ABB工业机器人配置伺服焊枪的步骤
ABB配枪的步骤以及过程中问题的处理
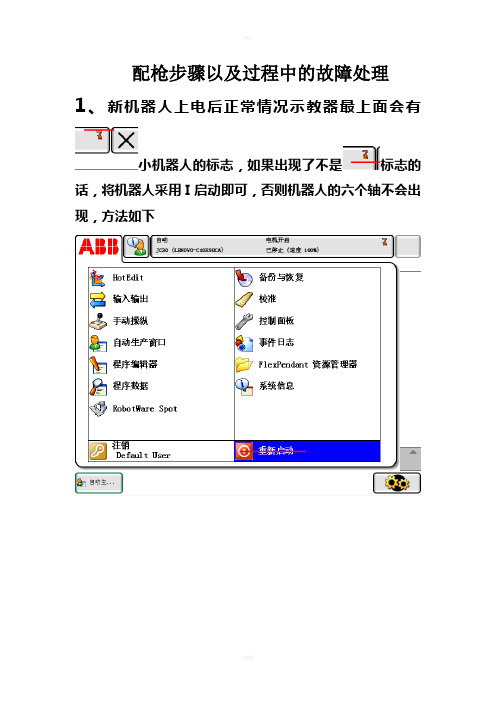
配枪步骤以及过程中的故障处理1、新机器人上电后正常情况示教器最上面会有小机器人的标志,如果出现了不是标志的话,将机器人采用I启动即可,否则机器人的六个轴不会出现,方法如下2、ABB机器人可以使能上电以后第一次一般都会报Limit Switch DR1的一个错误。
解决方案:将机器人控制柜内的左下角的插排上的线号4013、4014分开用胶带包好,并用短接片短接这两个端子短接片线号分别为4013、4014注明:操作完第2步之后如果出现了报警限位开关已打开,报警代码为20201,原因可能是不小心把4006、4007、4008、4009端子松掉了,检查插头线号分别为4006、4007、4008、40093、加载EIO参数:在原始裸机备份的系统文件Syspar 中的EIO文件,根据现场实际I/O的定义,可以用电脑离线编写I/O具体的名称和地址,写好之后加载到机器人。
1、在原始裸机备份的系统文件Syspar中的Moc文件中更改相应的伺服枪参数加载完成后应该初始化焊枪,不然不能动作,初始化后我们可以先拨动拨杆看工具活动极运动方向,向右是打开方向,如果相反,应该把转速比数值取反(注意,转速比*MOTER TORQUE是负数,所以两组数据应该一正一负。
3、如果不能操作有可能转速比取反了(注意,转速比*MOTER TORQUE是负数,所以两组数据应该一正一负)。
另外的可能是相序问题,commutation数值偏差过大需要重新调用例行程序Commutation。
、5、加载MOC参数后如果伺服枪的动作方向是反的的话第一种情况传动比取反了,解决方法:将传动比的数值取反,操作如下将数值取反后重新启动第二种情况相续问题,解决方法如下6、加载MOC以后摇动伺服枪时如果出现关节碰撞,报警代码50056,首先将伺服枪直接微校再关闭伺服枪。
7、外轴校零点(微校)8、加载伺服枪1、首先新建一个主程序2、pp移至main3、调用例行程序4、选择ManAddGunName ,点击转到按播放键9、设定传动比传动比计算方法:1.准备一把游标卡尺2. 把焊枪开口开到一个整数,记下数据,用卡尺量出焊枪开口尺寸。
8、KUKA伺服焊枪配置

伺服焊枪零点校正
二、伺服焊枪零点校正 1、在电极帽为全新的前提下,缓慢移动电极臂,使两电极帽轻轻碰到;
2、在示教器中点击主菜单,投入运行→调整→千分表,校正零点完成。
三、伺服焊枪压力标定 1、点击主菜单,配置→伺服枪扭矩 控制→配置,如右图;
2、控制器类型根据实际选择,如右 图中为“BOSCH”;焊枪类型选为 “C”或“X”;工具坐标补偿方向 为+Z;是否启动补偿功能选择为On; 是否启动电极帽检测功能选择为On; 压力标定方式选择为“5P”;压力 计厚度根据实际设置;初始压力设 为“1”;最大修磨量根据实际设置; 持续运动距离设置为3mm;
注:如果使用的是KUKA标准马达,伺服马 达文件和伺服驱动文件可在以下路径找到: C:\KRC\ROBOTER\Config\System\Common\ Motor C:\KRC\ROBOTER\Config\System\Common\ Servofile
27、启动类型选择为“冷启动”,选择 “重新读入文件”,重启机器人控制器;
8、机器人与焊枪文件都加载完成后,关闭选项框。
5
配置伺服焊枪
9、右键单击控制器,选择“Add”进行样本添加;
10、根据实际情况,选择对应的机器人型号、焊枪型号,分别点击 添加;
6
配置伺服焊枪
11、点击Editors → Configure kinematic relations,中间编辑区域 出现机器人与焊枪图标; 12、点击左侧项目结构窗口中的Geometry项,拖拽焊枪图标到机器人的 “Flange Base”上;
15
配置伺服焊枪
22、点击Editors → Option packages → ServoGun TC Editor,中间 编辑区域出现焊接控制器设置,如下图;
