汽车总装拧紧工具选配
一汽大众 拧紧技术简介
Mensch:
Handhabung Schulung
Produkt:
Prüfung Nachziehdrehmoment Schraubfall (hart, weich, mittel) Oberflächenqualität Schraubenqualität (Beschichtung, Reibungswert) Maßhaltigkeit der Bauteile
以对扳手的爱护程度不够,损坏现象非常严重,浪费也较大。
20
IFB与IFH的详细内容
IFB In Fähigkeit Bringen IFH In Fähigkeit Halten
可达到的 精度为 ±rad AD 18 AD 17 ADI 16 AD 15 AD 12 AW 11 AW 10 AS 10
Zuordnung
Unterhalb der Streckgrenze Unterhalb der Streckgrenze
Unterhalb der Streckgrenze
Maist, Waist, MNA1
Drehmoment Drehwinkeldiagramm
MNA1 Drehmoment Drehwinkel-
diagramm MNA1
Drehmoment Drehwinkeldiagramm
MNA1
9
拧紧工具的种类
电动扳手 EC-Schrauber 风动扳手 Druckluft Schrauber 蓄电池扳手 Akkuschrauber 定值扳手 Knickschluessel
汽车装配常用拧紧工具的使用规范

汽车装配常用拧紧工具的使用规范班级:汽制083姓名:***学号:*********一:常用拧紧工具的使用规范1:气动扳手的方法及维护如何正确使用气动扳手(1)气动扳手的压缩空气必须经油水分离器清洁和调压器稳压。
(2)使用前,应接入气源检查各接头处及扳手有无漏气,然后启动扳手,检查有无异响,空转是否正常。
如有异常应及时修理。
(3)由于扳轴输出的扭矩是定制,所以扳手应和所有的拆装的螺纹相适应。
(4)气动扳手冲击频率高,拆装一个螺纹件仅需几秒钟,时间长,扳手和螺纹都容易损坏。
气动工具需要定期保养,限定每三个月保养一次,所有的压缩空气必须经过三联件过滤去水和加润滑油处理2:电动扳手的使用方法如何正确使用电动扳手(1)电动扳手是定扭矩的,因此作旋紧用的必须注意扳手的使用范围,以防拧断螺栓。
(2)一般装配一个螺纹件,冲击时间为2~3秒,不要经常超过5秒。
(3)电压过高过低均不宜使用。
空转时,若有火花,响声等异常时,要排除故障后在使用。
变换转向时,要先用电源开关切断电源,再搬动正反转开关,以保护正反转开关。
二、各种普通常用工具简介:1.普通扳手:(1)开口扳手:又称呆扳手,是最常见的一种扳手,其开口的中心平面和本体中心平面成15 °角,这样既能适应人手的操作方向,又可降低对操作空间的要求。
其规格是以两端开口的宽度S (mm)来表示的,如8-10 、12-14 等,通常是成套装备,有8 件一套、10 件一套等,通常用45 、50 钢锻造,并经热处理。
(2)梅花扳手:其两端是环状的,环的内孔由两个正六边形互相同心错转30 °而成,使用时,扳动30 °后,即可换位再套,因而适用于狭窄场合下操作,与开口扳手相比,梅花扳手强度高,使用时不易滑脱,但套上、取下不方便。
其规格是以闭口尺寸S (mm)来表示,如8-10 、12-14 等,通常是成套装备,有8 件一套、10 件一套等,通常用45 钢或40Cr 锻造,并经热处理。
总装车间常用工具

搬运车有多种类型,包括手推车、电动搬运车、叉车等,可根据实际 需求选择合适的型号。
04
使用搬运车时应注意安全,遵循操作规程,避免发生意外事故。
THANKS
感谢观看
测距仪
总结词
用于测量距离的工具
VS
详细描述
测距仪是一种电子或机械工具,用于测量 两点之间的距离。它通常由激光或超声波 技术制成,能够快速准确地测量出目标物 体与测距仪之间的距离。测距仪在总装车 间中常用于确定部件之间的相对位置和距 离。
