旭化成尼龙树脂注塑工艺表
PA66的注塑工艺

模具温度对结晶度及成型收缩率有一定的影响,高模温结晶度高、耐磨性、硬度、弹性模量增加、吸水性下降、制品的成型收缩率增加;低模温结晶度低、韧性好、伸长率较高。
xx66xx成型工艺参数
收缩率:
与其他结晶塑料相似,尼龙树脂存在收缩率较大的问题,一般尼龙的收缩同结晶关系最大,当制品结晶度大时制品收缩也会加大,在成型过程中降低模具温度\加大注射压力\降低料温都会减小收缩,但制品内应力加大易变形.PA66收缩率
1.5-2%ቤተ መጻሕፍቲ ባይዱ
成型设备:
尼龙成型时,主要注意防止“喷嘴的流延现象”,因此对尼龙料的加工一般选用自锁式喷嘴。
喷嘴温度℃260-280模具温度℃20- 90注塑压力MPA60-200脱模剂的使用:
使用少量的脱模剂有时对气泡等缺陷有改善和消除的作用。尼龙制品的脱模剂可选用硬脂酸锌和白油等,也可以混合成糊状使用,使用时必须量少而均匀,以免造成制品表面缺陷。
在停机时要清空螺杆,防止下次生产时,扭断螺杆.
以上数据仅供参考。不同的产品(模具),其注塑工艺参数不同,特别留意才料料筒温度℃后部240-285中部260-300前部260-300是否充分干燥;各段注塑温度控制;螺杆及螺杆转速选择;背压和模具温度是否合适。
PA66
一xxPA66的干燥
真空干燥:
温度℃95-105时间6-8小时
热风干燥:
温度℃90-100时间4小时左右。
结晶性:
除透明尼龙外,尼龙大都为结晶高聚物,结晶度高,制品拉伸强度、耐磨性、硬度、润滑性等项性能有所提高,热膨胀系数和吸水性趋于下降,但对透明度以及抗冲击性能有所不利。模具温度对结晶影响较大,模温高结晶度高,模温底结晶度底.
尼龙注塑工艺(3篇)
第1篇一、引言尼龙注塑工艺是一种广泛应用于塑料制品生产的工艺方法。
它具有生产效率高、成本低、质量稳定等优点,在汽车、电子、家电、日用品等领域有着广泛的应用。
本文将从尼龙注塑工艺的原理、工艺流程、设备、模具、材料选择、质量控制等方面进行详细介绍。
二、尼龙注塑工艺原理尼龙注塑工艺是利用高温、高压将尼龙熔体注入模具腔内,在模具腔内冷却、固化,从而获得所需形状和尺寸的塑料制品。
尼龙注塑工艺主要包括以下步骤:1. 加热:将尼龙颗粒放入注塑机料斗中,通过加热使其熔化。
2. 注塑:将熔化的尼龙熔体注入模具腔内,填充模具型腔。
3. 冷却:注塑完成后,模具在冷却水或冷却介质中冷却,使熔体固化。
4. 开模:冷却固化后,打开模具取出制品。
5. 后处理:对制品进行去毛刺、抛光、组装等后续处理。
三、尼龙注塑工艺流程1. 模具设计:根据产品形状、尺寸、结构等要求,设计合理的模具结构。
2. 材料选择:根据产品性能、成本等因素,选择合适的尼龙材料。
3. 注塑机选型:根据产品尺寸、重量、生产速度等要求,选择合适的注塑机。
4. 模具加工:按照模具设计图纸,加工出符合要求的模具。
5. 熔融尼龙制备:将尼龙颗粒加热熔化,制备成熔融尼龙。
6. 注塑:将熔融尼龙注入模具腔内,填充模具型腔。
7. 冷却、固化:在模具中冷却、固化,形成所需形状和尺寸的制品。
8. 开模、取出制品:冷却固化后,打开模具取出制品。
9. 后处理:对制品进行去毛刺、抛光、组装等后续处理。
四、尼龙注塑工艺设备1. 注塑机:用于将尼龙熔体注入模具腔内,主要包括加热系统、注射系统、冷却系统等。
2. 模具:用于成型尼龙制品,包括动模、定模、浇注系统、冷却系统等。
3. 辅助设备:包括送料系统、干燥设备、温度控制器、液压系统等。
五、尼龙注塑工艺模具1. 模具材料:常用的模具材料有铝合金、钢、铜等。
2. 模具结构:包括动模、定模、浇注系统、冷却系统等。
3. 模具设计:根据产品形状、尺寸、结构等要求,设计合理的模具结构。
旭化成在印尼设尼龙66复合材料生产线
t i o n a l a n a l y s i s me t h o d[ J ] .I n t e na r t i o n a l J o u r n a l o f A d v a n c d e
Ma n u f a c t u r i n g T e c h n o l o g y, 2 0 0 2, 1 9 ( 4 ) : 2 7 1 — 2 7 7 .