ABB机器人伺服枪
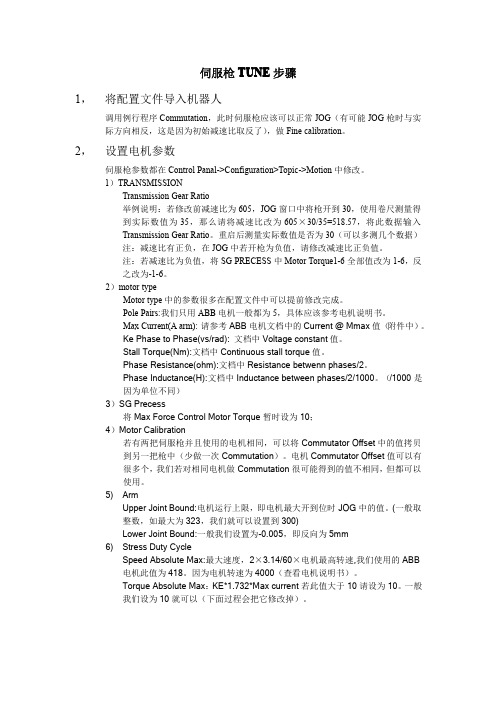
伺服枪TUNE步骤1,将配置文件导入机器人调用例行程序Commutation,此时伺服枪应该可以正常JOG(有可能JOG枪时与实际方向相反,这是因为初始减速比取反了),做Fine calibration。
2,设置电机参数伺服枪参数都在Control Panal->Configuration>Topic->Motion中修改。
1)TRANSMISSIONTransmission Gear Ratio举例说明:若修改前减速比为605,JOG窗口中将枪开到30,使用卷尺测量得到实际数值为35,那么请将减速比改为605×30/35=518.57,将此数据输入Transmission Gear Ratio。
重启后测量实际数值是否为30(可以多测几个数据)注:减速比有正负,在JOG中若开枪为负值,请修改减速比正负值。
注:若减速比为负值,将SG PRECESS中Motor Torque1-6全部值改为1-6,反之改为-1-6。
2)motor typeMotor type中的参数很多在配置文件中可以提前修改完成。
Pole Pairs:我们只用ABB电机一般都为5,具体应该参考电机说明书。
Max Current(A arm):请参考ABB电机文档中的Current@Mmax值(附件中)。
Ke Phase to Phase(vs/rad):文档中Voltage constant值。
Stall Torque(Nm):文档中Continuous stall torque值。
Phase Resistance(ohm):文档中Resistance betwenn phases/2。
Phase Inductance(H):文档中Inductance between phases/2/1000。
(/1000是因为单位不同)3)SG Precess将Max Force Control Motor Torque暂时设为10;4)Motor Calibration若有两把伺服枪并且使用的电机相同,可以将Commutator Offset中的值拷贝到另一把枪中(少做一次Commutation)。
abb伺服枪调整

伺服枪调试手册(简易版本)一、加载伺服枪的参数在机器人的示教器中将伺服枪的外轴配置参数加载到机器人系统中:(和加载EIO文件类似)hd0a:\RobotWare_5.xx\ utility\ AdditionalAxis\ DM1\ ServoGun二、配置电机参数配置电机参数:在Motion中的Motor type中设置以下参数:1、pole pairs 如电机的Pole是8,则pole pairs 是4;2、Ke phase to phase(电压常数): 在电机的铭牌上或者是电机的说明书上通常会有这个参数,或者是另外一个参数Kt Ke=kt/1.732;3、Max current:电机允许的最大电流值,通常在电机的铭牌上有所说明;4、Phase resistance:相电阻,在电机的说明手册上或者是铭牌上会有电机的相电阻值,单位为欧姆,如果给出的参数为相间电阻Rw,则Phase resistance=Rw/2;5、相电感:单位为H,通常在电机的说明书上由这个参数;6、Stall torque:在电机的铭牌和说明手册都有这个参数。
在Stress duty cycle中设置如下参数:1、Speed absolute max: 单位 rad/s, 通常电机给出的是转/分,因此按照如下公式进行换算:Speed rad/s=(2*π/60)* Speed rms2、Torque absolute max: 最大扭矩,Torque absolute max=Ke*1.732*MaxCurrent;如果这个计算的结果大于10,则将Torque absolute max设置为10;在SG Process中将Force control motor torque设置为和Torque absolute max一样大小的值;在Transmission中设置电机的减速比:如果客户已知减速比,则将减速比设置正确,然后通过示教器控制伺服枪的运动,然后运用游标卡尺进行检测伺服枪开口的距离是否和示教器上显示的致。
