注塑工艺参数设定与监控记录表
注塑生产工艺参数监控记录表
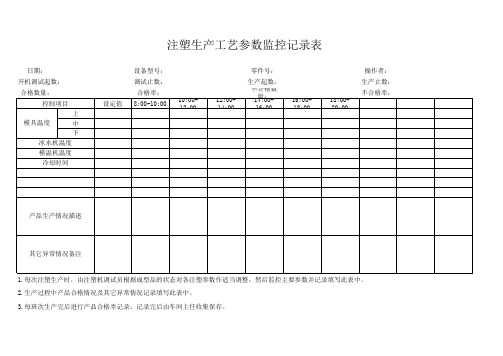
日期: 开机调试起数: 合格数量: 控制项目 模具温度 冰水机温度 模温机温度 冷却时间 上 中 下 设定值 设备型号: 调试止数: 合格率: 零件号: 生产起数: 不合格数量: 操作者: 生产止数: 不合格率:
8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:Biblioteka 0-18:00 18:00-20:00
产品生产情况描述
其它异常情况备注
1.每次注塑生产时,由注塑机调试员根据成型品的状态对各注塑参数作适当调整,然后监控主要参数并记录填写此表中。 2.生产过程中产品合格情况及其它异常情况记录填写此表中。 3.每班次生产完后进行产品合格率记录,记录完后由车间主任收集保存。
注塑特殊过程确认表(20200930061515)
实际果
外观平整光滑,表面是否有划伤,无异 色点、气丝、塌坑、缺料、变形、毛 边、断裂、杂物等,注胶口是否起皮、 突起等。是否压伤五金零件,对接插头 试装是否灵活。
确认人签名
确认人
部门
确认人
部门
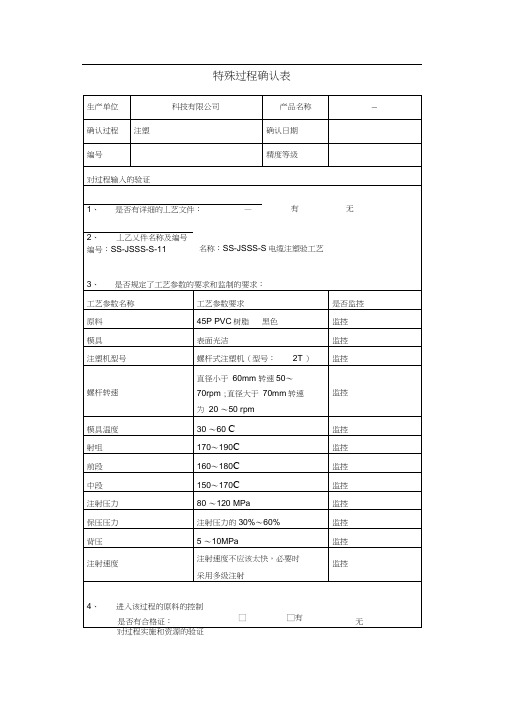
特殊过程确认表
生产单位
科技有限公司
产品名称
—
确认过程
注塑
确认日期
编号
精度等级
对过程输入的验证
有
无
1、是否有详细的丄艺文件:—
2、丄乙乂件名称及编号
编号:SS-JSSS-S-11
名称:SS-JSSS-S电缆注塑验工艺
3、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
原料
45P PVC树脂
记录名称:注塑控制参数记录表
参数名称
工艺参数要求
监控结果
环境温度
环境湿度
原料
45P PVC树脂黑色
模具
表面光洁
注塑机型号
螺杆式注塑机(型
号:2T)
螺杆转速
直径小于60mm转 速50〜70rpm;直径 大于70mm转速为
20〜50rpm
模具温度
30〜60C
射咀
170〜190C
前段
160〜180C
中段
150〜170C
黑色
监控
模具
表面光洁
监控
注塑机型号
螺杆式注塑机(型号:2T)
监控
直径小于60mm转速50〜
螺杆转速
70rpm;直径大于70mm转速
监控
为20〜50rpm
模具温度
30〜60C
监控
注塑工艺参数【详细】

在塑料原料、注塑机和模具确定之后,注塑工艺参数的选择和控制是保证制件质量的关键。
需要对注塑计量装置、锁模力、注射压力、注塑周期(注塑时间、保压时间、冷却时间、开合模时间)、料桶温度、模具温度等参数进行设置。
下面对注塑温度、注塑压力、注塑时间和成型周期参数进行介绍。
1.注塑温度注塑温度包括料桶温度、喷嘴温度和模具温度等。
前两个温度主要是影响塑料的塑化和流动,而后一个温度主要是影响塑料的注塑和冷却。
料桶温度料桶温度的选择应保证塑料塑化良好,料桶温度的设定应该考虑塑料原料的特点、注塑机的类型、制品壁厚及形状等客观条件。
喷嘴温度喷嘴温度一般略低于料桶的最高温度,要考虑到熔料温度可以从注塑瞬间发生的摩擦过程中得到提高。
喷嘴温度如果被调得太低,可能会造成冷料堵塞喷嘴孔道,或在成型下一个制品时将冷料带入使制品带有“冷料斑”。
最佳的喷嘴温度和料桶温度,要与其他工艺条件综合来分析,考虑其影响因素,才能确定。
