FPC培训教材
FPC知识培训教材

深圳典邦柔性电路有限公司
第25页
FPC后工程-保强板贴合
将保强板粘到产品上,使产品指定部位增加一定的强 度和厚度,以便于客户的安装或装配。
产品上“S”线为贴保强板标记线,“A”线为贴粘合剂标 记线。
深圳典邦柔性电路有限公司
第26页
FPC后工程-保强板压着
使用机器对贴合保强后的制品进行压着,使制品与保 强完全贴合。
条件设定控制:温度、时间、压力 注意不良:气泡(保强与基材之间) 发生原因:温度或压力不够造成
深圳典邦柔性电路有限公司
第27页
FPC后工程-烘烤
依赖烘箱的持续加温处理,使保强完全反应与制品连 接更紧密。
根据保强与制品特性要求而决定是否进行烘箱熟化。
烘箱熟化注意事项:烘箱后在仍有余热的情况下, 从烘箱中取出制品时要特别注意
剥离
铜箔
基板胶片
深圳典邦柔性电路有限公司
第18页
FPC前工程—覆盖膜定位
在线路表面贴上已冲压好定位孔的覆盖膜,此时两者 之间尚未紧密贴合称为假接着。 覆盖膜作用:①表面绝缘 ②保护线路,防止线路伤痕 ③防止导电性异物掉入线路中引起短路
深圳典邦柔性电路有限公司
第19页
FPC前工程—覆盖膜压着
覆盖膜
覆盖膜热压
深圳典邦柔性电路有限公司
第9页
FPC 基础知识-加工流程
一、前工程(3)
整面/化学研磨
防氧化处理
镀锡铅
镀金
后工程
深圳典邦柔性电路有限公司
第10页
FPC 基础知识-加工流程
二、后工程
前工程 定位用孔加工 电镀连线冲断
FPC基础知识培训教材

贴膜(Dry film)
镀铜(Plating copper)
蚀刻(Etching)
剥膜(Stripping)
第17页
FPC 基础知识-加工流程
补强(stiffener)
层压(Laminating)
叠层(Lay up)
层压(Laminating)
表面处理(finish)
丝印(Silkscreen)
出货(Delivery)
第13页
FCCL(柔性覆铜板)
FCCL——柔性覆铜板,就是我们常说的柔性基材。 柔性基材又可分为带胶基材和无胶基材。 带胶基材:成本低,应用广。长期工作温度约105 ℃。 无胶基材:成本高,柔韧性好,尺寸稳定性高, 在200℃以上。长期工作温度可达130 ℃。
第14页
FPC 基础知识-加工流程
一、单面板流程
生益(Shengyi),宏仁(Grace),台虹 (Taiflex),雅森(Aplus),九江福莱克斯 (Jiujiang flex),律胜(Microcosm),华烁 (Haiso)
云达(Yunda),华烁(Haiso)
东溢(Dongyi),华烁(Haiso),有沢 (Arisawa),华弘(Huahong)
第23页
补强板的种类
第24页
压合
模板 锡铝箔 分离片 FPC 分离片 绿硅胶 玻钎布 烧付铁板 模板
压合参数参考作业指 导书设定
覆盖膜 铜 PI
第25页
板材供应商
一般板材供应商
高端板材供应商
基材
覆盖膜 PI补强板 粘接胶
生益(Shengyi),宏仁(Grace),台虹 (Taiflex),雅森(Aplus),九江福莱克斯 (Jiujiang flex),律胜(Microcosm),有沢 (Arisawa),新扬(Thinflex),LG chemical,华 烁(Haiso)
F P C 工 程培训教材
F P C 工程製程培訓教材2003年3月一:鑽孔1.1製程目的:FPC製作中的單雙面板都是在下料後進行導通孔或非導通孔的鑽孔.通過NC機床進行加工.1.2流程上PIN---鑽孔----檢查----下PIN1.3上PIN作業目的:將板固定,以便鑽孔作業.1.4鑽孔1.4.1鑽孔機的重要項目A:軸數多少B:有效鑽板尺寸C:鑽孔機台面,必須振動小,強度平整好的材質D:軸承性能E:鑽盤:自動更換鑽頭及鑽頭數F:壓力腳性能G:X,Y,Z三軸傳動及尺寸H:集塵系統的排屑性能I:STEP Drill的能力.J:斷針檢測能力L:RUN OUT2物料介紹主要物料:鑽針,墊板,蓋板1鑽針其性能好壞與鑽孔孔的品質有重大關系A:鑽針材料:1:硬度高耐磨性能強的2:耐沖擊及硬度不錯的鈷3:有機粘著劑B:外形結構包括鑽尖,退屑槽,把柄C:鑽針各部分功用與品質關系D:鑽針的重磨及檢查方法1.4.2.2蓋板A:蓋板的功用:1定位.2散熱.3減少毛頭.4鑽頭的清掃.5防止壓力腳壓傷銅面. B:蓋板的材料:FPC常用蓋板材料:酚醛樹脂板與環氧樹脂板3墊板A:墊板的功用1.