插座后盖设计说明书
毕业设计说明书lgzz

毕业设计说明书题目:插座注塑成形工艺制定及模具设计学号:0710230002姓名:张成龙班级:2007级(1)班专业:机械设计制造及其自动化指导教师:方志刚学院:机械工程学院答辩日期:2011年月日摘要目前,随着汽车及轻工业的迅速发展,模具设计制造日益受到人们的广泛关注,已成为一个行业。
将高新技术应用于模具设计与制造,已成为快速制造优质模具的有力保证:1)、CAD/DAE/CAM的广泛应用,显示了用信息技术带动和提升模具工业的优越性。
在欧美,CAD/DAE/CAM已成为模具企业普遍应用的技术。
在CAD的应用方面,已经超越了甩掉图板、二维绘图的初级阶段,目前3D设计已达到了70℅--89℅,PRO/E、UG、CIMATRON等软件的应用很普遍。
2)、为了缩短制造周期,提高市场竞争力,普遍采用高速切削加工技术。
3)、快速成型技术与快速制模技术获得普遍应用。
有SLA、SLS、FDM、LOM等各种类型的快速成型设备。
本文系统介绍了塑件的成形工艺及模具成型结构对塑件质量的影响分析,浇注系统的设计,模具成型部分和总装结构的设计。
介绍了PE插座注塑模具设计时要注意的要点,并较多的考虑了模具结构的调整性、易更换性及模具成本。
从控制制件尺寸精度出发,对PE插座注塑模的各主要尺寸进行了理论计算,以确定各工作零件的尺寸,从模具设计到零部件的加工工艺以及装配工艺等进行详细的阐述,并应用CAD、CAE等软件进行各重要零件的设计和分析。
关键词:工艺分析塑件成型浇注系统模具结构AbstractAt present, develop with the automobile and the light industry promptness, design for die and mould creates the broad attention accepting people gradually , already becomes a industry. Apply the high and new technology to design for die and mould and fabrication , already become the forceful guarantee making the high grade mould rapidly: CAD/DAE/CAM extensive use 1), the superiority having demonstrated the industry and hoisting to use IT to set a mould in motion's. Already become the technology that mould enterprise applies commonly in Europe and America , CAD/DAE/CAM. In the field of the CAD application, have already exceeded the junior stage throwing away drawing board , two-dimensional plotting, 3 D design that the application having already reached 70%- 89% , softwares such as PRO/E , UG , CIMATRON is very common at present. Adopt the quick-cutting processing technology commonly 2), for shortening a manufacturing cycle , improving marketplace competition. 3), the fleetness molding technology and the fleetness moulding technology gain common application. Fleetness molding equipment having various types such as SLA , SLS , FDM , LOM.The molding process of plastic parts, the effect analysis to plastic parts quality caused by molding structure, as well as the casting system design, partial and general design of mold moulding introduced respectively. The critical points of mold for plastic design are introduced, and the adjustable character of molding structure exchange character as well as the molding costs are all considered farther. Starting from controlling dimensional accuracy, the carry the cover to the main dimensions of injection molding are carried out so as to determine the size of different parts, the molding design and the process of parts as well as assembling process and etc of injection molding are stated in details.Key words: process analysis; plastic parts moulding; casting system; molding structure.第1章绪论1.1设计的背景和意义随着现代工业发展的需要,塑料制品在工业、农业和日常生活等各个领域的应用越来越广泛,质量要求也越来越高。
电脑、电视、充电器、适配器等电器 通用待机杀手 智能赚钱插座 说明书
当上班时或在外地出差或旅游时 ,还用担心家里插座开关未关被控设备而被雷击等危险 吗?
很多家庭误认为通过遥控器关了电视就没问题了,均不喜欢和没习惯关掉电视机械开关或插 座电源开关,每年因此一台电视耗电费百元,全国总待机耗电数字是相当可怕的,仅北京电 视一项年待机耗电费达 60 多亿。改变现状,亟待解决!
