等离子堆焊粉末参数要求
等离子焊接技术与参数设置

等离子焊接技术与参数设置
等离子焊接技术是一种高能量焊接技术,通过产生高能量的等离子体电弧来实现材料的熔化和焊接。
参数设置是等离子焊接中非常重要的一部分,合适的参数设置可以确保焊接质量和效率。
以下是一些常见的等离子焊接参数设置:
1. 焊接电流:等离子焊接电源通常具有调节焊接电流的功能。
合适的焊接电流取决于焊接材料的厚度和类型,一般需要根据焊接手册或经验来确定。
2. 焊接电压:焊接电压是等离子焊接中的另一个重要参数。
合适的焊接电压取决于等离子体电弧的稳定性和材料的熔化程度。
通常需要调节电压来实现最佳的焊接效果。
3. 焊接速度:焊接速度是等离子焊接中的另一个关键参数。
过快的焊接速度可能导致焊接材料未完全熔化和不良的焊接质量。
相反,过慢的焊接速度可能会导致过度热输入和焊缝的过多熔化。
因此,需要根据焊接材料的类型和厚度来选择合适的焊接速度。
4. 焊接气体流量:等离子焊接常使用保护气体来保护熔化池和电弧。
保护气体的流量对焊接效果有着非常重要的影响。
通常需要根据焊接材料的类型和厚度来选择合适的保护气体流量。
等离子焊接技术的参数设置是一个相对复杂的过程,需要根据
具体情况进行调整和优化。
对于初学者来说,建议多参考焊接手册和经验,或者寻求专业工程师的帮助和指导。
等离子喷涂 wc的参数
等离子喷涂WC的参数主要包括喷涂电压、喷涂电流、喷涂气流量、喷涂距离和粉末粒度等。
这些参数的具体数值取决于喷涂的工艺要求和工件的材料特性。
喷涂电压:通常在30~80V之间,它决定了等离子弧的能量密度和焰流速度,从而影响粉末的熔化程度和涂层的结合强度。
喷涂电流:影响等离子弧的功率和温度,进而影响粉末的熔化质量和涂层的致密性。
电流过大可能导致喷涂层出现气孔或喷溅,电流过小则可能导致涂层结合不良。
喷涂气流量:用于控制喷涂粉末的输送速度和扩散范围,气流量过大会带走大量热量,影响熔化质量,气流量过小则可能导致喷涂层出现气孔或剥落。
喷涂距离:合适的喷涂距离可以保证焰流速度、温度和熔化粉末的质量,距离过大或过小都可能影响涂层的最终质量。
粉末粒度:粉末粒度的大小直接影响到涂层的致密性和结合强度,粒度过大会导致涂层粗糙,粒度过小则可能导致涂层出现气孔或剥落。
在实际操作中,需要根据工件的具体要求和工艺条件,通过试验确定最佳的参数组合,以保证获得高质量的等离子喷涂WC涂层。
等离子粉末堆焊

等离子粉末堆焊精密氩焊粉末堆焊1、数字型采用CPU处理器,输出准确精确控制。
采用优质的元件制造,性能可靠。
2、“单键飞梭“功能,一个数字按钮控制多个数字表,减少故障率,克服了电位器故障频繁的现象。
3、能量密度大,电弧方向性强。
融透性强。
可以产生稳定的小孔效应,通过小孔的效应可以获得良好的单面焊双面成型。
4、焊缝的质量对弧长的变化不敏感,这是由于等离子弧的形态接近圆柱形。
发散角很小(约5度)且挺直性好,弧度变化时加热斑点的面积影响很小,因此容易获得均匀的焊缝状态。
5、钨极缩在水冷喷嘴内部,不与工件接触,因此可以有效的避免焊缝金属的夹钨现象。
另外电弧的搅动性好,融池温度高,有利于融池内气体的释放。
6、等离子电弧由于压缩效应及热电离度较高,电流较小时仍很稳定,焊接电流可以小到0、1A稳定燃烧,特别适合焊接微型精密零件。