水平仪
总结词
用于检测平面是否水平的工具
详细描述
水平仪是一种用于检测平面是否水平的工具, 通常由气泡式或电子式制成。气泡式水平仪 通过气泡的居中位置指示平面的倾斜度,而 电子式水平仪则通过数字显示或指针指示来 显示平面的倾斜度。水平仪在总装车间中常 用于检测部件安装面的平整度和调整部件的 位置。
详细描述
电焊机是总装车间中常用的电动工具之一,它利用电流通过焊条与被焊接材料之间产生 的高温熔化焊料,将两块金属材料永久性连接在一起。电焊机在建筑、机械、船舶等制 造业中应用广泛,具有焊接效率高、质量可靠等优点。使用电焊机时应注意安全,遵守
操作规程,避免伤害事故。Biblioteka 03测量工具直尺
总结词
用于测量长度和距离的工具
钳子
钳子是一种用于夹持物体的工 具,通常由金属杆和钳头组成
。
根据钳头的形状和用途,钳子 可分为不同类型,如钢丝钳、
尖嘴钳等。
使用钳子时,应选择合适的钳 头和力量,并确保钳子的金属 杆足够坚固,以免损坏工具或 物体。
钳子在使用过程中应保持清洁 ,避免油污或灰尘影响其正常 使用。
02
电动工具
电钻
汽车装配工具知识-总装车间

10.9 F31 F32 F33 F35
镀锌 彩虹色钝化
镀锌 橄榄绿钝化 T21 镀锌 黑色钝化 T22 镀锌 漂白钝化 镀锌 高耐腐蚀钝化 镀锌 非光亮钝化(锌原色)
F6
F60T32 F61 F62 F70 F71
变更代号(如:B、C等)
品种代号 汽车标准件特征代号(以 “汽”字拼音第一个大写字 母“Q”表示。
目
PA R T 1 PA R T 2 PA R T 3 PA R T 4 工具分类 电动工具 气动工具 手动工具
录
1、工具分类
工具
用于拧紧和定 扭
提升拧紧效率
电动工具
冲击 类
气动工具
油压 脉冲 类 力矩 扳手
手动工具
预拧 紧类
2.拧紧工具精度及工艺
工具种类 工具类型 手动可调力矩扳手 手动定值式力矩扳手 手动表盘式力矩扳手 手动数字式扭力扳手 气动棘轮扳手 气动拧紧工具 气动枪式液压脉冲扳手 气动冲击扳手 电动工具 拧紧工具与工艺 定扭电枪 电动冲击枪 精度范围 ±3% ±3% ±3% ±1% __ ±15% __ ±7% __ 备注
3.3套筒选型 3.3.1 内六角套筒
3.3套筒选型 3.3.2 H1/4风批套筒
3.3套筒选型 3.3.2 H1/4风批套筒
3.3套筒选型 3.3.2 转接头
3.3.3 气动接长杆
3.4拧紧工具选型 3.4.1 气动冲击扳手 3.4.1 气动螺丝刀(快插式)
3.4拧紧工具选型 3.4.2油压脉冲 3.4.1 气动棘轮扳手
等级代 材料和热处理 代号 表面处理 号 F38 镀锌 黑色钝化(三价铬钝化) T1 低碳合金钢、中碳钢,淬火并回 F39 镀锌 火 漂白钝化(三价铬钝化) F4 F40 低碳合金钢、中碳钢,淬火并回 涂聚乙烯塑料 火 涂硫化橡胶 防护氧化 中碳钢、低或中碳合金钢、合金 钢,淬火并回火 锌铝铬涂层 银灰色 锌铝铬涂层 黑色 合金钢,淬火并回火 锌铝涂层 银灰色 锌铝涂层 黑 色 锌-镍合金电镀层 无色 锌-镍合金电镀层 黑色
阿特拉斯拧紧机技术方案

Stand Alone系统具备安装维护快 捷、节省空间和能源、模块化设 计、灵活及高防护等级等特点。
▼ 拧紧电气控制系统布置图参考:
电源模块 控制器
安装板
▼ 拧紧系统应用实例图Atlas Copco PowerMACS tightening system illustration:
南京依维柯发动机新装配线参考图
QMX62-32RT
200 rpm
320 Nm
70 Nm 3% 2
10.2 Kg 65 dB
拧紧轴QMX62-32RT用于4DE、485中心 10颗螺栓缸盖拧紧机
•采用10轴标准拧紧轴变距拧紧
▼ 阿特拉斯·科普柯 推荐Power MACS拧紧轴技术参数(方案三):
拧紧轴QMX62-19RT
Technical Data产品技术参数:
