表面粗糙度的标注方法有了新规定
最新国家标注:表面粗糙度
a 上限或下限符号U或L
B 滤波器类型“x”。标准滤波器是高斯滤波器(GB/T 18777)。 以前的标准滤波器是2RC滤波器。将来也可能对其他的滤波器 进行标准化。在转换期间,在图样上标注滤波器类型对某些公 司比较方便。滤波器类型可以标注为“高斯滤波器”或 “2RC"。滤波器名称并没有标准化,但这里所建议的标注名 称是明确的,无争议的。
8/20/2013
最大规则: 运用本规则时, 被检的整个表面 上测得的参数值一个也不应超过给定的极 限值。 16%规则是所有表面结构要求标注的默认 规则。即当参数代号后未标注写“max”字 样时, 均默认为应用 16%规则( 例如 Ra0.8) 。反之, 则应用最大规则( 例如 Ramax0.8)
8/20/2013
有关检验规范的基本术语
评定表面粗糙度的基准线,有以下两种:
轮廓的最小二乘中线m
在取样长度内,使轮廓上各点至一条该线的距离平方 和为最小。
即:
yi2 min
i 1
n
8/20/2013
有关检验规范的基本术语
轮廓算术平均中线m :在取样长度内,将实际轮 廓划分上下两部分,且使上下面积相等的直线 。
当应用最大规则(默认传输带)时参数的注法
双向极限的注法
加工工艺和表面粗糙度要求的注法
8/20/2013
镀覆和表面粗糙度要求的注法
垂直于视图所在投影面的表面纹理方向的注法
8/20/2013
5 表面结构要求在图样中的注法
图1 表面结构要求的注写方向
8/20/2013
标注在轮廓线上或指引线上
表面结构的注写和读取方向与尺寸的注写和读取方向一 致。表面结构要求可标注在轮廓线上, 其符号应从材料 外指向并接触表面, 如图 2 所示。必要时, 表面结构也 可用带箭头或黑点的指引线引出标注, 如图 3 所示。
最新国家标注:表面粗糙度
1/28/2016
有关检验规范的基本术语
取样长度l:评定表面粗糙度所规定的一段基准线长度。 应与表面粗糙度的大小相适应。规定取样长度是为了 限制和减弱表面波纹度对表面粗糙测量结果的影响, 一般在一个取样长度内应包含5个以上的波峰和波谷。 (标准见书P108 表5-1。) 评定长度 ln:为了全面、充分地反映被测表面的特性, 在评定或测量表面轮廓时所必需的一段长度。评定长 度可包括一个或多个取样长度。表面不均匀的表面, L L L L L 宜选用较长的评定长度。 n 评定长度一般按5个取样长度来确定。
1/28/2016
评定表面结构常用的参数(三大参数)
轮廓参数( 由 GB/T35052000 定义)
图形参数( 由 GB/T18618- 2002 定义)
支承率 曲 线 参 数 ( 由 GB/T18778.2- 2003
和 GB/T18778.32006 定义) 。 其中轮廓参数是我国机械图样中目前最常用的, 轮廓算术平均偏差 Ra、轮廓最大高度 Rz 中的两 个高度为最多。粗糙度轮廓也称 R 轮廓。
基准线
1/28/2016
(1) 取样长度和评定长度
取样长度——测量表面粗糙度轮廓时,测量限 制的一段足够短的长度,以限制或减弱波纹度、 排除形状误差对表面粗糙度轮廓测量的影响。
评定长度默认为 5 个取样长度, 否则应注明
个数。 例如Rz0.4、Ra3 0.8、Rz1 3.2 分别表示评 定长度为 5 个( 默认) 、3个、1 个取样长度。
当应用最大规则(默认传输带)时参数的注法
双向极限的注法
加工工艺和表面粗糙度要求的注法
1/28/2016
表面粗糙度新国标
号应在垂直方向扩大,以空出足够的空间。扩大图形符号时,
a和b的位置随之上移。
(3) 位置c,注写加工方法。注写加工方法、表面处理、涂层或
其他加工工艺要求等。如车、磨、镀等加工方法。
(4) 位置d,注写表面纹理和方向。注写所要求的表面纹理和纹
理的方向,如“=”、“X”、“M”等。
(5) 位置e,注写加工余量。
2021/10/10
3
公差与测量技术
第4章 表面粗糙度与检测
4.4.2 表面结构要求在图样中的注法