通过电弧的压缩,导电弧柱集中为一条细线,电流小,电弧稳定,溶池小,热影响区很窄,电极和喷嘴的孔径细小,并使弧柱收缩的更细,同时也提高热效率。
参数:型号DML-VO2B离子焊氩焊输入电源AC220V额定功率6KVA输出电流范围1-100A1-200A脉冲电流时间1-99ms1-999ms间隔时间0、1-2s0、1-2s重量100kg体积275x470x400mm基本原理:等离子粉末堆焊是以等离子弧作为热源,应用等离子弧产生的高温将合金粉末与基体表面迅速加热并一起熔化、混合、扩散、凝固,等离子束离开后自激冷却,形成一层高性能的合金层,从而实现零件表面的强化与硬化的堆焊工艺,由于等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。
等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高;堆焊层组织致密,耐蚀及耐磨性好;基体材料与堆焊材料的稀释减少,材料特性变化小;利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性。
C12A闸板等离子堆焊工艺探析

机电信息工程C12A闸板等离子堆焊工艺探析徐晓庆(机械工业苏州高级技工学校,江苏苏州215101)摘要:简要介绍等离子焊接方法、堆焊工艺、堆焊工艺技术要点、关键点;钻基合金堆焊材料的性质及种类、C12A材质焊接性能;等离子堆焊主要焊接工艺参数的选择;焊后热处理工艺简介、闸板焊接的实例分析、产品质量检测、焊补工艺技术要求。
关键词:堆焊;低合金耐热钢1焊接方法选择目前工厂常用的焊接工艺方法中能够实现自动化的焊接方法有鸭极气体保护焊(GTAW)、埋弧焊(SAW)和等离子弧焊(PAW)以及电渣焊等。
由于各种堆焊工艺方法的特点不同,亦产生不同的稀释率,且不同的堆焊材料堆焊在不同的基体母材上,由稀释率所产生的作用也不尽相同。
欲获得低稀释率或无稀释率的表面工作层,首先需要选择低稀释率的焊接方法,再根据堆焊材料和堆焊方法,调整焊接工艺,合理地选择堆焊层数和厚度。
表1几种常见焊接方法在堆焊应用中的性能比较序号堆焊方法稀释率(%)熔敷速度(kg/h)备注1埋弧焊30〜60 4.5〜113单丝2等离子弧堆焊5〜150.5〜68粉末3熔化极气体保护焊10〜400.9〜54自保护4电渣焊10〜1415〜75带极综合上表不难看出,等离子焊属于优选的堆焊焊接方法。
2等离子堆焊简介离子弧粉末堆焊是一种先进的堆焊工艺(亦称等离子喷焊,国外称为PTA工艺),是采用氮气等离子弧作高温热源,粉末状合金作填充材料由送粉器按设定量连续供给,借助送粉气流送入焊枪,并吹入电弧中。
其特点是:(1)等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。
(2)等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高;堆焊层组织致密,耐蚀及耐磨性好。
(3)基体材料与堆焊材料的稀释减少,材料特性变化小。
(4)利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性。