2) 拧紧精度(软、硬连接状态下正态分布精度) : +/-ቤተ መጻሕፍቲ ባይዱ% 3) 采用一套两轴单气缸变距机构以便于快速切换。
Station 1 – Main Bearing Cap主轴承盖螺栓分布
Types of product:
Type 1 – YZ485: Max. Torque: 135~150Nm Bolt size: M12; D=85mm;
D1
Types of product:
Type 1 – YZ485: Max. Torque: 95~105Nm Bolt size: M12; D=65mm; D1=138mm
Type 2 – YZ4DE1: Max. Torque: 140~200Nm Bolt size: M12; D=101mm;
QMX62-19RT
330 rpm
底盘车间气动定扭拧紧工具技术要求
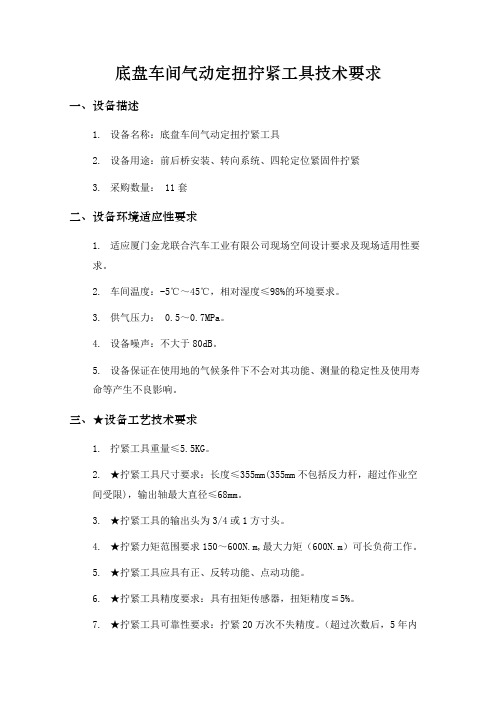
底盘车间气动定扭拧紧工具技术要求一、设备描述1.设备名称:底盘车间气动定扭拧紧工具2.设备用途:前后桥安装、转向系统、四轮定位紧固件拧紧3.采购数量: 11套二、设备环境适应性要求1.适应厦门金龙联合汽车工业有限公司现场空间设计要求及现场适用性要求。
2.车间温度:-5℃~45℃,相对湿度≤98%的环境要求。
3.供气压力: 0.5~0.7MPa。
4.设备噪声:不大于80dB。
5.设备保证在使用地的气候条件下不会对其功能、测量的稳定性及使用寿命等产生不良影响。
三、★设备工艺技术要求1.拧紧工具重量≤5.5KG。
2.★拧紧工具尺寸要求:长度≤355mm(355mm不包括反力杆,超过作业空间受限),输出轴最大直径≤68mm。
3.★拧紧工具的输出头为3/4或1方寸头。
4.★拧紧力矩范围要求150~600N.m,最大力矩(600N.m)可长负荷工作。
5.★拧紧工具应具有正、反转功能、点动功能。
6.★拧紧工具精度要求:具有扭矩传感器,扭矩精度≦5%。
7.★拧紧工具可靠性要求:拧紧20万次不失精度。
(超过次数后,5年内工具在扭力校验时发现偏差可通过保养维护恢复到精度要求水平。
)8.★拧紧枪需配置反力杆。
反力杆应能够360度旋转,方便操作员在拧紧时快速对位。
枪体与反力杆应方便操作。
注:反力杆样式(L型、S型)再具体对接确定。
9.★拧紧工具锁付到达预设扭力值时,能自动断气并释放残余扭力,方便操作者将工具退出。
10.★拧紧工具上集成有拧紧程序选择功能,方便操作人员进行快速切换不同拧紧程序,最少可在工具上预设3组扭矩,并且可快速调整预设值,方便目标扭力调整。
11.★空转转速≥100Rpm;可实现2段拧紧速度:初始高速旋转预紧,当拧紧力矩靠近目标值时自动变成低速高扭矩旋转。
12.★拧紧工具要带显示屏幕,拧紧结果能清晰、直接方便查看,具有拧紧结果反馈:OK/NOK或者扭力值。
13.★设定扭力之时或发生任何错误之时,机器不能启动,确保安全。
汽车设计-汽车车身用标准件选型规范模板
XX公司企业规范编号xxxx-xxxx汽车设计-汽车车身用标准件选型规范模板汽车车身用标准件选型规范1 范围本规范主要介绍了车身所用标准件的常见类型,阐述了各类标准件在车身上的应用及选取则,包括螺栓长度的选用、螺栓和螺母公称直径的选用、螺纹牙距的选用、特殊螺栓、螺母的选用等,为以后车身标准件选用提供一个参考。
本规范适用于众泰轿车、SUV等车型的设计。