可焊性操作检验规范
电子料进料通用检验规范
将物料引脚浸入松香內 1 秒后,立即浸入温度为 250℃±5℃ 的锡炉內 3~5 秒,上锡面积应不小于浸锡面积;
V
每批只取其中1-2片作检验
材料名称:电阻器
检验
检验仪器
检 验 方 法 及 规 格 要 求
判定缺点类别
备注
项目
设备工具
CRI
MAJ
MIN
1.包装
目视
每一包装箱外及内盒上是否有相应之品名、规格、料号、供货商、出厂日期,物料标示单上月份标签颜色是否正确;
V
METER
5.DF值
LCRMETER
测试其DF值是否与规格承认书相符(记录数据5PCS);
V
6.防爆
直流电源
施加反向电压使其爆裂,检查是否从防爆孔处爆裂.(5Φ以上电解电容);
V
7.E.S.R
LCR
针对特殊要求之低内阻电解电容,测试其内阻必须小于,等于其标准值;
V
8.绝缘阻抗(适用时)
高压机
不得低于标准值(参照承认书);
V
2.外观
目视
目视检查外观是否不洁、变形、氧化.引脚是否有压伤或压痕;
V
目视检查外观是否破损、字体、正负极标示是否正确清楚,OEM兴安规报备物料须检查来料供货商是否为LIST中指之供货商,与样品是否相符;
V
3.尺寸
卡尺
本体长,宽、厚,孔径、脚径、脚距、编带宽、封装形式是否与承认相符;
V
4.电功能测试
1.包装
目视
每一包装箱外及内盒上是否有相应之品名、规格、料号、供货商、出厂日期,物料标示单上月份标签颜色是否正确;
V
有无混料(包括系列、规格、尺寸、颜色、日期)印字须清晰、包装箱变形、破损等情形;
PCB板检验规范
为使印刷电路板在采购及新品、新厂商承认导入阶段有依循的标准,而订定此文件。
2.范围:本规格书适用于所有机种的印刷电路板采购标准规范。
3.权责:3.1 PCB供应商:有责任提供符合本文相关规范之产品。
3.2采购:开发新厂商阶段要求供应商必须满足相关规范制作产品3.3工程/硬件:在做新产品/新材料导入评估阶段必须确认本规范要求之所有项目,并形成相应记录。
3.4本规格书之位皆高于本公司其它PCB相关之检验规范文件,若本规范未明确定义之处,请参照IPC2相关标准。
4.定义:无5.内容:5.1相关要求:5.1.1结构尺寸要求:依我司LAYOUT设计图面制作,图面未标注部分依本规范要求项要求进行。
5.1.2制作规格要求:5.1.2.1印制板基材要求:单面板指定使用:KB/KH(FR-1/CEM-1板材),双面板及多层板指定使用:生益/KB/国际(FR-4板材)。
5.1.2.2成品板厚度:制作之标准值及误差值,以各类板号材料之设计图面(排版图、单板正反图面)为基准,没有的依以下标准进行:5.1.2.3孔的要求:5.1.2.3.1钻孔要求:所有PCB的孔径均>0.3mm,如有≤0.3mm需与我司设计部确认。
5.1.2.3.2孔径公差:所有双面及四层板之孔径公差规格+0.1/-0mm,锣孔孔径公差规格+/-0.075,但为配合生产插件顺畅,以上限规格生产管控,方形孔规格:直边之规格为所需之规格,非含R角之规格。
5.1.2.3.3孔铜要求:孔铜厚度U≥20μm,为杜绝过孔不良,要求供应商进行二次沉铜。
5.1.2.3.4过孔处理要求:5.1.2.3.4.1常规导通孔处理:所有导通孔必须做100%塞孔处理,以避免过锡炉后产生锡珠短路以及导电泡棉短路现象。
5.1.2.3.4.2开窗处的导通孔处理:开窗处的导通孔孔需塞孔,但距离开窗小于0.1mm或与开窗相切时需与我司设计部人员确认清楚后再制作。
5.1.2.3.5多层板VIA导通孔:绝不允许设计在焊板上,以防止SMI锡膏流失而产生虚焊之品质隐患,若供5.1.2.4成品最小线宽/距及公差:5.1.2.4.1成品最小线宽/距:双面板及多层板为≧0.2mm,单面板要求为≧0.25mm 。
