓线平均偏离中线的长度有关的平均值。
Ra值越大,表面越粗糙。
3. Rt值:Rt值是根据ISO 4287标准确定的表面粗糙度参数之一。
它是表面上最高峰值与最低谷值之间的垂直距离的总值。
Rt值越大,表面越粗糙。
4. 利用光学仪器进行测量:可以使用光学设备(如表面粗糙度仪、扫描电子显微镜等)来直接测量并观察表面的粗糙度。
这种方法可以提供更详细和准确的表面粗糙度信息。
在标注表面粗糙度时,通常会使用相应的标志和数值来表示粗糙度等级。
例如,可以用一个符号(如Ra,Rz等)来表示粗
糙度参数的类型,然后使用数值来表示具体的粗糙度大小。
表面粗糙度及表面粗糙度的标注方法
表面粗糙度及表面粗糙度的标注方法表面粗糙度是指物体表面的不平整程度,是衡量表面质量和加工精度的重要指标。
在工业制造领域,精确的表面粗糙度标注方法对于保证产品质量和功能至关重要。
本文将介绍表面粗糙度的概念、影响因素以及常用的表面粗糙度标注方法。
一、表面粗糙度的概念及影响因素表面粗糙度是指物体表面的不规则度程度,通常用Ra值表示,其单位为微米(μm)。
表面粗糙度的大小与加工工艺、材料性质、加工机床、刀具等因素密切相关。
较大的表面粗糙度会增加摩擦、磨损和腐蚀等问题,同时也会影响产品的外观和功能。
二、表面粗糙度的标注方法为了测量和标注表面粗糙度,人们设计了多种方法和仪器。
以下是常用的四种表面粗糙度标注方法:1. Ra值标注法Ra值(平均粗糙度)是最常用的表面粗糙度标注方法之一。
它通过测量表面纵向高度偏差与参考线的平均值来表示表面的粗糙度。
Ra值越小,表面越光滑。
根据国际标准ISO 4287,Ra值的单位为μm。
2. Rz值标注法Rz值(最大峰谷值)是指表面上最高峰和最低谷之间的垂直距离。
Rz值可以反映表面的不规则程度,是评价表面粗糙度变化的重要指标之一。
同样,根据国际标准ISO 4287,Rz值的单位也为μm。
3. Rq值标注法Rq值(均方根粗糙度)是通过计算表面各点高度偏差的平方和的平均值来表示表面的粗糙度。
Rq值能够反映表面粗糙度的整体分布情况,对于一些特殊需求的产品尤为重要。
单位同样为μm。
4. Rt值标注法Rt值(最大峰谷差)是指表面上最高峰和最低谷之间的总距离。
Rt 值可以直观地反映出表面是否有较大的凹凸不平,常用于对表面质量要求较高的产品。
单位同样为μm。
三、表面粗糙度的测量仪器为了准确测量表面粗糙度并进行标注,现代工业通常使用表面粗糙度测量仪器。
常见的测量仪器有:1. 表面粗糙度仪表面粗糙度仪是一种能够测量表面粗糙度的便携仪器,它通过传感器接触并扫描测量物体表面,然后将数据转化为相应的粗糙度数值,并进行显示和记录。
表面粗糙度及表面粗糙度的标注方法-资料类
表面粗糙度及表面粗糙度的标注方法-资料类关键信息项:1、表面粗糙度的定义及相关术语解释表面粗糙度的概念:____________________________相关术语:____________________________2、表面粗糙度的测量方法及工具测量方法:____________________________测量工具:____________________________3、表面粗糙度的标注规范标注符号:____________________________标注位置:____________________________标注数值:____________________________4、表面粗糙度对产品性能的影响对摩擦性能的影响:____________________________对疲劳强度的影响:____________________________对耐腐蚀性能的影响:____________________________5、不同材料和加工工艺下的表面粗糙度要求金属材料:____________________________非金属材料:____________________________常见加工工艺:____________________________1、表面粗糙度的定义及相关术语解释11 表面粗糙度的概念表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。
其两波峰或两波谷之间的距离(波距)很小(在 1mm 以下),它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
111 相关术语粗糙度轮廓:是对原始轮廓采用λc滤波器抑制长波成分以后形成的轮廓。
粗糙度轮廓的算术平均偏差Ra:在一个取样长度内,纵坐标值Z(x)绝对值的算术平均值。
粗糙度轮廓的最大高度 Rz:在一个取样长度内,最大轮廓峰高和最大轮廓谷深之和的高度。
2、表面粗糙度的测量方法及工具21 测量方法比较法:将被测表面与已知粗糙度样块进行比较,通过视觉和触觉判断被测表面的粗糙度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一
.
表面粗糙度的符号
注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用
Ra,在图中标注时常省略。
无max min 则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米
基本符号,表示可使用任何方法获得
k' I基本符号加一短划,表示表面用去除材料的方法获得
■ ■表示用不去除材料方法获得(铸锻冲压等)
d' =h/10 ;H=1.4h ;h 为字体高度
al、a2--粗糙度高度参数的允许值(mm);
b 加工方法、镀涂或其他表面处理;
c 取样长度(mm);
d 加工纹理方向符号;
e 加工余量(mm);
f 粗糙度间距参数值(mm)或轮廊支承长度率。
2. 零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明
3. 加工纹理方向:
= 纹理平行于标注符号的视图的投影面
丄纹理垂直于标注符号的视图的投影面
x 纹理呈两相交的方向
M 纹理呈多方向
c 纹理呈近似同心圆
R 纹理呈近似的放射状
p 纹理无方向或凸起的细粒状
4. 加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米
5. 参数S Sm Tp l 的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参
数的符号
三。
表面粗糙度符号、代号在图样上的标注
一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指
向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致
1.
.表面粗糙度的代号
标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注
序号标注规定及说明
当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)
1 号可统一注在图样的右上
角,并加注其余”两字,且应是
图样上其它代(符)号高度的1.4
倍
代号中数字注写方向应与尺
寸数字方向一致;倾斜表面的代
号及数字标控方向应符合图右规
定
带有横线的表面粗糙度应按
右图方式标注
3
4当地位狭小不使标注时.可
引出标注;细线相连的不连
续同一表面•只要标注
5零件所在表面具有相同的表面粗糙度要求,在右上角统
一标注代号
6简化注法;
为了简化标注方法,或标
注位置受到限制时•可以标
注简化代号,但必须在标题栏
附近说明这些简化代号的意
义
省略注法
当仅有同一种表而粗糙度
的去除材料加工的在面•以及
不会除材料的表面时,可采
QUID 四迎用省略注法,但必须在标题
附近说明这些省略代号的意
义
8 零件上重复素(孔,槽,齿
等)的表面只标注其中一个。
连续表面只注一次
同一表面具有不同的表面和
粗糙度要求时,须用细实线
画出其分界线•并注出相应的
表面粗糙度代号和尺寸
10
14
需要将零件局部热处理或局 11 中心孔的工作表面,键槽 的工作面.倒角、圆角的表 面粗糙度代号,可以简化标 注 12 齿轮、渐开线花键的工作表 面没画出齿形时.表面粗糙 度代号注在分度线上 13 螺纹没画出牙型时•表面粗 糙度代号注在尺寸线或引出 线上 U ・
J*T 7E*J 凹切呵初叩0如3龙迪
部涂(镀)时,应用粗点戈U
线画出其范围并非标注相应
的尺寸,也可将其要求并写在
面粗糙度符号内
14。