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是不注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T3098.1 紧固件机械性能螺栓、螺钉和螺柱GB/T3098.2 紧固件机械性能螺母粗牙螺纹GB/T3098.3 紧固件机械性能紧定螺钉GB/T3098.4 紧固件机械性能螺母细牙螺纹GB/T3098.5 紧固件机械性能自攻螺钉GB/T5779.1 紧固件表面缺陷—螺栓、螺钉和螺柱GB/T5779.2 紧固件表面缺陷—螺母GB/T94.1 弹性垫圈技术条件弹簧垫圈QC/T607 六角螺母和锥形弹性垫圈组合件GB/T5783 六角头螺栓—全螺纹—A和B级GB/T5789 六角法兰面螺栓—加大系列—B级GB/T1664 六角法兰面螺栓GB/T2673 内六角花形沉头螺钉GB/T29.2 十字槽凹穴六角头螺栓GB/T5782,GB/T5783 六角头螺栓—粗牙GB/T5785,GB/T5786 六角头螺栓—较细牙GB/T6177 六角法兰面螺母GB/T6560 十字槽盘头自攻锁紧螺钉GB/T70 内六角圆柱头螺钉GB/T819 十字槽沉头螺钉GB/T845 十字盘头自攻螺钉GB/T847 十字槽半沉头自攻螺钉QC/T613 六角法兰面自排屑螺母GB/T9074.1 十字槽盘头螺钉和平垫圈组合件GB/T9074.3 十字槽盘头螺钉和弹簧垫圈组合件GB/T9074.14 六角头螺栓和平垫圈组合件GB/T9074.15 六角头螺栓和弹簧垫圈组合件GB/T9074.17 六角头螺栓、弹簧垫圈和平垫圈组合件GB/T9074.18 十字槽盘头自攻螺钉和平垫圈组合件GB/T9074.19 十字槽盘头自攻螺钉和大垫圈组合件GB/T9074.4 十字槽盘头螺钉、弹簧垫圈和平垫圈组合件GB/T9456 十字槽凹穴六角头自攻螺钉GB/T96 大垫圈GB/T95 平垫圈QC/T330 A型簧片螺母QC/T340 六角法兰面承面带齿螺栓QC/T602 十字槽大半圆头自攻螺钉GB/T6187 全金属六角法兰面锁紧螺母GB/T 16823.1 螺纹紧固件应力截面积和承载面积GB/T10125 人造气氛腐蚀试验盐雾试验QC/T625 汽车用涂镀层和化学处理层QC/T326 汽车标准件产品编号规则3 汽车车身所用标准件常见类型汽车车身所用标准件常见类型主要分为三大类:螺栓、螺钉和螺母,每一类又根据是否焊接和结构形式的不同分为若干类,常见的类型列举如下。
汽车装配用紧固件及拧紧工具介绍
电动轮胎拧紧机
2020年11月10
基础工艺知识培训
10/11
拧紧工具 三、气动拧紧工具
2020年11月10
基础工艺知识培训
11/11
拧紧工具
■ JB/T 8411-2006 冲击式气扳机型号与参数表
2020年11月10
基础工艺知识培训
12/11
谢谢!
2020年11月10
基础工艺知识培训
13/11
Q1480820-F7
Q32016-0ZD
2020年11月10
Q32014-F7
基础工艺知识培训
Q32012
5/11
紧固件
三、紧固件拧紧原理
■拧紧原理 螺栓插入被连接件,利用螺母或内螺纹拧
紧使螺栓拉伸变形,这种弹性变形产生了轴向
的拉力,将被夹零件挤压在了一起,称为预 紧力。
理论上,只要产生了足够的夹紧力,完全可 以保证被夹零件在震动、高低温等恶劣环境下安 全工作,而不必使用涂胶等辅助方法。
基础工艺知识培训
紧固件及拧紧工具
2020年11月10
基础工艺知识培训
1/11
紧固件 一、总装常用紧固件类型
1型螺栓、法兰面螺栓、方头螺栓、双头螺柱、螺栓和垫圈组合件 普通螺母、自锁螺母、法兰面螺母、平垫、弹垫、锯齿垫片等
2020年11月10
基础工艺知识培训
2/11
紧固件
二、紧固件编号规则
和汽车行业推荐 标准一致
常用
Q341 细牙1型六角螺母 弹簧销等
Q353 六角较薄螺母
隔壁式接头用
Q361 2型六角螺母
推力杆用
Q363 六角特厚螺母 Q381 六角开槽螺母
U型螺栓用 消声器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用时:30分钟
总装拧紧工具主要分为手动和自动两大类 手动工具主要包括: 手动工具主要包括:
棘轮扳手、开口扳手、快速棘轮扳手、螺丝刀、 棘轮扳手、开口扳手、快速棘轮扳手、螺丝刀、 内六角扳手、定值力矩扳手、开口顶扭扳手、表盘/ 内六角扳手、定值力矩扳手、开口顶扭扳手、表盘/指 针式力矩扳手等
自动工具主要包括: 自动工具主要包括:
欢迎交流! 欢迎交流!