保護鑽機的台面2.防止口性毛屑.3降低鑽針溫度.4清掃鑽針溝槽中的膠渣.B:材料種類:廠內常用材料與上面蓋板一致.3作業條件:A:進刀速度(FEEDS)---每分鐘鑽入的深度用IPM(英寸/分)B:旋轉速度(每分鐘所旋轉轉數(Revolution Per Minute)RPM=IPM/鑽針針徑*3.141.4.4品質檢查重點:多鑽,少鑽,漏鑽(以標準底片檢查)孔壁粗糙(切片檢查)二:電鍍2.1鍍通孔製程目的:使孔壁上之非導體部分之樹脂及玻璃束進行金屬化,以進行後來之電鍍銅製程,完成足夠導電及焊接之金屬孔壁(PTH)2.2製造流程:除膠渣(軟板暫未做)---PTH----ICUA:除膠渣(Desmear)1產生原因:鑽孔時造成的高溫,Resin超過Tg點,而形成融熔狀,產生膠渣.2.四種方法:硫酸法,電漿法,鉻酸法,高錳酸鉀法B:PTH1.基本流程整孔—微蝕—預活化—活化—速化—化學沉銅a:整孔:功能1.清潔表面.2.使孔壁呈正電性,以利pd/Sn負電離子團吸附. b:微蝕:功能1.清除整孔表面所形成之FILM.2同時清除銅面的氧化物c:預活化:1.為避免微蝕形成的銅離子帶入Pd/Sn槽,2降低孔壁的表面張力.d:速化,去除錫殼,使Pd2+曝露e:化學銅沉積:功能1.利用孔內沉積的Pd崔化無電解銅與HCHO作用,使化學銅沉積.C:一次銅:功能:1.使孔洞與銅表面鍍上一層滿足後製程的銅(孔內鍍上一層銅保護化學銅,避免孔破)電鍍電流,時間與銅厚的關系.各流程藥水及濃度主要問題點1.膠渣清除未盡2.過度除膠渣,造成孔壁粗糙3.除膠渣後孔壁有未去除之膜.4.PTH微蝕速度太慢5.孔壁發生破洞.6.銅面粗糙7.銅面水紋8.表面銅顆粒.三:干膜:3.1製程流程:前處理—壓膜—曝光—顯影—蝕刻—去膜—清洗3.2原物料及設備簡介3.2.1干膜1.結構:(支撐膜光阻干膜覆蓋膜)2.特性:對酸性電鍍有良好的抗蝕力,高的解析度,蓋孔能好,曝光後對比度好.3.厚度規格:0.8mil-1.5mil3.2.2底片1.正片.2負片.3.標準片.4.工作片底片漲縮與溫度,濕度的關系.3.2.3設備及基本原理1.前處理線.2.曝光機(手動曝光機,RTR曝光機,).3.壓膜機..4des線3.2.4本站所用藥水1.顯影液2.蝕刻液.3.去膜液的組成及工作原理3.3各流程簡介1.前處理線流程及功能作用2.壓膜機操作重要條件—溫度,壓力,壓膜速度,清潔度3.曝光機操作重要參數—曝光能量,時間,吸真空度4.顯影線重要參數—顯影液濃度,溫度,PH值,噴壓,速度等與顯影效果的關系.5.蝕刻段重要參數—Fe3+濃度,CU2+濃度,酸度,噴壓,速度與蝕刻效果的關系,側蝕的解辦法.6.去膜液的濃度,溫度,及此段的速度,壓力,與去膜效果的相互關系.7.蝕刻因子的計算方法.3.4主要不良及形成原因1.顯影不潔2.顯影過度3.干膜脫落4.蝕刻不盡5.開路,短路6.表面干膜未去盡7.線寬,線徑不能滿足要求.四:壓合4.1製程簡介:流程:前處理—貼合CVL—假壓合—快速壓合—貼加強片—二次壓合—烘烤4.2前處理線流程:進料—貼合帶板—水洗—酸洗—磨刷—水洗—抗氧化處理—水洗—烘干.使用藥水:硫酸.抗氧化液磨刷電流,藥水槽濃度,烘干溫度.5.3貼膜:無塵室環境—清潔度,溫度,濕度烙鐵溫度.貼膜對準標準假壓合機溫度,壓力,壓著時間與CVL厚度,性能及壓合效果的關系.5.4一次壓合1壓合原理2常用物料(CVL,膠片,PI)的Tg溫度.3單雙面板的常用壓合條件4壓合後板面注意事項---溢膠量,層離,汽泡,壓傷,皺折,異物5相關實驗簡介---漂洗實驗6台面層疊結構7相關副資材---耐氟,燒副鐵板6.5貼合熱壓加強片及二次壓合1加強片的種類,厚度2.