《电子产品检验规程》
《电子产品检验规程》D第一章原物料检验一电容的检验(一):外观1、检验设备:放大镜(50倍)。
2、检验方法及要求:电容外表无破损,引脚无锈蚀,标志内容清晰全面,包括有温度组别,额定工作电压,标称电容量,电容量偏差范围等。
3、判定:电容外表有破损,引脚有锈蚀,标志内容不全者为不合格。
4、缺陷等级:轻微缺陷。
(二)电容量1、检验设备:数显电容容量表。
2、检验方法及要求:按电容容量表的操作方法进行,电容量允许偏差不得超过标称偏差范围,我们目前所用的电容的温度组别多为±20%。
3、判定:测量结果超出允许偏差范围者为不合格。
4、缺陷等级:严重缺陷。
(三)耐压值1、检验设备:耐压测试仪。
2、检验方法及要求:V=标志电压,t=1min。
3、判定:电容引出端耐压测试1min,要求无击穿,无飞弧。
4、缺陷等级:致命缺陷。
(四)可焊性1、检验设备:焊锡槽,放大镜(50倍)。
2、检验方法及要求:将电容器的引脚以纵轴方向浸渍到235±5℃的焊槽中,保持2±0.5sec取出。
3、判定:电容器的引脚经过浸渍过后,表面必须覆盖有一层光滑明亮的焊锡,引脚表面只允许有少量分散的针孔或未上锡的缺陷,且这些缺陷不得集中在同一区域。
4、缺陷等级:严重缺陷。
二电阻的检验(一)外观1、检验设备:放大镜(50倍)。
2、检验方法及要求:色环色彩鲜艳,清晰易辨认,用酒精棉球擦拭无损伤。
3、判定:色环色彩暗淡模糊,不易瓣认,用酒精棉球擦拭后有损伤者为不合格。
4、缺陷等级:一般缺陷。
(二)表面油漆检验1、检验设备:电铬铁(50W),放大镜(50倍)。
2、检验方法及要求:用电铬铁烫电阻,表面油漆在放大镜下观察无起泡、起皮及有裂痕现象。
3、判定:烫后如有起泡、起皮、有裂痕现象,则判别定为不合格。
4、缺陷等级:严重缺陷。
(三)电阻值1、检验设备:精密数显万用表。
2、检验方法及要求:用万用表电阻档测量电阻的阻值,阻值的偏差不得超过允许偏差(色环电阻的最后一环表示该电阻的允许偏差)。
印制电路板的可焊性测试与评价

印制电路板的可焊性测试与评价董丽玲;贾燕【摘要】可焊性是印制板的重要性能指标检验是十分重要和必要的,文章介绍和比较了国内常用的几种可焊性试验方法标准,同时列举了三个常用的测试案例予以操作指导.【期刊名称】《印制电路信息》【年(卷),期】2010(000)011【总页数】5页(P44-47,50)【关键词】可焊性;润湿;焊盘;镀覆孔【作者】董丽玲;贾燕【作者单位】江南计算技术研究所印制板质量检测中心,江苏,无锡,214083;江南计算技术研究所印制板质量检测中心,江苏,无锡,214083【正文语种】中文【中图分类】TN411 引言微电子工业的飞速发展,芯片封装的不断小型化,不仅促进了印制电路板朝高密度、多层化方向发展,同时还对印制电路板的可焊性等工艺提出了更严格的要求。
与此同时,电子产品的无铅工艺,对可焊性的要求也越来越高。
在当前器件引脚、印制电路板焊盘(孔)及至焊点均越来越小型化的情况下,可焊性对产品可靠性的影响至关重要。
因此,本文对印制电路板的可焊性测试与评价将作重点介绍,并进行了此方面的案例分析。
2 可焊性测试的主要标准与方法我国印制电路板的可焊性测试方法的国家标准是GB/T 4677-2002《印制板测试方法》,其对应的IEC标准是IEC 603262:1990《印制板第2 部分试验方法》和IEC 60068220:1979《环境试验第220部分:试验T:锡焊》,后来又有IEC 611893《互连结构和组装件用电工材料试验方法第3 部分:互连结构(印制板)的试验方法》。
国家军用标准是GJB362B-2009《刚性印制板通用规范》,其对应的标准是MILPRF-55110G:2006《刚性印制板通用规范》。