5.本产品的推广走的是普及路线。 市场上买普通的插座,稍微好点的,都要几十到几元!而本待机杀手—智能赚钱插座只有
百十元,一年节省的电费就能收回成本,次年起盈利赚钱。我们省去了复杂奢华的包装,把 主要资源用在内在品质的提高上,这也符合其本身就是节能绿色,倡导环保的特点,希望能 得到你的理解和支持。
使用说明:(参照图示)
这是本发明的一个亮点。市面上各种其他功能的智能节能电源插座,都有一个致命的弱 点:在给其他电器节电的同时,自身耗电 6-14W 比我的待机杀手耗电高百倍,不但起不到省 电作用反而增加用电功率,(请各位买家睁大眼睛看清楚,或让经销商用万用表现场测量, 有的在说明的时候用很小很小的字,稍不注意就被忽略了。有的根本就没有注明。如果你问 卖家就会跟你闪烁其词了)。
专利保护门--关爱家人,体贴入微
卓越的儿童防触电保护门,防止儿童意外插入异物而触电,给您的家人更多的关 爱。
其它描述:
8 位/保护门/过载保护/指示灯开关/智能电源管理/防浪涌:6KA,8/20μs 符合 IE061000-4-5 和 GB17626.5 标准
本待机杀手---智能赚钱电源插座与其它同类产品区别: 1.本智能赚钱电源插座在待机状态下绝对为 9 毫瓦,常年连续工作本身自耗电 13 年才耗一 度电。
德力西电气 工业插头插座DEPU系列样本 说明书
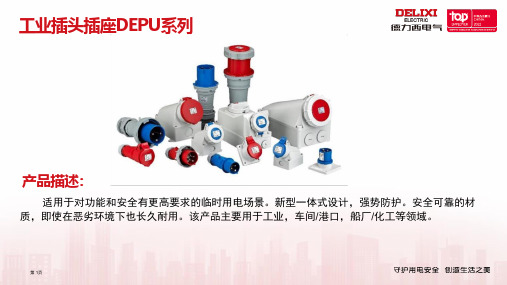
工业插头插座DEPU系列产品描述:适用于对功能和安全有更高要求的临时用电场景。
新型一体式设计,强势防护。
安全可靠的材质,即使在恶劣环境下也长久耐用。
该产品主要用于工业,车间/港口,船厂/化工等领域。
DEPU 产品优势新型一体式紧凑型设计,密封性及防护性更佳安全可靠的材质和结构,防撞等级IK07, 最高可抗2J 机械碰撞全系列材料符合RoHS2.0标准,绝缘体可达UL94V0阻燃等级IP67全系列铜件镀镍,耐候耐腐蚀,尾部设计带来更稳固的连接保护工业插头插座DEPU系列工业插头插座DEPU系列主要规格参数:材料特性:外壳PA阻燃尼龙+绝缘件阻燃UL94VO+实心铜/IP67铜镀镍外观及电压:220V-250V(蓝色)380V-415V(红色)电流:16A/32A/63A/125A防护等级:IP44/IP67认证: CVC符合环保种类:RoHS2.0DEPU产品选型DEPU产品系列-示例IP44-插头IP44-连接器IP44-暗装插座IP44-暗装斜插座IP44-明装插座IP44-插座带开关和机械连锁IP67-暗装斜插座IP67-明装插座IP67-插座带开关和机械连锁IP67-插头IP67-连接器IP67-暗装插座IP44-暗装直插头IP67-暗装直插头常见问题Q&AQ:DEPU系列和二代有什么区别?A:1)防护效果更佳:DEPU系列16A/32A插头外壳一体式设计,密封性提高2)阻燃等级高:DEPU全系列绝缘体可达UL94V0阻燃,用电更安全3)温升更低:零部件和结构升级,导电性能更佳4)插拔更轻松:符合人体工学设计,更便于不同使用人群使用5)安装更省力:相比二代插头需要使用工具打开卡扣安装,一体式插头可轻松用螺丝刀拧开Q: IP67为何是铜镀镍?A:IP67通常使用在工业环境要求更高的场合,对耐盐雾耐潮湿等要求更高。
表面镀镍可保护铜件不被氧化,也可提高铜件强度,产品耐候耐腐蚀。
Q: DEPU插头与二代插座可以匹配吗?A:在相同的生产标准下,DEPU可与二代匹配Q: CVC认证和CQC认证有区别吗?A:不同的认证机构,都属于自愿性认证。
使用说明书-SolConeX 防爆插座,63 A 8579 31 系列