等离子堆焊粉末参数要求
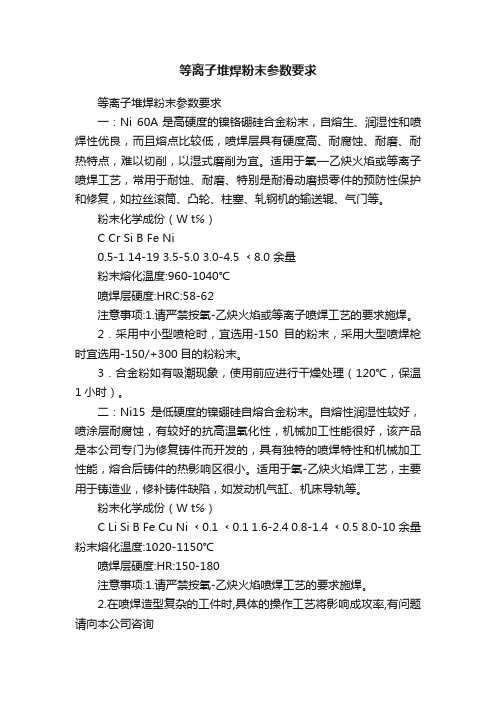
等离子堆焊粉末参数要求等离子堆焊粉末参数要求一:Ni 60A是高硬度的镍铬硼硅合金粉末,自熔生、润湿性和喷焊性优良,而且熔点比较低,喷焊层具有硬度高、耐腐蚀、耐磨、耐热特点,难以切削,以湿式磨削为宜。
适用于氧—乙炔火焰或等离子喷焊工艺,常用于耐蚀、耐磨、特别是耐滑动磨损零件的预防性保护和修复,如拉丝滚筒、凸轮、柱塞、轧钢机的输送辊、气门等。
粉末化学成份(W t℅)C Cr Si B Fe Ni0.5-1 14-19 3.5-5.0 3.0-4.5 ﹤8.0 余量粉末熔化温度:960-1040℃喷焊层硬度:HRC:58-62注意事项:1.请严禁按氧-乙炔火焰或等离子喷焊工艺的要求施焊。
2.采用中小型喷枪时,宜选用-150目的粉末,采用大型喷焊枪时宜选用-150/+300目的粉粉末。
3.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。
二:Ni15是低硬度的镍硼硅自熔合金粉末。
自熔性润湿性较好,喷涂层耐腐蚀,有较好的抗高温氧化性,机械加工性能很好,该产品是本公司专门为修复铸件而开发的,具有独特的喷焊特性和机械加工性能,熔合后铸件的热影响区很小。
适用于氧-乙炔火焰焊工艺,主要用于铸造业,修补铸件缺陷,如发动机气缸、机床导轨等。
粉末化学成份(W t℅)C Li Si B Fe Cu Ni ﹤0.1 ﹤0.1 1.6-2.4 0.8-1.4 ﹤0.5 8.0-10 余量粉末熔化温度:1020-1150℃喷焊层硬度:HR:150-180注意事项:1.请严禁按氧-乙炔火焰喷焊工艺的要求施焊。
2.在喷焊造型复杂的工件时,具体的操作工艺将影响成攻率,有问题请向本公司咨询1小时)。
三:Fe45是中等硬度的铁镍铬硅硼合金粉末。
自熔性较好,具有较好的耐磨性,可以切削加工。
适用于氧-乙炔火焰或等离子喷焊工艺,常用于阀门密封面以及农业、运输、建筑机械的易磨损部位的修复或预防性保护。
如齿轮、刮板、车轴等。
粉末化学成份(W t℅)C Cr Si B Ni W Mo Fe0.4-0.8 15-20 2.3-3.5 1.5-2.5 9.0-12 2.0-3.0 1.0-2.0 余量粉末熔化温度:1100-1200℃喷焊层硬度:HRC:40-45注意事项:1.请严禁按氧-乙炔或等离子喷焊工艺的要求施焊。
等离子弧焊的工艺参数
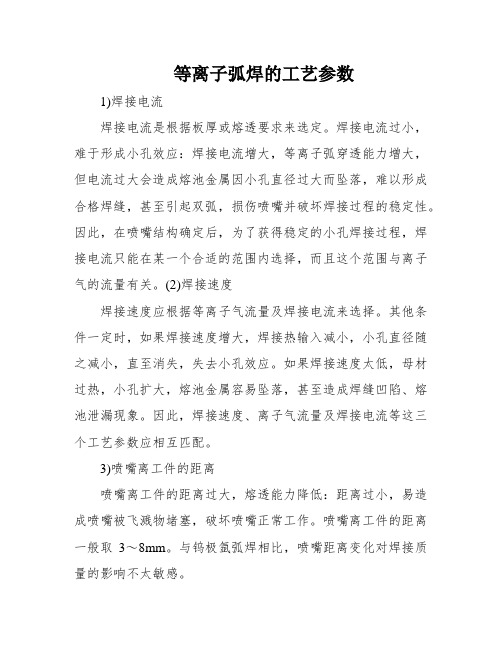
等离子弧焊的工艺参数1)焊接电流焊接电流是根据板厚或熔透要求来选定。
焊接电流过小,难于形成小孔效应:焊接电流增大,等离子弧穿透能力增大,但电流过大会造成熔池金属因小孔直径过大而坠落,难以形成合格焊缝,甚至引起双弧,损伤喷嘴并破坏焊接过程的稳定性。
因此,在喷嘴结构确定后,为了获得稳定的小孔焊接过程,焊接电流只能在某一个合适的范围内选择,而且这个范围与离子气的流量有关。
(2)焊接速度焊接速度应根据等离子气流量及焊接电流来选择。
其他条件一定时,如果焊接速度增大,焊接热输入减小,小孔直径随之减小,直至消失,失去小孔效应。
