齿轮检测常用的标准检测代号
齿轮齿形精度等级详解

齿轮精度等级1、齿轮精度主要是控制齿轮在运转时齿轮之间传递的精度,比如:传动的平稳性、瞬时速度的波动性、若有交变的反向运行,其齿侧隙是否达到最小,如果有冲击载荷,应该稍微提高精度,从而减少冲击载荷带给齿轮的破坏。
2、如果以上这些设计要求比较高,则齿轮精度也就要定得稍高一点,反之可以定得底一点3、但是,齿轮精度定得过高,会上升加工成本,需要综合平衡4、你上面的参数基本上属于比较常用的齿轮,其精度可以定为:7FL,或者7-6-6GM精度标注的解释:7FL:齿轮的三个公差组精度同为7级,齿厚的上偏差为F级,齿厚的下偏差为L级7-6-6GM:齿轮的第一组公差带精度为7级,齿轮的第二组公差带精度为6级,齿轮的第三组公差带精度为6级,齿厚的上偏差为G级,齿厚的下偏差为M级5、对于齿轮精度是没有什么计算公式的,因为不需要计算,是查手册得来的。
6、精度等级的确定是工程师综合分析的结果,传动要求精密、或者是高负载、交变负载……就将精度等级定高一点7、精度等级有5、6、7、8、9、10级,数值越小精度越高8、(齿厚)偏差等级也是设计者综合具体工况给出的等级,精密传动给高一点,一般机械给低一点,闭式传动给高一点,开式传动给低一点。
9、(齿厚)偏差等级有C、D、E、F、G、H、J、K、L、M、N、P、R、S 级,C级间隙最大,S级间隙最小。
10、不管是精度等级,还是偏差等级,定得越高,加工成本也越高,需要综合分析之后再具体的给出一个恰当的精度等级和偏差等级。
11、对于齿轮的常规检验项目,分为3组检验项目,分别如下:12、第一组检验项目主要是保证传递运动的准确性,其项目包括:切向综合公差Fi'、周节累积公差Fp、k个周节累积公差Fpk、径向综合公差Fi"、齿圈径向跳动公差Fr、公法线长度变动公差Fw13、第二组检验项目主要是保证传递运动的平稳性、噪声、振动,其项目包括:切向一齿综合公差fi'、基节极限偏差fpb、周节极限偏差fpt、径向一齿综合公差fi"14、第三组检验项目主要是保证载荷分布的均匀性,其项目包括:齿向公差Fβ、接触线公差Fb、轴向齿距极限偏差Fpx15、齿轮的齿坯公差的精度等级为:5、6、7、8、9、10级16、齿轮中间的孔公差、及其形位公差:IT5、IT6、IT7、IT8级17、齿轮轴的尺寸公差、及其形位公差:IT5、IT6、IT718、顶圆直径公差:IT7、IT8、IT919、基准面的径向跳动、基准面的端面跳动:根据直径的大小,按照5、6、7、8、9、10级查表20、需要说明一下:我给出的·第一组、第二组、第三组检验项目是比较全的,但是,在实际中,在实际的图纸上,我们列出的检验项目没有这么多,太多了不但给检验带来麻烦,还增加制造成本,所以,在图纸上只检验其中的几项即可,你可以参看一下专业的齿轮图纸,也可以在《机械设计手册》上看看例题,在此给你列出常规要检查的、在图纸上要列出来的项目:21、小齿轮的检验项目:21、根据你上面给出的参数,小齿轮的精度等级可以定为7FL,接下来级,就是按照精度等级差手册:22、周节积累公差Fp:0.06323、周节极限偏差fpt:0.01824、在图纸上标注的齿坯公差:内孔按照IT7级:在手册上按照孔径大小查《标准公差表》25、顶圆的径向跳动:按照外径尺寸大小查《标准公差表》26、大齿轮的检验项目:27、周节积累公差Fp:0.09028、周节极限偏差fpt:0.02029、在图纸上标注的齿坯公差:内孔按照IT7级:在手册上按照孔径大小查《标准公差表》30、顶圆的径向跳动:按照外径尺寸大小查《标准公差表》本网络手册中的圆柱齿轮精度摘自(GB10095—88),现将有关规定和定义简要说明如下:(1) 精度等级齿轮及齿轮副规定了12个精度等级,第1级的精度最高,第12级的精度最低。
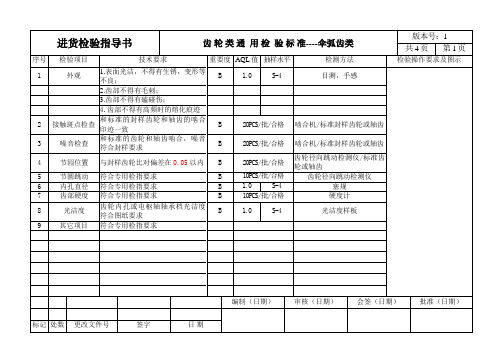
齿轮类(齿轮和轴齿)通用检验指导书
光洁度样板
8
其它项目
符合专用检指要求
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