模具温度模具温度对制品的内在性能和表观质量影响很大,是最为关键的参数之一。
模具温度主要由塑料有无结晶性、制品的尺寸与结构、性能要求以及其他工艺条件(熔料温度、注塑速度及注塑压力、模塑周期等)来综合决定。
2.注塑压力注塑模塑过程中的压力包括塑化压力(常称背压)、注塑压力和保压压力,它们直接影响塑料的塑化和制品的质量。
塑化压力(背压)塑化压力是指采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力,这种压力的大小可以通过液压系统中的溢流阀来进行调整。
注塑压力所有注塑机的注塑压力都是以柱塞或螺杆顶部对塑料所施的压力为准的。
注塑压力在注塑成型中所起的主要作用是克服塑料从料桶流向型腔的流动阻力、给予熔料充模的速率以及对熔料进行压实,有利于填充型腔。
注塑压力的选择应该考虑制品的结构和模具的结构、塑料品种、注塑机类型等因素。
保压压力从模腔填满塑料后,继续施加于模腔塑料上的注塑压力,直到浇口完全冷却密封的一段时间内,都要维持一个相当高的压力,这就是保压压力。
标准注塑工艺卡或成型条件参数表样板
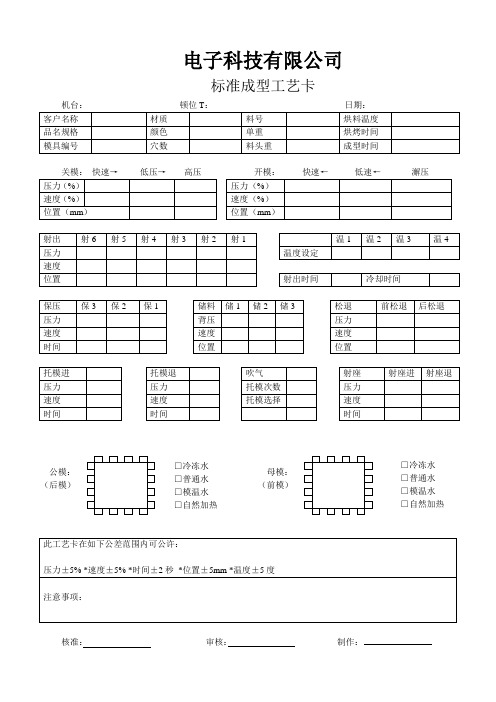
标准成型工艺卡
机台:顿位T:日期:
客户名称
材质
料号
烘料温度
品名规格
颜色
单重
烘烤时间
模具编号
穴数
料头重
成型时间
关模:快速→低压→高压开模:快速←低速←澥压
压力(%)
压力(%)
速度(%)
速度(%)
位置(mm)
位置(mm)
射出
射6
射5
射4
射3
射2
射1
温1
温2
温3
温4
压力
温度设定
速度
位置
射出时间
冷却时间
保压
保3
保2
保1
储料
储1
储2
储3
松退
前松退
后松退
压力
背压
压力
速度
速度
速度
时间位置位置 Nhomakorabea托模进托模退
吹气
射座
射座进
射座退
压力
压力
托模次数
压力
速度
速度
托模选择
速度
时间
时间
时间
□□冷冻水
□□普通水
□□模温水
□□自然加热
此工艺卡在如下公差范围内可公许:
压力±5% *速度±5% *时间±2秒*位置±5mm *温度±5度
注意事项:
核准:审核:制作:
PP塑料的注塑加工工艺参数
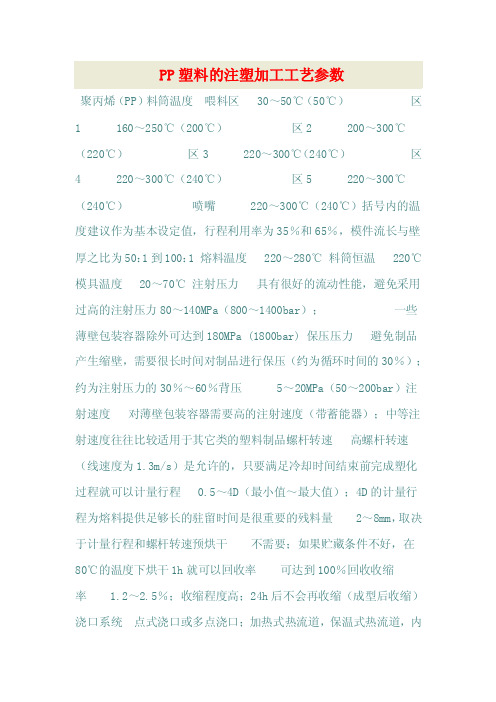
聚丙烯(PP)料筒温度喂料区 30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴 220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1 熔料温度 220~280℃料筒恒温 220℃模具温度 20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar) 保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压 5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程 0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量 2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩
率 1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内
浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时
段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀 .。
注塑过程监控记录表.pdf
镜框
成型材料
PC
生产日期
热流道温度
监控结论
压力( MPa) 速度( m/s ) 监控结论
20
15
OK
30
20
OK
20 10 起始位置 10 30 80 180 280 射出位置 48 32
10
5
OK
130
30
OK
压力( MPa) 速度( m/s ) 监控结论
20
15
OK
50
20
OK
60
20
OK
50
10
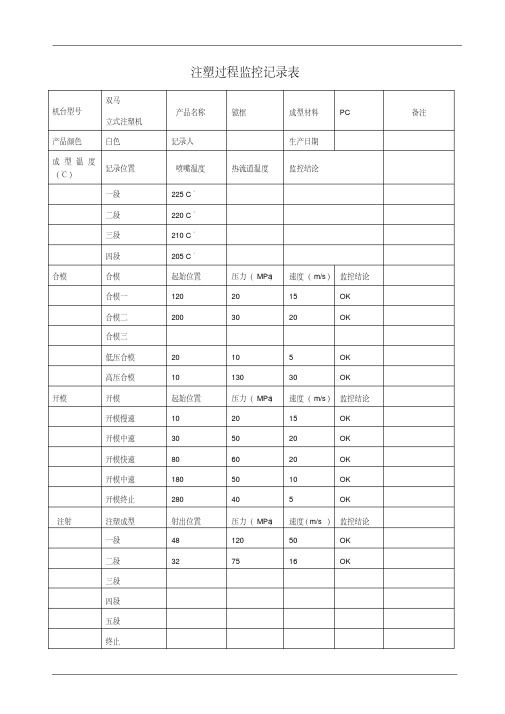
注塑过程监控记录表
机台型号 产品颜色
双马 立式注塑机 白色
成 型温 度 记录位置
(℃) 一段二段 三段源自合模四段 合模合模一
合模二 合模三
低压合模 高压合模
开模
开模
开模慢速 开模中速
开模快速 开模中速 开模终止
注射
注塑成型 一段
二段
三段 四段
五段 终止
产品名称
记录人
喷嘴温度 225 C ° 220 C ° 210 C ° 205 C ° 起始位置 120 200
OK
40
5
OK
压力( MPa) 速度( m/s ) 监控结论
120
50
OK
75
16
OK
备注
保压 其它
保压 一段
保压 压 力 速度( m/s ) 时间( s )
( MPa )
监控结论
5
30
20
OK
二段
三段
四段
预塑压力 / 速 度
射退压力 / 速 冷却( s)
度
总周期( s ) 监控结论
注塑机参数设定与质量控制

182-230 0.2-0.22 200-332 0.06-0.12
原料
PS HIPS ABS RPVC SPVC LDPE HDPE PP
PA1010
POM PC PPO
熔体温度℃ 注塑压 力MPa
170-250 60-150
180-240 60-150
无定形物料
• 无定形物料不发生相变,模温的高低主要影响 熔体的黏度和充模速度。
• 在能顺利充模条件下,尽可能降低模温,以缩 短冷却时间,进而提高生产效率。
• 模温太低,浇口过早凝封,保压过短,出现缺 料、充模不全和凹陷。
• 厚制品,模温过低,内外冷却不一致,出现空 泡、收缩等缺陷。
注塑压力
• 注塑压力是保证熔体克服各部分阻力,使熔体 以一定速度充模。
• 过热变色 • 常在棱角、凸台、加强筋顶部等处烤焦变黑 • 原因:a.排气不充分,气体压缩后产生高温—
—改善排气,合理设置排气孔,降低注塑速度、 料温 • 黑条线产生原因也是热降解
13.光泽不良
• 制品表面雾浊状态 • 原因:a.模具表面光洁度差——模具表面抛光,
提高模具表面光洁度 b.提高模温、料温 c.减少脱模剂的使用
m160-175 110-142
Td
330-340 230
T加工 吸水率 148-232 0.01 196-260 0.01
204-287 148-212 160-196 176-260 190-260 270-287 276-298
271 265-315 223-274
0.01-0.03 0.04-0.4 0.15-0.75 0.01 0.2-0.6 1.3-1.9 1.0