貼合後注意事項3.二次壓合一般條件4.真空壓合機常用條件5.相關實驗—附著力測試6.6烘烤常用參數---單雙面板.後烘作用及原理.6.7主要不良及改善辦法1.汽泡2.溢膠量過大3.壓合後層離4.板面皺折,壓傷,異物五:表面處理5.1FPC常用表面處理方法:1.鍍錫鉛2.化金.3.噴錫.4鍍金.5.NTEK.6化錫.5.2鍍錫鉛流程簡介5.2.1流程:前處理—上掛架---脫脂—水洗—微蝕—水洗—浸酸—鍍錫鉛—後水洗—錫鉛面表拋光A:前處理:流程:進料—酸洗—水洗—磨刷----水洗—烘干注意事項:1.板面皺折.2.板面清潔程度.3磨刷電流控製標準B:上掛架名詞:導電邊,掛架注意事項:板面松緊度,避免板脫落.2.板面皺折(裸空手指)C:脫脂1.溫度.2.藥水濃度及成份.3.處理時間.4.功能D:微蝕1溫度.2藥水濃度及成份.3處理時間(單雙面板).4作用及注意事項E:浸酸1溫度.2藥水濃度及成份.3處理時間(單雙面板).4作用及注意事項F:鍍錫鉛1.溫度.2藥水濃度及成份標準(化驗時間及周期).3.電流的計算方法4.處理時間的設定.5.電流密度G:後水洗1:作用2.換槽標準H:錫鉛拋光處理1.作用.2方法.2流程注意事項:1.陽極:錫鉛比例.錫/(錫+鉛)=60-80%.所佔比例對錫鉛溶點的影響.2.陽極袋的虹吸現象.3.電鍍夾具與接點.與錫鉛電鍍均勻性關系(接點處與遠離點處)4.電鍍錫鉛均勻性.5.錫鉛厚度的測量測方法(X-RAY)3電鍍錫鉛製程常見不良及解決方法.1.局部板面鍍層太薄/鍍不上2.錫鉛層燒焦,粗糙,發黑.3.重熔後焊錫性不良4.錫鉛鍍液混濁.5.3.化金簡介1化金流程前處理—脫脂—雙水洗—微蝕—雙水洗—酸洗—水洗—預浸—活化—水洗—化鎳—雙水洗—化金—回收—水洗—熱水洗2流程簡介A:前處理:表面磨刷(清潔處理)B:脫脂(溫度:50-60度,處理時間:5-10分)及成份,功用C:微蝕(溫度:20-30度,處理時間1-2分)及化學成份(SPS)及功用清潔銅面氧化及前工序殘物質,保持銅面新鮮及增加化學鎳層的密著性. D:酸洗(溫度:室溫,處理時間:0.5-1分),化學成份:H2SO4.及功用E:預浸(溫度,濃度,處理時間,化學成份及功用:維持活化缸的酸性,及使銅面維持新鮮狀態進入活化缸.)F:活化(溫度,濃度,處理時間,槽液成份及功用:在銅面析出一層鈀,作為化學鎳起始反應之催化晶核.)G:化學鎳:溫度:82±1度,處理時間(時間依厚度而不同),槽液成份H:化學金:溫度: 88±1度.時間依金厚度而定.5.3.3金與鎳的功用A:化鎳金:它是一種在裸銅面上化學鍍鎳,然後在表面上浸金的一種可焊性表面涂覆工藝,具有良好的接觸導通性,且具有良好的裝配焊接性能,同時它還可以同其它表面焊接工藝配合.B:化鎳:不僅對銅面進行有效的保護,防止銅的遷移,且具備一定的硬度和耐磨性能,同時擁有良好的平整度,在鍍件沉金保護後,不但可以取代金手指用途,同時還可以避免金手指附近邊接導電線處斜邊時所殘留的裸銅切口.C:沉金:對鎳面有良好的保護作用,而且具有很好的接觸導通性能.5.3.4主要問題點分析1.漏鍍:原因:體系活性相對不足(鎳缸及金缸),銅面污染.(鎳缸活性不能滿足該PAD位的反應勢能,導致沉鎳化學反應中途停止,或根本未沉積金屬鎳.(主要原因:鎳缸溫度,及活化缸濃度,溫度,及處理時間.2.滲鍍:原因:體系活性太高,外界污染,前工序殘渣.改善方法:a升高穩定劑濃度b使鎳缸溫度下降,減少鈀缸處理時間.3.甩金(金面附著力不強):原因:鎳缸後沉金前造成鎳面鈍化.(沉鎳後在空氣中時間過長或水洗時間過長)4.甩鎳:原因銅面不潔或活化後鈀層表面鈍化,鎳缸中加速劑失衡5.金面粗糙:主要原因:銅面粗糙,銅面不潔,鎳缸藥水失衡(加速劑太高或穩定劑太少.6.角位平鍍:原因:鎳缸循環局部過快,鎳缸溫度局過高,鎳缸穩定劑濃度過高(化學沉鎳過程中出現pad的角位不沉積鎳的現錫7.