纸板曲翘变形的解决方案
采取有效措施,解决纸张翘边难题
采取有效措施,解决纸张翘边难题段爱琴【摘要】我公司由于一段时间原料中麦草配比较大.纸张出现严重翘边,造成选纸困难.纸张质量等级下降。
初期采取的方法有一定效果,但没有彻底解决:而后,通过仔细研究和探索。
调整升温曲线和排出烘缸积水,终于彻底解决了纸张翘边难题,现将有关情况介绍如下。
rn1 纸机rn我公司采用1760mm长网多缸纸机。
用自制草浆为主要原料,加入一定比例的碳酸钙、化学添加剂等,生产文化用纸。
【期刊名称】《造纸化学品》【年(卷),期】2011(000)006【总页数】2页(P31-32)【关键词】纸张;长网多缸纸机;化学添加剂;质量等级;升温曲线;文化用纸;碳酸钙;原料【作者】段爱琴【作者单位】新疆天宏纸业股份有限公司,新疆石河子832009【正文语种】中文【中图分类】TS755.9我公司由于一段时间原料中麦草配比较大,纸张出现严重翘边,造成选纸困难,纸张质量等级下降。
初期采取的方法有一定效果,但没有彻底解决;而后,通过仔细研究和探索,调整升温曲线和排出烘缸积水,终于彻底解决了纸张翘边难题,现将有关情况介绍如下。
我公司采用1 760 mm长网多缸纸机,用自制草浆为主要原料,加入一定比例的碳酸钙、化学添加剂等,生产文化用纸。
浆料配比为w[自制草浆(麦草和苇子)]∶w(进口针叶木浆)=85%∶15%。
苇浆打浆度为34~36°SR,湿重为2.0~3.0 g;木浆打浆度为32~34°SR,湿重为8~12 g。
碳酸钙加入量为质量分数30%。
为解决纸张翘边问题,采取了以下措施。
(1)控制纸张水分在合理范围4.0%~5.0%,与周围空气湿度相适应。
如果成纸水分大于周围空气中的平衡水分,纸页暴露在空气中的边,在空气中继续干燥,并向收缩快的正面卷曲。
如果成纸水分小于空气中的水分,纸页的两边在空气中吸湿,就向变形小的反面弯曲,所以要根据空气湿度合理控制纸的水分。
(2)降低打浆度至 30~32°SR。
瓦楞纸板弯翘解决方案

主讲:王维刚
瓦楞纸板弯曲的原因及解决方法
常见瓦楞纸板弯曲的种类
按瓦楞纸板翘曲现象的不同,大致可分 为以下几种: 纵向下弯曲 纵向上弯曲 横向下弯曲 横向上弯曲 S 型弯曲
瓦楞纸板弯曲的原因及解决方法
瓦楞纸板弯曲的原因及解决方法
瓦楞纸板横、纵向的定义:
横向:平行于瓦楞纸板上瓦楞沟槽的方
瓦楞纸板弯曲的原因及解决方法
① 加大双面机预热包角 ② 不影响车速的前提下减少单面 机预热包角 ③ 可能的话降低双面机的上糊量 ④ 稍微增加单面机的上糊量 ⑤ 不得以的情况下降低车速 ⑥ 增加热板温度
瓦楞纸板弯曲的原因及解决方法
① 单面机预热包角加大 ② 可能的话减少单面机的上 糊量 ③ 不牺牲品质的前提下加快 双面机车速 ④ 如果不影响车速的话,减 少双面机的预热包角 ⑤ 单面纸板包喷雾装置,使原纸两 端水份能够平衡 ② 调整糊轮两端间隙,使之 着浆量两端厚薄均匀 ③ 检查热板两端热量是否均 匀(是否出气口堵塞或漏气, 将其修理) ④ 大带张力不均衡或两端磨 损不一致,更换