ABB点焊机器人调试步骤
重庆蓝姆焊接设备有限公司----电气部 DSCQ板卡配置
三、在图示的路径下, 选择“使用来自模板 的值”为对应的板卡 型号 四、设置地址为板卡
五、设置输入输出的 字节数
六、重启机器人,完 成配置
重庆蓝姆焊接设备有限公司----电气部 Devicenet外挂模块配置
目的:将欧姆龙DRT2 从站I/O模块挂在机器 人的Devicenet网络下, 作为机器人从站
五、将原点位置检测 程序设置为背景扫描
选择在哪种条件下激活? 程序名字
重庆蓝姆焊接设备有限公司----电气部 配置原点并输出信号
四、添加根据位置输 出信号命令WZDOSet 五、设置相关参数
添加数据 选择原点
输出信号
重庆蓝姆焊接设备有限公司----电气部 用备份生成虚拟系统
选择安装 一、打开ROBOTSTUDIO6.0,选择安装管理器
XP5.1-7 温控DC24V
B16
XP5.1-11
B17
XP5.1-12
B24
XP5.1-9
二次电流
B25
XP5.1-10
触点
重庆蓝姆焊接设备有限公司----电气部 配置原点并输出信号
一、新建一个例行程 序
重庆蓝姆焊接设备有限公司----电气部 配置原点并输出信号
二、添加定位关节限 位命令 WZLimJointDef
重庆蓝姆焊接设备有限公司----电气部 PROFIBUS配置
ABB点焊机器人调试步骤
重庆蓝姆焊接设备有限公司----电气部
第六轴上的控制信号线
第六轴针脚 控制柜针脚
B1
XP5.1-3
B2
XP5.1-4
B3
XP5.1-5
B4
XP5.1-6
B5
XP5.3-1
B6
XP5.3-2
B7
XP5.3-3
B8
XP5.3-4
B9
XP5.3-5
功能
第六轴针脚 控制柜针脚 功能
B10
XP5.3-6
B14
一、ABB标准IO板是挂在DeviceNet网络上的,所以要设定模块在网络中的地址。 端子X5的6-12的跳线就是用来决定模块的地址的,地址可用范围为10-63. 二、如上图所示,将第8脚和第10脚的跳线剪去,2+8=10就可以获得10的地址
重庆蓝姆焊接设备有限公司----电气部 DSCQ板卡配置
四、一直选择“下一步”,到最后一步点击应用
重庆蓝姆焊接设备有限公司----电气部 用备份生成虚拟系统
选择添加虚 拟控制器
选择需要打开 的虚拟控制器
五、选择需要打开的虚拟控制器,按“确认”
重庆蓝姆焊接设备有限公司----电气部
用备份生成虚拟系统
选择虚拟
虚拟系统所 在的目录 选择新建
输入名称 备份程序路径
二、新建一个虚拟系统
重庆蓝姆焊接设备有限公司----电气部 用备份生成虚拟系统
选择目录 三、选择备份目录,点击“确认”后,点击“下一步”
重庆蓝姆焊接设备有限公司----电气部 用备份生成虚拟系统
XP5.1-7 温控DC24V
B16
XP5.1-11
B17
XP5.1-12
B24
ABB机器人调试规范最终版

ABB机器⼈调试规范最终版ABB机器⼈调试规范1 范围本标准规定了ABB机器⼈点焊、弧焊、螺柱焊、涂胶⼯艺的调试规范。
本标准适⽤于长城汽车股份有限公司焊装车间ABB机器⼈点焊、弧焊、螺柱焊、涂胶⼯艺应⽤。
2 规范性引⽤⽂件下列⽂件对于本⽂件的应⽤是必不可少的。
凡是注⽇期的引⽤⽂件,仅所注⽇期的版本适⽤于本⽂件。
凡是不注⽇期的引⽤⽂件,其最新版本(包括所有的修改单)适⽤于本⽂件。
3 术语和定义下列术语和定义适⽤于本标准。
3.1⼯件坐标系 workpiece coordinate system固定于⼯件上的笛卡尔坐标系。
4 安全注意事项4.1 ⼯作中的安全4.1.1 如果在保护空间内有⼯作⼈员,请⼿动操作机器⼈系统。
