焊接工艺节点图
二氧化碳气体保护焊钢结构焊接工艺卡
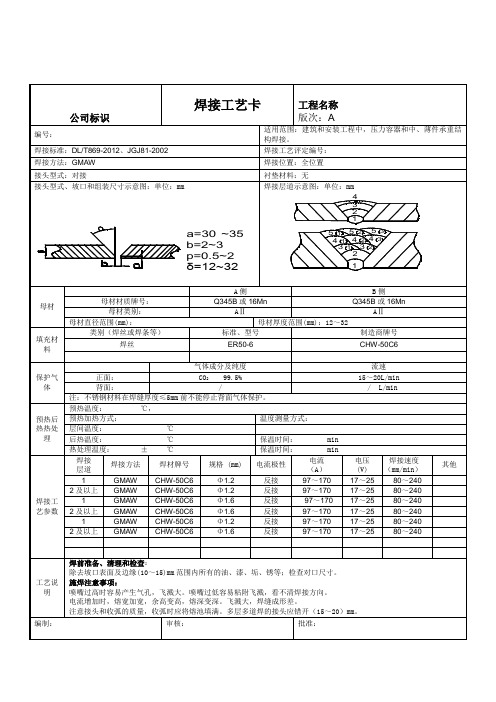
焊接工艺卡
工程名称
版次:A
编号:
适用范围:建筑和安装工程中,压力容器和中、薄件承重结构焊接。
焊接标准:DL/T869-2012、JGJ81-2002
焊接工艺评定编号:
焊接方法:GMAW
焊接位置:全位置
接头型式:对接
衬垫材料:无
接头型式、坡口和组装尺寸示意图:单位:mm
焊接层道示意图:单位:mm
注:不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:℃,
预热加热方式:
温度测量方式:
层间温度:℃
后热温度:℃
保温时间:min
热处理温度:±℃
保温时间:min
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GMAW
CHW-50C6
母材
A侧
B侧
母材材质牌号:
Q235B、20#、20G
Q235B、20#、20G
母材类别:
AⅠ
AⅠ
母材直径范围(mm):
母材厚度范围(mm):12~32
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
ER50-6
CHW-50C6
保护气体
气体成分及纯度
流速
正面:
CO299.5%
15~20L/min
背面:
Φ1.2
反接
97~170
17~25
80~240
2及以上
GMAW
CHW-50C6
间断焊焊接工艺说明

间断焊焊接工艺说明
1、根据所标注的焊接符号要求进行焊接。
如图1所示,表示有6处50(80)的间断焊,每段焊缝长度为50mm ,中间间隔80mm ,焊缝高度为5mm 。
图1
2、焊两头,分中间。
先预留出端头的焊缝,再按要求将中间均分。
如中间无法按要求均分,可适当延长其中一段焊缝。
如图2所示,先留出端头1、2处焊缝位置,再将中间那段按图纸标注要求均分,如无法均分,可适当延长一段中间焊缝或缩短一段中间间隙。
图2
3、端头相交处焊缝需连接在一起,如图3所示。
端头焊缝1
端头焊缝2
中间间隙
中间焊缝
正确焊法:
端头相交处
焊缝需相连
图3 不合理焊法:
端头相交处
焊缝未连接
图4
4、各梁连接处为关键受力部位,焊缝需相连,如下图所示。
图5
正确焊法:关键受力处,焊缝相连
不合理焊法:关键受力处,焊缝未相连
焊缝未相连
关键处焊缝未连接 补焊关键处焊缝。
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
不锈钢管道焊接工艺(附示意图)

316L 不锈钢管道焊接工艺焊接工艺(1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点,尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法,d >Φ159 mm 的采用氩弧焊打底,手工电弧焊盖面。
d ≦Φ159 mm 的全用氩弧焊。
焊机采用手工电弧焊/氩弧焊两用的WS7 一400 逆变式弧焊机。
document.write("");xno = xno+1;(2)焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循“等成分”原则选择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头中出现少量铁素体,选择HooCr19Ni12Mo2氩弧焊用焊丝,手弧焊用焊条CHSO22 作为填充材料,其成分见表1 和表2。
表1 焊丝HOOCr19Ni12Mo2化学成分(%)(3)焊接参数。
奥氏体不锈钢的突出特点是对过热敏感,故采用小电流、快速焊,多层焊时要严格控制层间温度,使层间温度小于60 ℃ 。
具体参数见表3 。
表3 焊接参数(4 )坡口形式及装配定位焊。
坡口形式采用V 形坡口,由于采用了较小的焊接电流,熔深小,因而坡口的钝边比碳钢小,约为0-0.5 mm,坡口角度比碳钢大,约为65°- 700°,其形式见图l 。
图1 坡口形式因不锈钢热膨胀系数较大,焊接时产生较大的焊接应力,要求采用严格的定位焊。
对于d≦Φ89 mm 的管采用两点定位,d=Φ89-Φ219 mm采用三点定位,d≧219 mm 的采用四点定位;定位焊缝长度6-8 mm。
(5)焊接技术要求:① 手工电弧焊时焊机采用直流反接,氩弧焊时采用直流正接;② 焊前应将焊丝用不锈钢丝刷刷掉表面的氧化皮,并用丙酮清洗;焊条应在200-250 ℃ 烘干1h,随取随用;③ 焊前将工件坡口两侧25 mm 范围内的油污等清理干净,并用丙酮清洗坡口两侧25 mm 范围;④ 氩弧焊时,喷嘴直径Φ2 mm , 钨极为钵钨极,规格Φ2.5 mm ;⑤ 氩弧焊焊接不锈钢时,背面必须充氩气保护,才能保证背面成形。
车身焊接工艺