CN CN CN CN CN CN CN CN CN CN CN CN CN CN CN CN CN CN CN CN CN CN CNCN使用说明书其他语种 SolConeX 防爆插座,63 A8579/31 系列内容目录1总体信息 (3)1.1制造商 (3)1.2本使用说明书信息 (3)1.3其他文件 (3)1.4标准和规定的符合性声明 (3)2图标说明 (4)2.1本使用说明书中的符号 (4)2.2警告说明 (4)2.3设备上的符号 (5)3安全提示 (5)3.1使用说明书的存放 (5)3.2人员资格 (5)3.3安全使用 (6)3.4修改和变更 (6)4功能与设备设计 (7)4.1功能 (7)5技术数据 (7)6运输和仓储 (13)7安装与装配 (13)7.1尺寸信息/固定尺寸 (13)7.2安装/拆卸、工作位置 (14)7.3电气安装 (17)8调试 (20)9运行 (20)9.1用挂锁锁定 (21)10维护,翻新,修理 (21)10.1维护 (21)10.2翻新 (21)10.3修理 (22)10.4退回 (22)11清洁 (22)12弃置处理 (23)13配件和备件 (23)2SolConeX 防爆插座,63 A8579/31 系列279692 / 8579635300 2020-11-03·BA00·III·zh·05总体信息3 SolConeX 防爆插座,63 A8579/31 系列1总体信息1.1制造商R. STAHL Schaltgeräte GmbHAm Bahnhof 3074638 Waldenburg德国电话:+49 7942 943-0传真:+49 7942 943-4333网址:E-Mail:****************1.2本使用说明书信息ID编号:279692 / 8579635300出版代码:2020-11-03·BA00·III·zh·05原版操作指南是英文版。
MENNEKES插头说明书

阿根廷
比利时
丹麦
德国
芬兰
法国
英国
意大利
加拿大
克罗地亚
荷兰挪威奥地利来自波兰俄国瑞典
瑞士
斯洛伐克
西班牙
南非
捷克
匈牙利
美国
中国
3
MENNEKES — 全世界高品质的保证
创造连接
在德国基尔兴洪登姆/萨尔兰得总部,德国东部新乡/萨克索尼和南京/中国等三个生产 基地,曼奈柯斯生产制造符合国际市场需求的接插装置。我们的产品通过地区办事处, 子公司和代理商等途径遍布全球。 拥有600多名专业人员和一流的技术,我们确信曼奈柯斯产品享誉世界。
用于全世界的接插装置
Plugs for the world
中德合资南京曼奈柯斯电器有限公司
Sino-German Joint Venture Nanjing Mennekes Electric Appliances Co., Ltd.
中文版本
Chinese Edition
2
具有曼奈柯斯标志的产品是值得信赖的产品
为了达到高质量目标,我们通过并运行了符合DIN EN ISO 9001:2000标准的国际质量管理体系。作为以出 口为导向的企业,曼奈柯斯还获得了以下相关领域的国际机构的产品认证。
DMT
国际认证证书
曼奈柯斯的接插装置符合相关国家和国际标准。由于一些特殊的国家标准,并不是每一个产品都能 接受国际认证。
4
保持连接
德国东部新乡工厂
南京工厂
只有通过严格检验的产品,才能具有曼奈柯斯的名称。 我们的产品经过试验室里的剧冷、高热、防尘和浸水等在极端条件下的反复测试之 后,根据国际标准,获得了权威机构的认证。
5
产品说明书 (1)

产品说明书1.产品概述插座,又称电源插座,开关插座,是指有一个或一个以上电路接线可插入的座,通过它可插入各种接线,便于与其他电路接通。
电源插座是为家用电器提供电源接口的电气设备,也是住宅电气设计中使用较多的电气附件,它与人们生活有着十分密切的关系。
居民搬进新居后,普遍反映电源插座数量太少,使用极不方便,造成住户私拉乱接电源线和加装插座接线板,常常引起人身电击和电气火灾事故,给人身财产安全带来重大隐患。