如果焊接速度太低,母材过热,小孔扩大,熔池金属容易坠落,甚至造成焊缝凹陷、熔池泄漏现象。
因此,焊接速度、离子气流量及焊接电流等这三个工艺参数应相互匹配。
3)喷嘴离工件的距离喷嘴离工件的距离过大,熔透能力降低:距离过小,易造成喷嘴被飞溅物堵塞,破坏喷嘴正常工作。
喷嘴离工件的距离一般取3~8mm。
与钨极氩弧焊相比,喷嘴距离变化对焊接质量的影响不太敏感。
4)等离于气及流量等离子气及保护气体通常根据被焊金属及电流大小来选择。
大电流等离子弧焊接时,等离子气及保护气体通常采取相同的气体,否则电弧的稳定性将变差。
小电流等离子弧焊接通常采用纯氩气作等离子气。
这是因为氧气的电离电压较低,可保证电弧引燃容易。
离子气流量决定了等离子流力和熔透能力。
等离子气的流量越大,熔透能力越大。
但等离子气流量过大会使小孔直径过大而不能保证焊缝成形。
因此,应根据喷嘴直径、等离子气的种类、焊接电流及焊接速度选择适当的离子气流量。
利用熔人法焊接时,应适当降低等离子气流量,以减小等离子流力。
保护气体流量应根据焊接电流及等离子气流量来选择。
在肯定的离子气流量下,保护气体流量太大,会导致气流的混乱,影响电弧不乱性和保护效果。
而保护气体流量太小,保护效果也不好,因而,保护气体流量应与等离子气流量保持恰当的比例。
小孔型焊接保护气体流量一般在15~30L/min范围内。
碳化钨等离子堆焊粉末

碳化钨等离子堆焊粉末碳化钨等离子堆焊粉末是一种常用的焊接材料,具有优良的热导率和耐高温性能。
本文将从碳化钨等离子堆焊粉末的特性、应用领域、操作要点以及市场前景等方面进行介绍。
一、碳化钨等离子堆焊粉末的特性碳化钨等离子堆焊粉末是由碳化钨微粉和其他添加剂组成的复合材料。
其主要特性包括以下几个方面:1.1 高热导率:碳化钨具有优异的热导率,能够有效地传导热量,提高焊接效率和质量。
1.2 耐高温性能:碳化钨能够在高温环境下保持稳定的性能,不易熔化或变形,适用于高温焊接。
1.3 耐腐蚀性:碳化钨具有良好的抗腐蚀性能,能够抵抗酸碱等腐蚀介质的侵蚀,延长使用寿命。
1.4 可调性:通过调整碳化钨等离子堆焊粉末的成分和比例,可以获得不同的焊接效果和性能。
碳化钨等离子堆焊粉末在许多领域都有广泛的应用,主要包括以下几个方面:2.1 电子行业:碳化钨等离子堆焊粉末可以用于电子元器件的焊接,如集成电路、电容器等。
2.2 航空航天:碳化钨等离子堆焊粉末具有耐高温和抗腐蚀性能,可用于航空航天领域的焊接。
2.3 汽车制造:碳化钨等离子堆焊粉末可以用于汽车零部件的修复和加固,提高零部件的使用寿命。
2.4 金属加工:碳化钨等离子堆焊粉末可用于金属材料的连接、修复和加固,提高金属制品的质量和性能。
三、碳化钨等离子堆焊粉末的操作要点在使用碳化钨等离子堆焊粉末进行焊接时,需要注意以下几个操作要点:3.1 清洁表面:焊接前要将焊接表面清洁干净,以确保焊缝的质量和强度。
3.2 控制焊接温度:碳化钨等离子堆焊粉末的焊接温度要适中,过高会导致焊缝熔化,过低会影响焊接质量。
3.3 控制焊接速度:焊接速度要适中,过快会导致焊缝质量下降,过慢会浪费时间。
3.4 均匀施焊:施焊要均匀,避免焊接过程中出现焊缝不均匀或堆积现象。
四、碳化钨等离子堆焊粉末的市场前景碳化钨等离子堆焊粉末作为一种高性能的焊接材料,具有广阔的市场前景。
