胶囊破胶剂使用说明书
产品手册-生物酶破胶剂
酶博士Dr. Nzyme ®生物酶系列产品【产品名称】低温生物酶破胶剂:酶博士Dr. Nzyme ® 102(20-60℃);中高温生物酶破胶剂:酶博士Dr. Nzyme ® 160(60-120℃)。
【产品简介及功能】为了提高油气井产量或者注水井的注水量而对储层相应的储层改造措施,其中压裂改造是重要的提高单井产量与周期产量的措施。
在压裂过程中,压裂液破胶程度是影响压裂效果关键环节之一。
如果压裂液破胶程度不够,还有一定的粘度,势必返排困难,液体长期滞留在地层,使粘稠的压裂液及残渣牢固地包裹在支撑剂表面并且堵塞裂缝,造成裂缝和支撑剂孔隙渗透率降低,引起储层暂时甚至永久性伤害。
因此,影响压裂成败的这些因素中,压裂液在地层条件下能否破胶水化及破胶残渣含量多少极大地影响着压裂液对地层的伤害。
目前普遍采用的强氧化剂类化学破胶剂,破胶效果不甚理想,存在着破胶不均匀、不彻底、易造成残渣、未破凝胶伤害等问题。
为此,就针对此问题开发并研究了用于瓜尔胶类专一降解作用的高效生物酶破胶剂酶博士®系列,为解决低温井、中高温井目前存在的压裂冻胶破胶难题提供了可行的解决方案,并进行了室内研究和现场试验。
结果显示,酶博士Dr. Nzyme®生物酶具有破胶速度快、破胶时间可控、破胶彻底、残渣含量低等特点。
为日后的油/气田应用提供了基础的生物化学数据支持。
该生物酶是从极端微生物(生长于高盐、高温、酸碱环境)中分离出的功能基因,经克隆、重组、表达、纯化制得,因此具有原生的极端微生物所产生的酶具有的一切特性。
可作为高专属性作用于半乳甘露聚糖的β-(1-4)糖苷键的水解酶。
其对瓜尔胶破胶作用温度范围广,耐盐,耐酸碱。
该酶适用于瓜尔胶、改性瓜尔胶、羟甲基纤维素、魔芋胶、田菁胶等具有β-(1-4)糖苷键的各种植物胶的破胶。
在油/气田工业现场施工中,生物酶还适用于钻井、完井、洗井、压裂、油井清洗和解堵等工程。
过硫酸铵胶囊破胶剂安全文件
过硫酸铵胶囊安全文件化学品简介【中文名称】过硫酸铵胶囊破胶剂【英文名称】ammonium persulfate breaker【中文同义词】过二硫酸铵胶囊破胶剂过硫酸铵胶囊破胶剂过氧二硫酸铵胶囊破胶剂过氧化硫酸铵胶囊破胶剂高硫酸铵胶囊破胶剂【英文同义词】【主要成分过硫酸铵的分子式】(NH4)2S2O8【主要成分过硫酸铵的分子量】228.20CAS#:7727-54-0危险性概述【健康危害】对皮肤粘膜有刺激性和腐蚀性。
吸入后引起鼻炎、喉炎、气短和咳嗽等。
眼、皮肤接触可引起强烈刺激、疼痛甚至灼伤。
口服引起腹痛、恶心和呕吐。
长期皮肤接触可引起变应性皮炎。
【燃爆危险】本品助燃,具腐蚀性、刺激性,可致人体灼伤。
急救措施【皮肤接触】立即脱去污染的衣着,用大量流动清水冲洗至少15分钟。
就医。
【眼睛接触】立即提起眼睑,用大量流动清水或生理盐水彻底冲洗至少15分钟。
就医。
【吸入】迅速脱离现场至空气新鲜处。
保持呼吸道通畅。
如呼吸困难,给输氧。
如呼吸停止,立即进行人工呼吸。
就医。
【食入】用水漱口,给饮牛奶或蛋清。
就医。
消防措施【危险特性】无机氧化剂。
受高热或撞击时即爆炸。
与还原剂、有机物、易燃物如硫、磷或金属粉末等混合可形成爆炸性混合物。
【有害燃烧产物】氧化氮、氧化硫。
【灭火方法】采用雾状水、泡沫、砂土灭火。
泄漏应急处理【应急处理】隔离泄漏污染区,限制出入。
建议应急处理人员戴防尘面具(全面罩),穿防毒服。
不要直接接触泄漏物。
勿使泄漏物与还原剂、有机物、易燃物或金属粉末接触。
小量泄漏:用砂土、干燥石灰或苏打灰混合。
收集于干燥、洁净、有盖的容器中。
也可以用大量水冲洗,洗水稀释后放入废水系统。
大量泄漏:收集回收或运至废物处理场所处置。
操作处置与储存【操作注意事项】密闭操作,局部排风。
操作人员必须经过专门培训,严格遵守操作规程。
建议操作人员佩戴头罩型电动送风过滤式防尘呼吸器,穿聚乙烯防毒服,戴橡胶手套。
远离火种、热源,工作场所严禁吸烟。
海洋油田水平井胶囊破胶液技术

文献标识码 : A 文 章 编 号 : 0 0—1 9 ( 0 0 0 —0 8 10 8 1 2 1 ) 4 0 5—0 4
中图分类号: 246 TE 5 .