1.表面结构符号、代号的标注位置与方向
• 总的原则是使表面结构的注写和读取方向与尺寸的注写和读 取方向一致。
⑴ 标注在轮廓线上或指引线上
• 其符号应从材料外指向并接触表面。必要时,表面结构符号 也可用带箭头或黑点的指引线引出标注。
2021/10/10
4Hale Waihona Puke 公差与测量技术⑵ 标注在特征尺寸的尺寸线上 ⑶ 标注在形位公差的框格上
第4章 表面粗糙度与检测
2021/10/10
5
公差与测量技术
⑷ 标注在延长线上 ⑸ 标注在圆柱和棱柱表面上
第4章 表面粗糙度与检测
2021/10/10
6
公差与测量技术
第4章 表面粗糙度与检测
2.表面结构要求的简化注法
1) 有相同表面结构要求的简化注法 • 其表面结构要求可统一标注在图样的标题栏附近。
2021/10/10
7
公差与测量技术
第4章 表面粗糙度与检测
2) 多个表面有共同要求的注法 (1) 用带字母的完整符号的简化注法。可用带字母的完整符号,
以等式的形式,在图形或标题栏附近,对有相同表面结构要 求的表面进行简化标注。 (2) 只用表面结构符号的简化注法。可用基本符号和扩展符号, 以等式的形式给出对多个表面共同的表面结构要求。
06版表面粗糙度的新规定

06版GB/T131表面结构要求标注方法新标准来源:《现代模具》时间:2008-2-25 16:07:21表面结构要求包括粗糙度、波纹度、原始轮廓等参数。
其表示方法的标准是模具设计不可缺少的常用标准。
作为规定表面结构标注方法重要基础性国家标准的GB/T131-1993《机械制图、表面粗糙度符号、代号及其标注》国家标准于2006年被修订为GB/T131-2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》。
新版标准采用ISO 1302:2002《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(英文版),共有11章及10个附录,分别对技术产品文件中表面结构的表示方法作出了规定,适用于所有产品对表面结构有要求的标注。
与原1993年版旧标准相比,技术内容发生了很大变化。
因此,贯彻标准时需要加以注意。
1注意表面结构表示法所属标准化领域的变化本次修订,将表面结构表示法从机械制图领域划归为产品几何技术规范领域。
因此,标准名称由原来的《机械制图、表面粗糙度符号、代号及其标注》修改为《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》。
将表面结构表示法所属标准化领域加以捋顺,有利于标准之间的相互协调。
2注意表面结构符号分类的变化新版标准对表面结构图形符号的规定没有变化,但对表面结构图形符号的分类作了调整。
1993年版对表面结构表示有粗糙度符号和粗糙度代号之称。
其中,表示粗糙度的图形称为粗糙度符号;而粗糙度的符号和数字则统称为粗糙度代号。
而新标准则一律称为表面结构的图形符号。
此外,新标准还对表面结构的图形符号进一步做了分类。
分为基本图形符号、扩展图形符号、完整图形符号三种,并分别给出了各自的定义。
其中,基本图形符号即1993版中所称的基本符号。
新标准将原来的表示表面可以用任何方法获得的符号称为基本图形符号,将原来的表示表面可以用去除材料的方法获得粗糙度的符号以及不允许用去除材料的方法获得表面粗糙度的符号统称为扩展图形符号。
表面粗糙度最新国家标注

评定长度一般按5个取样长n 度来确定。
3/29/2020
评定表面粗糙度的基准线
评定表面粗糙度的基准线,有以下两种: 轮廓的最小二乘中线m
在取样长度内,使轮廓上各点至一条该线的距离平方和为 最小。
即: n yi2 min i 1
技术产品文件中表面结构要求标注的控制元素
3/29/2020
a 上限或下限符号U或L b 滤波器类型“x”。标准滤波器是高斯滤波器(GB/T 18777)。