进货检验指导书
齿轮类通用检验标准
版本号:1
共4页
第3页
产品代号
大齿轮图号
节圆跳动
内孔直径
齿部硬度
小齿轮图号
节圆跳动
内孔直径
齿部硬度
模数
选用测头直径
A01 A02 A04
TA01.01
0.04
B
20PCS/批/合格
啮合机/标准封样齿轮或轴齿
3
噪音检查
和标准的齿轮和轴齿啮合,噪音符合封样要求
B
20PCS/批/合格
啮合机/标准封样齿轮或轴齿
4
节园位置
与封样齿轮比对偏差在0.05以内
B
20PCS/批/合格
齿轮径向跳动检测仪/标准齿轮或轴齿
5
节圆跳动
符合专用检指要求
B
10PCS/批/合格
齿轮径向跳动检测仪
0.025
10
HRC42-48
TB54.27
0.015
HRC50-55
1
1.5
B36
TB01.07
0.05
12
HRC42-48
TB54.03.40
0.03
HRC50-55
1
1.5
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
TB01.03
0.03
12
HRC38-43
1圆柱齿轮精度(GB10095-88)
注:主传动齿轮或重要的传动,偏上限选择;辅助传动或一般传动,居中或偏下限选择。
表2各类机器所用齿轮传动的精度等级范围机器类别机器类别精度等级精度等级汽轮机金属切削机床航空发动机轻型汽车载重汽车3 ̄63 ̄84 ̄85 ̄87 ̄9拖拉机通用减速器锻压机床起重机农业机械6 ̄86 ̄86 ̄97 ̄108 ̄11表3常用精度等级齿轮的加工方法及应用范围精度等级5级(精密级)6级(高精度级)7级(比较高的精度级)8级(中等精度级)9级10级(低精度级)加工方法齿面最终精加工齿面粗糙度Ra/μm应用范围效率(%)③在周期性误差非常小的精密齿轮机床上展成加工精密磨齿。
大型齿轮用精密滚齿滚切后,再研磨或剃齿0.8在高精度的齿轮机床上展成加工精密磨齿或剃齿在高精度的齿轮机床上展成加工不淬火的齿轮推荐用高精度的刀具切制。
淬火的齿轮需要精加工(磨齿、剃齿、研磨、珩齿)精密的分度机构用齿轮;用于高速、并对运转平稳性和噪声有比较高的要求的齿轮;高速汽轮机用齿轮;8级或9级齿轮的标准齿轮①①用于在高速下平稳地回转,并要求有最高的效率和低噪声的齿轮;分度机构用齿轮;高速减速器的齿轮;飞机、汽车和机床中的重要齿轮②①用于高速、载荷小或反转的齿轮;机床的进给齿轮;需要运动有配合的齿轮;中速减速器的齿轮;飞机、汽车制造中的齿轮②①对精度没有特别要求的一般机械用齿轮;机床齿轮(分度机构除外);特别不重要的飞机、汽车拖拉机齿轮;起重机、农业机械、普通减速器用齿轮、用于对精度要求不高,并且在低速下工作的齿轮99(98.5)以上99(98.5)以上98(97.5)以上97(96.5)以上96(95)以上用展成法或仿型法加工用任意的方法加工不磨齿。
必要时剃齿或研磨不需要精加工12.5253.2 ̄6.31.600.8注:本表不属国家标准,仅供参考。
①Ⅱ组精度可以降低1级;②Ⅰ组精度可以降低1级;③括号内的效率是包括轴承损失的数值。
表4齿轮圆周速度与最低精度(Ⅱ组)的关系直齿斜齿(平行轴)最低精度Ⅱ组等级()ν≥1515>ν≥1010>ν≥66>ν≥22>ν≥3030>ν≥1515>ν≥1010>ν≥44>ν56789圆周速度ν/(m/s)注:本表不属国家标准,仅供参考。
齿轮标准大全资料.doc

齿轮标准大全(精度部分)1 、 GB/T 2821-92齿轮几何要素代号(已作废)(注:已有GB/T 2821-2003 在标准参考资料<十二> 中)2 、 GB1356-88 渐开线圆柱齿轮基本齿廓(已作废)(注:已有GB/T 1356-2001 在标准汇编中)3 、 GB1357-87 渐开线圆柱齿轮模数(已作废)(注:已有“GB/T 1357-2008 通用机械和重型机械用圆柱齿轮模数”在标准汇编第九部分中)4 、 GB1356-88 渐开线圆柱齿轮基本齿廓、GB1357-87 渐开线圆柱齿轮模数编制说明5 、 GB10095-88 渐开线圆柱齿轮精度(已作废)6 