4.1 电子行业的发展推动了碳化钨等离子堆焊粉末的需求增长,随着电子产品的普及和更新换代,对焊接材料的需求也将持续增加。
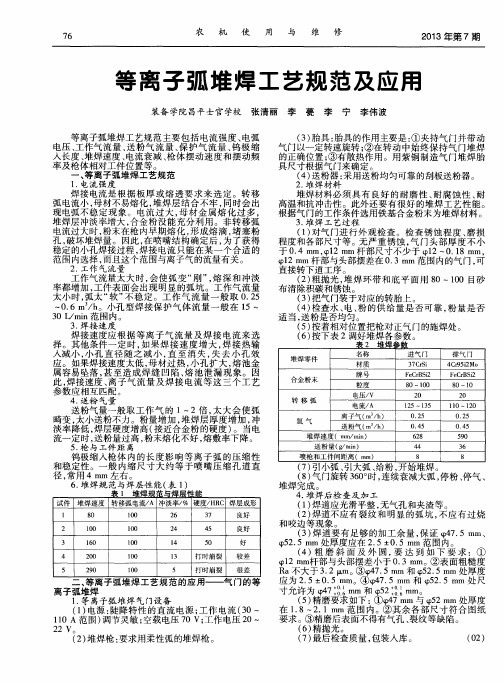
等离子弧堆焊工艺规范及应用
、
1 . 电 流 强 度
焊 接 电流是 根 据 板 厚 或 熔 透 要 求 来 选 定 。转 移 弧 电流小 , 母 材不易 熔化 , 堆 焊层 结 合不 牢 , 同时会 出 现 电弧不 稳 定 现 象 。 电流 过 大 , 母材金属熔化过多 , 堆 焊层 冲淡 率增大 , 合金 粉 没能 充 分利 用 。非转 移 弧 电流过 大时 , 粉末在 枪 内早期 熔 化 , 形成 熔 滴 , 堵 塞 粉 孔, 破坏 堆焊 量 。因此 , 在 喷 嘴结 构 确定 后 , 为 了获 得 稳 定 的小孔 焊接过 程 , 焊 接 电流 只 能在 某一 个 合适 的 范 围内选 择 , 而且这 个 范围与 离子气 的流量 有关 。
3 . 堆 焊 工艺过程
工 作气 流量太 大 时 , 会使弧变“ 刚” , 熔深 和 冲淡 率 都增 加 , 工件表 面会 出现 明 显 的弧坑 。工作 气 流量 太小时, 弧太 “ 软” 不 稳 定 。工 作 气 流 量 一 般 取 0 . 2 5 0 . 6 m / h 。小 孔 型焊 接 保 护 气体 流 量 一 般 在 1 5~ 3 0 L / mi n范 围 内。
~
3 . 焊 接 速 度
焊 接速 度应 根 据 等 离 子气 流量 及 焊接 电流 来 选 择 。其 他条 件 一定 时 , 如果 焊 接 速 度 增 大 , 焊 接 热 输 入减小 , s J ,  ̄ L 直径随之减小 , 直至 消失, 失 去 小 孔 效 应 。如果焊 接速度 太低 , 母材 过 热 , 小孑 L 扩大 , 熔池 金 属容 易坠落 , 甚 至造 成 焊 缝 凹 陷 、 熔 池 泄 漏 现 象 。 因 此, 焊接速度、 离子气流量及焊接电流等这三个工艺 参数 应相互 匹配 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
等离子堆焊粉末参数要求
一:Ni 60A是高硬度的镍铬硼硅合金粉末,自熔生、润湿性和喷焊性优良,而且熔点比较低,喷焊层具有硬度高、耐腐蚀、耐磨、耐热特点,难以切削,以湿式磨削为宜。
适用于氧—乙炔火焰或等离子喷焊工艺,常用于耐蚀、耐磨、特别是耐滑动磨损零件的预防性保护和修复,如拉丝滚筒、凸轮、柱塞、轧钢机的输送辊、气门等。
粉末化学成份(W t℅)
C Cr Si B Fe Ni
0.5-1 14-19 3.5-5.0 3.0-4.5 ﹤8.0 余量
粉末熔化温度:960-1040℃
喷焊层硬度:HRC:58-62
注意事项:1.请严禁按氧-乙炔火焰或等离子喷焊工艺的要求施焊。
2.采用中小型喷枪时,宜选用-150目的粉末,采用大型喷焊枪时宜选用-150/+300目的粉粉末。
3.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。
二:Ni15是低硬度的镍硼硅自熔合金粉末。