以前的标准滤波器是2RC滤波器。将来也可能对其他的滤波器 进行标准化。在转换期间,在图样上标注滤波器类型对某些公 司比较方便。滤波器类型可以标注为“高斯滤波器”或 “2RC"。滤波器名称并没有标准化,但这里所建议的标注名 称是明确的,无争议的。
表面粗糙度GB/T 131- 2006
重机技术中心标准化 侯岩舒 2016.8
新国标 GB/131- 2006《产品几何技术规范( GPS) 技术产品文件中表面结构的表示法》
充分考虑了对零件表面质量影响的多种因素, 除表面粗糙度外还有在机械加工过程中, 由 于机床、工件和刀具系统的振动, 在工件表 面所形成的间距比粗糙度大得多的表面不平 度、即波纹度的影响。所以, 表面粗糙度、 表面波纹度以及表面几何形状误差总是同时 生成并存在同一表面上综合影响零件的表面 轮廓。
3/29/2020
5 表面结构要求在图样中的注法
图1 表面结构要求的注写方向
3/29/2020
标注在轮廓线上或指引线上
表面结构的注写和读取方向与尺寸的注写和读取方向一 致。表面结构要求可标注在轮廓线上, 其符号应从材料 外指向并接触表面, 如图 2 所示。必要时, 表面结构也 可用带箭头或黑点的指引线引出标注, 如图 3 所示。
表面粗糙度新国标
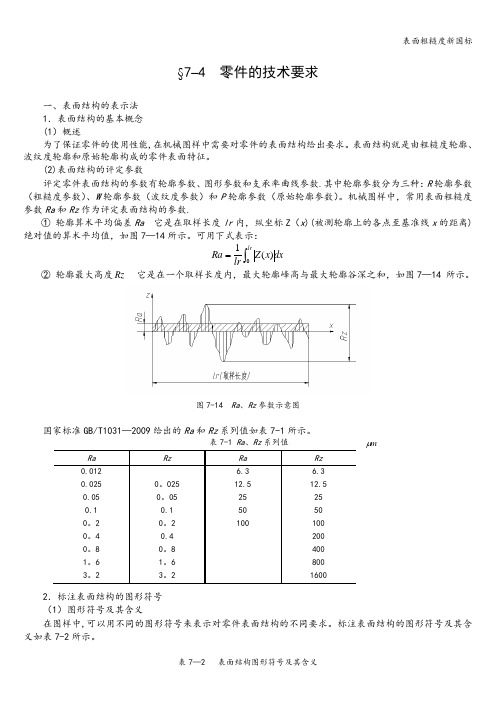
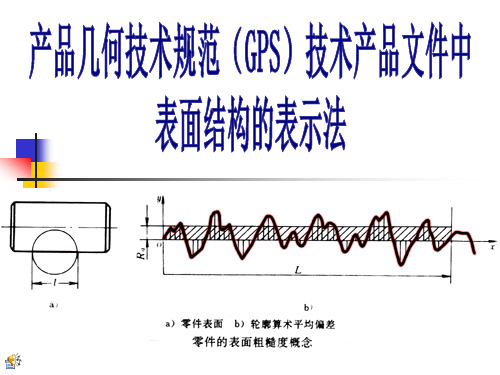
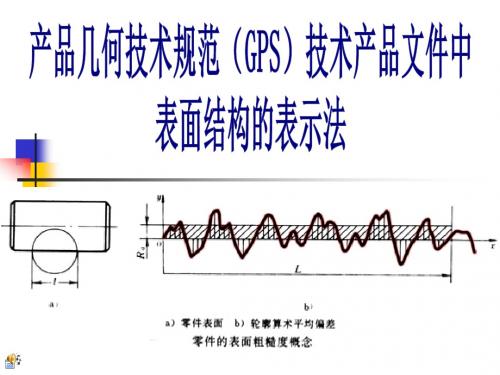
§7–4 零件的技术要求一、表面结构的表示法1.表面结构的基本概念 (1)概述为了保证零件的使用性能,在机械图样中需要对零件的表面结构给出要求。
表面结构就是由粗糙度轮廓、波纹度轮廓和原始轮廓构成的零件表面特征。
(2)表面结构的评定参数评定零件表面结构的参数有轮廓参数、图形参数和支承率曲线参数.其中轮廓参数分为三种:R 轮廓参数(粗糙度参数)、W 轮廓参数(波纹度参数)和P 轮廓参数(原始轮廓参数)。
机械图样中,常用表面粗糙度参数Ra 和Rz 作为评定表面结构的参数.① 轮廓算术平均偏差Ra 它是在取样长度lr 内,纵坐标Z (x )(被测轮廓上的各点至基准线x 的距离)绝对值的算术平均值,如图7—14所示。
可用下式表示:dx x Z lr Ra lr⎰=0)(1② 轮廓最大高度Rz 它是在一个取样长度内,最大轮廓峰高与最大轮廓谷深之和,如图7—14 所示。
图7-14 Ra 、Rz 参数示意图国家标准GB/T1031—2009给出的Ra 和Rz 系列值如表7-1所示。
表7-1 Ra 、Rz 系列值 m μRaRzRaRz0.0126.3 6.3 0.025 0。
025 12.5 12.5 0.05 0。
05 25 25 0.1 0.1 50 50 0。
2 0。
2 100100 0。
4 0.4 200 0。
8 0。
8 400 1。
6 1。
6 800 3。
23。
216002.标注表面结构的图形符号 (1)图形符号及其含义在图样中,可以用不同的图形符号来表示对零件表面结构的不同要求。
标注表面结构的图形符号及其含义如表7-2所示。
表7—2 表面结构图形符号及其含义符号名称符号样式含义及说明基本图形符号未指定工艺方法的表面;基本图形符号仅用于简化代号标注,当通过一个注释解释时可单独使用,没有补充说明时不能单独使用扩展图形符号用去除材料的方法获得表面,如通过车、铣、刨、磨等机械加工的表面;仅当其含义是“被加工表面”时可单独使用用不去除材料的方法获得表面,如铸、锻等;也可用于保持上道工序形成的表面,不管这种状况是通过去除材料或不去除材料形成的完整图形符号在基本图形符号或扩展图形符号的长边上加一横线,用于标注表面结构特征的补充信息工件轮廓各表面图形符号当在某个视图上组成封闭轮廓的各表面有相同的表面结构要求时,应在完整图形符号上加一圆圈,标注在图样中工件的封闭轮廓线上.(2)图形符号的画法及尺寸图形符号的画法如图7—15所示,表7—3列出了图形符号的尺寸。
表面粗糙度新国标