瓦楞纸板弯曲的原因及解决方法
其它方面
① 根据生产排程(生管系统)中的材质
克重差异类型,提前做好预热面积的调整(如
K=B)
③ 生产过程中及时沟通(打手势或警铃)
② 生产出来的纸板及时翻压堆叠
① 瓦楞纸板各层原纸之间“含水率” ② 涂胶量 ③ 张力 ④ 车速 ⑤ 配材
瓦楞纸板弯曲的原因及解决方法
瓦楞纸板弯曲解决方法
① 减少双面机面纸张力 ② 在天桥上增加张力 ③ 调整单面瓦楞纸预热面积
瓦楞纸板弯曲的原因及解决方法
① 降低天桥的张力 ② 减少天桥堆叠量 ③ 加大双面机面纸张力 ④ 减少单面机预热部刹车力
纸板弯曲解决方案
纸板弯曲解决方案(一)阻止这种现象的出现,可通过同时清除纸板在瓦楞方向上和与机器平行方向上的翘曲(水份含量的不平衡以及纸幅张力)完成。
纸板扭曲通常是由于瓦楞方向上的纸幅张力不均匀(通常发生在双面底纸的粘合处)造成的。
这种不均匀的纸幅张力可能是由辊筒状态(受到损坏并且形状不一致),原纸架和下游设备的纸幅未套准,或者热板上面瓦楞方向上的不同磨擦程度引起的。
此外,瓦楞纸板生产线皮带上,尤其是分裂式皮带上的故障也可能是造成纸板扭曲的原因。
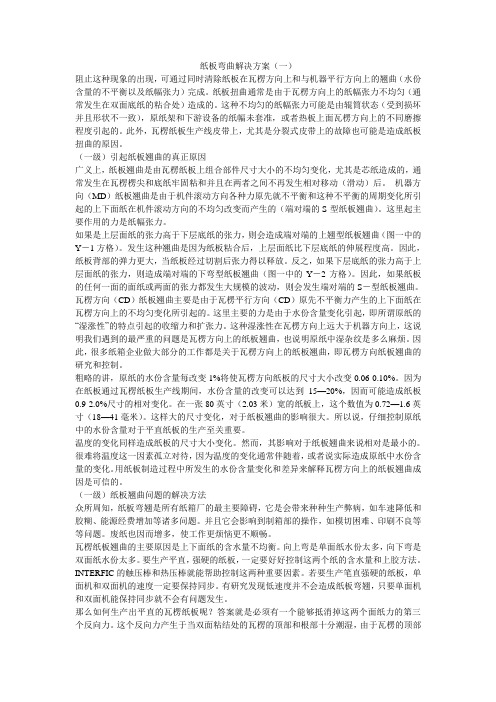
(一级)引起纸板翘曲的真正原因广义上,纸板翘曲是由瓦楞纸板上组合部件尺寸大小的不均匀变化,尤其是芯纸造成的,通常发生在瓦楞楞尖和底纸牢固粘和并且在两者之间不再发生相对移动(滑动)后。
机器方向(MD)纸板翘曲是由于机件滚动方向各种力原先就不平衡和这种不平衡的周期变化所引起的上下面纸在机件滚动方向的不均匀改变而产生的(端对端的S-型纸板翘曲)。
这里起主要作用的力是纸幅张力。
如果是上层面纸的张力高于下层底纸的张力,则会造成端对端的上翘型纸板翘曲(图一中的Y-1方格)。
发生这种翘曲是因为纸板粘合后,上层面纸比下层底纸的伸展程度高。
因此,纸板背部的弹力更大,当纸板经过切割后张力得以释放。
反之,如果下层底纸的张力高于上层面纸的张力,则造成端对端的下弯型纸板翘曲(图一中的Y-2方格)。
因此,如果纸板的任何一面的面纸或两面的张力都发生大规模的波动,则会发生端对端的S-型纸板翘曲。
瓦楞方向(CD)纸板翘曲主要是由于瓦楞平行方向(CD)原先不平衡力产生的上下面纸在瓦楞方向上的不均匀变化所引起的。
这里主要的力是由于水份含量变化引起,即所谓原纸的“湿涨性”的特点引起的收缩力和扩张力。
这种湿涨性在瓦楞方向上远大于机器方向上,这说明我们遇到的最严重的问题是瓦楞方向上的纸板翘曲,也说明原纸中湿杂纹是多么麻烦。
因此,很多纸箱企业做大部分的工作都是关于瓦楞方向上的纸板翘曲,即瓦楞方向纸板翘曲的研究和控制。
涂布纸翘曲问题的原因及控制措施