、 GB10095-88 渐开线圆柱齿轮精度编制说明(注:已有GB/T 10095.1.2-2001 在标准参考资料<九>中)7 、 GB10096-88 齿条精度8 、 GB10096-88 齿条精度编制说明9 、 GB6443-86 渐开线圆柱齿轮图样上应注明的尺寸数据10 、 GB6443-86 渐开线圆柱齿轮图样上应注明的尺寸数据编制说明11 、 GB/T13924-94 渐开线圆柱齿轮精度检验规范12 、 GB/T13924-94 渐开线圆柱齿轮精度检验规范编制说明(注:已有GB/T 13924-2008渐开线圆柱齿轮精度检验细则在标准参考资料<九>中)13 、 JB/T53441-94 渐开线圆柱齿轮产品质量分等通则(注:标准出版社出版标准汇编中没有)14 、 JB/T53441-94 渐开线圆柱齿轮产品质量分等通则编制说明(蜗轮蜗杆部分)1 、GB10085-88圆柱蜗杆传动基本参数2 、GB10085-88圆柱蜗杆传动基本参数编制说明3 、GB10086-88圆柱蜗杆传动、蜗轮术语及代号4 、GB10087-88圆柱蜗杆基本齿廓5 、GB10087-88圆柱蜗杆基准齿形编制说明6 、GB10088-88圆柱蜗杆模数和直径7 、GB10088-88圆柱蜗杆模数和直径编制说明8 、GB10089-88圆柱蜗杆、蜗轮精度9 、GB10089-88圆柱蜗杆、蜗轮精度编制说明10 、 GB/T12760-91圆柱蜗杆、蜗轮图样上应注明的尺寸数据(圆弧齿轮部分)1 、 GB 1840-89圆弧圆柱齿轮模数2 、 GB 1840-89圆弧圆柱齿轮模数修订说明3 、 GB12759=91双圆弧圆柱齿轮基本齿廓4 、 GB12759=91双圆弧圆柱齿轮基本齿廓编制说明5 、 GB/T13799-92双圆弧圆柱齿轮承载能力计算方法6 、、 GB/T13799-92双圆弧圆柱齿轮承载能力计算方法编制说明7 、 GB/T14348.1-93双圆弧齿轮滚刀型式和尺寸(注:标准出版社出版标准汇编中没有)8 、 GB/T14348.2-93双圆弧齿轮滚刀技术条件(注:标准出版社出版标准汇编中没有)9 、 GB/T14348.1-93双圆弧齿轮滚刀型式和尺寸、GB/T14348.2-93双圆弧齿轮滚刀技术条件编制说明10 、 GB/T 15752-1995圆弧圆柱齿轮基本术语11 、 GB/T 15752-1995圆弧圆柱齿轮基本术语编制说明12 、 GB/T 15753-1995圆弧圆柱齿轮精度13 、 GB/T 15753-1995圆弧圆柱齿轮精度编制说明(锥齿轮部分)1 、 GB10062-88锥齿轮承载能力计算方法(已作废)(注:已有GB/T 10062.1.2.3-2003在标准参考资料<十一 > 中)2 、 GB10062-88锥齿轮承载能力计算方法编制说明3 、 GB11365-89锥齿轮和准双曲面齿轮精度4 、 GB11365-89锥齿轮和准双曲面齿轮精度编制说明5 、 GB11367-89锥齿轮胶合承载能力计算方法(注:标准出版社出版标准汇编中没有)6 、 GB11367-89锥齿轮胶合承载能力计算方法编制说明7 、 GB12368-90锥齿轮模数8 、 GB12368-90锥齿轮模数编制说明9 、 GB12369-90直齿及斜齿锥齿轮基本齿廓10 、 GB12369-90直齿及斜齿锥齿轮基本齿廓编制说明11 、 GB12370-90锥齿轮和准双曲面齿轮术语12 、 GB12371-90锥齿轮图样上应注明的尺寸数据13 、 GB12371-90锥齿轮图样上应注明的尺寸数据编制说明(齿轮装置部分)1 、 GB6404-86齿轮装置噪声声功率级测定方法(已作废)(注:已有 GB/T 6404.1-2005/ISO8579-1:2002 (代替 GB/T 6404-1986 )齿轮装置的验收规范第1 部分:空气传播噪声的试验规范在最新标准中)2 、 GB6404-86 齿轮装置噪声声功率级测定方法编制说明3 、 GB8542-87 透平齿轮传动装置技术条件4 、 GB8542-87 透平齿轮传动装置技术条件编制说明5 、 