IPC印制板可焊性测试方法标准最早是1970年的IPC-S-801《印制线路板可焊性边缘浸焊测试方法》,美国EIA(电子工业协会)也制定了电子焊接方面的标准。
后来IPC与EIA 共同制定联合标准(Joint Standard),其中印制板可焊性测试方法标准IPC/EIA J-STD-003于1992年4月发布,2003年2月修订为IPC/EIA J-STD-003A,以上方法全部是有铅的方法。
电镀端子品质检验规范和方法

电镀端子品质检验规范和方法电镀端子的检验是电镀完成后不可缺少的工作,只有检验合格的产品才能交给下一工序使用。
通常的检验项目为:膜厚,附着力,可焊性,外观,包装,盐雾实验。
对于图纸有特别要求的产品,有孔隙率测试(30U”)金使用硝酸蒸气法或其它环境测试。
一膜厚:1.膜厚为电镀检测基本项目,使用工具为(X-RAY)膜厚仪,其原理是使用X射线照射镀层,收集镀层返回的能量光谱,鉴别镀层厚度及成分。
2.使用X-RAY注意事项:1)每次开机需做波谱校准2)每星期应至少做一次程式校正3)测量时应根据产品材质及电镀规格选取相配套的测量程式4)对于新产品没有测试程式,应建立测试程式3.测试程式的意义:例:Au-Ni-Cusn ----------测试在黄铜基材上镀镍打底再镀金的厚度。
二.附着力:附着力检测为电镀基本检测项目,附着力不良也是电镀最常见不良现象之一,检测方法有两种:1.折弯法:先用与所需检测端子相同厚度的铜片垫于需折弯处,用平口钳将样品弯曲至180度,用显微镜观察弯曲面是否有镀层起皮,剥落等现象。
2.胶带法:用3M胶带紧牢地粘贴在欲试验样品表面,垂直90度,迅速撕开胶带,观察胶带上有载剥落金属皮膜。
如目视无法观察清楚,可使用10倍显微镜观察。
3.结果判定:a)不可有掉落金属粉末及被胶带粘起之现象。
b)不可有金属镀层剥落之现象。
c)在底材未被折断下,折弯后不可有严重龟裂及起皮之现象。
d)不可有起泡之现象e)在底材未被折断下,不可有裸露出下层金属之现象。
三.可焊性1.可焊性为镀锡的基本功能与目的,如果有焊接后工序要求的,焊接不良是不可接受的。
2.焊锡试验的基本方法:1)直接浸锡法:根据图纸规定,直接将焊锡的部分浸上求求的助焊剂,浸入235度的锡炉中,5秒钟后应缓缓以约25MM/S速度取出。
取出后,冷却至常温时用10倍显微镜观察判定:吃锡面积应大于95%以上,吃锡部位应平滑光洁,无拒焊,脱焊,针孔等现象即判合格。
检验规范【范本模板】

电控板进货检验I Q C2011版常州江之源电子有限公司产品检验规范器件名称 贴片电阻 工序名称 电控进货检验 编 号QC/JTSY-E0-8。
2.4—01电控进货-01第1页 共 2页序 号检测内容、检验方法及技术要求检测工具 仪器及设备 检查水平AQL备注1 外观检验:①盘式结构的支架应完好无破损,器件保护带整洁完好;②支架上应有规格型号和生产 目测 Ⅰ 1.0 厂家标识,且应符合确认书要求;③贴片电阻无损伤,阻值标志正确、清晰、牢固,两端焊盘无 氧化、无污垢、无锈蚀不良现象。
④附有供应商的出厂检验报告,报告内容必须与实物一致. ⑤要求用防静电包装,|静电电压|≤0.2KV,外包装及最小包装要求贴有RoHS 标记。
2 尺寸:符合技术资料要求(具体尺寸请参照具体厂家规格承认书)。
游标卡尺Ⅰ1.5尺寸大小示意图(国巨系列):英制(inch ) 公制(mm) L (mm) W (mm ) T(mm ) 1/10W ,0603 1608 1。
6 0。
8 0.45 1/8W , 0805 2012 2.0 1。
25 0。
50 1/4W , 1206 3216 3。
1 1。