29
培训计划用时总计2 培训计划用时总计2小时左右 讲解用时105-115分钟 交流讨论5 15分钟 分钟, 讲解用时105-115分钟,交流讨论5-15分钟
2.第一轮选配:在研发试制阶段,现场验证《工 2.第一轮选配 在研发试制阶段,现场验证《 第一轮选配: 具初选清单》 根据《初版工序》 具初选清单》 ,根据《初版工序》和生产线现 有工具情况确定工具共用和增补清单
提出《第一轮工具增补/采购清单》 提出《第一轮工具增补/采购清单》
工具选配流程
3.第二轮选配:在车间试制阶段,根据试制反馈、 3.第二轮选配 在车间试制阶段,根据试制反馈、 第二轮选配: 新版工序》和设计变更, 《新版工序》和设计变更,调整和完善工具匹 配清单
转角齿轮
齿轮
离合器
气动马达
断气阀
压杆
消声器
主要部件功能
气动马达:将压缩空气的动能变为旋转运动的机械能。 气动马达:将压缩空气的动能变为旋转运动的机械能。 离合器:到达力矩后自动断气、 离合器:到达力矩后自动断气、力矩调整和力矩设置 齿轮组:降速增扭, 齿轮组:降速增扭,将气动马达输出的小扭矩的高速旋 转运动变为大扭矩的低速旋转运动
液压脉冲扳手
常用力矩: 常用力矩:≥50Nm 精度范围: 精度范围:±15% 优点:力矩大、速度快、 优点:力矩大、速度快、 反作用力小 缺点:精度低、 缺点:精度低、液压油 要定期维护 使用场合:底盘、大扭 使用场合:底盘、 矩快速拧紧 、预紧
电动螺丝刀、电动弯角 电动螺丝刀、
常用力矩:1.5-12Nm 常用力矩:1.5精度范围:±3% 精度范围: 优点:精度高、运行平 优点:精度高、 稳、无管线制约 缺点:反作用力大、 缺点:反作用力大、维 修困难 使用场合:内饰件、小 使用场合:内饰件、 力矩、 力矩、舱内作业
工具选型要考虑的因素
宏观因素 产能节拍 车型定位 生产线现状 采购费用 到货周期 维护保养的便易性 其它…. 其它….
工具选型要考虑的因素
技术细节 力矩要求 精度要求 操作空间 工作效率 劳动强度 生产管理
最理想的目标
广义的工具费用,还包括…效率,维护,寿命,产 品质量效果,使用培训….甚至企业宣传
气动螺丝刀(弯角式) 气动螺丝刀(弯角式)
类型: 90°弯角式、鸭嘴扁头 类型: 90°弯角式、 开口棘轮式、 式、开口棘轮式、内嵌套筒式 以及专用固定驱动等 常用力矩:9-60Nm 常用力矩: 精度范围:±7% 精度范围: 优点:空间适应性强 优点: 缺点:昂贵、反作用力大 缺点:昂贵、 使用场合:有空间要求处、 使用场合:有空间要求处、中 小力矩有一定精度要求处
用时:5分钟
工具选型:在新产品前期分析阶段和生产准备阶 工具选型: 段,通过前期策划和现场验证为新车型选配和增 补装配工具的工作。 补装配工具的工作。 工作时间: 工作时间: 数模冻结之后——车型量产之前 数模冻结之后——车型量产之前
用时:25-30分钟(讨论15分钟,讲解15分钟)
选工具, 选工具, 需要考虑那些因素? 需要考虑那些因素?