0 引 言
海 洋 油 田多利用 水平 井或 大位 移井 开采 油气 . 由于海 洋油 田多 数储 层 埋 藏较 浅 , 结疏 松 , 平井 一 胶 水 般采用 裸 眼或裸 眼加筛 管 完井 方式 , 并通 过砾 石充 填 防止 储层 出砂. 为有 效 保 护环 境 和储 层 , 洋 油 田水 海
平井或 大位 移井 常使 用水 基无 固相 弱凝 胶钻 井液 体 系口 ( R 钻 开液 体 系 ) PD 打开储 层 , 钻井 作业 结 束 在
后, 为解 除钻井 液 中聚合 物对储 层 造成 的损 害 , 完井 施 工 时使 用破 胶 液解 除储 层 伤 害.目前 使 用 的破 胶 在
液为 氧化 型破胶 液 , 胶 效果较 好 , 存 在破 胶速 度过 快 、 胶 速度不 宜控 制及 完井施 工程 序多 等问题 . 破 但 破
压裂用胶囊破胶剂
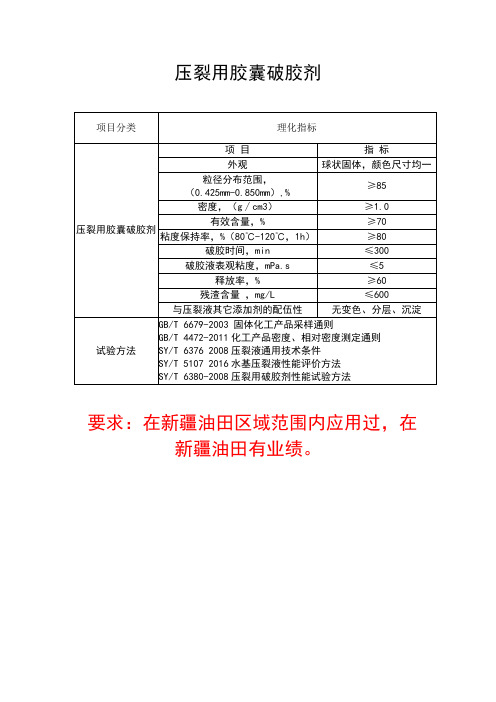
≥60
残渣含量 ,mg/L
≤600
与压裂液其它添加剂的配伍性
无变色、分层、沉淀
试验方法
GB/T 6679-2003 固体化工产品采样通则
GB/T 4472-2011化工产品密度、相对密度测定通则
SY/T 63762008压裂液通用技术条件
SY/T51072016水基压裂液性能评价方法
SY/T 6380-2008压裂用破胶剂性能试验方法
压裂用胶囊破胶剂
项目分类
理化指标
压裂用胶囊破胶剂
项 目
指 标
外观
球状固体,颜色尺寸均一
粒径分布范围,(0.425mm-0.850mm),%
≥85
密度,(g∕cm3)
≥1.0
有效含量,%
≥70
粘度保持率,%(80℃-120℃,1h)
≥80
破胶时间,min
≤300
破胶液表观粘度,mPa.s
≤5
释放率,%
微胶囊破胶控制工艺-概述说明以及解释

微胶囊破胶控制工艺-概述说明以及解释1.引言1.1 概述概述微胶囊破胶控制工艺是一项重要的技术,在现代化工生产中具有广泛的应用。
微胶囊是一种具有核-壳结构的颗粒,内部包裹着一定物质,外部覆盖着一层较为稳定的壳。
微胶囊的应用领域涵盖了医药、食品、化妆品、农药等诸多行业。
微胶囊破胶是指通过某种方式破坏微胶囊的壳,使内部物质得以释放出来。
这在一些特定的应用中非常重要,例如,在医药领域中,微胶囊破胶可以实现对药物的缓控释放,从而提高药物的疗效和安全性。
微胶囊破胶的基本原理是通过物理、化学或生物的手段对微胶囊的壳进行破坏。
具体的破胶方法包括热敏破胶、光敏破胶、化学破胶、酶解破胶等。
不同的应用场景需要选择不同的破胶控制工艺,以实现对内部物质的精确释放。
本文将重点探讨微胶囊破胶控制工艺的意义、应用领域和基本原理,进而阐述破胶控制工艺在现代化工领域的重要性以及面临的挑战和难点。
最后,将展望未来微胶囊破胶控制工艺的发展方向,以期为相关领域的研究和应用提供参考和借鉴。
1.2 文章结构文章结构部分的内容可以按照以下方式进行编写:文章结构部分旨在介绍本篇文章的整体架构和各个部分的内容安排。
本文主要分为引言、正文和结论三个部分。
引言部分在本文中扮演了引人入胜的角色,通过概述、文章结构和目的来引导读者对微胶囊破胶控制工艺感兴趣并对接下来的内容做好准备。
正文部分是文章的重点,涵盖了微胶囊破胶的意义、应用领域和基本原理。
在这一部分,我们将详细介绍微胶囊破胶的重要性、它在不同领域的应用以及其背后的基本原理。
结论部分是对整篇文章进行总结和归纳的部分。
我们将讨论微胶囊破胶控制工艺的重要性,以及在实践中可能面临的挑战和难点。
同时,我们还将探讨未来微胶囊破胶控制工艺的发展方向,以展望这一领域的未来发展趋势。
通过以上的结构安排,本文将以一个清晰的框架呈现出微胶囊破胶控制工艺的相关内容,希望读者能够从中获得必要的信息和启发。
1.3 目的本文的目的是探讨微胶囊破胶控制工艺在现代科学技术领域中的重要性、应用领域以及基本原理。
杜普汤姆 Tedlar 胶囊胶水选择指南说明书
Technical BulletinGeneralThis guide is intended to assist the manufacturer in the selection of adhesives for laminating DuPont ™ Tedlar ® polyvinyl fluoride (PVF) film to a variety of substrates. Lamination and quality control guidelines are also included for laminating Tedlar ® PVF film to:• Aluminum• Galvanized steel • Vinyl fabric• Thermoplastic sheet • Vinyl wall coveringThis information is believed to be the best currently available and is offered to help with your own experimentation and evaluations. This information will be revised as additional information becomes available.Adhesive StorageTedlar ® adhesives are best used within two years from date ofmanufacture. Best used dates are guidelines to insure the material maintains its viscosity and appearance. In the event material has exceeded two years from date of manufacture, it may be assessed for use in the following manner:1. Insure the material is at room temperature2. Insure the material is mixed (10 – 15 minutes gentle agitation on drum roller is suitable)3. Collect a small sample of adhesive in a clear vessel to inspect visually for presence of non-soluble gel particles (do not use adhesive if non-soluble gel particles are visible)4. Adhesive may be adjusted to the desired viscosity by thinningwith tolueneProtect the adhesives from temperature and humidity extremes. If adhesives are exposed to temperatures below 4°C (40°F), they must be brought to room temperature, 22°C (70°F), andthoroughly mixed as separate units. Additional mixing is required when blending the compounds.DuPont ™ Tedlar ® Polyvinyl Fluoride FilmsAdhesive and Lamination GuideFlexible Product AdhesivesOver the last 25 years DuPont has developed a family ofadhesives used for laminating Tedlar ® PVF film to a wide range of substrates. These adhesives are characterized by excellent resistance to moisture and UV radiation.DuPont flexible product adhesives are versatile acrylic adhesives developed specifically for laminating Tedlar ® PVF film to a variety of substrates. With these adhesives, high-quality, long-lasting bonds can be achieved to meet demanding quality control specifications of manufacturers.A blend of acrylic adhesive 68070 and Epon ™ 828 is used to bond Tedlar ® PVF film to aluminum and galvanized steel in various gauges.Acrylic adhesive 68080 is a liquid that can be pre-applied to Tedlar ® PVF film to facilitate lamination of products for interiors, such as vinyl wall coverings, and for exteriors, such as architectural siding, awnings, flexible