太阳能光伏组件过程检验标准
光伏组件取样标准

光伏组件取样标准
光伏组件取样标准是指在光伏组件生产过程中,对产品进行抽样检测的标准。
这些标准通常由国家或行业组织制定,以确保光伏组件的质量、性能和安全性。
以下是一些常见的光伏组件取样标准:
1. IEC 61238-1:2014《光伏组件-第1部分:设计鉴定和定型》。
该标准规定了光伏组件的设计鉴定和定型要求,包括光电转换效率、最大系统电压、最大系统电流等指标。
2. IEC 61238-2:2014《光伏组件-第2部分:试验要求》。
该标准规定了光伏组件的试验要求,包括机械载荷、环境适应性、耐久性等方面的测试方法。
3. IEC 61238-3:2014《光伏组件-第3部分:包装要求》。
该标准规定了光伏组件的包装要求,包括包装材料、尺寸、标志等方面的规定。
4. GB/T 9535-2008《地面用晶体硅光伏组件》。
该标准是中国制定的针对地面用晶体硅光伏组件的标准,包括外观检查、电性能测试、机械性能测试等方面的要求。
太阳能光伏电池组件质量检测标准
太阳能光伏电池组件质量检测标准本文由彼岸烟花盛贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
组件质量检测标准……………………………………… EVA EVA检验标准晶体硅太阳电池囊封材料是EVA,它乙烯与醋酸乙烯脂的共聚物,化学式结构如下(CH2—CH2)—(CH—CH2) | O | O — O — CH2 EVA是一种热融胶粘剂,常温下无粘性而具抗粘性,以便操作,经过一定条件热压便发生熔融粘接与交联固化,并变的完全透明,长期的实践证明:它在太阳电池封装与户外使用均获得相当满意的效果。
固化后的EVA能承受大气变化且具有弹性,它将晶体硅片组“上盖下垫”,将硅晶片组包封,并和上层保护材料玻璃,下层保护材料TPT (聚氟乙烯复合膜),利用真空层压技术粘合为一体。
另一方面,它和玻璃粘合后能提高玻璃的透光率,起着增透的作用,并对太阳电池组件的输出有增益作用。
EVA厚度在0.4mm~0.6mm之间,表面平整,厚度均匀,内含交联剂,能在150℃固化温度下交联,采用挤压成型工艺形成稳定胶层。
EVA主要有两种:①快速固化②常规固化,不同的EVA层压过程有所不同采用加有抗紫外剂、抗氧化剂和固化剂的厚度为0.4mm的EVA膜层作为太阳电池的密封剂,使它和玻璃、TPT 之间密封粘接。
用于封装硅太阳能电池组件的EVA,主要根据透光性能和耐侯性能进行选择。
1. 原理EVA具有优良的柔韧性,耐冲击性,弹性,光学透明性,低温绕曲性,黏着性,耐环境应力开裂性,耐侯性,耐化学药品性,热密封性。
EVA的性能主要取决于分子量(用熔融指数MI表示)和醋酸乙烯脂(以VA表示)的含量。
当MI一定时,VA的弹性,柔软性,粘结性,相溶性和透明性提高,VA的含量降低,则接近聚乙烯的性能。
当VA含量一定时,MI降低则软化点下降,而加工性和表面光泽改善,但是强度降低,分子量增大,可提高耐冲击性和应力开裂性。
不同的温度对EVA的胶联度有比较大的影响, EVA的胶联度直接影响到组件的性能以及使用寿命。
太阳能光伏系统验收标准
太阳能光伏系统验收标准1. 引言本文档旨在规定太阳能光伏系统的验收标准。
该验收标准适用于太阳能光伏系统的建设和安装过程,以确保系统的可靠性和性能符合要求。
2. 安装和设备要求2.1. 安装要求- 确保太阳能光伏系统的安装符合行业标准和相关法规要求。