4.1.2 当进⼊保护空间时,请准备好⽰教器FlexPendant,以便随时控制机器⼈。
4.1.3 注意旋转或运动的⼯具,确保在接近机器⼈之前,这些⼯具已经停⽌运动。
4.1.4 注意⼯件和机器⼈系统的⾼温表⾯。
机器⼈电动机长期运转后温度很⾼。
4.1.5 注意夹具并确保夹好⼯件。
4.1.6 注意液压、⽓压系统以及带电部件。
4.2 ⽰教器的安全⽰教器FlexPendant是⼀种⾼品质的⼿持式终端,它配备了⾼灵敏度的⼀流电⼦设备。
为避免操作不当引起的故障或损害,操作时遵循以下说明:——⼩⼼操作,不要摔打、抛掷或重击FlexPendant,在不使⽤该设备时,将它挂到专门存放它的⽀架上;——FlexPendant的使⽤和存放应避免被⼈踩踏电缆;——切勿使⽤锋利的物体(例如螺钉旋具或笔尖)操作触摸屏,应⽤⼿指或触摸笔(位于带有USB 端⼝的FlexPendant的背⾯)去操作⽰教器屏幕;——定期清洁触摸屏;——切勿⽤溶液、洗涤液或擦洗海⾯清洁FlexPendant ,使⽤软布蘸少量⽔或中性清洁剂清洁; ——没有连接USB 设备时必须盖上USB 端⼝的保护盖。
4.3 ⼿动模式下的安全4.3.1 在⼿动减速模式下,机器⼈只能减速(250 mm/s 或更慢)操作(移动)。
ABB机器人配置伺服点焊焊枪教程

ABB机器人配置伺服点焊焊枪教程“非常实用详细的ABB机器人配置外部轴,伺服点焊焊枪的教程。
必须收藏”01—导入伺服电机的MOC1、选择配置—motion—文件—加载参数:2、选择加载参数并替换副本,点击加载,路径选择USB,找到需要加载的MOC.cfg文件(ABB软件RobotStudio可以获取到外部轴的MOC模板):3、注意moc文件分直驱与皮带两种:4、确定之后重启(重启完成之后示教器右上角会出现齿轮状图标);02—焊枪校准1、微校找零(将焊枪动臂与静臂贴合,进行微校操作)03—做commutation运转1、调用例行程序Commutation并转到例行程序:2、电机上电并执行例行程序:选择OK:根据写屏提示选择正确的选项(此处不一一截图):点击确定,执行完毕.04—焊枪最大开口与最小开口值,计算传动比1、焊枪开口范围(此时先不重启系统):2、计算焊枪伺服电机传动比:通过卡尺,计算器计算出传动比,并将其值填入如图所示的为之中;转动比=显示值/实际测量值*默认值(此时先不重启系统);3、SyncCheckoff设为YES,(确定之后重启):05—调用服务例行程序ManAddGunName调用服务例行程序ManAddGunName,如果没有则运行例行程序ManGunSearch:上电并执行服务例行程序:1、选择Select:2、填入1,确定:3、选择OK:4、选择YES:06—焊枪初始化调用服务例行程序ManServiceCalib(选择2)07—计算最大扭矩新建如下例行程序,更改force值,此时force值中的压力应填写扭矩;如果焊枪说明书中給的最大压力为4000N,将force中的压力值(实际为扭矩值)改为4,时间3秒,板厚为压力计厚度,单步运行SetForce指令,如果打出的压力为3000N,则继续加大force中的压力值(实际为扭矩值),如4.2,直到打出的最大压力为4000N时,记录当前扭矩值(假设打出最大压力4000N时,对应的扭矩为5.2)08—更改配置中的参数1、将得出的扭矩值5.2 填入示教器中(此时先不重启系统):2、更改ramptime值为0.07(此时先不重启系统):3、设置No.ofSpeedLimit2中T orque2与SpeedLimit2中的值:Torque2改为7.2(此时先不重启系统)SpeedLimit2 改为30(此时先不重启系统)4、填写maxforecontrol motor torque值,一般大0.1,5.2 填写5.3:(此时先不重启系统)5、torque absolute max(完成后重启);09—压力标定1、选择焊枪压力校准,上电并执行程序;(注意在压力标定过程中机器人要一直保持上电状态):2、选择1 