所以,电源插座的设计也是评价住宅电气设计的重要依据。
插座种类:电源插座、电脑插座、电话插座视频、音频插座、移动插座、usb插座等等。
本产品集电源插座、USB插座、移动插座与一体的多功能插座。
2.产品的性能和特点本产品采用创新的外形设计,弧度优美,结构雅致,灵活的模块化结构,安装及拆卸都很便捷,丰富的面框组合,产品功能范围齐全。
3.产品的使用方法1.所接电器功率总和不得超过额定功率2.使用时严禁捆扎导线,以免异常过热。
3.请不要在潮湿的环境下使用。
4.请勿在插座和电线破损的情况下使用。
5.请勿使用金属坚硬物与各种坚硬物猛插插孔。
6.请勿擅自拆卸。
7.请勿用湿手插拔插头8.请勿在儿童能接触的地方安放插板。
4.产品的保养和维修1.插板的的安放。
(1)插板要放在室内通风良好的地方。
(2)切勿把插板放在发热物体旁边或阳光直射的地方。
插板温度过高,使插板不能很好的散热,增加耗电量。
(3)插板放置要平稳,避免震动、碰撞。
若把插板放在地毯上,应在插板下加垫木板。
(4) 远离室内潮湿点,环境潮湿易引起插板内部线路生锈和影响插板绝缘,易造成电路短路。
(5)电源应用三芯安全插头和插座,并安装安全保护的接地线以确保安全。
2.插板的保养,定期适当的保养可以延长插板的寿命,保养插板前务必拔下插头。
(1)经常清理插板正面或底部灰尘,可使用吸尘器或毛刷除尘。
(2)插板长期停用时,应先切断电源。
(3)经常检查插板的密封是否破损,如果破损应立即停用。
德力西电气 DEP2-025 32A 工业用插座 产品规格说明书

产品型号:DHADEP2025R
产品名称:DEP2-025 32A 5芯 415V ⼯业⽤插头
发布⽇期:产品规格书
20
22/05/18
认证资质:C Q C
1. 适⽤范围
本产品规格书对产品的性能进⾏了规范,作为技术确认的依据。
2. ⼀般特性
该产品可在⼴泛⽤于⼯业、农业、化⼯、机场、码头、船舶、冶⾦、电⼚、建筑、铁路、⽔利等各种⼾内、⼾外场所等。
3. 产品结构
本产品为产品按照国家标准 GB/T11918.1-2014; GB11918.2-2014; 设计⽣产,产品规格为DEP2-025 32A 5芯415V⼯业⽤插头,插头为3P+N+ ,使⽤范围415V,产品防护级IP44。
4. 关键材质参数
5. 技术特性
6. 产品外形安装尺⼨图
注:L1,L2,L3为⽕线,N为零线,
为地线
1.⼯业插头
2.⽤螺丝⼑按压⿊卡⼦,旋转扭开产品
3.拆开之后⾥⾯的情景
4.将电线穿过尾部
5.松开铜件螺丝
6.把电线插进铜件孔并拧紧螺丝
8.完成接线的样⼦
7. ⼯业插头五芯接线步骤
7.组装好电线并合上插盖,拧紧螺帽。
tcln2智能插座说明书
tcln2智能插座说明书一、产品简介TCLN2智能插座是一款集智能化、节能化、人性化于一身的新型家居插座。
本产品采用高品质材料制造,外观简约美观,性能稳定可靠,适用于家庭、办公室等各种场景。
通过智能化管理,帮助用户实现用电的便捷、安全与节能。
二、功能特点1.远程控制:支持手机APP远程控制,随时随地操控家中电器,实现用电的便捷管理。
2.定时功能:可根据需求设置定时开关,实现用电的智能化管理,节省能源。
3.一键遥控:配备一键遥控按钮,轻松实现远距离操控。
4.儿童保护:设有儿童安全保护功能,防止儿童误触电源,保障安全。
5.电流监测:实时监测电流,避免电器过载、短路等安全隐患。
6.节能设计:智能识别电器能耗,实现用电量的优化管理,降低能耗。
三、安装与使用1.安装:请遵循产品安装说明,确保插座安装稳固、可靠。
2.连接:将电器插头插入插座,确保插头与插座完全吻合。
3.下载APP:在手机应用商店下载对应APP,按照提示进行注册、绑定设备。