该标准体系对表面微观不平度的测量 和评价进行了全面、系统的规定,适 用于各种材料和加工方法的表面粗糙 度测量和评价。
表面粗糙度新国标的重要性
提高产品质量
表面粗糙度是产品质量的重要指 标之一,通过实施新国标,可以 提高产品表面的光洁度和精度, 从而提高产品质量。
促进技术进步
新国标的制定和实施,可以推动 表面粗糙度测量和评价技术的进 步,促进相关行业的技术创新。
提高产品质量和用户体验
符合新国标的产品能够更好地满足市场需求,提高产品质 量和用户体验,促进消费升级。
展望未来发展
随着技术的不断进步和应用领域的拓展,表面粗糙度新国标将 会不断完善和更新,为各行业的发展提供更加明确和统一的标
准和指导。
感谢您的观看
THANKS
涂层和镀层的附着力和耐久性
表面粗糙度对涂层和镀层的附着力和耐久性具有重要影响,新国标的应用有助 于提高涂装和电镀产品的质量和可靠性。
涂装领域
涂料的选择和涂装工艺的制定
新国标为涂装领域提供了表面粗糙度的参考标准,有助于选择合适的涂料和制定合理的涂装工艺。
涂装效果的评估和改进
通过应用新国标,企业可以对涂装效果进行评估和改进,提高产品的外观质量和防腐性能。
应用范围对比分析
新国标应用范围更广
新国标不仅适用于金属材料,还适用于非金 属材料,如塑料、陶瓷等,扩大了标准的应 用范围。
新国标与国际接轨
新国标的制定参考了国际标准,与国际接轨, 有利于促进国内外技术交流和贸易合作。
06
新国标对行业的影响与展 望
对机械加工行业的影响
促进技术升级
01
新国标对表面粗糙度提出了更高的要求,促使机械加工企业采
表面粗糙度的标注方法有了新规定
表面粗糙度的标注方法有了新规定——华科大教师团队内部资料表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a)允许任何工艺(b)去除材料(c)不去除材料图1表面粗糙度各项要求标注的位置如图2 所示:图2单一要求:a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值)b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值)补充要求:c ——加工方法(车、铣、磨、涂镀等)d ——表面纹理和方向e ——加工余量例1(见图3):图3含义:上限值Ra=50μm;下限值Ra=6.3μm;U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L;极限值规则均为“16%规则”;两个传输带均为0.008mm—4mm(其中4mm 为取样长度);评定长度中含有5 个取样长度(默认),5×4mm = 20 mm;加工方法为铣;表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关);加工余量为3mm。
例2(见图4):图4含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其取样长度为0.8mm;第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。
例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5):图5含义:传输带/取样长度为默认值;评定长度为3 个取样长度;默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。
最新国家标注:表面粗糙度
表面粗糙度对零件性能的影响
影响零件的耐磨性。 影响配合性质的稳定性。 影响零件的疲劳强度。 影响零件的抗腐蚀性。 影响零件的密封性。 对零件的外观、测量精度、表面光学性
能、导电导热性能和胶合强度等也有着 不同程度的影响。
12/20/2019
有关检验规范的基本术语
12/20/2019
图8 大多数表面有相同表面 结构要求的简化注法(一)