- 安装过程中应遵循合理的工程实践,确保系统的稳定性和安全性。
2.2. 设备要求- 太阳能光伏组件应符合国家标准,并具有有效的质量证明文件。
- 光伏组件的选用应考虑系统的功率需求和环境适应性。
3. 性能测试3.1. 性能参数测试- 对于太阳能光伏系统的性能参数,如额定功率、开路电压、短路电流等,应进行测试并记录。
- 测试结果应与厂家提供的性能参数进行比对,确保系统的性能符合设备规格要求。
3.2. 光照条件测试- 在不同的光照条件下,对太阳能光伏系统的输出电压和电流进行测试。
- 测试结果应与预期的光照条件下的性能相符,以验证系统在不同环境条件下的稳定性和可靠性。
4. 安全验证和检测4.1. 安全验证- 对于太阳能光伏系统的安全性能,如漏电保护、过压保护等,应进行验证。
- 验证过程应按照相关标准和法规要求进行,确保系统在使用过程中安全可靠。
4.2. 检测要求- 针对太阳能光伏系统的关键部件和设备,如逆变器、电池等,应进行检测,以验证其功能和性能。
- 检测结果应记录并与相关标准进行比对,确保系统的正常运行。
5. 文件和报告要求- 太阳能光伏系统的验收应包含系统安装图纸、设备质保书、性能测试报告等相关文件。
- 在验收过程中产生的文档和报告应及时记录和归档,以备后续参考和使用。
6. 附则- 太阳能光伏系统的验收应由具备相关资质和经验的专业机构或人员进行。
- 验收标准应严格执行,确保系统的质量和性能符合要求。
以上为太阳能光伏系统验收标准的内容,旨在规范系统的安装、设备要求、性能测试、安全验证和检测等方面的要求。
通过执行这些标准,将确保太阳能光伏系统能够正常运行,并满足预期的性能需求。
光伏组件检查验收
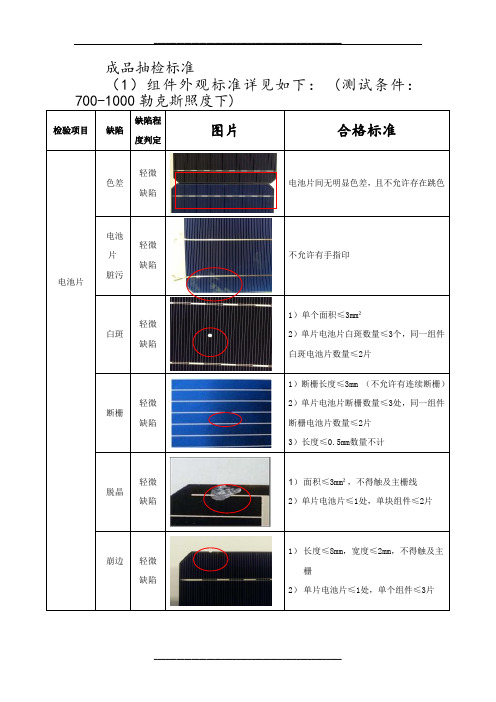
成品抽检标准
(1)组件外观标准详见如下: (测试条件:
电池片缺角重要
缺陷
V型、锯齿不允许;
碎片穿孔重要
缺陷
不允许
虚印
轻微
缺陷1)长度<3mm。
单块组件数量≤10处2)3mm≤长度≤5mm,单块组件数量≤2处
3)单片电池片集中虚印面积≤4mm²,单块组件≤3片
焊带
焊带
偏移
轻微
缺陷
焊带偏移≤1mm
焊带
未剪
轻微
缺陷
1)未剪焊带超出汇流条≤3mm,焊带与汇
流条完全接触
2)汇流条超出焊带≤5mm;
汇流条
汇流
条位置
偏移
重要
缺陷
汇流条与电池片之间≥1mm
安全距离
安全
距离致命
缺陷
焊带距离玻璃边缘≥10mm
焊带距离边框内侧≥3.5mm
汇流条距离玻璃边缘≥10mm
(2)组件EL检验标准如下:
__________________________________________________
2. 产品接受/拒收标准:
__________________________________________________。
光伏组件质量检验和认证管理制度

光伏组件质量检验和认证管理制度随着太阳能光伏发电的快速发展,光伏组件作为太阳能电池板的关键部分,其质量的稳定性和可靠性显得尤为重要。
为了保证光伏组件的质量,各国纷纷制定了相应的质量检验和认证管理制度。
本文将介绍光伏组件质量检验和认证管理制度的相关内容,以及对光伏组件质量提升和市场发展的重要意义。
一、光伏组件质量检验制度光伏组件质量检验是对光伏组件进行质量评估和检测的过程,旨在确保光伏组件能够达到设计要求并具备稳定的性能指标。
光伏组件质量检验制度主要包括以下几个方面:1. 输入材料检验:在光伏组件生产过程中,输入材料的质量直接影响整个组件的性能。