金面色質不良:主要原因:金缸穩定劑太多,金層厚度不足,金缸使用壽命太長或水洗不足.8.金鎳層厚度測量方法.6.4噴錫(HAL)6.4.1HOT AIR LEVEL:此表面處理對FPC壓合製程要求比其它表面處理要求要高.是通過熱風將熔融的錫鉛吹向銅面,經過冷卻後與銅面接觸2製作流程:烘烤—浸FLUX—噴錫—表面拋光A:烘烤: 條件2H,120℃.及作用B:浸FLUX作用,時間,條件C:噴錫時條件(風刀溫度,角度,錫爐溫度,風刀壓力,浸錫時間) D:錫爐保養知識.(清除錫液中雜質,噴錫架中殘留物)E:表面拋光處理.6.4.3常風不良及處理方法1.錫鉛厚度不均(形成階梯狀)2.錫橋3.錫球4.爆板及板面層離5.FPC線路剝離6.5鍍金,ENTEK及化錫因FPC廠內未有此製程,先不作介紹.七:加工7.1製程簡介:FPC加工製程:指在FPC上貼合--補強板,加強片,及導電布,雙面膠等起支撐及固定作用的物件.貼合對位標示線”A,S”A—貼合膠位置標示線.S貼合加強片位置標示線,貼合公差常態:±0.3mm,特殊要求: :±0.15mm.貼合時根據具體料號不同,有不同的要求.貼合要求:1.偏移度不能超出公差之外.2.板面沾膠檢查.3.補強板貼合後板面汽泡問題.燙金機,滾輪機功用及原理.(使貼合的膠與補強板與FPC貼合緊密.減少貼合後的膠面的汽泡)刀模機及其刀模的配套使用.八:組裝8.1焊接之目的利用焊錫作媒介,使兩種金屬產生連接達到導電的目的.8.2所用的基本材料及工具錫絲,錫膏,助焊劑,鉻鐵/回焊爐(波峰焊),鋼板, 錫膏印刷機,SMT打件機.8.3焊接不良的主要分類及原因1翹皮(原材料問題,濕度過度.)2冷焊.(焊點表面不光潔,溫度過低)3空焊:焊錫只焊在一種物體上,未與另一種物體接觸,4包焊:焊點四周被過多的焊所包覆.5錫尖:錫點尖有小點狀發生,因溫度傳導不均而急速冷卻.6.錫珠:作業過程中鉻鐵帶有水份或錫絲原材料有錫孔,內有大量的氣體,快速形成而爆發,此時焊孔頂端的熔錫還末凝固造成8.4.電子零件簡介:電阻器電容器電感二極體三極體。
fpc生产安全培训教材

fpc生产安全培训教材第一章:引言生产安全对于任何企业来说都是至关重要的。
在半导体行业中,特别是在Flex Printed Circuit(FPC)的生产过程中,生产安全更是必不可少的。
本教材旨在提供一份全面的FPC生产安全培训指南,以确保员工的安全和预防事故的发生。
第二章:FPC生产过程概述在开始FPC生产安全培训之前,让我们先来了解FPC的生产过程。
FPC是一种柔性电路板,用于连接电子组件,并为电子产品提供电气连接。
FPC生产过程主要包括以下几个关键步骤:1. 材料准备:准备FPC生产所需的基材、金属箔和粘合剂等原材料。
2. 印制:使用印刷技术将导线图案印制在基材上。
3. 蚀刻:利用化学物质将不需要的金属层蚀刻掉。
4. 钻孔:通过机械钻孔或激光钻孔技术在FPC板上钻孔。
5. 铜盖,焊接和喷锡:使用铜盖技术保护导线,然后进行焊接和喷锡。
6. 绝缘层:在FPC板上覆盖绝缘层以保护导线。
7. 卷绕和剪裁:将FPC板卷绕成卷,然后根据需要进行剪裁。
8. 最终检验:对FPC板进行质量检验,确保符合要求。
第三章:生产安全措施为了确保FPC生产过程的安全性,以下是一些必要的生产安全措施,包括但不限于:1. 员工培训:为每位员工提供必要的安全培训,包括工作流程、操作规范和紧急情况处理方法。
2. 个人防护装备:要求员工佩戴适当的个人防护装备,如安全眼镜、手套和防护服等。
3. 安全设施:确保工作场所配备消防设备、紧急疏散通道和急救设施,并定期检查和维护。
4. 安全操作规程:制定并执行标准化的安全操作规程,包括正确使用化学品、机械操作和设备维护等。
5. 废弃物管理:建立合适的废弃物管理程序,包括正确分类、封存和处置废弃物。
6. 事故报告和调查:建立事故报告和调查机制,及时记录和处理事故,并采取措施预防再次发生。
