转炉水冷炉口进出水管漏水的处理(6)
转炉烟道漏水应急预案

一、总则1.1 目的为确保转炉生产安全,降低因烟道漏水造成的经济损失,提高应急处理效率,特制定本预案。
1.2 适用范围本预案适用于转炉烟道漏水事件的应急处理工作。
二、应急组织与职责2.1 应急组织成立转炉烟道漏水应急指挥部,负责组织、协调、指挥烟道漏水事件的应急处理工作。
2.2 应急职责(1)应急指挥部负责全面组织、协调、指挥应急处理工作;(2)生产部负责组织生产调整,确保生产秩序;(3)设备部负责组织设备抢修,确保设备正常运行;(4)安全部负责现场安全监管,确保人员安全;(5)人力资源部负责应急人员调配,确保人力充足;(6)物资供应部负责应急物资供应,确保物资充足。
三、应急响应3.1 事故报告(1)发现烟道漏水后,立即向应急指挥部报告;(2)应急指挥部接到报告后,立即启动本预案,组织开展应急处理工作。
3.2 应急处理(1)现场警戒:应急指挥部组织人员进行现场警戒,确保无关人员远离事故现场;(2)人员疏散:将事故现场附近的人员疏散至安全区域;(3)设备隔离:切断事故烟道的供气、供电等设施,防止事故扩大;(4)应急抢修:设备部组织抢修人员,迅速查明漏水原因,采取相应的抢修措施;(5)应急监测:安全部组织人员对事故现场进行监测,确保无安全隐患;(6)生产调整:生产部根据事故情况,组织生产调整,确保生产秩序;(7)信息发布:应急指挥部及时向公司领导和相关部门汇报事故情况,对外发布相关信息。
四、应急恢复4.1 事故处理完毕后,应急指挥部组织相关人员进行现场清理,恢复正常生产;4.2 对事故原因进行调查分析,制定整改措施,防止类似事故再次发生;4.3 对参与应急处理人员进行表彰和奖励。
五、应急保障5.1 人员保障:人力资源部负责应急人员的调配,确保应急处理工作的人力需求;5.2 物资保障:物资供应部负责应急物资的供应,确保应急处理工作的物资需求;5.3 资金保障:财务部负责应急处理工作的资金保障。
六、附则6.1 本预案由转炉烟道漏水应急指挥部负责解释;6.2 本预案自发布之日起实施。
转炉汽化烟道末段漏水原因分析及改进措施
116管理及其他M anagement and other转炉汽化烟道末段漏水原因分析及改进措施宋君瑞(河钢乐亭钢铁有限公司,河北 唐山 063011)摘 要:从水质、管道材质、烟道结构及循环方式等方面进行分析,找出转炉汽化系统末段烟道漏水的原因,并针对问题给出相应的参考方案,以提高末端烟道的使用寿命,保证生产稳定运行。
关键词:转炉;末段烟道;漏水;使用寿命中图分类号:TF341.1 文献标识码:A 文章编号:11-5004(2021)20-0116-2收稿日期:2021-10作者简介:宋君瑞,男,生于1989年,山东德州人,工程师,硕士,研究方向:冶金机械。
在整个炼钢工艺中,转炉汽化系统主要通过将烟道内冷却软水变为水蒸汽,以达到吸收烟气热量及降低烟气温度的目的,并通过蓄热器稳压后外送蒸汽发电机组进行发电。
同时,作为转炉炼钢工艺的一部分,汽化烟道疏导吹炼时产生的烟气进入除尘系统,直接参与炼钢生产[1],在冶金生产中占有十分重要的地位。
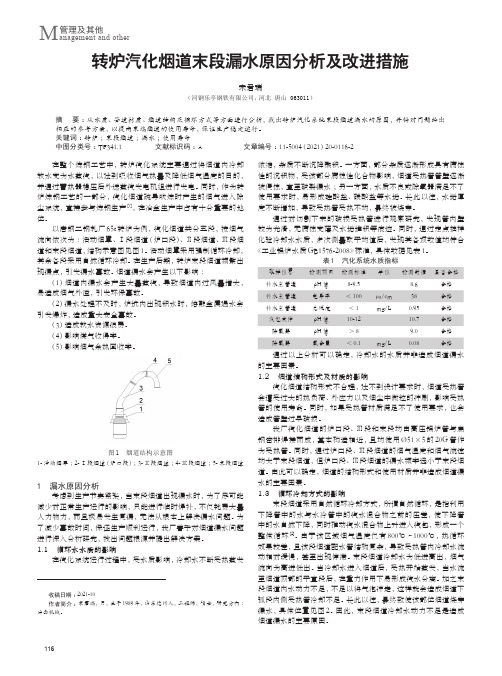
以唐钢二钢轧厂65t 转炉为例,汽化烟道共分五段,按烟气流向依次为:活动烟罩、Ⅰ段烟道(炉口段)、Ⅱ段烟道、Ⅲ段烟道和末段烟道,结构示意图见图1。
活动烟罩采用强制循环冷却,其余各段采用自然循环冷却。