更改参数:选择1234更改对应的参数,更改完成之后选择back返回:3、选择2进行压力标定,出现如下界面,将压力传感器计放在静电极臂上,注意摆放正确,传感器与静电极臂垂直,点击确定:4、读取压力值,如果压力计显示值不稳定,则点击Retry重新加压;如果压力计显示值稳定则点击确定:5、将读取到的压力值填入示教器(如620N),点击确定:6、按以上方法依次将压力值填入示教器中(此处省去中间部分),第五次加压之后出现如下界面,点击OK:点击NEXT:点击OK:点击OK,如果点击OK之后出现Restart选项,则点击Restart重启,不出现则手动重启,(此时电机下电).10—压力测试1、待重启完成之后将扭矩值改为压力,完成后重启机器人:2、重启完成之后运行SetForce指令,设4-6个不同值测其准确度,接受范围在+/-80N:11—更改参数1、在配置—motion—SGProcess—S_GUN设置最大/最小压力(完成后先不重启):2、更改同步(完成后先不重启):3:更改焊枪加速度(完成后先不重启):12—更改Collision DeltaPosition值运行Setforce指令,将压力设为最大,板厚改为0,保持时间设为十秒,在焊枪关闭时观察手动操作界面中外部轴数值,将其绝对值填入下面的位置中(完成后重启系统):2、更改电极帽补偿百分比:13—焊枪补偿基准设定1、运行以下指令:2、完成之后将其数值做对比,如果数值一样,则配枪成功。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Tune 枪的一般步骤1. 加载伺服焊钳的配置文件1.1 文件位置: Controller hd0a:\RobotWare_5.xx\ utility\ AdditionalAxis\DM1\ServoGun个人电脑(PC) C:\Program Files\ABB Industrial IT\Robotics IT\MediaPool\RobotWare_5.14 \utility\AdditionalAxis\DriveSystem 09 \ ServoGun\DM1 (有三个文件,根据伺服枪的硬件连接选择合适的文件加载)。
1.2 文件名: MxLyBzS_DMd.CFG注: x: motor (logical axis)7轴y: measurement link 第一个接口a) z: board position 1板d: drive module 11.3 加载步骤: ABB - Control Panel - Configuration -File - Load Parameters-Loadparameters and replace duplicates – Load。
2. 定义伺服枪的伺服电机参数(极对数、极对数、最大电流、相电压、电阻、电感、Stall torque(失速转矩)1.1 伺服电机参数设置:极对数(pole pairs):获取方法有两种;一般可以找焊钳生产厂商索取,或者根据经验尝试,一般为2、3、4、5、6中的一个值。
最大电流(Max Current):根据电机上铭牌值写入即可,也可以找焊钳厂家索取。
电阻(phase resistance):=Rw/2 ΩRw的值找厂家索取电感(phase inductance):=Lw/2 H Lw的值找厂家索取失速转矩(Stall torque):Stall torque:失速转矩也称堵转力矩,指在电机轴被外力锁定的约束下,已目标温升为约束,可连续输出力矩的最高值,堵转力矩一般高于额定转矩,改力矩受限于电机的电磁结构和热电阻等因素。
Ke值:永磁电机的反电动势常数Ke。
Ke和Kt之间满足 Ke= Kt/√3关于伺服电机中的Ke、和Kt解释;永磁电机的反电动势常数KE只要电机在转动,必然会有线圈切割磁力线,所以会有反电动势产生。
对于具体的某型号电机,其转动速度越快,则产生的反电动势电压越高。
也即反电动势电压与电机转速成正比。
反电动势常数KE 就是用来表示这种比例关系的。