曹 将 栋 等 .基 于 灰 色 系 统 理 论 的 注 射 成 型 工 艺 参 数 优 化
・5 1・
3 . 2 . 2 灰 色关联 系数计算
数据 离 散 的工 程 问 题 , 寻 找 其 内在 的规 律 。
在灰色关联数据计算完 成之后 , 把各单 目标 的 将 灰 色 系 统 理 论 运 用 到 注 射 成 型 的 工 艺 参 数 最优值设 为基 准矢 量序 列 。计算 目标 的灰 色关 联 优 化 中 , 能 够 获 得 最 佳 的参 数 组 合 , 在 最 短 的 系数 , 其结果已列 于表 4中。
预测 与研 究 [ J ] .内 蒙 古 工 业 大 学 学 报 , 2 0 0 3 , 2 3( 3 ) :
2 0 1 — 2 0 4 .
8 0 MP a , 保 压时 间为 3 S 。根据这一参数组合 , 通过 Mo l d F 1 O W软 件 进 行 验 证 , 发 现 Z轴 方 向 变 形 在
化方 法有 实 际应 用 价 值 , 亦 可 推 广 到 其 他 工
对表 4中的灰色关联度 进行方差分 析 , 计算出 程优 化领域 。 每个 因子各水平下灰色关 联度 的均值 , 关联度 均值 越大 , 表明该多 目标 响应越好 , 则这个水平为这个 因
尼龙镜片注塑工艺流程

尼龙镜片注塑工艺流程
尼龙镜片注塑工艺流程
尼龙镜片作为一种常用的光学材料,具有优异的透光性和抗冲击性能,在眼镜制造中被广泛使用。
其制造工艺主要包括材料准备、注塑成型、后处理和质量检验四个步骤。
首先是材料准备。
尼龙镜片所需的原料主要有尼龙颗粒、色母和阻燃剂。
工作人员需要根据产品的要求精确地称量各种原材料,并将其混合均匀,以确保成品的质量。
接下来是注塑成型。
首先,将混合好的原料倒入注塑机的料斗中,并启动机器。
注塑机会将原料加热融化,然后通过螺杆的旋转和注射筒的移动将熔融的尼龙注入模具中。
模具通过高温高压使尼龙材料快速硬化,最终形成尼龙镜片的预定形状。
第三步是后处理。
尼龙镜片成型后需要进行切割、修整和抛光等后处理工序。
首先使用专业切割机将成型的尼龙镜片切割成所需要的尺寸,然后通过修整机修整表面不平整的部分。
最后,使用抛光机对尼龙镜片进行精细抛光,以提高其光洁度和透明度。
最后是质量检验。
在商品化生产之前,需要对成品进行严格的质量检验,以确保其符合相关的标准和要求。
常规的质量检验包括外观检查、尺寸测量和透光度测试。
同时还需要检查尼龙镜片的物理性能,如抗冲击性能、耐热性能和耐化学物质性能等。
总的来说,尼龙镜片注塑工艺包括材料准备、注塑成型、后处理和质量检验四个步骤。
通过精确地控制每一个环节,可以确保尼龙镜片的制造质量,生产出高品质的眼镜产品。
尼龙的注射工艺参数.