因此,对于硅片、电池片、背板等关键材料的质量进行严格检验,确保其达到相关标准要求。
2. 工艺流程控制:在光伏组件的生产过程中,各个环节的工艺流程要得到严格控制,包括清洗、切割、布片、电池片焊接、封装等。
通过建立标准化的工艺流程,并进行严格的过程控制和质量监督,确保光伏组件的质量稳定。
3. 出厂检验:光伏组件在生产完成后,需要进行出厂检验,确保产品符合国家标准和客户需求。
出厂检验的主要内容包括外观检查、电性能测试、可靠性试验等,以保证产品的性能良好并具备可靠的使用寿命。
二、光伏组件认证管理制度光伏组件认证是通过独立的第三方机构对光伏组件的质量、可靠性、安全性等方面进行全面评估和认证的过程。
光伏组件认证管理制度包括以下几个方面:1. 认证标准制定:各国制定了相应的光伏组件认证标准和规范,如IEC国际电工委员会制定的IEC标准。
认证标准主要包括外观要求、电性能指标、可靠性要求、安全性要求等,为认证评估提供了技术依据和规范。
2. 认证流程管理:光伏组件认证采用第三方认证机构进行,需要进行样品检测和评估。
认证机构会对样品进行必要的试验和测试,以验证其质量和性能是否符合认证标准。
认证流程管理包括样品提交、试验和测试、评估和报告等环节,确保认证的客观性和可靠性。
3. 认证标志使用管理:认证合格的光伏组件可以获得认证标志的使用授权。
太阳能组件测试标准
太阳能组件测试标准太阳能组件是太阳能发电系统中的核心部件,其性能直接影响着整个系统的发电效率和可靠性。
因此,对太阳能组件进行严格的测试是非常重要的。
本文将介绍太阳能组件测试的标准和方法,以便确保太阳能组件的质量和性能达到预期的要求。
首先,太阳能组件的测试应该包括以下几个方面,光电转换效率、温度特性、耐久性和可靠性。
其中,光电转换效率是评价太阳能组件性能的重要指标之一。
光电转换效率是指太阳能组件将太阳光转化为电能的能力,通常以百分比表示。
在测试光电转换效率时,应该使用标准的光源和测量设备,确保测试结果的准确性和可比性。
其次,温度特性也是太阳能组件测试中需要重点关注的一个方面。
太阳能组件在实际运行中会受到温度的影响,因此需要测试太阳能组件在不同温度条件下的性能表现。
这包括在高温、低温和温度变化条件下的光电转换效率、开路电压和短路电流等参数的变化情况。
除了光电转换效率和温度特性外,太阳能组件的耐久性和可靠性也是需要进行测试的重要方面。
耐久性测试主要是针对太阳能组件在长期使用过程中的性能衰减情况进行评估,包括光衰、机械强度、耐候性等方面的测试。
可靠性测试则是针对太阳能组件在各种极端环境条件下的性能表现进行评估,以确保太阳能组件在实际使用中的稳定性和可靠性。
在进行太阳能组件测试时,需要遵循一定的测试标准和方法。
目前国际上比较常用的太阳能组件测试标准包括IEC 61215、IEC 61646、IEC 61730等。
这些标准对太阳能组件的测试方法、测试条件、测试设备等方面都有详细的规定,可以作为太阳能组件测试的参考依据。
总之,太阳能组件的测试是确保太阳能发电系统正常运行和发挥最大性能的关键环节。
通过对太阳能组件的光电转换效率、温度特性、耐久性和可靠性等方面进行严格的测试,可以有效地评估太阳能组件的质量和性能,为太阳能发电系统的设计、安装和运行提供可靠的依据。
因此,在进行太阳能组件测试时,应该严格遵循相关的测试标准和方法,确保测试结果的准确性和可靠性。
太阳能组件板成品检验标准