第四章:紧急情况处理紧急情况可能在FPC生产过程中发生,因此,培训员工如何应对紧急情况是非常重要的。
以下是一些常见的紧急情况和相应的处理方法:1. 化学泄漏:立即离开泄漏区域,避免接触泄漏物。
FPC基础知识培训教材

PET膜(聚酯)
在FPC的定义中,我们还提到了一种物质——聚酯。英文名 Polyester,简称PET。它与PI在软板中的作用是一样的,起机械支撑 和电气绝缘作用。客人有时会提到一种材质Mylar,其实也就是 PET,只不过这是特指美国杜邦公司(Dupont)的PET,Mylar是杜邦公 司为其生产的PET注册的商品名。 与PI相比,PET的价格要便宜很多,但是它的尺寸稳定性不好, 耐温性也较差,不适合SMT贴装或波峰焊接。一般只用于插拔的连 接排线。
导通孔 基材(Base material)
胶(Adhesive) 聚酰亚胺(Polyimide) 补强板(Stiffener)
覆盖膜(Coverlay)
第11页
铜箔分类
铜箔分为电解铜和压延铜 电解铜,又叫ED铜,英文全称:Electro-Deposited copper 压延铜,又叫RA铜,英文全称:Rolled Annealed copper 二者的对比: 压延铜 电解铜 成本 高 低 挠折性 好 差 纯度 99.9% 99.8% 微观结构 片状 柱状 所以动态弯折的应用必须要用压延铜,比如折叠、滑盖手机的连 接板,数码相机的伸缩部位的连接板。而电解铜除了价格优势外, 还有因其柱状结构,更适合微细线路的制作。
2mil
2mil 0.8mil
第19页
FPC 基础知识-加工流程
一、单面板流程
下料(Cutting) 钻孔(Drilling)
曝光(Exposure)
第16页
FCCL(柔性覆铜板)
FCCL——Flexible Copper Clad Laminate,柔性覆铜板,就是我们常说 的柔性基材。 柔性基材又可分为带胶基材和无胶基材。 带胶基材:adhesive-coated laminate,成本低,应用广。长期工作温度约 105 ℃。 无胶基材:adhesiveless laminate,成本高,柔韧性好,尺寸稳定性高, Tg在200℃以上。长期工作温度可达130 ℃。
FPC基础知识培训教材.pptx

FPC 基础知识-构成示意图
一、单面板
聚酰亚胺(Polyimide) 箔(copper)
胶(Adhesive)
聚酰亚胺(Polyimide) PI
补强板(Stiffener)
覆盖膜(Coverlay) 基材(Base material)
10
FPC 基础知识-构成示意图
0.8mil 1/3OZ
0.5OZ
19
FPC 基础知识-加工流程
一、单面板流程
下料(Cutting)
钻孔(Drilling)
曝光(Exposure) 显影(Developing)
贴膜(Dry film)
蚀刻(Etching)
剥膜(Stripping)
20
FPC 基础知识-加工流程
补强(stiffener)
层压(Laminating)
叠层(Lay up)
层压(Laminating)
表面处理(finish)
二、双面板
聚酰亚胺(Polyimide)
胶(Adhesive)
镀铜
Plated copper
铜箔(Copper)
铜箔(Copper)
胶(Adhesive)
胶(Adhesive)
聚酰亚胺
Polyimide
胶(Adhesive)
胶(Adhesive)
铜箔(Copper)
铜箔(Copper)
覆盖膜(Coverlay)
二者的对比: 压延铜
电解铜
成本
高
低
挠折性
好
差
纯度
99.9%
99.8%
微观结构
片状
柱状
所以动态弯折的应用必须要用压延铜,比如折叠、滑盖手机的连
FPC阻焊印刷教育培训课件
❖ 4.2.4刮刀检查:
❖ a.用手摸刮刀刃确保锋利。
❖ b.用直尺量刮刀长度>2.2cm 。
❖ c.用直尺量刮刀每边比所印图案 长2-4cm。
❖ 注意:1.在印刷过程中发现网版上
有刮刀印时应进行研磨后再使用2.