关键词:涂布纸;翘曲;原因;控制措施Key words: coated paper; warpage; cause; countermeasures涂布纸翘曲问题的原因及控制措施⊙ 何文宽 [玖龙纸业(天津)有限公司,天津宁河 301500]The Cause of Web Warpage of Coated Paper and Its Countermeasures⊙ He Wenkuan (Nine Dragon Paper (Tianjin) Co., Ltd, Ninghe 301500, Tianjin, China)中图分类号:TS7文献标志码:B 文章编号:1007-9211(2022)12-0049-03何文宽 先生助理工程师;负责班组生产运行、质量管理等。
1 纸张发生翘曲的原因纸张翘曲是由于纸张在空气中经过吸潮和水分散发后造成纸面不平整的一种现象,其主要原因是纸张在生产过程中,由于纸张正反面水分不均衡和纸张正反两面自身收缩不同而造成的,纸张水分小的一面相对会比水分大的一面的吸潮速度快或水分散发慢。
就导致了纸张会向相反方向发生翘曲。
通俗地讲,就是哪边水分大纸张就会向哪个方向翘。
主要是由于纸机配置不合理或生产工艺不合理等因素导致的。
纸张发生翘曲尤其在低定量涂布过程中是极容易产生的,不论是机外涂布还是机内涂布。
原纸经过施胶、涂布干燥后,纸张每经一湿一干的循环过程,由于纸张正反两面水分含量不同而发生的纸张变形翘曲等问题,这也是涂布纸极容易出现的一种问题。
2 生产过程中控制纸张翘曲的方法一般情况下,单面涂布纸幅在干燥后两面的水分约相差2%~3%,因此在生产过程中就需要通过提高背面水分均衡两面水分差,来控制纸张翘曲的发生。
在生产过程中控制翘曲的常用方法有以下几种:2.1通过膜转移施胶机调整在目前大部分的纸机生产线上,膜转移施胶机基本上已完全取代传统的浸泡式施胶。
膜转移施胶机相·生产实践PRODUcTiON49Jun., 2022 Vol.43, No.12China Pulp & Paper Industry对于传统的浸泡式施胶,它不仅在生产运行上有很好的优势,在施胶效果以及施胶挂量、横幅施胶控制等方面,也远优于传统的浸泡式施胶。
涂布白纸板的变形问题及解决措施

涂布白纸板的变形问题及解决措施摘要:介绍了涂布白纸板生产过程中平板纸的变形问题,分析了常见的荷叶边变形与翘曲问题产生的原因,并提出了相应的解决措施。
关键词:涂布白纸板;变形;荷叶边;翘曲山东太阳纸业股份有限公司现有3台先进的叠网多缸纸板机,涂布白纸板产量为30万t/a。
其中1台纸机为圆网多缸纸机,有6个1500mm圆网笼,压榨部由一道真空回头预压,两道正压,一道光压组成。
涂布采用一道计量棒预涂加一道气刀形式,涂布后的整饰由一道四辊硬压光,一道光泽烘缸组成。
在涂布白纸板生产初期,平板纸端面出现波浪变形(俗称荷叶边纸病)与正面的翘曲问题,造成纸张进不去印刷机,给印刷厂和客户造成了损失,也影响了产品进一步打开市场。
其中荷叶边纸病尤以南方客户反映较为强烈。