尼龙(PA)
8、尼龙的后处理: 尼龙制件还会产生后收缩,使制品的尺寸进一步发生变 化。因此对制品进行退火是必要的。 退火温度比制品是哦那个温度高20℃。在非氧化油中退 火20分钟。 对于使用温度高于80℃或尺寸精度要求高的塑件均应退 火处理。
尼龙(PA)
8、尼龙的后处理: 尼龙制件还会产生后收缩,使制品的尺寸进一步发
尼龙(PA)
尼龙的工艺性能大致有下列特点: 1.原材料吸水性大,高温时易氧化变色,因此在加工前必须对粒料进
行干燥处理。最好采用真空干燥处理,以防止氧化,而且干燥后的粒料应马 上装入注射机上的高压热风干燥料斗中。
尼龙(PA)
尼龙的工艺性能大致有下列特点: 2.熔点较高,熔融温度范围窄,且熔融状态稳定性差,易解聚分解而 降低制品性能,特别明显的是外观性能(PA除外)。粒料在料筒内停留时间 不得超过30分钟。
1.5mm,2小时;3mm,8小时;6mm,16小时。 调温处理还可改善晶体结构,提高韧性,消除内应力。尼龙 中PA6,PA66应作调温处理。
尼龙(PA)
8、尼龙的后处理: 为保证尺寸相对稳定,可用水或水溶液对制件进行调温 处理。具体操作是将塑件浸入沸水或醋酸钾水溶液(醋酸钾: 水=1.25:100,沸点121℃)中,浸泡时间随制件壁厚而定: 1.5mm,2小时;3mm,8小时;6mm,16小时。调温处理 还可改善晶体结构,提高韧性,消除内应力。尼龙中PA6, PA66应作调温处理。
3~6
240~310 240~300 240~300 230~280 20~90 60~150 15~40 30~70 50~120
尼龙6
<3
3~6
210~260 210~260 210~260 210~250
旭化成 LEONA 物性表
178
MPa
抗挠系数
178
GPa
带缺口
却贝冲击强度
179
KJ/m2
不带缺口
洛氏硬度
2039
scaleR/scaleM
热性能
线性热膨胀系数 ASTM D 696 (平行于流动方向)
10 / k 1.8MPa
-5
热变形温度
75
0.45MPa
干 干 干 干 干 干
比较耐电弧 径迹指数
600/13G15 425/14G15 26 10 10
1.45 1.5
1.48 1.5
1.52 1.4
1.52 1.5
- - - -
232 163 2 3 18.6 14.8 394 269 15.4 12.3 13/82 13/71 120/95 115/88 2 225 240 450
527
%
断裂点 拉伸应力 断裂点 拉伸应变
527
MPa
527
%
机械性能
拉伸系数
527
GPa
抗挠强度
178
MPa
抗挠系数
178
GPa
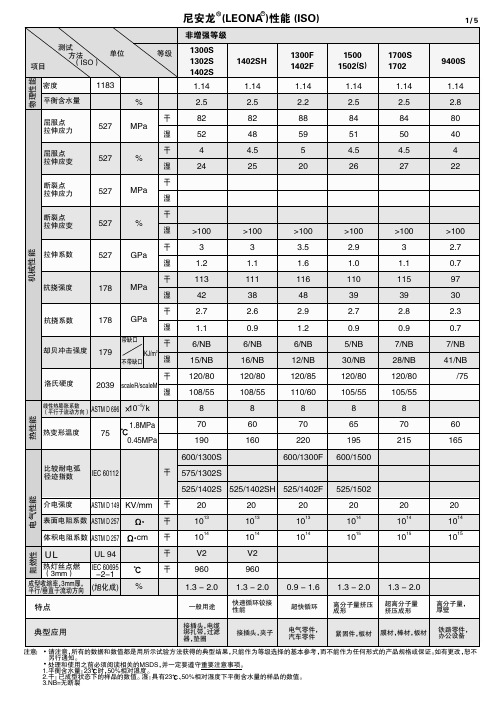
尼安龙 (LEONA )性能 (ISO)
非增强等级
测试 方法 (ISO) 单位 等级
R
R
1/ 5
项目
1300S 1302S 1402S
1402SH
1300F 1402F
1500 1502(S)
1700S 1702
9400S
物理性能
密度 平衡含水量 屈服点 拉伸应力 屈服点 拉伸应变 断裂点 拉伸应力 断裂点 拉伸应变
HB 960 0.4/0.9
33%GF
注塑工艺参数表

注塑工艺参数表1. 引言注塑工艺在制造领域中扮演着重要的角色。
注塑过程是将熔融状态的塑料材料注入模具中,通过冷却固化后形成所需的塑料制品。
注塑工艺参数是指影响注塑过程和最终产品质量的相关参数,包括注射压力、注射速度、熔融温度、模具温度等。
合理调整和控制这些参数,可以确保产品的质量稳定和生产效率的提高。
本文将介绍注塑工艺参数表的编写方法和常用参数的解释,以便生产人员在注塑过程中能够准确设置和调整工艺参数。
2. 注塑工艺参数表的编写方法注塑工艺参数表用于记录和管理注塑过程中的各项参数,以便在生产过程中进行参考和调整。
编写注塑工艺参数表通常遵循以下步骤:2.1 确定表格格式注塑工艺参数表通常采用表格的形式进行组织和展示。