宁波市鑫友光伏有限公司太阳能组件板成品检验标准此检验标准作为太阳能组件板成品验收规范1.工能1.1 再规定光源的光谱、标准光强及一定的环境温度(25℃)条件下,太阳能电池板输出的开路电压Voc、短路电流Isc、Vm、Im等都符合相应规格型号的技术文件的要求,电压误差在±5%、电流误差在±3%的范围内。
1.2 太阳能电池板的实际输出功率在额定工率的±5%以内,运行一段时间后,(48小时)无短路、断路等异常现象。
1.3 太阳能电池片无裂痕、破损、缺角、断裂等情况;汇流条焊接牢固,焊点均匀、无氧化斑:组件的每块电池片于互连条排列整齐,电池片整体色泽一致,无花斑。
1.4 太阳能电池组件的面积/功率比大于65w/ m2 ,重量/功率比大于4.5w/㎏。
2.金属框2.1金属框的规格、尺寸、型号等应符合技术文件要求,开孔大小、位置、孔位与孔位距离、孔位尺寸等都应符合技术文件的要求。
2.2 金属边框与边框之间焊接、按装的牢固、紧奏,缝隙小于0.2㎜;金属框表面无毛刺、无飞边、无杂物、无划痕、无锈点,表面平整无变形,色泽一致。
2.3 金属边框的短边角码压铸紧凑,无松动现象;长边冲压实中到位,长短边组装后要能承受一定的抗拉强度;长短边45℃切角符合要求的规定,组装后无缝隙。
2.4 金属边框安装后要能承受89N的力拉1分钟无移位、无松动、无松脱等现象。
3.玻璃类3.1 电池板上的钢化玻璃表面整洁,无破损、裂纹、划痕、气泡、结石等;颜色透明一致,玻璃下面无杂物。
3.2 组框完毕的电池板与金属框之间密封胶要分布均匀,密封良好,金属框—玻璃—背膜之间的密封胶无缺口、无空隙、无沙眼等现象,达到I P65的防水等级。
3.3 层压后的太阳能板中不得有气泡、碎片、异物或脱层等情况,EVA胶膜与玻璃的剥离强度大于30N/cm;EVA胶膜与TPT的剥离强度大于40N/cm。
4.塑件类4.1 太阳能组件背面的接线盒型号应与技术文件要求一致,无破损、裂痕、划伤、毛刺等;线盒与太阳能板安装、粘贴牢固,平整,不得歪斜。
光伏组件检验标准

为了更好的掌握、控制产品质量,满足广大客户对产品性价比的不同要求,同时兼顾企业自身经济效益,经研究,公司决定对产品质量实行等级控制制度。
具体质量等级设置如下:
一、产品技术等级的划分
二、产品配置标准
三、主原材料检验标准
1.芯片检验标准
2.玻璃检验标准
3.铝合金检验标准
4.涂锡带检验标准
尺寸公差≤±0.01mm,涂锡层均匀,易于焊接,抗拉强度好,不易断裂。
5.EVA、TPT检验标准
按照供应商出产标准及工艺要求进行检验。
四、成品检验标准
欢迎您的下载,资料仅供参考!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
由品管员每个工作日均衡时间抽检,各工岗负责自检。
分选
1)具体分档标准按作业指导书要求;
2)确认电池片清洁无指纹、无损伤;
3)所分组件的电池片无严重色差。
单焊
1)互联条选用根据技术图纸;
2)保持烙铁温度在330-350℃之间(特殊工艺须另调整),每隔两小时对烙铁温度进行抽检;
3)当把已焊上的互联条焊接取下时,主栅线上应留下均匀的银锡合金;
4)互联条焊接光滑、无毛刺、无虚焊、脱焊、无锡珠堆锡;
5)焊接平直,牢固,用手沿45°左右轻提焊带不脱落;
6)焊带均匀的焊在主栅线内,焊带与电池片的主栅线的错位不能大于0.5㎜,最好在0.2㎜以内;
7)电池片表面保持清洁,完整,无损伤。
串焊