sign faces, and fabric structures.Adhesive CharacteristicsDuPont flexible product adhesives have varying degrees of activation temperature, amine reactivity, and hardness.Key characteristics of these adhesives are shown below:Increasing hardness Increasing amine reactivity Increasing activation temperatureLamination temperature149 – 210°C 300 – 410°F135 – 210°C275 – 410°FToluene, %5570Isopropanol, %4530Solvent CompositionProduct AdvantagesThese flexible product adhesives have superior durability that resists light, moisture degradation and discoloration. These adhesives are used in a wide variety of substrates and broad range of conditions over many years of service.Product LimitationsTedlar® adhesives are best used within two years from date of manufacture. See guidance on Adhesive Storage.68070 has been observed to interact with some components in a flame-retardant vinyl causing yellowing.68070/Epon™ 828 mixtures only have an 8-hour pot life. 68080 is incompatible with 68070.Ketone solvents should be avoided in diluting the adhesives as yellow discoloration will result.Caution: DuPont does not warrant the “lamination.” The performance of the “system” is the sole responsibility of the applicator. DuPont will provide consultation and our best information in assisting the customer to achieve satisfactory lamination.Safety PrecautionsThese products are FLAMMABLE AND CONTAIN HARMFUL VAPORS. Store containers away from heat, sparks, and open flames. Keep containers closed when not in use. Before usingthese products, read the Safety Data Sheet.Polycarbonate68080 or 68070ABS68080 or 68070PVC Film68070/Epoxy, 68080Vinyl Siding68080Vinyl Wall Covering68080Laminate Adhesive Selection GuideFlexible Adhesive ApplicationHeat the adhesive to room temperature and mix accordingto instructions. Dilute with toluene to desired viscosity. Apply adhesive using spray gun, brush, dipping, extrusion, rollers, doctor blade/wire wound rod, reverse roller coater, roller coater or gravure coating. Lamination can proceed as soon as the adhesive is dry. Toluene and/or methyl ethyl ketone (for cleanup only) may be used to clean up equipment.Note: Trial laminations should be made to test adhesive suitability. Adhesives, especially non-DuPont, must be tested for the specific application. Some epoxies may not bond well to the Tedlar® PVF film. The harder polyester adhesives do not bond well to Tedlar® PVF film. Isocyanate curing agents generally enhance adhesion. Some phenolic materials or curing agents may cause staining of the Tedlar® PVF film.Lamination GuidelinesAdhesives, thinned to a desired viscosity with toluene, can be applied to the film using a variety of coating methods. The coated film is normally passed through an oven where the solvent is evaporated to obtain a non-blocking adhesive coating. Thorough drying is essential as residual solvent may cause blocking in the roll. Drying temperatures of 77–104°C (170–220°F) coordinated with proper film web speed and tension are presently being used with success. Excessive machine direction (MD) film stretching and transverse direction (TD) film shrinkage can result from improperly controlled oven temperature and film web tension. Laminating DuPont™ Tedlar® PVF Film to Aluminum Lamination is accomplished by cleaning the metal, depositinga controlled conversion coating on the metal, coating the metal with a solvent-based adhesive, evaporating the solvent, heating the metal to 195–205°C (383–401°F) to activate the adhesive, combining with Tedlar® PVF film in nip rolls and quenchingthe laminate.MaterialsFilm – Tedlar® PVF film type TWH15BL3 and colorsAdhesive – DuPont™ 68070, Epon™ 828Metal – AluminumAdhesive Mixing and ApplicationThe adhesive is prepared by the following formula by weight: While stirring the 68070, slowly add Epon™ 828. Blend the mixture for approximately 5 minutes with a suitable mechanical mixer. Adjust adhesive coater to lay down 37–50 µm (1.5 to2.0 mil) wet adhesive equivalent to 6–7.5 µm (0.23 to 0.30 mil)of dry adhesive. Adjust viscosity by diluting with toluene.During normal operation, the rate of solvent evaporation is slight enough to have no effect on the percent solids. If