GB8543-87 验收试验中齿轮装置机械振动的测定(已作废)(注:已有GB/T 6404.2-2005/ISO 8579-2:2002 (代替 GB/T 8543-1987 )齿轮装置的验收规范第2 部分:验收试验中齿轮装置机械振动的测定在最新标准中)6 、 GB8543-87 验收试验中齿轮装置机械振动的测定编制说明7 、 GB/T14231-93 齿轮装置效率测定方法8 、 GB/T14231-93 齿轮装置效率测定方法编制说明9 、 JB/T5076-91 齿轮装置噪声评价10 、 JB/T5076-91 齿轮装置噪声评价编制说明11 、 JB/T5077-91 通用齿轮装置型式试验方法12 、 JB/T5077-91 通用齿轮装置型式试验方法编制说明13 、 JB/T6078-92 齿轮装置质量检验总则14 、 JB/T6078-92 齿轮装置质量检验总则编制说明15 、 JB/T7929-95 齿轮传动装置清洁度16 、 JB/T7929-95 齿轮传动装置清洁度编制说明17 、 JB/T8831-1999 工业齿轮润滑油选用方法(已作废)(注:已有JB/T8831-2001在标准出版社出版标准汇编中)18 、 JB/T8831-1999工业齿轮润滑油选用方法编制说明(齿轮热处理部分)1 、 GB/T3480.5-2008直齿轮和斜齿轮承载能力计算第五部分;材料的强度和质量2 、 GB/T3480.5-2008直齿轮和斜齿轮承载能力计算第五部分;材料的强度和质量编制说明3 、 GB/T17879-1999齿轮磨削后表面回火的浸蚀检验(注:标准出版社出版标准汇编中没有)4 、 GB/T17879-1999齿轮磨削后表面回火的浸蚀检验编制说明5 、 JB/T5078-91高速齿轮材料选择及热处理质量控制的一般规定6 、 JB/T7516-94齿轮气体渗碳热处理工艺及其质量控制7 、 JB/T9171-1999齿轮火焰及感应淬火工艺及其质量控制8 、 JB/T9171-1999齿轮火焰及感应淬火工艺及其质量控制标准介绍9 、 JB/T9172-1999齿轮渗氮、氮碳共渗工艺及其质量控制10 、 JB/T9172-1999齿轮渗氮、氮碳共渗工艺及其质量控制标准介绍11 、 JB/T9173-1999齿轮碳氮共渗工艺及其质量控制12 、 JB/T9173-1999齿轮碳氮共渗工艺及其质量控制标准介绍(齿轮减速器部分)1 、 JB/T8853-2001圆柱齿轮减速器2 、 JB/T7935-1999圆弧圆柱蜗杆减速器3 、 JB/T7936-1999直廓环面蜗杆减速器4 、 JB/T9050.1-1999圆柱齿轮减速器通用技术条件5 、 JB/T9050.2-1999圆柱齿轮减速器接触斑点测定方法6 、 JB/T9050.3-1999圆柱齿轮减速器加载试验方法7 、 JB/T9051-1999平面包络环面蜗杆减速器(新齿轮精度部分)1 、 GB/T10095.1-2008圆柱齿轮精度制第1部分:轮齿同侧齿面偏差的定义和允许值2 、 GB/T10095.2-2008圆柱齿轮精度制第2部分:径向综合偏差与径向跳动的定义和允许值3 、 GB/Z18620.1-2008圆柱齿轮检验实施规范第1部分:轮齿同侧齿面的检验4 、 GB/Z18620.2-2008圆柱齿轮检验实施规范第2部分:径向综合偏差、径向跳动、齿厚和侧隙的检验3 、 GB/Z18620.3-2008圆柱齿轮检验实施规范第3部分:齿轮坯、轴中心距和轴线平行度4 、 GB/Z18620.4-2008圆柱齿轮检验实施规范第4部分:表面结构和轮齿接触斑点的检验5 、 GB/T 13924-2008渐开线圆柱齿轮精度检验细则6 、 GB/T 1357-2008通用机械和重型机械用圆柱齿轮模数(齿轮刀具国标部分)1 、 GB/T 6081-2001直齿插齿刀基本型式和尺寸2 、 GB/T 6082-2001直齿插齿刀通用技术条件3 、 GB/T 6083-2001齿轮滚刀基本型式和尺寸4 、 GB/T 6084-2001齿轮滚刀通用技术条件5 、 GB/T 14333-93盘形剃齿刀6 