4.操控:通过APP或一键遥控按钮,实现电器的开启、关闭、定时等功能。
四、安全注意事项1.请勿将插座置于潮湿、高温、易受撞击的地方。
2.请勿使用损坏的插头或插座,以免发生危险。
3.请勿让儿童单独操作插座,防止误触电源。
4.用电过程中,如发现异常现象,请立即切断电源,排除故障后再使用。
五、故障处理与售后服务1.如遇故障,请先查看产品说明书,按照提示进行处理。
2.如无法自行解决问题,请联系售后服务人员,我们将竭诚为您服务。
3.保修期内,如有产品质量问题,可享受免费维修或更换服务。
通过TCLN2智能插座,让您的家居生活更智能、便捷、安全!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言模具是利用其特定形状去成型具有一定形状和尺寸的制品的工具,按制品所采用的原料不同,成型方法不同,一般将模具分为塑料模具,金属冲压模具,金属压铸模具,橡胶模具,玻璃模具等。
因人们日常生活所用的制品和各种机械零件,在成型中多数是通过模具来制成品,所以模具制造业已成为一个大行业。
在高分子材料加工领域中,用于塑料制品成形的模具,称为塑料成形模具,简称塑料模.塑料模优化设计,是当代高分子材料加工领域中的重大课题。
塑料模具的设计是模具制造中的关键工作。
通过合理设计制造出来的模具不仅能顺利地成型高质量的塑件,还能简化模具的加工过程和实施塑件的高效率生产,从而达到降低生产成本和提高附加价值的目的。
现代塑料制品生产中,合理的加工工艺、高效的设备和先进的模具,被誉为塑料制品成型技术的“三大支柱”。
尤其是加工工艺要求、塑件使用要求、塑件外观要求,起着无可替代的作用。
高效全自动化设备,也只有装上能自动化生产的模具,才能发挥其应有的效能。
此外,塑件生产与更新均以模具制造和更新为前提。
第一章设计任务书插座后盖产品设计任务书设计要求:1.产品名称:插座盖2.产品材料:A B S3.模具类型:注射模具4.C A V数:一模一腔5.产品数量:10万件6.表面要求:塑件表面不允许有气孔、烧焦的痕迹、顶白现象7.设计时间:30天产品2D图:见CAD产品图产品3D图第一章“插座后盖”工艺分析1.1“插座后盖”成形工艺过程分析根据设计指导书中的设计要求模具类型是“注射模具”,故“插座后盖”的成形工艺过程是“注射成型过程”,即:A B S预烘干→A B S装入料斗→塑化→注射→保压→冷却→脱模→清理模具→合模。
1.2“插座后盖”材料分析根据设计指导书中的设计要求“插座后盖”材料选用ABS。
ABS属热塑性塑料,它是由丙烯腈、丁二烯和苯乙烯共聚而成,密度为 1.05g/cm³,成型收缩率:0.4-0.7%。
它是一种坚韧而有刚性的非结晶性工程塑料,具有良好的耐化学腐蚀、表面硬度、坚韧、加工性和染色性能,成型的塑件有较好的光泽。
但ABS易吸水,使成型塑件表面出现斑痕、云纹等缺陷,为此,成型加工前应进行干燥处理,湿度应小于0.04%,建议干燥条件为90~110C°,时间为2~4小时。
1.3塑件体积的计算经Pro/E三维造型后测得实际体积约为13.39cm3,因塑件采用一模一穴。
零件初步设计浇注系统,并计算浇注系统体积约为1.97cm3,因此一次注射需要的物料体积约为 15.36cm3。