prolonged halts in coating occur, the viscosity must be checked and adjusted with toluene to the original value. Pot life of the mixed adhesive is8 hours.The solvent is removed and adhesive activated in an oven of such length that the metal is in the oven from 30 to 90 seconds. The metal temperature must be 195–205°C (383–401°F) at the end of the oven followed by immediate lamination.LaminationThe laminating equipment consists of a pair of combining or “nip” rolls that are unaffected by the operating temperature of 175°C (347°F). A nip pressure of 87–175 N/cm (50–100 lb/in) of width must be used. A film wrap of at least 90° on the uppernip roll must be used to prevent wrinkling.Adhesive 6807029Epon™ 8281Laminating DuPont™ Tedlar® PVF Film to Galvanized Steel Lamination is accomplished by cleaning the metal, depositinga controlled conversion coating on the metal, coating the metal with a solvent-based adhesive, evaporating the solvent, heating the metal to activate the adhesive, combining with Tedlar® PVF film in nip rolls and quenching the laminate.MaterialsFilm – Tedlar® PVF film type TWH15BL3 and colorsAdhesive – DuPont™ 68070, Epon™ 828Metal – Hot dipped galvanized steel, generally G-90, is used.The steel must have good forming quality and preferably minimum spangle, temper rolled, lock forming quality or extra smooth spangle. The metal must be free of white rust to enable proper surface treatment and adhesion. Prior to lamination the metal being used must have all mill oils removed.The optimum thickness metal to be laminated is 18 gauge(0.0516”).Laminates on metal, 22 gauge (0.0366”) or lighter, may be made on any standard type of galvanized, including commercial quality, regular spangle. Better forming quality is preferred.Metals heavier than 22 (0.0366”) gauge must be minimum spangle or spangle-free surface. Commercial quality, regular spangle steel is not acceptable in gauges heavier than 22 gauge (0.0366”). Care should be taken when laminating metal heavier than 22 gauge (0.0366”) and formed to a radius of less than3 mm (1/8”) to prevent splitting.Adhesive Mixing and ApplicationThe adhesive is prepared by the following formula by weight Adhesive 6807029Adhesive Epon™ 8281While stirring the 68070, slowly add Epon™ 828. Blend the mixture for approximately 5 minutes with a suitable mechanical mixer. Adjust the coater to lay down 37–50 µm (1.5–2.0 mil) wet adhesive equivalent to 6–7.5 µm (0.23–0.30 mil) of dry adhesive.During normal operation, the rate of solvent evaporation is slight enough to have no effect on the percent solids. If prolonged halts in coating occur, the viscosity must be checked and adjusted with toluene to the original value. The pot life of the mixed adhesive is 8 hours.The solvent is removed and adhesive melted in an oven of such length that the metal is in the oven from 30 to 90 seconds. The metal temperature must be 195–205°C (383–401°F) at the end of the oven followed by immediate minationThe lamination equipment consists of a pair of combining or “nip” rolls that are unaffected by the operating temperature of 175°C (347°F). A nip pressure of 10–20 kg/cm (50–100 lb/in) of width must be used. A film wrap of at least 90° on the upper nip roll must be used to prevent wrinkling.Laminating DuPont™ Tedlar® PVF Film to PVC for Outdoor ApplicationsSince there are many formulations of PVC, optimum laminating conditions may vary with the PVC formulation. The following is given as a suggested starting point for lamination studies and has given good results with a number of PVC films.MaterialsFor opaque laminates, pigmented Tedlar® PVF film, such as TWH15BL3 white film, can be used. Under the pigmented films, a higher proportion of epoxy can be used, and a 68070/ Epon™ 828 ratio of 18/1 by volume (14/1 by weight) can be used. Adhesive ApplicationApply 7.5–12.7 µm (0.3 to 0.5 mil) (measured on dry resin) of adhesive to the DuPont™ Tedlar® PVF film or PVC. Dry the adhesive at 66–71°C (150–160°F), film temperature. After drying, the adhesive will appear practically dry to touch and only slightly tacky. If the PVC is coated, note that the adhesive solvent contains toluene, which attacks vinyl, but under the above