针对荷叶边变形及翘曲问题,太阳纸业成立了攻关小组,对生产全程进行跟踪,并参考有关资料,最终找出了纸病产生的原因,对系统进行了改进。
1 荷叶边纸病1.1 原因分析由于太阳纸业采用圆网成形器抄造涂布白纸板,成形网与压榨毛布洗涤不彻底,成品纸纵横向定量差、水分偏差较大,加之下机水分控制不合理,从而导致纸页下机后在完成工段的切选、运输及印刷厂的使用过程中,发生吸湿或放湿反应,纤维组织同时产生伸长或收缩。
由于纤维组织的不均衡,使定量、水分不均衡,导致纸页各部变化比例不一致,从而产生荷叶边等纸病。
根据经验若在纸页下机水分控制不合理,比如下机水分偏低时,纸页会因长期吸湿引起变形,其中,产生荷叶边变形问题最严重。
1.2 解决措施太阳纸业针对存在的荷叶边纸病问题,进行了相应的整改。
1.2.1 合理控制纸页下机水分首先通过实验确定各种纸张的平衡水分,并模拟印刷厂的环境温湿度,将各种定量的纸样存放一定时间后,再检测其平衡水分;然后参考平衡水分制定下机水分。
太阳纸业过去由于片面追求挺度指标,致使下机水分控制偏低,造成后序过程吸湿变形。
以250g/㎡产品为例,将纸页下机水分由原来的6.5%提高到7.5%后,荷叶边变形问题明显减轻。
瓦楞纸板各种常见纸病的解决方案
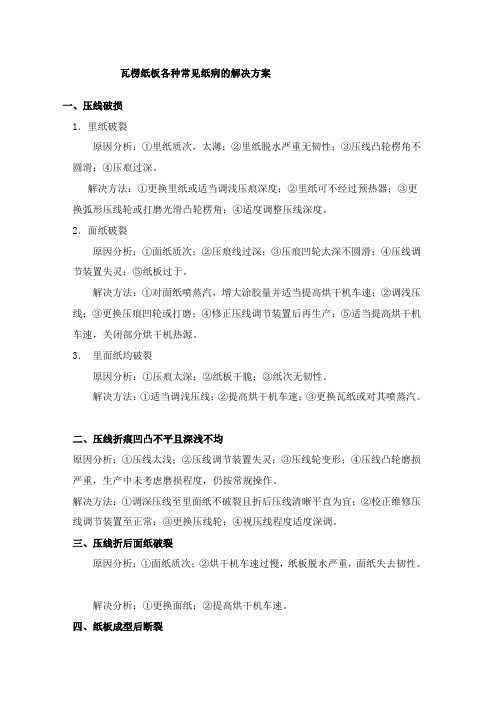
瓦楞纸板各种常见纸病的解决方案一、压线破损1.里纸破裂原因分析:①里纸质次,太薄;②里纸脱水严重无韧性;③压线凸轮楞角不圆滑;④压痕过深。
解决方法:①更换里纸或适当调浅压痕深度;②里纸可不经过预热器;③更换弧形压线轮或打磨光滑凸轮楞角;④适度调整压线深度。
2.面纸破裂原因分析:①面纸质次;②压痕线过深;③压痕凹轮太深不圆滑;④压线调节装置失灵;⑤纸板过于。
解决方法:①对面纸喷蒸汽,增大涂胶量并适当提高烘干机车速;②调浅压线;③更换压痕凹轮或打磨;④修正压线调节装置后再生产;⑤适当提高烘干机车速,关闭部分烘干机热源。
3.里面纸均破裂原因分析:①压痕太深;②纸板干脆;③纸次无韧性。
解决方法:①适当调浅压线;②提高烘干机车速;③更换瓦纸或对其喷蒸汽。
二、压线折痕凹凸不平且深浅不均原因分析:①压线太浅;②压线调节装置失灵;③压线轮变形;④压线凸轮磨损严重,生产中未考虑磨损程度,仍按常规操作。
解决方法:①调深压线至里面纸不破裂且折后压线清晰平直为宜;②校正维修压线调节装置至正常;③更换压线轮;④视压线程度适度深调。
三、压线折后面纸破裂原因分析:①面纸质次;②烘干机车速过慢,纸板脱水严重,面纸失去韧性。
解决分析:①更换面纸;②提高烘干机车速。
四、纸板成型后断裂原因分析:①瓦纸质次;②纸板过分干燥;③成型工序设备调节不当;④压线太浅,瓦楞未压扁或成型后折叠摇盖时高强瓦楞将面纸撑破,瓦楞随之断裂。
解决方法:①更换瓦纸;②保证纸板含水量在10±3左右;③注意成形各工序的设备调节并调至最佳状态;④烘干机加速并加大涂胶量,压线调深。
五、纵切毛边原因分析:①分纸刀已钝或刀刃有缺口;②上下刀咬合过深;③上下刀之间有间隙。