可使用Markdown或其他表格编辑工具进行编写。
表格的列可以包括参数名称、参数值、参数单位等。
2.2 确定参数名称根据具体的注塑过程和要生产的产品,确定需要监控和调整的工艺参数。
常见的注塑工艺参数包括注射压力、注射速度、熔融温度、模具温度、冷却时间等。
2.3 设置参数值和单位根据注塑机的型号和产品的要求,设置每个参数的取值范围和单位。
参数的取值范围通常需要根据实际生产条件和试验结果进行确定。
2.4 填写参数值在实际生产过程中,根据产品要求和工艺要求,填写每个参数的具体取值。
在设置参数值时,需要根据实际情况进行调整和优化,以确保产品质量和生产效率。
3. 常用注塑工艺参数解释本节将介绍常用的注塑工艺参数及其解释,以便生产人员在设定和调整参数时能够更好地理解其作用和影响。
3.1 注射压力注射压力是指在注塑过程中,注塑机向模具中注射塑料材料时施加的压力。
适当的注射压力可以确保塑料材料充分填充模具腔体,并产生所需的制品形状。
3.2 注射速度注射速度是指注塑机在注塑过程中将塑料材料注入模具的速度。
合适的注射速度可以控制塑料材料的流动性,避免产生气泡和翘曲等缺陷。
3.3 熔融温度熔融温度是指塑料材料在注塑过程中达到的熔融状态的温度。
尼龙6注塑工艺参数
尼龙6注塑工艺参数一、材料准备1. 尼龙6颗粒2. 碳酸钙3. 硬脂酸锌4. 抗氧剂二、注塑机调试1. 清洁注塑机,确保无杂质。
2. 调整注射速度和压力,根据产品要求确定合适的参数。
3. 调整模具温度,确保温度均匀。
4. 根据产品要求设置冷却时间和保压时间。
三、模具准备1. 清洁模具,确保无杂质。
2. 计算出合适的射出量和射出压力。
3. 调整模具温度,根据产品要求确定合适的温度。
4. 安装好模具并进行试模。
四、生产工艺流程1. 开始生产前,将所有材料称量并混合均匀。
2. 将混合后的材料放入注塑机中,并调整好参数。
3. 开始注塑生产,确保产品质量符合要求。
4. 每隔一段时间清洁模具和注塑机,并检查产品质量是否受到影响。
五、工艺参数设置1. 注射速度:一般为每秒5~10毫米。
2. 射出压力:一般为50~100MPa。
3. 模具温度:一般为220~250℃。
4. 冷却时间:根据产品要求确定。
5. 保压时间:一般为5~20秒。
六、工艺注意事项1. 材料混合均匀,避免杂质进入注塑机和模具中。
2. 注塑机和模具要定期清洁,确保无杂质。
3. 调整好参数后进行试模,确保产品质量符合要求。
4. 生产过程中要及时检查产品质量,并进行调整和改进。
七、工艺优化建议1. 适当增加注射速度和射出压力,可以提高生产效率。
2. 增加碳酸钙的添加量可以降低成本并提高产品硬度。
3. 增加硬脂酸锌的添加量可以提高产品的耐热性能。
4. 在材料中添加抗氧剂可以提高产品的耐候性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
*Leona™(尼胺龙)颗粒采用密封袋装形式提供,如果在开封后立即使用,则不需要预干燥。
但如果开封后不赶快使用,Leona™(尼胺龙)颗粒就会从空气中吸收大量的水分。
为了避免因水分吸收而引起的银斑和其他缺陷,开封后的Leona™(尼胺龙)颗粒必须储存在密封的金属容器中,或者在注塑之前进行预干燥。
为了防止吸收水分,应当等到使用前才能打开袋子的密封。
要避免袋子破裂及使产品远离水分,洒出的颗粒不可放回袋子中。
处理Leona™时一定要在指定的温度范围内。
温度过低可能会因塑化不均匀而造成局部降解;而如果温度过高的话,则可能引起银斑、其他外观问题以及树脂的分解。
最佳的温度范围是因等级的不同而有所变化的,因此请阅读每个级别的指南(可从旭化成处获得)。
在整个的注塑操作中,都应当保证充分的局部或总体通风。
如果材料滞留在未运行的热机筒中,就可能会造成树脂分解。
在长时间中断注塑过程之前,应当用无色的聚乙烯或专门用于聚酰胺树脂的清洗材料清洗和填充机筒。
如果工作区域中有洒落的颗粒,应当及时清除和丢弃,以免滑倒。