图9 大多数表面有相同表面结构要求的简化注法(二)
12/20/2019
图10 在图纸空间有限时的简化注法
多个表面有共同要求的注法
图10 在图纸空间有限时的简化注法
12/20/2019
11
只用表面结构符号的简化注法
图
多 个 表 面 结 构 要 求 的 简 化 标 注
12/20/2019
图7 圆柱和棱柱的表面结构要求的注法
有相同表面结构要求的简化注法
如果在工件的多数( 包 括全部) 表面有相同的 表面结构要求时, 则其 表面结构要求可统一标 注在图样的标题栏附近。 此时, 表面结构要求的 符号后面应有: 在圆括 号内给出无任何其它标 注的基本符号, 不同的 表面结构要求仍应直接 标注在图形中, 如图 8 所示。
12/20/2019
双向极限的注法
12/20/2019
加工工艺和表面粗糙度要求的注法
镀覆和表面粗糙度要求的注法
垂直于视图所在投影面的表面纹理方向的注法
12/20/2019
5 表面结构要求在图样中的注法
图1 表面结构要求的注写方向
12/20/2019
标注在轮廓线上或指引线上
表面结构的注写和读取方向与尺寸的注写和读取方向一 致。表面结构要求可标注在轮廓线上, 其符号应从材料 外指向并接触表面, 如图 2 所示。必要时, 表面结构也 可用带箭头或黑点的指引线引出标注, 如图 3 所示。
表面粗糙度的标注方法-新规定
表面粗糙度的标注方法有了新规定表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS )技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01起代替GB/T 131‐1993。
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a )允许任何工艺 (b )去除材料 (c )不去除材料图1表面粗糙度各项要求标注的位置如图2所示:图2例1(见图3):图3例2(见图4):图4例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3个取样长度,见图5):图5例4(见图6):图62. 表面粗糙度的注写和读取方向要与尺寸的注写和读取方向一致(见图7),并标注在轮廓线上(轮廓线的延长线上)或指引线上(见图8和图9)。
图7 图8(a ) (b )图93. 必要时也可标注在特征尺寸的尺寸线上(见图10和图11)或形位公差的框格上(见图12)。
图10(a) (b)图11(a) (b)图124. 当多个表面有相同要求或图纸空间有限时,可采用简化注法(见图13~图15)。
注:图示的表面粗糙度符号是指对图形中封闭轮廓的周边六个面的共同要求(不包括前后面)。
图13(a) (b)注:多数表面有相同要求,可统一标注在标题栏的附近,而不是标注在图形的右上角。
图14(a)(b)注:用带字母或不带字母的图形符号,以等式的形式注写在图形或标题栏附近。
图155. 两种或多种工艺获得的同一表面的注法(见图16)。
注:同时给出镀覆前后的表面粗糙度要求的注法。
图16二、标注表面粗糙度以前应弄清楚的几个问题1. 什么是传输带/取样长度?其具体数值是多少?在图样上如何标注?在什么情况下可不标注?2. 什么是评定长度?它与取样长度有什么关系?在图样上如何标注?在什么情况下可不标注?3. 极限值的两个判断规则是什么?在图样上如何表示?4. 单向极限和双向极限在图样上如何表示?在什么情况下可省略“U”、“L”?5. Rz的含义是什么?它与原Ry是什么关系?参考资料GB/T 131-2006产品几何技术规范(GPS)技术产品文件中表面结构的表示法李震、崔长德 2007-05-20。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面粗糙度的标注方法有了新规定
——华科大教师团队部资料
表面粗糙度是工程图样和技术文件中的重要容,GB/T 131‐2006《产品几何技术规