1.4注射成型工艺参数预热和干燥:80~85℃注射压力:70~90MPa螺杆转速:30~60r/min 模具温度:50~70℃料筒温度:前部200~210℃注射压力:70~90MPa中部210~230℃保压压力:50~70MPa后部180~200℃注射时间:3~5S保压时间:15~30S 冷却时间:15~30S总周期:40~70S1.5其它参数:相对密度:1.02~1.06 密度:1.0~1.1g/cm3收缩率:0.3%~0.6%查《塑料成型与模具设计》表1-1比热容单位热流量导热率注射压力1047 J/kg·℃30-40 104 J/kg 1055J/m·h·℃60-100 M Pa表1-2工艺参数注射机类型螺杆式密度 1.03-1.07 Kg/dm3收缩率0.3-0.8第二章插座后盖结构分析2.1插座后盖形状分析从图2-1 可以看出该产品是壳类零件,上表面有49×37×0.2的凹穴,前后各有两个凹槽,四个环形阶梯孔贯穿底板,左右、前后对称,内表面已有一个49×37×0.48的凹穴,前面有一个凸台,后面有一个35×9的缺口,边缘均带有圆角特征,最大圆角特征R=3mm,最小圆角特征R=2mm。
无内外死角。
壁厚均在1mm —2mm,较均匀,符合热塑性塑料的壁厚设计的要求。
图2-1 插座后盖的零件图2.5插座后盖尺寸精度分析插座后盖的尺寸精度是指成型后所获得的塑件产品尺寸和图纸中尺寸的符合程度。
一般而言,塑件尺寸精度是取决于塑料因材质和工艺条件引起的塑料收缩率范围大小,模具制造精度、型腔型芯的磨损程度以及工艺控制因素。
而模具的某些结构特点又在相当大程度的影响塑件的尺寸精度。
故而,塑件的精度应尽量选择的低些根据设计任务的要求及产品的尺寸形状:故标注公差尺寸精度(一般精度)采用MT4,未标注公差尺寸精度采用MT5。
精度等级:采用IT13级。
2.6插座后盖表面质量分析根据设计指导书中的设计要求插座后盖的表面除要求没有流纹、缺陷、毛刺等现象。
同时,该零件在使用时的位置装配后,较隐藏,外观要求一般,故表面质量比较容易满足设计要求。
第三章模具结构的分析根据设计指导书的要求是 C A V数为一模一腔,可选择两板式模具、三板式模具。
产品数量是10万件是大批量生产,表面质量要求一般,同时考虑到经济效益选择三板式模具比两板式模具更经济,效益更高。
故,选择三板式模具。
浇口有直浇口,点浇口,侧浇口,潜伏式浇口等形式,三板式模具选择点浇口。
零件无内外死角,没有斜PIN机构和滑块机构。
模仁有整体式和组合式,根据零件的结构分析,和加工要求,模仁只有设计成组合式,公、母模仁均匀入子。
顶出方式有顶针、推管、推板等形式,根据零件表面质量分析可知,插座后盖选择顶针顶出方式,用6支直径为6mm顶针,均匀分布。
为了有效冷却型腔和入子,必须在入子和型腔中设计冷却系统,故,在公、母模仁均设计直径为6mm的回型冷却系统。
综上所述:该模具采用一模一腔,点浇口,三板式模具。
第四章模具设计过程4.1 绘制插座后盖3D转2D图用Por/E打开插座后盖图档,转换开插座后盖的二维视图,方法是转换比例为1:1,以“.dwg”为后缀名保存副本。
在AutoCAD软件中打开图档,因Por/E 采用的是英制,将图档缩放比例25.4:1之后得到公制单位的3D转2D视图,“如图4-1所示。
图4-1 3D转2D图4.2 绘制插座后盖零件图复制插座后盖3D转2D图,通过整理得出插座后盖的零件图,如下图4-2所示。
4.3 插座后盖缩水图因为塑料件热胀冷缩的特性,塑料件从模具中取出冷却后一般都会出现尺寸缩小的现象,致使加工后的产品比本身的小,故需要对其进行缩水处理。
ABS材料的缩水率是5‟,将插座后盖3D转2D图以1.005的缩放比例绘制出插座后盖的缩水图,如图4-3所示。
图4-3插座后盖的缩水图4.4绘制插座后盖结构图4.4.1分型面的设计分型面是将模仁行腔分为动定模两侧的面组。
由于分型面会影响到塑件在模具中的成型位置、浇注系统的设计、塑件结构工艺性及尺寸精度、嵌件的位置、塑件的推出排气等等,因此在选择分型面时应综合分析比较,从几种方案中优选出较为合理的方案。
选择分型面时一般应遵循以下几项原则:1)分型面应选在塑件外形最大轮廓处。
2)便于塑件顺利脱模,尽量使塑件开模时留在动模一边。
3)保证塑件的精度要求。
4)满足塑件的外观质量要求。