KE =E/N (式中E为反电动势,单位为V;N为电机转速:单位为KRPM)。
例:用对拖的方法带动某电机以3000RPM的速度旋转,测得该电机的A相与B相之间的电压为30V,则其KE 计算方法如下:KE =E/N=30V/3KRPM=10V/KRPM3.2永磁直流电机的转矩常数KT对于具体的某型号电机,通过电机绕组电流越大,则电机轴产生的转矩越大。
也即电机的转矩与电机绕组电流成正比。
转矩常数KT 就用来表示电机的转矩与通过电机绕组电流之比。
KT = T / I (式中T为转矩:NM, I为电流:A)例:测得某电机轴的输出转矩为0.35NM,测得此时的绕组电流为5A,则其KT计算方法如下:KT = T / I =0.35/5=0.07NM/A3.3 永磁交流伺服电机的KT和KE的关系永磁直流电机的反电动势常数KE和转矩常数KT的关系:当以角速度(1/s)单位进行计算时:Ke= w *P*φ/π=Kt上式中:w—每极总计算导体数B—计算直径柱面上的磁感应强度P—极对数φ—每极磁通………………φ=LτB所以你要知道,其实对于具体某个电机,你只要知道其反电动势常数KE和转矩常数KT这两个参数的任何一个,则另外一个就知道了。
一个重要公式:KT= KE÷104.7(式中KT的单位为Nm/A;KE单位为V/KRPM)例如:某电机的KE=9.39V/KRPM,请问该电机的是KT多大?简易工程计算方法如下:KT= KE÷104.7=9.39÷104.7=0.0897 Nm/A速度的最大值(Speed Absolute Max):Speed(rad/s)= × Speed(m/s)就是将电机的线速度值转化为角速度值,线速度可以从电机上查到。
力矩最大值(Torque Absolute Max):Ke×√3× Max Current !注意:如果力矩算出来的值大于10 ,则取10步骤:ABB-- Control Panel – Configuration-- Motor Type - Motion电机偏移量校准:通过厂家提供数据直接输入:Motor Calibration -CommutatorOffset1. 电机偏移量:这个参数很重要,必须是绝对正确的,否则需要重新进行Tune枪,获得该参数有两个途径:一是通过厂家提供数据直接输入:Motor Calibration -CommutatorOffset或者通过测试计算:调用例行程序 commutator motor。
2. 参考手册 Application manual - Additional axes and stand alone controller3. PositionFine clibration (零点校准) 当一把枪的参数配置完成之后,就可以手动操作焊枪了,首先要进行零点的校准。
手动移动焊钳,使焊枪动臂和静臂上的电极帽刚刚接触,然后步骤如下:ABB--选择要校准的焊枪----电机clibrate parments –点击Fine calibration---calibeate做完上述的操作,焊钳的零点校准就完成了。
Kinematics (测量)transmission Gear ratio(设置减速比)操作方法:把枪打开约5 ㎜,将示教器上的显示值即为 A__Jog__Screen ,然后用游标卡尺测量两个电极帽之间的距离,即为A__measured,按照上述方法,把枪打开约15 毫米,将示教器上的值即为B_Jog_Screen,游标卡尺显示的值即为 B__ measured,新的减速比计算公式为:B_Jog_Screen A__Jog__Screen×old_transm_joint 将所得到的新减速比输入B__measuredA__measured到 transmission Gear ratio 中即可。
!注意:如果焊钳是X 型焊钳,由于焊钳的动作路径不是线性的,所以打开的值不宜太大,否则误差会加大。
Working range(设置焊枪的打开最大和最小值)最大最小开口(Transmission Gear Ratio high、Transmission Gear Ratio low),根据枪的说明书找,最小值减0.005mm,如果是soft 枪参数不同。