新车型开发
总装拧紧工具选配概述
目录
内容框架+ 内容框架+用时说明
用时:1分钟
1.工具选型概述 1.工具选型概述 2.工具选型要考虑的因素 2.工具选型要考虑的因素 3.工具选型的流程 3.工具选型的流程 4.工具的种类和用途 4.工具的种类和用途 5.附具的种类和用途 5.附具的种类和用途
工具选型概述
工具选配流程
用时:20分钟(3分钟视频)
1.模拟选配: 数模分析阶段,在数模上为每一个 1.模拟选配 数模分析阶段, 模拟选配: 螺纹连接固定点选配工具, 螺纹连接固定点选配工具,确定新车型所有拧 紧点可选用的工具的类型和数量。 紧点可选用的工具的类型和数量。
轮工具增补/采购清单》 提出《第二轮工具增补/采购清单》
4.第三轮选配:在车型生产线小批量期间,根据 4.第三轮选配 在车型生产线小批量期间, 第三轮选配: 工艺调整和设计变更,增补少量的工具。 工艺调整和设计变更,增补少量的工具。
提出《第三轮工具增补/采购清单》 提出《第三轮工具增补/采购清单》
工具选型的流程
工具选型主要包括以下过程: 工具选型主要包括以下过程: 前期准备
工具选配
增补完善
用时:10-15分钟
需要作那些准备工作? 需要作那些准备工作?
前期准备 整理、检查输入的技术资料 整理、 一致性、完整性、 一致性、完整性、正确性 明确工具的选配原则 工具档次、类型、 工具档次、类型、大致数量 编排进度计划 以线上小批量试产时间为起点, 以线上小批量试产时间为起点,综合考虑项 目进度,倒排工具选型工作的时间节点。 目进度,倒排工具选型工作的时间节点。
套筒类
接杆类
刀头类
总结和交流
用时:10-25分钟
总结:通过本次培训,大略的介绍了一下在新车 总结:通过本次培训, 型工艺开发过程中,总装工具选配的方法、 型工艺开发过程中,总装工具选配的方法、流程 和常用工具、辅具的相关知识, 和常用工具、辅具的相关知识,希望以后能够就 更多的工艺知识和大家交流。 更多的工艺知识和大家交流。 不足之处请及时指出,我们共同进步。 不足之处请及时指出,我们共同进步。
工具选配流程
注意要点 在前两轮工具采购后要保证生产线具备小批量 生产的条件(80%工具到位)。 生产的条件(80%工具到位)。 第三轮选配后要保证生产线具备批量生产的条 工具全部到位)。 件(工具全部到位)。 工具到货后要进行力矩标定并与辅具匹配。 工具到货后要进行力矩标定并与辅具匹配。
工具的种类和用途
离合器
行星齿轮
刀头锁紧机构
正反转控制开关 电动机 控制开关
集成电路板
电动拧紧机
主要结构:电动拧紧轴、电 主要结构:电动拧紧轴、 电控柜。 缆、电控柜。 精度范围:±1%以内 精度范围: 1%以内 优点:精度高、可追溯、 优点:精度高、可追溯、拧 紧质量稳定可靠、 紧质量稳定可靠、可实现多 种拧紧方式、多扭矩共用。 种拧紧方式、多扭矩共用。 缺点:价格昂贵、 缺点:价格昂贵、维修困难 应用范围: 应用范围:主要用于要求较 高的机械装配拧紧过程。 高的机械装配拧紧过程。
附具的种类和用途
用时:10分钟
附具,是工具向零件传递扭矩的接口, 附具,是工具向零件传递扭矩的接口,总装 工艺通过合理的选择附具的类型、尺寸, 工艺通过合理的选择附具的类型、尺寸,实现设 计要求,完成拧紧。 计要求,完成拧紧。 常用附具主要包括:套筒、接杆、开口头、 常用附具主要包括:套筒、接杆、开口头、 起子套筒、刀头(一字、十字、TORX )、转接 起子套筒、刀头(一字、十字、 )、转接 头等
气动:气动螺丝刀(枪式、直柄式、弯角式)、 气动:气动螺丝刀(枪式、直柄式、弯角式)、 液压脉冲扳手等 电动:电动螺丝刀、电动弯角、 电动:电动螺丝刀、电动弯角、电动拧紧机等
自动拧紧工具
气动螺丝刀(枪式、直柄式) 气动螺丝刀(枪式、直柄式)
类型:定扭式、 类型:定扭式、打滑式 常用力矩:定扭0.2-12.5Nm、 0.2常用力矩:定扭0.2 12.5Nm、 打滑0.5 0.5打滑0.5-18Nm 精度范围:定扭±7%、打滑 精度范围:定扭±7%、 ±15% 优点:噪音小、重量轻、 优点:噪音小、重量轻、反 作用力小、 作用力小、运转平稳 缺点: 缺点:适用力矩范围小 使用场合: 使用场合:内饰件 、20Nm 以下常用