量刮刀两边长度,其差值< 0.1cm3.
取放刮刀时避免与硬物碰撞。
•FPC阻焊印刷教育培训
有无露铜,油墨不均,杂质,孔边积墨(2-4片)。
连续生产每张单要有抽检动作。
•工FP艺C阻流焊程印图刷教育培训
•3
❖ 二、作业内容
❖ 1.工艺控制
控制点 特性 监测方式 设定范围 操作范围
刮刀硬度
/
目视
65度
65度
刮刀速度
/
目视 1-3HZ 1-3HZ
刮刀角度 /
目视 20±10度 10-30度
刮刀压力 /
研磨.
❖
3.1.3 网版拆下后要在1小时内完成清洗,并
按顺序放于网版架上.
❖ 3.2 月保养:
每月由工务人员对链条及轴承,马达等做检 查,并涂机械油.
•FPC阻焊印刷教育培训
•6
❖ 4.作业指导
❖ 4.1调油墨
❖
4.1.1领取油墨根据MI要
求领取相应型号的油墨并确认
在有效期内主剂和硬化剂型号
配套使用
目录
❖ 一、工艺简介 ❖ 二、作业内容 ❖ 三、一般注意事项
•FPC阻焊印刷教育培训
•1
❖ 一、工艺简介
❖ 1.定义:
❖
阻焊印刷:利用印刷机网板等辅助性生
产工具,将防焊油墨均匀地印刷至PCB上,
且达到客户的外观要求。
❖ 2.工艺流程:
FPC FFC教材
FPC、FFC 培訓教材一、FPC1. 定义FPC(Flexible Printed Circuitry)即為柔性印刷電路的英文縮寫。
2.功用用于液晶模組顯示信號的輸入。
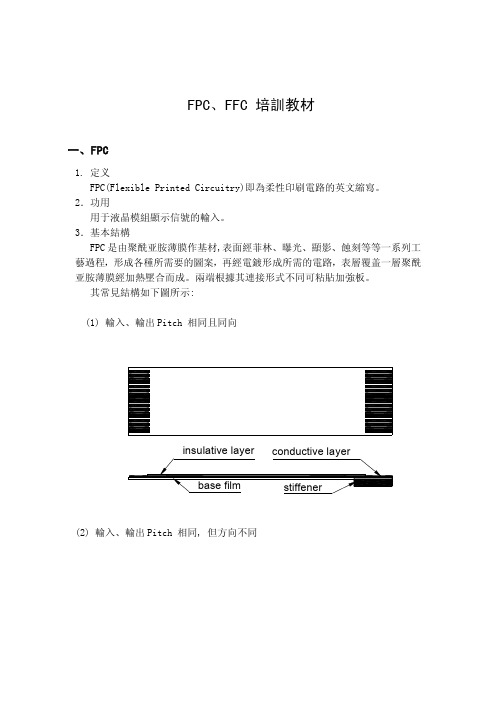
3.基本結構FPC是由聚酰亚胺薄膜作基材,表面經菲林、曝光、顯影、蝕刻等等一系列工4.特點FPC的結構非常靈活,無固定期的結構形式,可根據需要制成各種不同的形狀。
其精度高,厚度薄 ,Pitch可以達到0.30mm,厚度可小于0.02mm,可以直接通過ACF與LCD上的ITO連接。
二、FFC1. 定义FFC(Flexible Flat Cables)即為卡片式軟排線的英文縮寫。
2.功用用于液晶模組顯示信號的輸入。
3.基本結構FFC的結構與FPC類似,但制造工藝不同。
FFC主要是由兩層聚脂類絕緣材料以及中間一層鍍錫平角銅線經加熱壓合而成。
兩端根據其連接形式不同可粘貼加強板。
其常見的結構形式有以下幾種。
特點:兩端均為插接型,可與FFC插接件(FFC connector)直接相連,插項目參數值工作條件工作溫度80℃電壓為60V耐濕極限95%Rh 溫度40℃,時間96hr阻抗值不大于1000MΩ直流500V,溫度20℃耐壓值直流500V 時間1min柔性極限不小于10,000,000周期------老化極限96hr 85℃4.2導體材料導體材料是一種鍍錫平角銅線。
為增加導體自身的柔韌性,生產廠家多采用含磷量較高的材料。
其性能參數如下表:項目參數值導體尺寸(mm) 0.035×0.3 0.035×0.70.1×0.70.05×0.80.1×0.8最大直流阻抗(Ω/m) 2.0 0.85 0.3 0.52 0.264.3加強板材料加強板是增加FFC的強度使之易于插入插接件中。
它也是一種阻燃性聚脂類材料,其顏色多為白色或藍色。
其長度系列一般有:6±1、8±2、10±2、15±2、20±2(mm)幾種。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FPC
培
訓
教
材
KEE 工程部
二零零六年十月
---------------------------------版本:C----------------------------------------------
目錄第一章概述
第二章FPC材料簡介
第三章FPCB制程簡介
第四章FPC技術指標
第五章FPC模具
第六章FPC包裝與儲存
第七章FPC測試
第一章概述