CO2气体保护焊,在汽车制造业中,主要用于车身骨架焊接, 如图3-30所示。
图3-30
二、焊接规范的选择
焊接工艺参数主要包括:焊丝直径、焊接电流Iw、电弧电压、 焊接速度v 和焊丝伸出长度等。
合理选择焊接工艺参数有利于:稳定焊接、焊接质量↑和生产率 ↑等。
3-4 点焊设备
不论什么类型的点焊机,都由电源(供电系统)和电器控制、 加压机构和焊具等辅件(包括冷却系统等)组成。
书中列举了固定式点焊机、悬挂式点焊机和多点焊机。
图3-23
表3-5
图3-24
图3-25
图3-26
图3-27
图3-28
2-5 CO2保护焊
一、概述
人们采用非常低廉的CO2气体(用前需经过干燥和过滤杂质) 来保护那些要求稍低的焊接过程,主要用于低碳钢的焊接。 气体在高温电弧作用下发生分解: CO2 ← →CO↑+ [O]
3)固定点焊工艺的选择 通用类固定点焊机,用不同的机臂和焊接辅具来进行各种大小 件焊接。
如图3-21所示。
4)悬点焊工艺的选择 图3-22所示,利用不同形式的焊钳,对大的合件或总成随行焊 接,尽量选用双面点焊工艺。
5)表面质量要求高的点焊工艺
图3-21
补2-21-1
补2-21-2
图3-22
3、电弧电压
电弧电压与焊接电弧长度有关。
车身骨架都为薄板件─→常采用低电弧电压的方式焊接。 一般选用电弧电压为20V左右。
4、焊接速度
半自动化焊接时,常选择15-40 m/h 。
三、CO2气体保护焊在车身焊接 中的应用示例
客车车身骨架、顶盖等,大多采用异型钢材或板料冲压的零件 组成。 常见的接头形式有: 图 3-31 十字接头(在各接缝处都需焊接─→大多数为角焊) , 常用于客车的前、后或侧围等。
接头焊接工艺卡

接头焊接工艺卡接头焊接工艺卡第页共页接头简图焊接顺序焊接工艺卡编号DuGDM5-41、清理净坡口及待焊区内的一切污物杂质,直至露图号出金属光泽。
接头名称法兰与壳体或接管的组合焊接接头2、采用六层焊接成形,焊接顺序如左图所示。
接头编对接焊缝1~3层采用焊条电弧焊。
角接焊缝先号用焊条电弧焊封底焊接第4层,再用埋弧焊焊接焊接工艺评定报告编号P004、P045角焊缝第5~6层(船形焊)。
在焊接过程中层间应清渣、修磨,并应确保每层焊缝的内在及外观质量。
否则应铲除重焊或修整。
3、焊后应清除熔渣及飞溅,自检后用产品简图记录焊工钢印代号。
焊工持证项目D4-5、M4-5检验序号本厂锅检所第三方或用户母材厚度,mm焊缝金属厚度,mm焊接位置平位+角焊俯位层一道焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)施焊技术不摆动焊、层间清渣牌号直径极性电流(A)预热温度(℃)常温1焊条电弧焊A102(7)ф3.2交流或直流反极性80~12020~2516~187.9层间温度(℃)≤60℃ 2焊条电弧焊A102(7)ф4.交流或直流反极性130~18020~2516~1812.3焊后热处理无 3焊条电弧焊A102(7)ф4.交流或直流反极性130~18020~2516~1812.3后热无 4焊条电弧焊A102(7)ф4.交流或直流反极性130~18020~2516~1812.3钨极直径5埋弧焊HOC r21N i10+HJ260ф3.2直流反极性350~38028~3070~808.5喷嘴直径6埋弧焊HOC r21N i10+HJ260ф3.2直流反极性400~45028~3070~809.9脉冲频率脉宽比(%)气体成分气体流量正面背面接头焊接工艺卡第页共页接头简图焊接顺序焊接工艺卡编号DuGDM4-41、清理净坡口及待焊区内的一切污物杂质,直至露图号出金属光泽。
接头名称法兰与壳体或接管的组合焊接接头2、采用六层焊接成形,焊接顺序如左图所示。
通号(2016)9301-07-焊接、接地连接示意图