解决方法:①打磨或更换新刀;②调节上下刀重合至最佳状态;③将上下两刀靠紧,用手转动刀轮,灵活不伤刀为宜。
六、横切纸板拖尾原因分析:①横刀已钝;②横切刀上下两片咬合不正,纸板切不断的部位在机械力作用下带起撕裂的面瓦纸;③横切机瞬时加速调节不当,引起阻纸。
瓦楞纸板翘曲因素及解决方法(二).doc

瓦楞纸板翘曲因素及解决方法(二)在此再重复原纸水份问题,翘曲是由瓦楞纸板的两面挂面纸的水份不平衡造成的。
关于所使用的原纸水份的影响问题CID做过大规模实验,即将不同水份的原纸做单面瓦楞纸板的面纸与瓦楞纸板的面纸,调查原纸水份和翘曲关系。
使用单面瓦楞纸板的挂面纸比瓦楞纸板的面纸水份多3%的纸卷时,92%成为上翘曲。
使用瓦楞纸板的面纸水份比单瓦楞纸板的挂面纸水份多3%的纸卷时,75%成为下翘曲。
故再选择原纸时,挂面纸(单面机的挂面纸与瓦楞纸板的面纸)的水份波动必须保持3%以内。
作为解决上翘曲,除了原纸水份之外再瓦楞纸板机上还要注意:(1)增加单面瓦楞机处的预热机与预处理机的包角。
(2)尽量减少单面瓦楞机的上胶量。
(3)减少过桥上单面瓦楞纸板的堆积量,尽可能保持单机瓦楞机与双面机的速度一致。
(4)尽量减少瓦楞纸板再裱糊机处的上胶量。
以上4条都是为了解决纸板上翘,尽可能减少单面瓦楞纸板进入双面机时水份过多设置的。
同时为了尽可能增加瓦楞纸板面纸的含水量,应注意:(1)减少面纸再预热机上包角。
(2)使原纸的拉伸适当。
(3)降低双机机的加热温度,或是增加速度。
除此以外还要注意:(1)备有高低不平瓦楞的单面瓦楞纸板。
(2)胶的粘度和浓度适当。
(3)进入双面机的单面瓦楞纸板不能扇动。
(4)在双面机上压辊压力适中,横向加压均匀。
以上已对纸板向上翘曲与向下翘曲的原因及向上翘曲的解决方法进行了介绍,而下翘曲的解决方法从上所述中已不难找到,在此不一一例出。
2、S型翘曲上翘曲和下翘曲都是单纯的翘曲,S型翘曲和以后叙述的对角翘曲,是痕麻烦的翘曲。
发生这种翘曲时在生产线收纸处要以10-20张纸板为一组进行翻转180度方可堆积起来。
同时,这种翘曲严重时,除用上述方法堆积外,上面还要加上重物来压平翘曲,否则会造成后道制箱工序上的障碍。
发生S型翘曲的原因是;(1)挂机纸卷的横向的湿条斑。
(2)挂面纸卷筒边的水份大。
(3)双面机加热温度不均匀。
瓦楞纸翘曲的原因以及解决方法
线 要注 意这 一 因素 。
理机的包角等手段控制纸板的张力;可控制瓦楞纸
板生产线的车速在稳定的状况下运行 ,合理减少桥
架上的堆积量而不使其过载。
所引起的上下面纸在机件滚动方向的不均匀改变而
产 生 的 ,这里 起 主要作 用的 力是纸 幅张 力。 如 果 上 层 面纸 的 张 力板 翘 曲 ,见 下图所 示 。 这 是 因为 瓦楞 纸板 黏 合后 ,面板 比里 纸 的伸展 程 度
( 水分含量的影响 1)
粗略地讲 ,原纸的水分含量每改变1 ,将使瓦 %