1)焊带均匀的焊在主栅线内,焊带与电池片的背电极错位不能大于0.5㎜;
2)保持烙铁温度在350-380℃之间(特殊工艺须另调整),每隔两小时对烙铁温度进行抽检;
3)每一单串各电池片的主栅线应在一条直线上,错位不能大于1㎜;
4)互联条焊接光滑、无毛刺、无虚焊、脱焊、无锡珠;
5)串焊后电池片正面无焊花,焊带脱落现象;
6)电池片表面保持清洁;
7)单片完整,无损伤。
叠层
1)叠层好的组件定位准确,串与串之间间隙一致,误差±0.5㎜;
2)串接条正、负极摆放正确;
3)汇流条选择符合图纸要求,汇流条平直、无折痕及其他缺陷;
4)EV A、背板要盖满玻璃(背板、玻璃无划伤现象);
5)拼接过程中,保持组件中无杂质、污物、手印、焊带条等残余部分;
6)玻璃、背板、EV A的“毛面”向着电池片;
7)序列号号码贴放正确,与隔离背板上边缘平行,隔离TPT上边缘与玻璃平行;
8)组件内部单片无破裂;
9)涂锡带多余部分要全部剪掉;
10)电流电压要达到设计要求;
11)所有焊点不能存在虚焊;
12)不同厂家的EV A不能混用。
层压
1)组件内单片无破裂、无裂纹、无明显位移、串与串之间距离不能小于1.0㎜;
2)焊带及电池片上面不允许有气泡,其余部位0.5-1m㎡的气泡不能超过3个,1-1.5m㎡的气泡不能超过1个;
3)组件内部无杂质和污物;
4)EV A的交联度控制在75%~90%,每批次EV A测量两次;
5)层压工艺参数严格按照技术部提供设定参数;
6)背面平整,凸点不能炒股1㎜,不能存在鼓泡现象;最好不超过0.5㎜,凹坑最大直径≤10mm,深度≤0.3mm,每块组件不得超过2处;
7)背板不能有明显褶皱。
8)组件内部不应该存在真空泡;
9)玻璃及背板无划伤现象;
10)修边时,温度控制在50℃一下,TPT与玻璃边缘齐平,允许偏差±0.5㎜;
装框
1)外框安装平整、挺直、无划伤及其他不良、无硅胶;
2)铝合金边框两条对角线小于1米的误差小于2㎜,大于等于1米的误差小于3㎜;
3)铝合金边框四个安装孔孔间距的尺寸允许偏差±0.5㎜;
4)接线盒无破损、隐裂、配件齐全;
5)旁路二极管的极性正确,标识清晰;
6)接线盒底部硅胶厚度1-2㎜;
7)接线盒位置准确,与四边平行,接线盒四周硅胶密封;
8)组件与铝边框之间不能有缝隙;
9)拼角边框四角毛刺要去除干净;
10)铝边框拼角美观,接缝处缝隙小于0.5㎜,高度落差小于0.5㎜.
清洗
1)玻璃表面无残留EV A及其他污物;
2)铝边框干净无污物;
3)背板无残留EV A及其他污物;
4)玻璃、背板及铝边框无划伤及其他不良。
光伏组件测试
电性能全检,按照仪器操作的作业指导书进行测试,每两小时对测试仪进行校正一次,功率允许偏差为设定值的±3%。
(视销售合同具体规定)
包装入库前检查
1)组件表面及层间应无裂纹、油污、疵点、檫伤、气泡;
2)互联条、汇流条排列整齐,不变色、不断裂;
3)单体电池及串并连焊点应无虚焊、脱落和碎裂;
4)密封材料应无脱层、变色现象,层间如气泡,应在标准允许范围之内;
5)铝边框应用硅胶填满,与组件接缝处无可视缝隙;
6)接线盒应与背板链接牢固,接线盒内,组件“+,-”引线标识清楚准确,连接牢固,密封圈没有脱落;
7)铝边框应平直、无毛刺,表面氧化层无划伤现象;
8)标签的黏贴牢固、整齐(与相应的边平行);
9)包装符合合同要求;
10)组件的序列号与包装箱外贴箱号一致;
11)连接器安装牢固,应能承受组件自重;
12)背板及玻璃无划伤。