FPC指可撓性印刷電路板是FLEXIBLE PRINTED CIRCUIT 的英文縮寫,它具有輕、薄、短、小的特點,作為一種特殊的互聯技術能夠滿足三維組裝的要求,已被廣泛應用於NOTEBOOK、LCD、手機、數碼相機、計算機、航空電子以及軍用電子設備中,當然它也有初始成本高以及不易更改和修復等缺點。
FPCB根據其結構可分為兩個類別與五種類型:
一、就類別分:
1.在安裝過程中能經受擾曲,即固定式之可撓性能力即我們常說的靜態FPC
例如:汽車儀表盤上的FPC
2.能經受布設總圖規定的連續多次擾曲,即局部式之可撓性能力,通常不適用於2層以上
導線層的印刷板。
即我們通常所說的動態FPC。
例如:用在打印機上打印頭的FPC
4.剛撓多層板
第二章FPC材料簡介
一、撓性覆銅箔基材(CCL)
A:銅箔
1.按銅箔厚度可分為0.5OZ 1OZ 2OZ 相對應為17.5um 35um 70um
2.按種類分可分為------壓延銅與電解銅
2.1壓延銅----通常用RA表示(rolled annealed copper)
特點:採用厚的銅箔多次重復壓延而成,具有較高的延展性及耐彎曲性
一般用在耐彎曲的FPC板上
2.2電解銅----通常用ED表示(electrolytically deposited copper)
特點:用電鍍的方法形成,其銅微粒結晶狀態呈垂直狀,利於精細線路的製作,常用在彎曲性要求較低的FPC板上
B:基材(BASE FILM)
目前公司內常用到的基材有如下兩種:
1.聚酯(POLYESTER)----通常說成PET,價格低廉,電氣和物理性能與聚先亞氨相似,較
耐潮濕,其厚度通常為1~5MIL,適用於-40℃~55℃的工作環境,但耐高溫較差,決定了它只能適用於簡單的柔性PCB,不能用於有零組件的FPC板上
2.聚先亞氨(POLYIMIDE)----通常說成PI,它具有優異的耐高溫性能,耐浸焊性可達260
℃、20sec,幾乎應用於所有的軍事硬體和要求嚴格的商用設備中,但易吸潮,價格貴,其厚度通常為0.5~2MIL
二、覆蓋膜
覆蓋膜-----即通常所說COVERLAY,其作用是使撓性電路不受塵埃、潮氣、化學藥品的侵蝕以及減少彎曲過程中應力的影響,主要起絕緣作用
其結構可形象地用下圖表示:
A
B
C
A:介質薄膜
1.聚酯(POLYESTER)---其厚度通常為1(mil)、2(mil)
2.聚先亞氨(POLYIMIDE---其厚度通常為0.5 (mil)、1(mil)、2(mil)
B:粘結薄膜(參見後面介紹)
C:離型紙-----為了保護粘結薄膜不受污染
另外可代替COVERLAY,還有一種工藝就是網印防焊(SOLDER MASK),採用FPCB 專用液體感光型油墨或UV光固化油墨,其厚度一般為10~20um,其特點為油墨抗彎曲,而且減低了成本,簡化了生產工藝。
三、粘結材料(ADHESIVE ON COVERLAYER)
1.聚酯(POLYESTER)----主要用於聚酯基材的粘結材料
2.丙烯酸(ARCYLIC)----主要用於聚先亞胺基材的粘結材料
3.環氧樹脂(EPOXY)----其熱膨脹系數較丙烯酸小利於保證金屬化孔(其厚度在0.05MM時
其性能較丙烯酸好
當然,無論那種黏結材料它們都具有以下兩個缺點:
1.熱穩定性差,與基材的熱穩膨脹系數相差較大
2.數層粘結劑的厚度影響了電路的散熱,也降低了FPCB的撓性和減少了撓曲壽命
四、加強板材料(STIFFENER)
FPC一般材料都很薄,因而也表現的很軟,但因FPC如金手指部位常因需插扒,需要一定的強度,就不得不進行加強,這就是為什麼要補強材料的原因,常會用到的補強材料有如下几種:
1.聚酯(POLYESTER)---其厚度為1~12MIL,常用在沒有焊接零件的部位