、 GB/T 14348.1-93双圆弧齿轮滚刀型式和尺寸7 、 GB/T 14348.2-93双圆弧齿轮滚刀技术条件8 、 GB 9205-88镶片齿轮滚刀(齿轮刀具行标部分)1 、 JB/T 2494.1-94小模数齿轮滚刀基本型式和尺寸2 、 JB/T 2494.2-94小模数齿轮滚刀技术条件3 、 JB/T 3095.1-94小模数直齿插齿刀基本型式和尺寸4 、 JB/T 3095.2-94小模数直齿插齿刀技术条件5 、 JB/T 3227-1999高精度齿轮滚刀通用技术条件6 、 JB/T 4103-94剃前齿轮滚刀基本型式和尺寸7 、 JB/T 4104-94剃前齿轮滚刀技术条件8 、 JB/T 7654.1-94整体硬质合金小模数齿轮滚刀基本型式和尺寸9 、 JB/T 7654.2-94整体硬质合金小模数齿轮滚刀技术条件10 、 JB/T 7967-1999渐开线内花键插齿刀基本型式和尺寸11 、 JB/T 7968.1-1999磨前齿轮滚刀基本型式和尺寸12 、 JB/T 7968.2-1999磨前齿轮滚刀技术条件13 、 JB/T 7970.1-1999盘形齿轮铣刀基本型式和尺寸14 、 JB/T 7970.2-1999盘形齿轮铣刀技术条件15 、 JB/T 8345-96弧齿锥齿轮铣刀 1 ︰ 24 圆锥孔尺寸及公差16 、 JB/T 9990.1-1999直齿锥齿轮精刨刀基本型式和尺寸17 、 JB/T 9990.2-1999直齿锥齿轮精刨刀技术条件(锥齿轮部分)1 、 GB/T10062.1-2003/ISO10300-1:2001锥齿轮承载能力计算方法第1部分:概述和通用影响系数2 、 GB/T10062.2-2003/ISO10300-1:2001锥齿轮承载能力计算方法第2部分:齿面接触疲劳(点蚀)强度计算3 、 GB/T10062.3-2003/ISO10300-1:2001锥齿轮承载能力计算方法第3部分:齿根弯曲强度计算4 、 GB/Z6413.1-2003/ISO/TR 13989-1:2000圆柱齿轮、锥齿轮和准双曲面齿轮胶合承载能力计算方法第 1 部分:闪温法5 、 GB/Z6413.2-2003/ISO/TR 13989-1:2000圆柱齿轮、锥齿轮和准双曲面齿轮胶合承载能力计算方法第 2 部分:积分温度法1 、 GB/Z 19414-2003/ISO/TR 13593:1999工业用闭式齿轮齿轮传动装置2 、 GB/T 19406-2003/ISO 9085:2002渐开线直齿和斜齿圆柱齿轮承载能力计算方法工业齿轮应用3 、 GB/T2821-2003/ISO 701:1998齿轮几何要素代号(齿轮量仪部分)1 、 GB/T 1217-2004公法线千分尺2 、 GB 5106-85圆柱直齿渐开线花键量规3 、GB 6060.2-85表面粗糙度比较样块磨、车、镗、铣、插及刨加工表面4 、 GB 6060.5-88表面粗糙度比较样块抛(喷)丸、喷砂加工表面5 、 GB/T 6316-1996齿厚游标卡尺6 、 GB/T 6320-1997杠杆齿轮比较仪7 、 GB/T 6467-2001齿轮渐开线样板8 、 GB/T 6468-2001齿轮螺旋线样板9 、 GB 10919-89矩形花键量规10 、 JB/T 10008-1999测量蜗杆11 、 JB/T 10012-1999万能测齿仪12 、 JB/T 10013-1999万能渐开线检查仪13 、 JB/T 10019-1999齿轮齿距测量仪14 、 JB/T 10020-1999万能齿轮测量机15 、 JB/T 10021-1999齿轮螺旋线测量仪16 、 JB/T 10022-1999便携式齿轮齿距测量仪17 、 JB/T 10023-1999便携式齿轮基节测量仪18 、 JB/T 10024-1999立式滚刀测量仪19 、 JB/T 10025-1999齿轮双面啮合综合测量仪20 、 JB/T 10026-1999齿轮单面啮合整体误差测量仪。
齿轮标准介绍

Ⅱ
Ⅰ + - 28β8 L. 3b 3 5.