6 0.55 1/3W , 1210 3225 3。
1 2。
6 0.503/4W , 2010 5025 5.0 2.5 0。
55 1W , 251263426.353.10.553 电气性能:用电桥(测试频率设定为100kHZ 、1V ,同时设定好电阻值的偏差范围)或相应精度的万 数字电桥Ⅰ 1。
0 用表测量,要求误差符合规格要求{(3位数字标识)J 误差±5%、(4位数字标识)F 误差±1%}。
4 可焊性:将贴片器件用红胶固定在试验万用板上,过回流焊再过波峰焊。
沾锡面积应大于总沾锡面 回流焊/波峰焊S —1 0.65 积的90%.取出后其电性能不变.注:物料在入库时此项目必检;放大镜设 计审 核更改标记 数 量更改单号签 名日 期更改标记数 量更改单号签 名日 期批 准。
直插式器件焊点检验标准
PCBA直插式器件可焊性标准适用范围本标准规定了PCBA的贴装器件焊点的质量检验标准,绝大部分属外观检验标准。
针对器件失效机理与电应力测试规范,致对电子产品进行PCB工艺制成控制,确保产品有充分的市场运行寿命。
引有标准IPC-A-610C Acceptability for Electronic Assemblies术语和定义冷焊点由于焊料杂质过多、焊前不当的清洗、焊接加热不足所引起的润湿状况较差的焊点,一般呈灰色多孔状。
浸析焊接期间金属基体或涂层的丢失或分离现象。
润湿焊料与焊盘或引线之间的界面的接触角,较小或接近于零度。
支撑孔内壁有金属镀层或其它金属附加物的印制板孔。
非支撑孔内壁没有金属镀层或其它金属附加物的印制板孔。
受扰焊点焊接过程中受到异常抖动而形成的焊点,一般焊点表面有波纹。
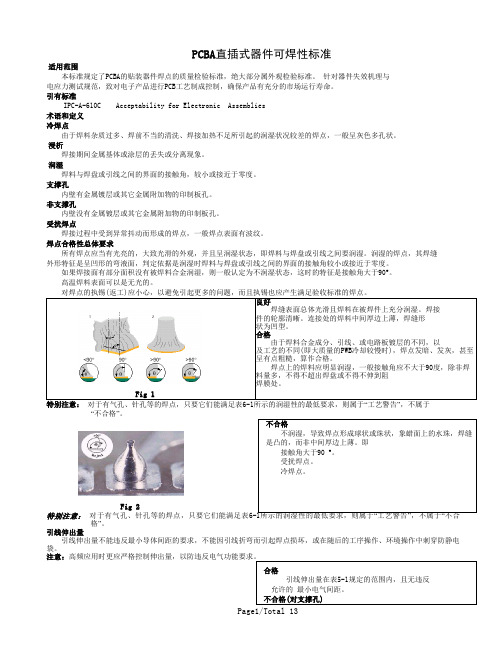
焊点合格性总体要求所有焊点应当有光亮的,大致光滑的外观,并且呈润湿状态,即焊料与焊盘或引线之间要润湿。
润湿的焊点,其焊缝外形特征是呈凹形的弯液面,判定依据是润湿时焊料与焊盘或引线之间的界面的接触角较小或接近于零度。
如果焊接面有部分面积没有被焊料合金润湿,则一般认定为不润湿状态,这时的特征是接触角大于90°。
高温焊料表面可以是无光的。
Fig 1特别注意:对于有气孔、针孔等的焊点,只要它们能满足表“不合格”。
Fig 2特别注意:对于有气孔、针孔等的焊点,只要它们能满足表格”。
引线伸出量引线伸出量不能违反最小导体间距的要求,不能因引线折弯而引起焊点损坏,或在随后的工序操作、环境操作中刺穿防静电袋。
注意:Fig 1支撑孔1 此表格只针对普通元件的要求,电力电子特殊元件详见下面的要求。
2 辅面和主面两边一共最大可以有25%的未填充高度。
3 也适用于非支撑孔的引线和焊盘。
4 也适用于非支撑孔。
不合格:焊点不满足TABLE 2 的要求。
环绕润湿——主面Fig 1Fig 3合格主面焊盘可以不被焊料润湿。
Fig 4Fig 2Fig 3引线弯曲部位的焊料Fig 1Fig 2Fig 4焊锡内的导线绝缘涂层这些要求适于当焊点满足表6-1 而又属于10.1中所述的绝缘导线时的情况。
焊接工艺评定(含试验、检验)规程
焊接工艺评定(含试验、检验)规程1 一般要求1.1 评定人员的资格(1)主持“评定”工作的人员必须是从事焊接技术工作的工程师或焊接技师。
(2)评定试件应由本单位技能熟练的焊工施焊。
(3)对评定试件进行无损检测人员必须是有劳动部门颁发的Ⅱ级以上证书,其他检验人员应有有关部门资格认定。
1.2用于焊接工艺评定的母材应符合设计文件和相应标准的规定,且应有出厂质量证明书或复验证明。
1.3焊条、焊丝、焊剂等焊接材料应符合相应在标准且有出厂质量证明书,焊接用气体应符合有关标准的规定。
1.4 焊接工艺评定所用设备应处于正常的工作状态,仪表、气体、流量计等应合格。