conditions it will probably be flashed off so fast that this will not cause trouble. Note also that ketones should not be used for dilution as they can cause yellowing of the 68070 adhesive. LaminationCombine the Tedlar® PVF film and PVC in a nip roll, with a glue line temperature of at least 79°C (175°F) but preferably not over 121°C (250°F). Some people have accomplished such laminations with roll temperatures of about 121°C (250°F).Laminating DuPont™ Tedlar® PVF Film to Thermoplastic SheetMaterialsFilm – Any Tedlar® PVF filmAdhesive – DuPont™ 68070 or 68080Plastic – Polystyrene, Polymethacrylate, Polycarbonate,Acrylonitrilebutadiene-styrene (ABS)6807034460(0.2–0.3 dry mil) 68080303706–7.5 dry µm(0.2–0.3 dry mil) Adhesive ApplicationApply the adhesive, thinned with toluene to a desired viscosity, to the film using adhesive coating equipment. Pass the coated film through an oven evaporating the solvent obtaining anon-blocking adhesive coating.The information provided in this technical bulletin corresponds to our knowledge on the subject at the date of its publication. It may be subject to revision as new knowledge and experience becomes available. This information is not intended to substitute for any testing you may need to conduct to determine for yourself the suitability of our products for your particular purposes. Since we cannot anticipate all variations in end-use and disposal conditions, DuPont makes no warranties and assumes no liability in connection with any use of this information. It is intended for use by persons having technical skill, at their own discretion and risk. Nothing in this publication is to be considered as a license to operate under or a recommendation to infringe any patent right. CAUTION: Do not use in medical applications involving permanent implantation in the human body. For other medical applications, see “DuPont Medical Caution Statement,” H-50102-5 and “DuPont Policy Regarding Medical Applications” H-50103-5.DuPont ™, the DuPont Oval Logo, and all trademarks and service marks denoted with ™, SM or ® areowned by affiliates of DuPont de Nemours, Inc. unless otherwise noted. © 2020 DuPont. Form No. H-56696-5 920 CDP For more information visit: Thorough drying is essential as residual solvent may causeblocking in the roll. Drying temperatures of 77–104°C (170–220°F) coordinated with proper film web speed and tension arepresently being used with success. Excessive MD film stretching and TD film shrinkage can result from improperly controlled oven temperature and film web tension.LaminationLaminating adhesive-coated Tedlar ® PVF film to thermoplastic sheet is easily accomplished at the extruder. The operation consists of combining the film with the hot sheet at the first nip of the take-off stack. Stack temperatures of 149°C (300°F) or higher are necessary to heat activate the adhesive and adequately bond the film. The unwind roll of Tedlar ® PVF film should be positioned so that the film wraps the top roll 30° or more and tension across the sheet is uniform. Press Operations: 1-1/2 minutes, minimum lamination temperatures: 135–149°C (275–300°F), 100–150 psi; cool to 38°C (100°F) before removing from press.Laminating DuPont ™ Tedlar ® PVF Film to Vinyl Wall CoveringWall covering having excellent stain resistance and cleanability is possible with Tedlar ® SP PVF film. Lamination is accomplished by combining adhesive coated Tedlar ® SP PVF film with preheated vinyl in heated nip rolls. The finished product is recommended for interior applications only.Film TypesTedlar ® type TTR5JAM8 and TTR10AM8 coated with 6–7.5 µm (0.2–0.3 mil) dry 68080 acrylic adhesive from DuPont. CTRWCAM919 is available and is already adhesive minationLaminating adhesive-coated Tedlar ® PVF film to vinyl has been successfully demonstrated on various types of equipmentfamiliar to the wall covering industry. The operation consists of combining the film with the vinyl in hot nip rolls, heating the composite to 149–177°C (300–350°F) and embossing. The unwind roll of Tedlar ® PVF film should be positioned so that the film wraps the top nip roll at least 90° and tension across the sheet is uniform.。
胶囊破胶剂安全技术说明