注塑工艺参数表及变更记录表

Written by/date制表/日期:
Fabricate审核:
抽芯进 芯进1 芯进2
模具运水(动) 模具运水(定)
热流道温度<℃> 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70
1、当有产品不良需要关闭此穴时只需调整塑化量,保压切换位置不要调整.螺杆的 残余量控制在 8±2mm.(特殊颜色料化不开的除外) 2、射胶速度调整范围±5 ,注塑压力±10 ,保压压力±5, 时间±0.5s 3、螺杆切换位置调整范围±5.0mm 计量 余料量±1.0mm. 4、周期调整范围在±5 冷却时间调整范围在±1.0s 5、螺杆的转速一般调整范围在±30U/mm.背压参数一般在±5Bar. 6、使用机械手和不使用机械手循环时间相差±2S
编号:
OPERATION FOAM-MOULDING PRARMETERS 注塑工艺参数表
编写: 批准: 页数:
产品名称 模具编号
机台号 模穴数
机台型号 原材料
温度设定 (℃)
添加剂 色号
产品单重(g) 一模重量(g)
回料比例% 循环时间(s) 材料干燥
动模模温
定模模温
喷咀 +/-10
第一段 +/-10
第二段 +/-10
第三段 +/-10
第四段 +/-10
第五段 +/-10 下 料 口 +/-10
关模设定 关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm) 保压设定 保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 切换位置 mm 压力(p) 速度(v) 位置(mm) 热流道温度<℃> 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 +/-10 29 30 31 32 33 34 35 +/-10 71 72 73 74 75 76 77
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.开机 调机和 生产中 调机变 更参数 较多 时,记 录设定 值,在 备注中 “S ”;
4.如果 设定值 超出标 准公 差,就 用红笔 打圈标 注,然 后再备 注里面 说明。
表单 编 号:
版本:A0
注塑工艺参数设定与监控记录表
机台 号;
机台 型 号:
料 号 :
模
原
颜
号
料
色
年
月
:
:
:
项目Βιβλιοθήκη 热流道工艺标准
喷嘴
温度(%℃)
射出压力(%)
射出速度(%) 保压压力(%) 保压速度(%) 射出 加料 送退 射出 保压 储料 冷却 周 终点 终点 终点 时间 时间 时间 时间 期
位置 位置 位置 (S (S (S (S (S 一段 二段 三段 四段 模温 干燥 一段 二段 三段 四段 一段 二段 三段 四段 一段 二段 三段 一段 二段 三段 (MM) (MM) (MM) ) ) ) ) )
水
分
测
试
判定 记录 确认
品检 员
备注
日期 班别
说明: 1.此表 单由当 班技术 员填 写,无 填写内 容则画 “”,当 班领班 核对确 认,品 检员稽 核确 认;
2.此表单的工艺标准来源于注塑工艺卡的参数,每班接班2H内做一次监控记录,在其它时间段生产机台开线或生产异常停工重新开机也应做监控记录,并记录机器实际数值,并在注以“J”表示;