5)便于模具加工制造。
6)对成型面积的影响。
7)对排气效果的影响。
8)对侧向抽芯的影响。
由插座后盖的结构分析可知,分型面设计在塑件外形最大轮廓处,如图4-4所示。
4.4.2模仁的设计模仁是模具最核心的零件,决定零件的品质,它的尺寸有计算法、经验数据、边界安全原则法。
选用边界安全原则法设计模仁。
(1)模仁长、宽方向的尺寸等于产品缩水后的最长、宽方向外形尺寸加上两倍的模仁厚度常量N。
查表4-1得模仁的厚度常量是25~30,再根据上图所示,得:(2)模仁的长度尺寸=83.41+2×(25~30),在符合设计要求的情况下,为了节约材料和便于加工取整数140mm。
(3)模仁的宽度尺寸=83.41+2×(25~30),在符合设计要求的情况下,为了节约材料和便于加工取整数140mm。
(4)动定模仁高度方向的尺寸是以产品最大分型面为界,定模侧的模仁后度等于产品缩水后的最大的定模侧高度尺寸加上模仁厚度常量N。
动模侧的模仁后度等于产品缩水后的最大的动模侧高度尺寸加上模仁厚度常量N。
查表4-1得模仁的厚度常量是25~30,再根据上图所示,得:动模侧模仁高度尺寸=6.03+(25~30),在符合设计要求的情况下,为了节约材料和便于加工取整数25mm。
定模侧模仁高度尺寸=2.51+(25~30),在符合设计要求的情况下,为了节约材料和便于加工取整数30mm。
厚度常量参照表(单位:mm)尺寸范围<50 50~100 100~250 250~400 >400厚度常量20~25 25~30 30~35 35~40 >45模仁的设计图如下所示:图4-5插座后盖的模仁图4.3 插座后盖的浇注系统设计浇注系统是指模具中由注塑机喷嘴到模具入口为止塑件溶体的流通管道。
浇注系统一般分为冷流道和热流道两大类,在模具中冷流道用得最普遍,常见的浇注系统包括主流道、分流道、浇口和冷料穴的4个部分。
浇注系统的设计是模具设计的一个重要环节,设计合理与否对塑件的性能、尺寸、内外部质量及模具的结构、塑料的利用率等有较大的影响。
对浇注系统进行设计时,一般应遵循如下基本原则:(1)了解塑料的成型性能(2)尽量避免或减少产生熔接痕(3)有利于型腔中气体的排出(4)防止型芯的变形和嵌件的位移(5)尽量采用较短的流程充满型腔A、根据以上要求及产品的设计要求(一模一腔),我们所选的是垂直式的主流道。
主流道的设计参数图如下图所示:a、主流道小端直径d,即主流道与注塑机喷嘴接触处的直径=注塑机喷嘴孔径+(0.5~1)mm。
d=+(0.5~1),取整数。
b、主流道的长度Lc、主流道最大端直径Dd、主流道的锥度a(a一般在1°~2°)范围内选取,对粘度大的塑料,可以取3°~6°,但由于受标准锥度绞刀的限制,应尽量选用标准锥度值或选用标准浇口套)。
主流道的设计图如下图所示:B、浇口设计浇口亦称进料口,是连接分流道与型腔的熔体道。
设计模具浇口时,浇口的位置及尺寸要求比较严格,初步试模后还需进一步修改浇口尺寸,无论采用何种浇口,其开设位置对塑件成型性能及质量影响很大,因此合理选择浇口的开设位置是提高质量的重要环节,同时浇口位置的不同还会影响模具结构。
根据产品的尺寸及工艺要求故选择直接浇口,直接浇口熔融塑胶从浇口直接进入型腔,压力损失小,对各种塑料都适用。
该产品设计的浇口如下图所示:4.4.4 插座后盖的顶出机构的设计1、顶出机构的设计原则:(1)因为塑件收缩时抱紧凸模,所以顶出力的作用点应尽量靠近凸模;(2)顶出力应作用在塑件刚性和强度最大的部位,作用面积也尽可能大一些,以防止塑件变形和损坏;(3)为保证良好的塑件外观,顶出位置应尽量设在塑件内部或对塑件外观影响不大的部位;(4)若顶出部位需设在塑件使用或装配的基面上时,为不影响塑件尺寸和使用,一般顶杆与塑件接触处凹进塑件0.1㎜;否则塑件会出现凸起,影响基面的平整。