将找到的值输入到Arm 参数内。
4.Basic verification(确认基本参数)参考手册Application manual - Additional axes and stand alone添加枪数组,运行例行程序 ManAddGunName使用Test Signal Viewer 定义测试信号,见下表:Signal Recommended scale4 speed_ref 0.16 speed 0.19 torque_ref 118 position 1 (or set to 1000/Gear Ratio, to get the value inmm on the arm side)55 positive torque_limit 156 negative torque_limit 1表5.1运行测试程序使用IndGunMove 指令,运动足够距离保证达到最大速度。
IndGunMove 指令使枪进入自动模式,节结束后通过IndGunMoveReset 指令复位。
波形图如图5.1。
图5.1A speed_refB speedC Markers placed on the peak values.如果不能达到最大速度,在软件中检查转矩限制,如果转矩在最高速度明显减小,表明已达到最大速度。
Stress Duty Cycle-Speed Absolute Max 设置最大速度。
如果转矩达到限制,保证电机偏移正确,减小加速度。
设置加速度Acceleration Data。
调节时注意转矩太大时枪的压力也大。
如果速度波形小于30rad/s OK ,如果太高电机转矩不稳定。
减小KV 值Lag Control Master。
完成后使用IndGunMoveReset 指令复位5. Position control这部分操作主要是对焊钳的运动进行优化,可以减少焊钳运动的时间,主要调节参数Kv、Kp、Ti、Acceleration、Deceleration 等。
对于大部分的焊钳只需要调节Kv(速度变量的增益)值即可。
在Test Signal Viewer软件中或者tune Master中。
步骤:运行软件,使用TuneServo指令;观察转矩值,每次以5%德幅度增加转矩值,直到波形出现明显的震荡,同时可听到枪有噪音发出,可能会出现速度报警,此时的KV值为最大值,图5.2A torque_refB speed计算:新的KV 值=40%*Kv 最大值。
6. Force control改章节主要是对焊枪的压力控制进行优化,提高焊钳压力的准确度。
Friction(摩擦力)由于摩擦力与温度有关,温度越低,摩擦力越大,所以在测试摩擦力的时候,要保证电机不发热。
创建两个MoveJ 指令,让焊钳以6mm/S 的线性速度前后运动,运动中电极帽不要接触。
此时通过Test Signal Viewer 可以得到如下波形:图5.3A speedB torque_ref试克服摩擦力最小速度的转矩,最终值为前进/后退的平均值。
计算公式为:Low speed friction =abs( ____)位置:Collision Alarm Torque - Calibration force low设定最大转矩设置SG Process-Sync check off yes在SG Process 中设置力与转矩的临时关系,设置后重启。
参数值如图5.4图5.4增加转矩\力测量压力,直到达到最大力(枪上参数),将转矩输入到系统。
VAR forcedata force_1 := [1, 2, 17.6, 0];SetForce gun1, force_1;位置:Torque Absolute Max - Stress Duty Cycle -Max Force Control Motor Torque- SG Process设定转矩波形时间保证最大速度时转矩最大。