楞方 向上瓦楞 纸板 的尺寸 改 变00% . 。 因为在 . 一01 6 %
曲和复合型翘 曲五种 。按照瓦楞纸板翘 曲的方 向
不 同 分 为 :机 器 方 向 (MD)纸 板 翘 曲 、 瓦楞 方 向
原纸通过瓦楞纸板生产线期间,水分含量的改变可
8 各层 瓦楞 纸 板 张 力 不 平衡 也 会 引起 纵 向翘 . 曲 ,要 注意 调整 好 面纸和 各层 瓦楞 纸 的输送 张 力。 9 选 用原 纸 时 ,确 保其 水分 含 量的均 匀 度控 制 .
免瓦楞纸板翘 曲现象的发生 ,这是减少消耗、降低 成本的有效途径。本文主要分析瓦楞纸板翘 曲的原
因,并提 出可行 的解 决方 法。
一
、
瓦楞纸板翘 曲现象 的分类
向上 远远 大于 在机 器运行 方 向上 。
按瓦楞 纸 板翘 曲的种 类大 致可 分 为 以下几 类 : 纵 向正翘 曲、纵 向反翘 曲、横 向正 翘 曲 、横 向反翘
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4、必要时对其它可能影响纸张和纸胚横向张力不均的各个部位也应进行检查纠正。
5、检查各加热滚筒及双面机的加热板是否有局部漏气,造成横向两端温度失衡而影响纸板曲翘。
原纸干湿不匀
1、原纸在制造时水分分布不均或使用前曾有局部受潮都是影响纸板曲翘的重要因素,如果干湿差异小曲翘现象轻微,可采用将纸板正反交替堆叠的办法靠纸板自重压力使之减轻曲翘程度。
面、里衬纸的定量等级差别过于悬殊
更换原纸搭配
横向(下)曲翘
里衬纸的原纸含水量过高
1、增加面衬纸在双层预加热器上的加热缠绕面
2、使用粘度较高的粘合剂,减少单面瓦楞纸胚在双层胶水机上的施胶量。
3、减少单面瓦楞纸胚的里衬纸表面在双层预加热器上的缠绕面。
4、增加双面机加热板的温度
5、增强双面机上重力辊的压力。
3、在实施纠正曲翘缺陷的措施时,应注意防止可能产生的负效应作用,控制必须有度,渐次增减调节幅度,适可而止。
4、曲翘的纸板经控制处理后,若最终还达不到理想程度,还可以在纸板刚输出时趁其尚未完全冷却定型,将纸板以反向交替堆叠的方式补救。
瓦楞纸板曲翘变形的解决方案大全(一)
不良现象
原因
控制办法
横向(上)曲翘
里衬纸的原纸含水量过高
1、增加里衬纸在预加热器上的缠绕面。
2、减少面衬纸在双层预加热器上的缠绕面。
3、增加单面瓦楞纸胚的里衬纸表面在双层预加热器上的缠绕面。
4、提升部分双面机上的重力辊,减轻里衬纸上面的皮带压力。
5、降低双面机加热板
纵向(下)曲翘
里纸张力过度
1、调节桥架末端的张力控制器,增加单面瓦楞纸胚的运行张紧度。
2、调节面纸张力装置,减少面纸的运行张紧度。
面纸水分过高
在张力控制调节后还不能有效消除曲翘时,可参考“横向(下)曲翘”的控制方法进行相应的处理,使面、里纸的含水分相对均衡,若仍然无效应刚换面纸原纸。
横向“S”形曲翘
操作运行存在缺陷
1、检查胶水系统的刮胶辊与施胶辊、施胶gun与下瓦楞辊之间的间隙平行度,防止因两端间隙失衡施胶厚薄不均造成纸板横向产生S形曲翘。