(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。
一、表面粗糙度在工程图样中的标注方法
1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整
图形符号,完整符号有三种(见图1)。
(a)允许任何工艺(b)去除材料(c)不去除材料
图1
表面粗糙度各项要求标注的位置如图2 所示:
图2
单一要求:
a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值)
b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值)
补充要求:
c ——加工方法(车、铣、磨、涂镀等)
d ——表面纹理和方向
e ——加工余量
例1(见图3):
图3
含义:上限值Ra=50μm;
下限值Ra=6.3μm;
U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L;
极限值规则均为“16%规则”;
两个传输带均为0.008mm—4mm(其中4mm 为取样长度);
评定长度中含有5 个取样长度(默认),5×4mm = 20 mm;
加工方法为铣;
表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关);
加工余量为3mm。
例2(见图4):
图4
含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其
取样长度为0.8mm;
第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其
取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样
长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。
例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5):
图5
含义:传输带/取样长度为默认值;
评定长度为3 个取样长度;
默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。
例4(见图6):
图6
含义:传输带/取样长度为默认值;
默认评定长度为5 个取样长度;
默认Ra 为上限值要求,Ra = 1.6μm,默认符合16%规则。
2. 表面粗糙度的注写和读取方向要与尺寸的注写和读取方向一致(见图7),并标注在轮廓线上(轮廓线的延长线上)或指引线上(见图8 和图9)。
图9
3. 必要时也可标注在特征尺寸的尺寸线上(见图10 和图11)或形位公差的框格上(见图12)。
图10
4. 当多个表面有相同要求或图纸空间有限时,可采用简化注法(见图13~图15)。
注:图示的表面粗糙度符号是指对图形中封闭轮廓的周边六个面的共同要求(不包括前后面)。
图13
(a)(b)
注:多数表面有相同要求,可统一标注在标题栏的附近,而不是标注在图形的右上角。
图14
注:用带字母或不带字母的图形符号,以等式的形式注写在图形或标题栏附近。
图15
5. 两种或多种工艺获得的同一表面的注法(见图16)。
注:同时给出镀覆前后的表面粗糙度要求的注法。
图16
二、标注表面粗糙度以前应弄清楚的几个问题
1. 什么是传输带/取样长度?其具体数值是多少?在图样上如何标注?在什么情况下可不标注?
2. 什么是评定长度?它与取样长度有什么关系?在图样上如何标注?在什么情况下可不标注?
3. 极限值的两个判断规则是什么?在图样上如何表示?
4. 单向极限和双向极限在图样上如何表示?在什么情况下可省略“U”、“L”?
5. Rz 的含义是什么?它与原Ry 是什么关系?
参考资料
GB/T 131-2006 产品几何技术规(GPS)技术产品文件中表面结构的表示法。