胶囊破胶剂安全技术说明书第一部分:化学品名称化学品中文名称:胶囊破胶剂其他名称:过硫酸铵胶囊化学品英文名称:ammonium persulfate中文名称2:CAS No.:7727-54-0化学式:(NH4)2S2O8分子量:228.20第二部分:成分/组成信息主要组成成分过硫酸铵、氯—偏乳液有害物成分过硫酸铵含量/ CAS No. 7727-54-0第三部分:危险性概述危险性类别:无侵入途径:皮肤接触健康危害:对皮肤粘膜有刺激性和腐蚀性。
吸入后引起鼻炎、喉炎、气短和咳嗽等。
眼、皮肤接触可引起强烈刺激、疼痛甚至灼伤。
口服引起腹痛、恶心和呕吐。
长期皮肤接触可引起变应性皮炎。
环境危害:胶囊包被,对环境无害。
燃爆危险:本品潮解后具腐蚀性、刺激性,可致人体灼伤。
第四部分:急救措施皮肤接触(潮解物):立即脱去污染的衣着,用大量流动清水冲洗。
就医。
眼睛接触(潮解物):立即提起眼睑,用大量流动清水或生理盐水彻底冲洗。
就医。
吸入:/食入:用水漱口,给饮牛奶或蛋清。
就医。
第五部分:消防措施危险特性:本品潮解后为无机氧化剂。
受高热或撞击时可能爆炸。
与还原剂、有机物、易燃物如硫、磷或金属粉末等混合可形成爆炸性混合物。
有害燃烧产物:氧化氮、氧化硫。
灭火方法:采用雾状水、泡沫、砂土灭火。
第六部分:泄漏应急处理应急处理:隔离泄漏污染区,限制出入。
建议应急处理人员戴防尘面具(全面罩),穿防毒服。
不要直接接触泄漏物。
勿使泄漏物与还原剂、有机物、易燃物或金属粉末接触。
小量泄漏:用砂土、干燥石灰或苏打灰混合。
收集于干燥、洁净、有盖的容器中。
也可以用大量水冲洗,洗水稀释后放入废水系统。
大量泄漏:收集回收或运至废物处理场所处置。
第七部分:操作处置与储存操作注意事项:密闭操作,局部排风。
操作人员必须严格遵守操作规程。
建议操作人员佩戴头罩型电动送风过滤式防尘呼吸器,穿聚乙烯防毒服,戴橡胶手套。
远离火种、热源,工作场所严禁吸烟。
避免产生粉尘。
压裂液用胶囊破胶剂
压裂液用胶囊破胶剂现场应用要求
在水基压裂施工中,聚合物稠化剂可以起到保持液体粘度以携带支撑剂和控制液体滤失等作用。
而这些聚合物若破胶不彻底,带有一定粘度时,会明显降低支撑剂填充带的导流能力。
因此,在压裂施工后这些聚合物必须彻底破胶返排。
这就需要加入足量的破胶剂。
然而,过量的加入常规破胶剂,会造成施工的不便利,另外对压裂液造成过早失去粘度,易造成脱砂、沙堵等施工问题。
胶囊破胶剂选用耐油、耐水、抗温且强度好的化工原料为囊衣,与筛选所得的破胶剂采用流化床法制备而得。
本品在水中有较低的释放率和足够的抗压强度,粒径均匀且与支撑剂的粒径相近,施工结束后在地层闭合压力作用下,在支撑裂缝内受到挤压而发生变形、破裂、集中释放出破胶剂,从而有效地降低压裂液粘度,大幅度减小压裂液对支撑裂缝的伤害。
是传统破胶剂理想的替代品。
1、满足各项指标要求
粒径(0.425 mm~0.85mm)分布百分数≥50
破胶剂有效含量≥60%
释放率≥60%
2、耐高温
3、适用范围广,不受基液PH值的影响。
4、対岩心伤害小,防止压裂液过早破胶,有效提高施工顺利完成。
MCB系列微胶囊破胶剂的性能
MCB系列微胶囊破胶剂的性能引言微胶囊化技术是将活性成分包裹在微胶囊内,形成一系列具有控释性能的微小胶囊。
然而,微胶囊体系的封闭性及囊壁的稳定性可能会限制胶囊内成分的释放。
因此,研究微胶囊的破胶机理和途径已成为当前的研究热点。
本文采用MCB系列微胶囊破胶剂,探讨其破胶剂的性能和适用性。
实验方法实验材料: MCB系列微胶囊、乙酸乙酯、甲醇、氯仿、硬脂酸。
实验过程:(1) MCB系列微胶囊溶解: 将MCB系列微胶囊取适量在加入乙酸乙酯中,并加热搅拌至胶囊完全溶解;(2) 加入破胶剂: 将制备好的胶囊溶液分别加入不同浓度的破胶剂:甲醇、氯仿、硬脂酸中;(3) 破胶剂的表征: 用显微镜观察水分散的MCB系列微胶囊的外貌;(4) 测定破胶剂的破胶率: 用高性能液相色谱法检测MCB系列微胶囊释放出来的有机物。
结果与讨论(1) 破胶剂的优缺点甲醇、氯仿和硬脂酸均可以作为MCB系列微胶囊的破胶剂。
但是,由于甲醇易挥发、氯仿易逸散和硬脂酸溶解度较低,因此这些破胶剂的使用可能会受到限制。
总体来讲,硬脂酸具有较优的可溶性、稳定性和相容性。
(2) 破胶剂的影响因素影响破胶剂效果的因素主要包括溶解度和浓度等。
如果破胶剂浓度太低,则可能无法使MCB系列微胶囊完全破胶;如果浓度太高,则可能出现破胶剂过多的情况,从而影响MCB系列微胶囊的成分释放。
(3) 浮动性和分散性经过破胶处理后,MCB系列微胶囊的微小粒径会发生变化,其分散性和可观测性也会发生变化。
显微镜下的观察发现,在破胶剂甲醇的作用下,MCB系列微胶囊的分散性较好。
而在氯仿和硬脂酸中,则会发生一定程度的已经凝集或附着在瓶底的情况。
(4) 破胶剂对微囊体系的影响破胶剂的作用不仅是使微囊体系中的有机物完全溶解,同时也可能对体系的其他性质进行影响。
根据高性能液相色谱法检测结果可得到,MCB系列微胶囊在甲醇、氯仿及硬脂酸中的释放均有所不同。
结论MCB系列微胶囊破胶剂可用甲醇、氯仿和硬脂酸。
BECO PR ENDURA S 胶囊胶囊胶囊胶膜产品说明说明书
Filtration ProductsTechnisches Datenblatt AnschwemmfiltrationBECO® PR ENDURA® SStützschicht für die PharmaindustrieBECO PR ENDURA S-Stützschichten wurdenspeziell für die hohen Anforderungen derpharmazeutischen Industrie entwickelt. Durchbesonders reine Rohstoffe und ein speziellesHerstellungsverfahren werden dieBECO PR ENDURA S endotoxinarm gefertigt.Die spezifischen Vorteile der BECO PR ENDURA S-Stützschichten:-Extrem niedrige Gehalte an extrahierbarenBestandteilen.-Niedriger Endotoxingehalt durch besonderesHerstellungsverfahren.-Eine umfassende Qualitätssicherung aller Roh-und Hilfsstoffe sowie intensive In-Prozess-Kontrollen garantieren eine gleichbleibend hoheQualität der Fertigprodukte.-Einfache Pastenernte und sicheres Handling durch hohe Nassberstfestigkeit-Hohe Ausbeute durch die extrem glatte und hydrophobe Oberfläche-Verringerung von Produktverlusten durch niedriges Saugvolumen (niedrige Dicke undhydrophobe Matrix)-Ein Validation Guide ist auf Anfrage erhältlich. Endotoxinarme Spezialfilterschicht für die An-schwemmfiltration mit Minimalem Produktverlust Der Einsatz der BECO PR ENDURA S in der Anschwemmfiltration und dort insbesondere bei der Pastenernte im Rahmen der Plasmafraktionierung gewährleistet ein sicheres und wirtschaftliches Filtrationsergebnis.Die Minimierung des Produktverlusts bei der Pastenernte wird durch die extrem glatte und hydrophobe Oberfläche der BECO PR ENDURA S ermöglicht. Die hohe mechanische Beständigkeit und Festigkeit der BECO PR ENDURA S vereinfacht die Pastenernte zudem durch sicheres Handling.Ist im Rahmen der Anschwemmfiltration das Filtrat der Wertstoff, wird der Produktverlust über das niedrige Saugvolumen (niedrige Dicke und hydrophobe Matrix) der BECO PR ENDURA S minimiert. Pyrogene/EndotoxineVor Auslieferung werden die BECO PR ENDURA S standardmäßig auf ihren Endotoxingehalt überprüft. Der quantitative Nachweis von Endotoxinen erfolgt durch den LAL-Test (L imulus-A möbocyten-L ysat).Der Endotoxingehalt der untersuchten Proben wird in EU/ml (E ndotoxin U nits) angegeben. Ein Zertifikat ist auf Anforderung erhältlich.Anwendungsbeispiele-Feststoffgewinnung und -abtrennung in der Pharmaindustrie- Pastenernte im Rahmen der Plasmafraktionierung -Anschwemmfiltration und Gewinnung von Wertstoffen in der Fein-/SpezialchemiePhysikalische KennwerteDiese Angaben dienen der Orientierung bei der Auswahl von BECO-Tiefenfilterschichten.PR ENDURA S 29450 < 1.0 < 0,08 Der Wasserdurchfluss ist ein Laborwert, der die unterschiedlichen BECO-Stützschichten charakterisiert. Es handelt sich nicht um die empfohlene Anströmgeschwindigkeit.