1.5焊接工艺评定应以可靠的母材焊接性能试验为依据,并在产品的焊接之前完成。
属于探讨、选择工艺参数的工艺试验或可焊性试验应在工艺评定前的焊接性试验范围内处理,不属于本规定的范围。
2 焊接工艺评定规则2.1焊接工艺评定应根据设计文件和业主的要求选用评定标准。
(1)锅炉行业的焊接工艺评定应选用JB4420—89《锅炉焊接工艺评定》。
(2)钢制压力容器行业应选用JB4708—2000《钢制压力容器焊接工艺评定》。
(3)压力管道行业应选用GB50236—98《现场设备、工业管道焊接工程施工及验收规范》。
(4)石油化工行业应选用SHJ509—88《石油化工工程焊接工艺评定》。
(5)水利电力行业应选用SD340—89《火力发电厂锅炉压力容器焊接工艺评定规程》。
(6)钢结构焊接工艺评定按JGJ81—2002《建筑钢结构焊接规程》和JB4708—2000《钢制压力容器焊接工艺评定》进行评定。
(7)铁路、钢桥焊接工艺评定应按TB10212—98《铁路、钢桥制造规范》进行评定。
2.2评定对接焊缝焊接工艺时,采用对接焊缝试件。
对接焊缝试件评定合格的焊接工艺亦适用于角焊缝。
评定非受压角焊缝焊接工艺时,可仅采用角焊缝试件。
(1)板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,反之亦可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
质 量 文 件
文 件 编 号
标 题
CT/
可焊性操作检验规范
版 本
A
修改状态
0
页 码
1/2
1.0目的:
阐述可焊性试验的操作方法、试验条件及验收标准
2.0范围:
适用于常泰电子镀镍铜线及镀银钝化的可焊性试验
3.0试验设备与材料:
试验设备
熔锡炉、温度计、显微镜
试验材料
助焊剂(液体松香)、焊锡
熔锡
打开熔锡炉,熔化焊锡,镀银钝化线使熔锡温度保持在245C5C;镀镍铜线使熔锡温度保持在280℃±5℃。
除渣
清除熔锡池表面的浮渣或焦化的助焊剂,熔锡表面应呈银白色状。
上助焊剂
确保试样产品直立浸入助焊剂中1sec,镀银钝化线取出使其直立滴流5sec,镀镍铜线取出使其直立流滴5sec,被测部位不会存在多余助焊剂.浸入深度须覆盖整个待测部分。
定义:
沾锡—--焊锡在被测金属表面上形成一层均匀`光滑`完整而附着的锡层状态,具体见图片A.
缩锡—--上锡时熔化焊锡覆盖了整个被测表面,试样产品离开熔炉后,在被测表面上形成形状不规则的锡快,基底金属不暴露,具体见图片B.
不粘锡—试样产品离开熔锡炉后,被测表面仍然暴露,未形成锡层,具体见图片C.
针孔----穿透锡层的小孔状缺陷,具体见图片D。
图片A (焊接测试合格)图片B(表面形成不规则的锡块)
图片C (线材基底未被锡层覆盖)图片D (表面有小孔缺陷)
质 量 文 件
文 件 编 号
标 题
CT/
可焊性操作检验规范
版 本
A
修改状态
0
页 码
2/2
程序:
试样准备
应防止试样产品沾染油迹,不应刻意的对试样进行清洗`擦拭等清洁工作,以免影响试验的客观性。
上锡
确保镀银钝化试样产品直立浸入熔剂池中5 ,镀镍铜线试样产品直立浸入溶液中1sec,浸入深度须覆盖整个待测部分.
冷却
上锡完成后Leabharlann 置放自然冷却,不可手触摸。验收标准
在30倍的显微镜下观察,针孔`缩锡`不沾锡等缺陷不得集中于一处,且缺陷所占面积不得超过整个测试面积的5%,
可焊性不合格处理
当发生可焊性不合格时,及时通知生产及化验员对生产进行调试,并记录不合格原因。
相关记录
CT/PG-03 《制程检验记录表》
编制:日期:审核:日期:批准:日期:
修改控制
更改状态
更改单号
更改人
更改日期