在生产后期,转炉末段烟道频繁出现漏点,引发漏水事故。
烟道漏水会产生以下影响:(1)烟道内漏水会产生大量蒸汽,导致烟道内过风量增大,易造成烟气外溢,引发环保事故。
(2)漏水处理不及时,炉坑内出现积水时,熔融金属遇水会引发爆炸,造成重大安全事故。
(3)造成软水资源浪费。
(4)影响煤气收得率。
(5)影响烟气余热回收率。
图1 烟道结构示意图1-活动烟罩;2-Ⅰ段烟道(炉口段);3-Ⅱ段烟道;4-Ⅲ段烟道;5-末段烟道1 漏水原因分析考虑到生产节奏紧张,当末段烟道出现漏水时,为了尽可能减少对正常生产运行的影响,只能进行临时焊补,不仅耗费大量人力物力,而且极易发生复漏,无法从根本上解决漏水问题。
50t电炉水冷件漏水故障的分析及解决措施

区域治理综合信息50t电炉水冷件漏水故障的分析及解决措施王远平东北特钢集团大连特殊钢有限责任公司炼钢厂,辽宁 大连 117000 摘要:本文介绍了东北特钢集团大连特殊钢有限公司炼钢厂50t电炉的工作原理和特点,对电炉水冷件频繁漏水的故障原因进行了分析,并制定相应的解决方法。
关键词:炉盖;电炉;水冷件;铜模块东北特钢集团炼钢厂50吨电炉,设计年产量32万吨。
2009年50吨电弧炉热负荷试车一次成功并正式投入生产。
生产过程中存在水冷炉盖、碳氧枪系统水冷铜模块、炉盖与上炉壳配套的金属软管等频繁漏水故障,导致电炉热停时间长,影响炼钢厂的正常生产进度,同时存在安全隐患。
一、设备概述与工作原理50t电炉采用了整体大平台结构、水冷炉壁、氧气、燃气、碳粉的喷射模块化系统,50MVA超高功率,出钢槽炉体底部搅拌,偏心底与出钢槽炉壳的互换等最先进技术。
其主要技术参数:炉壳直径5400mm,电极直径508mm,电极节圆直径1050mm,电极横臂间中心距离700mm,冷却水总量1143m•/h。
电炉熔炼是利用石墨电极与铁料(铁液)之间产生电弧所发生的热量来融化铁料。
铁液是在熔渣覆盖条件下进行过热和调整化学成分的,在一定程度生能避免铁液吸气和元素的氧化。
二、电炉水冷件漏水故障及其分析1 碳氧枪系统水冷铜模块漏水故障分析碳氧枪系统水冷铜模块为进口铜模块,设计形式存在缺陷,冷却效果不好,铜模块容易烧损漏水,严重影响生产进度。
进口铜模块使用寿命短,引进价格高,加工周期长,更换铜模块费时费力,严重影响生产进度。
进口铜模块设计形式如图(一),首先将不锈钢管做成环状形式,然后把不锈钢管放入模具内浇铸成铜模块。
由于不锈钢与铜的受热膨胀率不同,冶炼时,高温会使铜模块与不锈钢管之间会产生缝隙,铜模块冷却效果差,导致钢水对铜模块侵蚀严重。
改进后铜模块的设计形式取消了不锈钢管结构。
首先用蜡模做成环状形式,然后将蜡模放入模具内浇铸成铜模块。
由于铜模块材质全为铜制,从而解决了因材质的膨胀率不同,导致铜模块的冷却效果不佳的缺陷。
转炉炉内进水事故应急预案

一、目的为确保转炉炼钢生产安全,针对转炉炉内进水事故可能造成的严重后果,制定本预案,以指导事故发生时的应急响应和处理。
二、适用范围本预案适用于转炉炼钢生产过程中因各种原因导致的炉内进水事故。