* 100 kPa = 1 bar** Nachweis des Endotoxingehalts nach Spülen mit 50 l/m² endotoxinfreiem Wasser.KonformitätshinweisBECO-Stützschichten erfüllen die Anforderungen der Verordnung (EG) 1935/2004, die Prüfkriterien derFDA-Richtlinie 21 CFR § 177.2260 sowie die Anforderungen der USP Plastic Class VI – 70 °C Test. Weitere Details zu Einzelbestandteilen und Werkstoffen siehe Konformitätserklärung BestandteileBECO PR ENDURA S-Stützschichten werden aus besonders reinen Materialien hergestellt. Zur Verwendung kommen fein fibrillierte Zellulosefasern aus Laub- und Nadelhölzern, kationischeLadungsträger sowie Kunstfasern.Hinweise zur Richtigen AnwendungStützschichten erfordern sorgfältige Handhabung beim Einlegen in den Schichtenfilter. Stoß, Biegung und Abrieb vermeiden. Keine beschädigten Stützschichten verwenden.EinlegenDie Stützschichten haben jeweils eine raue und eine glatte Seite. Die raue Seite ist die Unfiltratseite, die glatte die Filtratseite der Stützschicht. Beim Einlegen ist darauf zu achten, dass die Filtratseite immer an der Klar-Filtrat-Platte anliegt.FiltervorbereitungVor der ersten Filtration wird empfohlen den geschlossenen Filter mit 50 l/m² Wasser bei 1,25facher Anströmgeschwindigkeit vorzuspülen. In der Regel entspricht dies je nach Anwendungsfall einer Spülzeit von 10 – 20 Minuten. Gesamten Filter bei maximalem Betriebsdruck auf Dichtheit prüfen.Hochprozentige alkoholische Lösungen und chemische Produkte, die keine Vorspülung mit Wasser zulassen, sollten 10 – 20 Minuten im Kreislauf gefahren werden. Die Spüllösung ist anschließend zu verwerfen. Sterilisation (optional)Die benetzten BECO Stützschichten können mit Sattdampf bis maximal 121 °C sterilisiert werden. Das angepresste Filterpaket ist leicht zu lockern. Dabei auf vollständige Sterilisation des gesamten Filtrationssystems achten. Die Endanpressung erst nach dem Abkühlen des Filterpakets vornehmen.Sterilisation mit HeißwasserDie Anströmgeschwindigkeit sollte mindestens der Filtrationsleistung entsprechen. Das Heißwasser sollte enthärtet und frei von Verunreinigungen sein.Temperatur: 85 °CDauer: 30 Minuten, nach Erreichen von85 °C an allen VentilenDruck: Mindestens 50 kPa/0,5 bar amFilterausgangSterilisation mit DampfDampfqualität: Der Dampf muss frei vonFremdpartikeln undVerunreinigungen sein.Temperatur: max. 121 °C (Sattdampf)Dauer: ca. 20 Minuten nach Dampfaustrittaus allen Ventilen des FiltersSpülung: 50 l/m² mit der 1,25-fachen Anström- geschwindigkeit nach derSterilisationWichtige Anmerkung:Alle Entlüftungs- und Ablaufventile müssen für einen optimalen Sterilisationseffekt und zur Vermeidung von Dampfschlägen leicht geöffnet sein.SicherheitBei bestimmungsgemäßem Gebrauch und fachge-rechter Verarbeitung sind keine nachteiligen Wirkungen bekannt.Weitere Angaben zur Sicherheit entnehmen Sie bitte dem EG-Sicherheitsdatenblatt, welches Sie sich jederzeit aktuell auf unserer Homepage herunterladen können.EntsorgungBECO PR ENDURA S-Stützschichten können aufgrund ihrer Zusammensetzung als ungefährlicher Abfall entsorgt werden. Die jeweils gültigenbehördlichen Vorschriften in Abhängigkeit vom filtrierten Produkt sind zu beachten.LagerungStützschichten bestehen aus stark adsorbierenden Materialien. Während Transport und Lagerung ist eine sorgfältige Handhabung notwendig. Die Stützschichten müssen an einem trockenen, geruchsfreien, gutbelüfteten Ort gelagert werden.Die Tiefenfilterschichten nicht direkt der Sonneneinstrahlung aussetzen.BECO PR ENDURA S-Stützschichten sind für den sofortigen Einsatz bestimmt und sollten innerhalb36 Monaten nach Produktionsdatum eingesetzt