Ⅱ f Hβ 8.3
Ⅰ + - 28β L .8 3b . 3 5
Ⅱ
i)
Ⅱ 8.3 fHβ
Ⅰ
Ⅱ
i i)
Ⅱ
Ⅰ
L. - 28β8 3b 3 5. +
L. - 28β8 35 . 3 b Ⅱ 8.3 fHβ Ⅰ + Ⅱ
i ii)
L. - 28β8 35 . 3 b
检验 项目 代号
A B
A
A
2012年3月29日
秦川发展技术研究院
8
齿轮精度标准简介 齿轮图样标注
◆齿厚:公称值及其上、下偏差(法向齿厚公称值及其上、下偏差,或公 齿厚:公称值及其上、下偏差(法向齿厚公称值及其上、下偏差, 法线平均长度及其上、下偏差,或量柱( 测量距及其上、下偏差) 法线平均长度及其上、下偏差,或量柱(球)测量距及其上、下偏差) ◆精度等级 检验项目为某一精度等级: 检验项目为某一精度等级: 7 GB/T10095.1 或 7 GB/T10095.2 6( Fp、 精度等级不同时 : 6(Fα)7(Fp、Fβ) GB/T10095.1 ◆补充标注 根据齿轮具体形状及其技术条件的要求, 根据齿轮具体形状及其技术条件的要求,还应给出一些在齿轮加工和 测量时所必需的数据。 测量时所必需的数据。 对于带轴的小齿轮,以及孔、轴不作为定心基准的大齿轮, ◆对于带轴的小齿轮,以及孔、轴不作为定心基准的大齿轮,在切齿前作 定心检查用的表面最大径向跳动量必须规定。 定心检查用的表面最大径向跳动量必须规定。 为检验轮齿的加工精度,对某些齿轮还需指出其他一些技术参数( ◆为检验轮齿的加工精度,对某些齿轮还需指出其他一些技术参数(如基 圆直径、接触线长度等),或其他作为检测用的尺寸参数和形位公差( ),或其他作为检测用的尺寸参数和形位公差 圆直径、接触线长度等),或其他作为检测用的尺寸参数和形位公差(如 齿顶圆柱面)。 齿顶圆柱面)。 当采用设计齿廓、设计螺旋线时应以图样详述其参数。 ◆当采用设计齿廓、设计螺旋线时应以图样详述其参数。 给出必要的技术要求。 ◆给出必要的技术要求。
渐开线齿轮主要参数及测量

相等。卡尺跨过k个
齿,测得齿廓间公法
线长度为 Wk’ ,然
后再跨过K+1个齿测 得其长度为Wk+1’
K Z 0.5
180
注意
测定时使卡尺的卡脚与齿廓工作段中部附 近相切,即卡脚与齿轮两个渐开线齿面相切在 分度圆附近。为了减少测量误差,应在齿轮的 不同部位测量多次,取其平均值。
WK 1 'WK ' m cos
分别用α=15°和α=20°代入求出两个
模数值, 模数值最接近标准值的一组m 和α
即为所测齿轮的模数和压力角。
(4)变位系数x的测定与计算
被测齿轮也许是变位齿轮, 此时还 需确定变位系数x
WK 1 ' K (WK 1 ' WK ') 2 zinv m cos
x
2 tan
沿齿长方向和齿高方向都不是全齿接触,实际接触线只是
理论接触线的一部分,影响了载荷分布的均匀性。 国标规定用螺旋线偏差来评定载荷分布均匀性。 螺旋线偏差是指在端面基圆切线方向上,实际螺旋线 对设计螺旋线的偏离量。
1.1 螺旋线总偏差Fβ
Ⅰ-基准面 Ⅱ-非基准面 b-齿宽或两端倒角之间的距离 Lβ-螺旋线计值范围
③径向综合误差ΔFi"与公法线长度变动ΔFw ;
④齿圈径向跳动ΔFr与公法线长度变动ΔFw ;
⑤齿圈径向跳动ΔFr (用于10~12级精度)。
2.第Ⅱ公差组精度指标及测量
(1)一齿切向综合误差Δfi´(公差fi´ )
①定义:被测齿轮与理想精确的测量齿轮单面啮合时,
在被测齿轮一齿距角内实际转角与公称转角之差的总
齿距累积总偏差Fp和齿距累
积偏差Fpk通常在万能测齿仪、
各国齿轮精度对照《渐开线圆柱齿轮精度
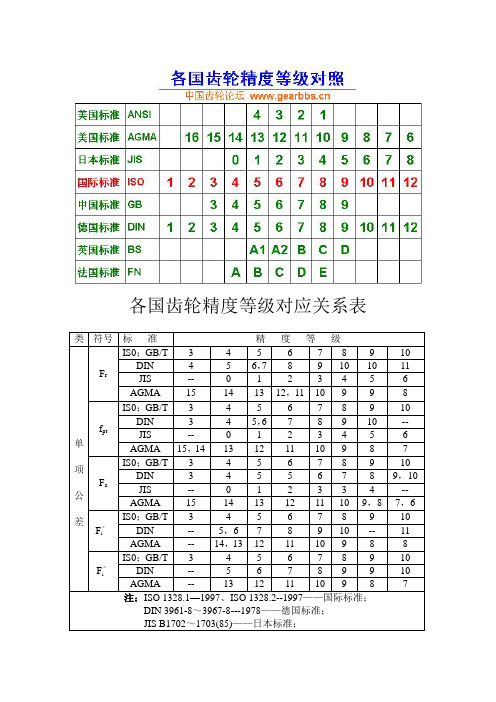
各国齿轮精度等级对应关系表类符号标准精度等级单项公差F rIS0;GB/T 3 4 5 6 7 8 9 10 DIN 4 5 6,7 8 9 10 10 11JIS -- 0 1 2 3 4 5 6AGMA 15 14 13 12,11 10 9 9 8 f ptIS0;GB/T 3 4 5 6 7 8 9 10 DIN 3 4 5,6 7 8 9 10 --JIS -- 0 1 2 3 4 5 6AGMA 15,14 13 12 11 10 9 8 7 F aIS0;GB/T 3 4 5 6 7 8 9 10 DIN 3 4 5 5 6 7 8 9,10JIS -- 0 1 2 