三、事故原因分析1. 转炉设备故障,如氧枪、烟道、烟罩、炉口等漏水;2. 耳轴、炉口、进水管等漏水严重;3. 兑铁时产生大喷;4. 补炉后第一炉拉碳、放钢时塌料及炉内碳、氧剧烈反应导致大喷;5. 炉口、烟道、烟罩漏水,造成炉口粘渣潮湿,兑铁时铁水溅到炉口产生爆溅;6. 炉口、烟罩等水冷件内部供排水失衡;7. 在冶炼过程中,氧枪金属软管爆炸;8. 兑完铁水摇炉及冶炼终点拉碳、放钢倒炉时,由于操作失误或倾动系统电气、机械故障导致铁水或钢水泼地事故;9. 冶炼时氧枪粘枪严重,提不出氮封口;10. 吹炼过程中氧枪不动;11. 炉后吹氩时上层平台发生漏水进钢包;12. 拉碳结束倒不下炉(氧化性过强、泡沫渣过多等原因);13. 转炉开吹打不着火;14. 吹炼过程发现氧枪氧气关不住;15. 转炉冶炼剩钢剩渣操作时;16. 出钢过程中炉子摇不动(钢渣混出,作废钢水处理)。
四、应急响应1. 报警与通知:一旦发现炉内进水事故,立即启动应急预案,并向厂部及相关部门报告事故情况。
2. 现场处理:- 立即停止加料,降低转炉操作压力;- 检查漏水原因,采取措施修复漏水点;- 对进水区域进行清理,防止水蒸气扩散;- 加强炉内气氛控制,防止发生爆炸;- 对炉内进行搅拌,避免钢水粘附在炉壁;- 根据事故严重程度,决定是否停炉处理。
3. 人员疏散:在确保安全的前提下,组织相关人员撤离事故现场。
4. 医疗救护:对受伤人员进行急救,并送往医院治疗。
五、后期处理1. 事故调查:对事故原因进行调查分析,查明责任。
2. 设备检查:对事故设备进行全面检查,确保设备安全运行。
3. 员工培训:加强员工安全意识培训,提高应对突发事件的能力。
六、附则1. 本预案由炼钢厂安全管理部门负责解释。
WA6111 转炉水冷部位漏水、炉壳烧穿爆炸事故应急专项预案
1 目的和适用范围1.1 预防和控制重特大事故发生。
1.2 最大限度地减少事故损失,避免事故扩大。
1.3 本预案适用于转炉钢厂两台转炉部件漏水和炉壳烧穿事故。
2 可能发生事故的部位基本情况转炉炼钢厂有两台转炉,转炉在冶炼过程中,由于操作不当造成转炉水冷部件漏水、炉壳烧穿,未及时处理或处置不当,造成转炉爆炸事故的发生,是重点管理的关键设备之一。
3可能的事故模式、原因分析和后果根据转炉作业特性,主要有3种事故模式:3.1 转炉水冷部件漏水,未及时发现,冷却水进入炉内与高温钢液相混,发生爆炸,导致现场操作人员伤亡或设备受损。
3.2 转炉水冷部件漏水,操作人员发现,但炉内有大量积水,检修人员和操作人员处置不当,摇动炉体发生爆炸,导致现场操作人员伤亡或设备受损。
3.3 转炉炉壳烧穿,大量的钢水进入炉下渣道内,渣道内有积水,发生爆炸,导致现场人员伤亡或设备受损。
4 事故处置4.1 转炉水冷部位发生漏水事故时应急救援处置预案:编制: 审核: 批准:页数:第2页共6页4.1.1 操作人员提枪,停止供氧,并迅速关闭炉体冷却水供水阀门,无法关闭的立即通知点检人员关闭冷却水阀门。
4.1.2 班组长检查炉内漏水情况,并严禁摇动炉体,如遇危及人身安全时,(如产生爆炸等危害),迅速撤离现场。
4.1.3 班长立即向值班主任和转炉作业长报告,转炉作业长、值班主任及时到现场察看,评估险情并向主管领导汇报,同时组织人员紧急处理故障。
4.1.4 值班主任应立即组织电工、钳工查明原因排除险情。
关闭漏水部位水阀门,等待炉内积水自然蒸发,确认积水蒸发完后再动炉检修。
4.1.5 如转炉漏水扩大,值班主任应组织相关岗位人员,积极参加抢修。
4.1.6 如险情无法控制,值班主任或转炉作业长立即指挥操作人员撤离现场,并向厂长汇报;同时向公司总调汇报事故情况。
4.1.7 如转炉发生爆炸,值班主任应立即向公司总调汇报事故情况,并组织人员开展自救,炉前发生重大伤亡或设备受损事故,值班主任组织相关岗位人员,将伤员抬到厂门口,等待医院救护车。