2、检查上述胶水系统各相关滚筒本身的表面平行度和光洁度是否存在缺陷并及时处理改善,避免因滚筒局部磨损过度、缺口凹损或污物积集等原因影响施胶不均。
其它说明
1、上述所列有关纸板曲翘的种种原因分析,均为可能导致纸板曲翘的具体因素,但是事实上实际构成纸板产生某种曲翘现象的具体因素不一定都会同时存在,这些因素有可能是并存的也可能是单一的。
2、上列关于纸板曲翘控制办法中的种种具体措施,均为可供对应选择的对策和手段,这些办法措施有的只需采取其中的一项就可能解决,有的要兼施并用才能奏效。
6、降低双面机的运行速度。
7、必要时可在纸板的里衬纸表面上增加蒸气喷淋量。
加热部位的温度和速度失常
1、双面机加热板和双层预热器加热滚筒表面的正常温度调节应达到175℃.
2、面衬纸在预加热器加热滚筒上的正常接触时间约需1秒钟,若不足可增加面纸在加热滚筒上的缠绕面或放慢运行速度。
3、按正常的要求,纸板通过双面机烘干部的时间全程约需3秒钟,若不足应降低纸板运行速度。
纵向(上)曲翘
里衬纸张力过度
1、调节桥架末端的张力控制器,降低单面瓦楞纸胚的摩擦拉力。
2、减少桥架上单面瓦楞纸胚的堆积储留量,以减轻其在运行中的拖带拉力。
3、检查桥架上瓦楞纸胚的挡板的松紧度是否适当,防止纸胚因运行不畅而产生张紧过度。
4、必要时可适量增加面衬纸的运行张力。
里衬纸水分过高
更换原纸搭配
瓦楞纸板曲翘变形的解决方案大全(二)
2、如果原纸干湿不匀情况严重,纸板明显曲翘呈S形则应替换原纸。
边角弯扭曲翘
(对角扭曲)
(绞边扭曲)
(上翘扭曲)
(下翘扭曲)
原因:边角弯扭曲翘现象没有固定的规则形态,造成扭曲的原因也是变化不定的,对于不同扭曲现象的成因必须分别作具体分析。总的说边角弯扭曲翘的成因同样的不外乎是由于各种原纸的品质、定量的差异和纸板加工过程中因纸张的温度、湿度、张紧度发生变化造成纸板定型后某些部位张缩失衡所致。
6、提高双面机的运行速度。
7、改用特殊配制的高浓度的粘合剂。
8、如确认里衬原纸的含水量存在严重超标应替换原纸。
单面瓦楞裱合水分过多
1、缩小刮胶辊与施胶辊、施胶辊与下瓦楞辊两者之间的间隙,减少单面瓦楞的施胶量。
2、调小蒸气喷淋量,减少芯纸的预调节水分。
3、减少单面瓦楞纸胚在过桥时的堆积储留量,一般不超过桥总长度的1/3~1/4,增加纸匹展开行进的长度和时间。
控制办法:1、仔细分析纸板出现扭曲现象的具体原因,确定哪些是造成本批边角扭曲翘的主要因素和同这些因素相关的部位,然后参照前面几种纸板曲翘变形控制办法中相对应的措施进行控制和处置。
2、在一般情况下,这类边角弯扭曲翘的现象并不是很常见的,但是这种情况一旦出现,由于其原因错综复杂相互交错,各种不同因素不易掌握,控制时难度较大,有时难免会产生某种负效应,顾此失彼;而且边角弯扭曲翘的成因相当大的因素是由于原纸本身存在严重缺陷,胀缩差率大且不匀称,若控制无效只好把不良程度严重的原纸换掉。