3 3 4 --AGMA 15 14 13 12 11 10 9,8 7,6F〃iIS0;GB/T 3 4 5 6 7 8 9 10 DIN -- 5,6 7 8 9 10 -- 11AGMA -- 14,13 12 11 10 9 8 8F〃iIS0;GB/T 3 4 5 6 7 8 9 10 DIN -- 5 6 7 8 9 9 10AGMA -- 13 12 11 10 9 8 7注:ISO 1328.1—1997、ISO 1328.2--1997——国际标准;DIN 3961-8~3967-8---1978——德国标准;JIS B1702~1703(85)——日本标准;我国齿轮标准的演变JB179-60《圆柱齿轮传动公差》1960年由一机部颁布实施JB179-81《渐开线圆柱齿轮精度制》由一机部颁布,1981年1月1日实施JB179-83《渐开线圆柱齿轮精度》由一机部颁布,1983年7月1日实施,GB/T 10095-88《渐开线圆柱齿轮精度》〔以下简称:旧标准〕由国家技术监督局发布,1989年10月1日实施GB/T 10095《渐开线圆柱齿轮精度》〔以下简称:新标准〕由国家质量监督检验检疫总局发布2002年6月1日实施2. 新标准的主要内容2.1 GB/T 10095《渐开线圆柱齿轮精度》标准体系由标准的二部分第1部分GB/T 10095.1-2001 (等同采用了ISO 1328-1:1997)轮齿同侧齿面偏差的定义和允许值第2部分GB/T 10095.2-2001 (等同采用了ISO 1328-2:1997)径向综合偏差与径向跳动的定义和允许值和四个指导性技术文件《圆柱齿轮检验实施规范》组成。
齿轮检测常用的标准检测代号
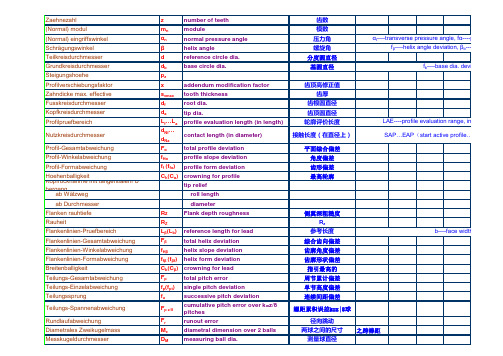
Zaehnezahlz number of teeth 齿数(Normal) modulm n module 模数(Normal) eingriffswinkelαn normal pressure angle 压力角Schrägungswinkelβhelix angle 螺旋角Teilkreisdurchmesserd reference circle dia.分度圆直径Grundkreisdurchmesserd b base circle dia.基圆直径Steigungshoehep z Profilverschiebungsfaktorx addendum modification factor 齿顶高修正值Zahndicke max. effectives vmax tooth thickness 齿厚Fusskreisdurchmesserd f root dia.齿根圆直径Kopfkreisdurchmesserd a tip dia.齿顶圆直径ProfilpruefbereichL f …L a profile evaluation length (in length)轮廓评价长度Nutzkreisdurchmesserd Nf …d Na contact length (in diameter)接触长度(在直径上)Profil-GesamtabweichungF αtotal profile deviation 平面综合偏差Profil-Winkelabweichungf Hαprofile slope deviation 角度偏差Profil-Formabweichungf f (f fα)profile form deviation 齿形偏差HoehenballigkeitC h (C α)crowning for profile 最高轮廓Kopfrücknahme mit tangentialem Übergang tip relief ab Wälzwegroll length ab Durchmesserdiameter Flanken rauhtiefeR z Flank depth roughness 侧翼深粗糙度RauheitR Z R z Flankenlinien-PruefbereichL β(L b )reference length for lead 参考长度Flankenlinien-GesamtabweichungF βtotal helix deviation 综合齿向偏差Flankenlinien-Winkelabweichungf