2.聚先亞氨(POLYIMIDE)---其厚度為1~7MIL,常用在有焊接零組件的FPC板上
3.FR-4(GLASS EPOXY)──其厚度為0.1MM~1.6MM,常用在較厚的地方
4.金屬材料
五、背膠
背膠的作用是將FPC板部分或整個固定在機体上,目前公司內部用的最多背膠為3M公司帶如:
1.3M467 膠厚2mil
2.3M468 膠厚5mil
六、補強片的膠分為兩種(壓敏膠與熱敏膠)
1.壓敏膠-----只需要壓力即可,此種膠是公司常用的膠
2.熱敏膠----需要經過層壓機加溫加壓,此種膠除非客戶有特別強調,如果沒有盡量要求
客戶用壓敏膠
七、零組件
1.各種LED燈
2.各種聯接器
3.各種元器件
第三章FPCB制程簡介
本節重點講述撓性單、雙面板制程。
一、單面板流程圖如下:
COVERLAY對位假接著層壓烘烤表面處理(鍍錫鉛鍍金噴錫)
貼補強片電測品檢焊接零組件電測成型
出貨包裝QA
注意事項:
1、貼膜、曝光、貼COVERLAY均應在萬級無塵淨化條件下進行
2、貼膜後至少應靜置15min,但應在24h內曝光
3、曝光後應冷卻至15—30min之后24h內顯影
4、貼好COVERLAY的產品應在8小時內層壓完成
5、沖型時,不需加溫,成型後不需清洗,故作業應注意環境乾淨、保持工作臺面清洁(下
同)
二、雙面板流程如下:
在作雙面板流程之前,有兩個名詞先解釋一下----整板電鍍與圖形電鍍其實單面板與雙面板最主要的區別就在於雙面板須PTH(PLATED THROUGH HOLE) ,而單面板則不需要。
整板電鍍與圖型電鍍就是針對雙面板PTH而言,目前因我們公司整板電鍍用得較多,故下面的流程就作整板電鍍流程
COVERLAY下料鑽孔(
雙面覆銅基板下料鑽孔(PTH孔
補強片下料
蝕刻顯影曝光
剝膜化學清洗干燥
烘烤第二面銀膠
假接著層壓烘烤表面處理(鍍錫鉛鍍金噴錫)
貼補強片電測品檢焊零組件電測零組件成型
出貨包裝QA檢驗品檢
注意事項:
1、Coverlay鑽孔時,程式設計應注意正、反向
2、雙面板整板電鍍與單板面流程相似,只是加入了化學鍍銅與電鍍銅
第四章FPC技術規格
第五章FPC模具
FPC模具主要根據客戶的尺寸要求以及產量可分為:鋼模與刀模
一、刀模
2.覆蓋膜上常常有圓孔、方孔、長條型窗口,此種覆蓋膜一般尺寸公差要求不高,圓孔
一般用CNC鑽孔,方孔與長條型窗口就常常用刀模,如果開鋼模也可以,但成本高一
般沒必要。
3.常常尺寸公差要求在+/-0.2mm時量產也用刀模
4.補強片:背膠成型
二、鋼模
A:鋼模結構如下圖
B:用途
1.鋼模常常用在尺寸精度較高的FPC板上
2.鋼模常常用在量大的FPC上
3.一般能用刀模的地方,也能用鋼模,只是鋼模價格貴
三、有以下幾個方面刀模與鋼模不能替代
1.R角小於0.5mm時需用鋼模
2.圓孔一般不用模具常用CNC鑽孔
3.方孔一般尺寸在2mm*2mm以下者用鋼模
第六章包裝.儲存
一. 成品包裝方式: 二. 成品儲存環境.條件:
1.自封袋(數量50-200pcs) 防潮.防蝕.防蟲害.
適用-普通小單雙面板. 真空包裝+干燥劑.
2.低膠Mylar (數量視成品大小)上下夾板真空包裝. 1.鍍金板:保存期限: 12個月.
適用-簍空板.易皺摺薄板. 溫度:25±5℃ 相對濕度(%):60±5
3.條紙捆扎(數量50pcs/捆-再入自封袋或PE盒) 2.鍍錫鉛板:
適用-普通單雙面板. 溫度:25±5℃ 相對濕度(%):60±5
4.PE盒加蓋(標準盒=單隔.四格.八格.或訂制) 保存期限: 6個月.
適用-外形特殊.零組件加工板. 3.化錫板:
配乾燥劑防潮(袋.盒.箱) 溫度:10-25℃ 相對濕度(%):60±5
硬紙外箱.封口膠帶.綑包帶保存期限: 3個月.(無真空包裝=1個月)
2
2 34
1
第八章FPC測試。