桥隧型接地端子
桥隧型接地端子
L形钢筋
L形钢筋
图11.接地端子和热镀锌扁钢栓接示意图。
焊缝长度
螺栓
焊缝长度 面
螺母
弹簧垫圈 平垫圈 热镀锌扁钢 M16接地孔
图6.以桥梁地段为例,通信信号槽底部的接地端子和贯通地线连接示意图如下。
螺栓 电缆槽 A节点 桥梁接地钢筋 电缆槽防水层 说明: 1.本图接地连接零件的规格、技术要求详见"通号(2016)9301-06"。 接地端子 L形连接件 贯通地线 螺母 弹簧垫圈 平垫圈 电缆槽保护层 桥隧型接地端子
设计
图号 通号(2016)9301-07
铁 路 综合接地系统
A节点放大图
复核 通用接地材料连接工艺示意图 比例 日期 2016.10
图4.接地钢筋和热镀锌扁钢焊接时,搭接长度不小于100mm,双面施焊。
焊接 注:当贯通地线截面为35mm²,贯通地线的接续和贯通地线与分支引接线连接时,L=30mm~35mm; 当贯通地线截面为70mm²,贯通地线的接续和贯通地线与分支引接线连接时,L=45mm~50mm;
焊接
图9.接地端子和不锈钢连接线栓接示意图。
图1.接地钢筋双边焊接,搭接长度不小于55mm,焊缝厚度不小于4mm。 图2.接地钢筋单边焊接,搭接长度不小于100mm,焊缝厚度不小于4mm。
图7.贯通地线接续示意图。
贯通地线
图8.贯通地线和分支引接线连接示意图。
贯通地线 L
焊接
焊接 L
C形压接件 C形压接件 分支引接线
图3.热镀锌扁钢焊接时,搭接长度不小于100mm,三面施焊。
螺栓
图10.接地端子与分支引接线栓接示意图
螺栓 分支引接线 L形连接件
钢结构焊接连接节点通用图
HUALU 1X02-2010华陆工程科技有限责任公司G O N G S I B I A O Z H U N S H E J I H U A L U 1X 02-2010目录目录………………………………………………………100 (共01张)钢结构节点详图说明…………………………… 101~106 (共06张)变截面H型钢柱工厂拼接……………………… 201、202 (共2张)H型钢柱工地拼接………………………………… 203、204 (共05张)梁与柱强轴刚接节点…………………………… 301~309 (共12张)梁与柱强轴铰接………………………………… 401、402 (共11张)梁与柱弱轴刚接节点…………………………………… 601 (共01张)梁与柱弱轴铰接………………………………… 701、702 (共11张)H型钢梁工厂拼接………………………………………801 (共01张)H型钢梁工地拼接………………………………………802 (共01张)H型钢柱节点域补强…………………………………901~906 (共06张)柱间支撑……………………………………………1001~1009 (共11张)H型钢柱间支撑工地拼接…………………………………1010 (共01张)梁与梁铰接连接……………………………………1101~1112 (共86张)水平支撑的连接节点………………………………1201~1206 (共06张)钢结构焊接连接节点通用图批准部门:华陆工程科技有限责任公司技管理术部标准编号:HUALU 1X02-2010主编单位:华陆工程科技有限责任公司土建室发布日期:2010年12月20日实行日期:2010年12月20日主编单位负责人:主编单位技术负责人:技术审定人:设计负责人:目录100说明:1.本套钢结构节点详图适用于非抗震及抗震等级低于或等于二级的一般工业与民用钢结构节点连接。
2.设计依据:《建筑结构可靠度设计统一标准》GB 50068-2001《钢结构设计规范》GB 50017-2003《建筑抗震设计规范》GB 50011-2010《高层民用建筑钢结构技术规程》JGJ 99-98《钢结构工程施工质量验收规范》GB 50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002《建筑结构制图标准》GB/T 50105-2001《热扎H型钢和剖分T型钢》GB/T 11263-2005《焊接H型钢》YB 3301-20053.材料:3.1钢材采用Q235等级B、C、D的碳素结构钢及Q345等级B、C、D、E的低合金高强度结构钢。