Hβhelix slope deviation 齿廓角度偏差Flankenlinien-Formabweichungf fβ (f βf )helix form deviation 齿廓形状偏差BreitenballigkeitC b (C β)crowning for lead 指引最高的Teilungs-GesamtabweichungF p total pitch error 周节累计偏差Teilungs-Einzelabweichungf p (f pt )single pitch deviation 单节高度偏差Teilungssprungf u successive pitch deviation 连续间距偏差Teilungs-SpannenabweichungF p z/8cumulative pitch error over k=z/8 pitche 螺距累积误差k=z|8球RundlaufabweichungF r runout error 径向跳动Diametrales ZweikugelmassM e diametral dimension over 2 balls 两球之间的尺寸之跨棒距Messkugeldurchmesser D M measuring ball dia.测量球直径αt ----transverse pressure angle, fα----pressure ang b----face width SAP…EAP (start active profile…end active p LAE----profile evaluation range, inclu f b ----base dia. deviation f β----helix angle deviation, βb ----base helixWaelzfraeser-Nr.hobbing cutter No.Honradangaben honing tool No.Schneidrad-Nr.incision tool No.ling cutter No.gefraest hobbedgeschabt shapedKopfhoehe h aPO height of tooth over pitch dia.高度齿间距KopfkantenrundungsradiusρaPO radius of tip半径提示Fuss-Formhoehe h FfPO height of root根度高Kantenbrechflanken-ProfilwinkelαKPO(for tool)工具Protuberanzbetrag(input for tool)Protuberanzflanken-Profilwinkel(for tool)Teilungs-Summenabweichung F pk分配系数总偏差Teilungs-Sprung F u分配系数位移Zahndicken-Schwankung R s齿厚摆动Fuβrücknahme CαfProfil-Winkelmodifikation C HαFlankenlinien-Endabweichung (Ebene 1)Cβ1Flankenlinien-Endabweichung (Ebene 2)Cβ2Flankenlinien-Winkelmodifikation C HβDiagonalrücknahme (am Kopf)C EaDiagonalrücknahme (am Fuβ)C efProfilverschränkung SαFlankenlinienverschränkung SβProfil-Welligkeit f wαundulation height along profileFlankenlinien-Welligkeit f wβundulation height along helixlast update: Jan 19th 2009ssure angle, fα----pressure angle deviation idthart active profile…end active profile ), including active lengthb ----base dia. deviationgle deviation, βb ----base helix angle。