自熔性润湿性较好,喷涂层耐腐蚀,有较好的抗高温氧化性,机械加工性能很好,该产品是本公司专门为修复铸件而开发的,具有独特的喷焊特性和机械加工性能,熔合后铸件的热影响区很小。
适用于氧-乙炔火焰焊工艺,主要用于铸造业,修补铸件缺陷,如发动机气缸、机床导轨等。
粉末化学成份(W t℅)
C Li Si B Fe Cu Ni ﹤0.1 ﹤0.1 1.6-2.4 0.8-1.4 ﹤0.5 8.0-10 余量粉末熔化温度:1020-1150℃
喷焊层硬度:HR:150-180
注意事项:1.请严禁按氧-乙炔火焰喷焊工艺的要求施焊。
2.在喷焊造型复杂的工件时,具体的操作工艺将影响成攻率,有问题请向本公司咨询
3.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。
三:Fe45是中等硬度的铁镍铬硅硼合金粉末。
自熔性较好,具有较好的耐磨性,可以切削加工。
适用于氧-乙炔火焰或等离子喷焊工艺,常用于阀门密封面以及农业、运输、建筑机械的易磨损部位的修复或预防性保护。
如齿轮、刮板、车轴等。
粉末化学成份(W t℅)
C Cr Si B Ni W Mo Fe
0.4-0.8 15-20 2.3-3.5 1.5-2.5 9.0-12 2.0-3.0 1.0-2.0 余量粉末熔化温度:1100-1200℃
喷焊层硬度:HRC:40-45
注意事项:1.请严禁按氧-乙炔或等离子喷焊工艺的要求施焊。
2. 采用氧-乙喷焊枪时,宜选用-150目的粉末,采用等离子喷焊枪时宜选用-60/+150目的粉粉末。
3.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。
四:DG.Fe60是高硬度的铁镍铬硅硼合金粉末,自熔性较好,具有较好的耐磨性,是铁基粉末中最硬的一种,用特殊刀具可以切削加工。
适用于氧-乙炔火焰或等离子喷焊工艺,推荐用于农业机械、建筑机械、石油、矿山机械等易磨损部位的修复或预防性保护。
如耙片、锄齿、石油钻杆接头、刮板轴等。
粉末化学成份(W t℅)
C Cr Si B Ni Fe
1.0-4.0 20-50
2.0-5.0 2.0-4.0 10-20 余量
粉末熔化温度:1020-1100℃
喷焊层硬度:HRC:60-65
注意事项:1.请严禁按氧-乙炔或等离子喷焊工艺的要求施焊。
2. 采用氧-乙喷焊枪时,宜选用-150目的粉末,采用等离子喷焊枪时宜选用-60/+150目的粉粉末。
3.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。
五:DG.Co42是中等硬度的钴铬钨硅硼合金粉末,具有良好的耐磨性,耐蚀性和优异的经硬性,但耐冲击较差,用硬质合金工具可以切削加工.适用于等离子喷焊工艺,常用于要求在800℃以下的环境中具有优良的耐磨耐蚀性能的场合.如受强烈磨损的高温高压阀门、密封环等。
粉末化学成份(W t℅)
C Cr Si Mn Ni W Mo Fe Co
0.6-1.4 20-30 1-2 1-2 2-5 6-9 1-2 3-6 余量
粉末熔化温度:1250-1350℃
喷焊层硬度:HRC:40-45
注意事项:1.适用于等离子粉末堆焊工艺。
2.合金粉如有吸潮现象,使用前应进行干燥处理(120℃,保温1小时)。