werden.LieferformenLieferbar sind alle gängigen Filtergrößen, sowohl quadratisch als auch rund. Spezielle Formate sind auf Anfrage erhältlich. Qualitätssicherung nach DIN EN ISO 9001Das Qualitäts-Managementsystem derEaton Technologies GmbH ist nach DIN EN ISO 9001 zertifiziert.Diese Zertifizierung bestätigt das funktionierende Gesamtsystem der Qualitätssicherung von der Produktentwicklung über Vertragsprüfung, Lieferantenauswahl sowie Eingangsprüfung, Produktion und Endprüfung bis hin zu Lagerhaltung und Versand.Ausführliche Kontrollen umfassen die Einhaltung der technischen Funktionskriterien wie auch dieBestätigung auf chemische Reinheit und lebens-mittelrechtliche Unbedenklichkeit entsprechend der deutschen Gesetzgebung.Alle Angaben basieren auf dem heutigen Kenntnis-stand und erheben keinen Anspruch auf Voll-ständigkeit. Verbindlichkeiten sind hieraus nicht abzuleiten.Änderungen im Zuge von technischen Verbesserungen behalten wir uns vor.Nordamerika44 Apple StreetTinton Falls, NJ 07724Gebührenfrei: 800 656-3344 (nur innerhalb Nordamerikas) Tel: +1 732 212-4700Europa/Afrika/Naher OstenAuf der Heide 253947 Nettersheim, Deutschland Tel: +49 2486 809-0Friedensstraße 4168804 Altlußheim, Deutschland Tel: +49 6205 2094-0An den Nahewiesen 2455450 Langenlonsheim, Deutschland Tel: +49 6704 204-0 ChinaNo. 3, Lane 280,Linhong RoadChangning District, 200335Shanghai, P.R. ChinaTel: +86 21 5200-0099Singapur100G Pasir Panjang Road #07-08Singapur 118523Tel: +65 6825-1668BrasilienRua Clark, 2061 - Macuco13279-400 - Valinhos, BrasilienTel: +55 11 3616-8400Für weitere Informationenkontaktieren Sie uns per E-Mailunter ********************oderonline unter /filtration© 2018 Eaton. Alle Rechte vorbehalten. SämtlicheHandelsmarken und eingetragenen Warenzeichen sindEigentum der jeweiligen Unternehmen. Sämtliche indiesem Prospekt enthaltenen Informationen undEmpfehlungen hinsichtlich der Verwendung der hierinbeschriebenen Produkte basieren auf Prüfungen, die alszuverlässig angesehen werden. Dennoch obliegt es derVerantwortung des Benutzers, die Eignung dieserProdukte für seine eigene Anwendung festzustellen. Dadie konkrete Verwendung durch Dritte außerhalb unseresEinflussbereiches liegt, übernimmt Eaton keinerleiausdrückliche oder stillschweigende Gewährleistung fürdie Auswirkungen einer solchen Verwendung oder diedadurch erzielbaren Ergebnisse. Eaton übernimmtkeinerlei Haftung in Zusammenhang mit der Verwendungdieser Produkte durch Dritte. Die hierin enthaltenenInformationen sind nicht als absolut vollständig anzusehen,da weitere Informationen notwendig oder wünschenswertsein können, falls spezifische oder außergewöhnlicheUmstände vorliegen, beziehungsweise aufgrund vongeltenden Gesetzen oder behördlichen Bestimmungen.DEA 2.3.608-2018。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
胶囊破胶剂使用说明书
第一部分:产品介绍
化学品中文名称:胶囊破胶剂/ 过硫酸铵胶囊
化学品英文名称:ammonium persulfate
胶囊破胶剂是近年来新研制的产品。
利用先进的包衣技术在普通破胶剂的上生成保护层,破胶速度可控。
主要用于油井水基压裂的返排破胶,特别是在中深油井压裂中有很高的使用价值。
第二部分:产品主要特点
1、通过地层压力挤压胶囊破胶剂自行释放有效成分进行破胶。
2、有效成分含量高。
3、释放完全,减少有效成分散失。
4、低毒,无污染。
5、破胶彻底,易返排,残渣少。
第三部分:使用方法
1、本品在压裂液中直接添加,可与过硫酸铵配合使用。
2、用量:0.0015—0.03%胶囊破胶剂+0.002%—0.02%—0.06%过硫酸铵,梯形添加。
3、根据现场温度变化,可适当追加破胶剂实现快速破胶,降低地层伤害。
第四部分:危险性概述及急救措施
本品潮解后为无机氧化剂。
受高热或撞击时可能爆炸。
与还原剂、有机物、易燃物如硫、磷或金属粉末等混合可形成爆炸性混合物。
皮肤接触(潮解物):立即脱去污染的衣着,用大量流动清水冲洗。
就医。
眼睛接触(潮解物):立即提起眼睑,用大量流动清水或生理盐水彻底冲洗。
就医。
食入:用水漱口,给饮牛奶或蛋清。
就医。
第五部分:接触控制/个体防护
呼吸系统防护:建议防毒面具
眼睛防护:在呼吸系统防护中已作防护
身体防护:穿聚乙烯防毒服。
手防护:建议戴橡胶手套。
其他防护:工作现场禁止吸烟、进食和饮水。
工作完毕,彻底清洗。
注意个人清洁卫生。
第六部分:泄漏应急处理
应急处理:隔离泄漏污染区,限制出入。
建议应急处理人员戴防尘面具(全面罩),穿防毒服。
不要直接接触泄漏物。
勿使泄漏物与还原剂、有机物、易燃物或金属粉末接触。
小量泄漏:用砂土、干燥石灰或苏打灰混合。
收集于干燥、洁净、有盖的容器中。
大量泄漏:收集回收或运至废物处理场所处置。
会议纪要
时间:2011年11月10日17:00—17:20
会议地点:中心会议室
参会人员:杨丰刚、张铁良、顾延文、许俊伟、李爱忠、刘永强、田曰平、赵明亮、刘华彬、张洋生、王云飞、杨丰春、谢永光、谢永亮、纪强胜
记录:温晓明
会议内容:
杨丰刚:1.施工安全:虽到目前为止未出现重大事故,但大家切忌麻痹大意,尤其是对新进厂施工人员要勤督促、多强调,切实做好安全防范措施。
2.施工质量:大家要严把施工质量,注重施工过程中的小事(如牛腿的除锈刷
漆、孔洞的封堵、栏杆的焊接、车间管道焊口的焊接等)。
3.备件必须有合理的库存(如常用的垫片、弯头、螺丝等);现场的备件要放
在安全的地方,防止发生丢失、混用现象。
4.陶光岩要盯紧办公楼外暖气管道的施工(如牛腿的刷漆),以免影响美观。
5.大家在工作中要对自己要求高一些,现场要做到工完料净场地清。
6.明日工作安排:
①顾延文确定警卫室施工方案;
②李爱忠提供监控方案及比价情况;
③田家玉、许俊伟联系徐相林确定广告牌方案及价格;
④各工段长比对前两次会议纪要中刘总布置的任务,抓紧推进。
7.各工段长要在现场营造积极的工作氛围;每个人都要持归零思维,重塑自身
形象。
8.明天筛析车间调试,李爱忠要提前通知协调好各方人员(我方人员、天目公
司、监理、设备厂家等)。
东营海容新材料有限公司 2011年11月10日。