LF炉水冷炉盖漏水的原因分析与解决方案
(5) 现有炉盖均采用修复品,修复过程中只能 对部分管路进行更换。多处管路管壁老化变薄, 膨胀系数下降,在热交变应力的作用下,经常在焊 接处开裂。
(6) 无压回水方式的进水回水压差较小,并且 水量为自由分配,导致部分管路水流量较低,冷却 水无法充满管路。
第37卷2019年第4期(总第202期)
技术改造与改进
LF炉水冷炉盖漏水的原因分析与解决方案
董水秀史页殊贾东升尚德良 (鞍钢股份皱鱼圈钢铁分公司炼钢部 营口)
【摘要】针对LF炉水冷炉盖漏水事故的原因,对水冷炉盖内部结构、进水回水管路方式进行改造,使得 水冷炉盖的在线使用寿命提高一倍以上。
【关键词】LF捕嫁欢水冷欢K 漏水设备改造
水冷炉盖主要起钢水保温,保持还原气体气 氛,减少电极氧化,烟气除尘等作用,为密布管式 水冷结构,一旦炉盖出现漏水,将导致出现严重安 全隐患或事故,并宜接影响正常生产。皺鱼圈钢
铁分公司炼钢部钢水精炼LF炉属连铸生产的关键 环节,所有重点品种钢几乎都需经电炉处理,但由 于LF炉水冷炉盖漏水经常造成设备事故,其占比 达到连铸区域2018年全年设备事故的50%。成为 限制炼钢部产能的瓶颈环节,给企业生产造成严 重损失。
[Abstract ] Based on the causes of water leakage at the LF water cooling furnace cover, the internal structure of the water-cooling furnace cover and the way of inlet and outlet water pipeline are modified. It makes the online service lifetime of the water cooling furnace cover increase by more than one time.
加热炉汽化冷却水管漏水分析及解决措施
1根 , 管立 柱 4根 ; 单 均热段 的纵 梁 ( ) .9 冷 动 8 0 7m(
态 ,.4m 热 态 )+纵梁 ( ) . 9 冷 态 ) 有 双 82 定 8 0 7m( , 管立 柱 1 , 管立柱 4根 。设计 时 , 了保 证 l 常 根 单 为 l 卜 工作 时立 柱管 能 够垂 直 承 受 力 , 装 时在 整 个 纵 梁 安
水, 而定 4水梁 倒 塌 的原 因是 调节 阀 “ 蛋 ” 缺 水 掉 ,
后倒 塌 。
( )0 8年 事 故 前 烘 炉 过 程 中记 录 的 原 始 数 3 20
据, 包括循 环 泵 出 口总管 水量 、 各个 回路水 量 以 及在 烘 炉前用 手持 式 流 量计 标 定 在 线 流量 计 的数 据 , 均
梁上 , 而且发 生 区域 在 双立柱 管 附近 。到 目前 为止 , 加 热段 动梁 的动 4、 1 动 3均 已发生 漏水 事故 , 动 、 只 有 动 2尚完 好 。 ( )0 6年 事 故 原 因 为水 梁材 质 缺 陷 , 120 并将 此 支梁 已拆 除 。 ( ) 0 7年 事故原 因为材 质 的铸造 缺 陷造 成 漏 220
20 0 8年事故 出现 在 加 热 段 动 1 动 3处 的漏 点 、 不 同 于上两 次 , 两次 是 孔 洞 , 这 次是 环 向裂 缝 . 上 而 、
从 破坏 水梁 的 表象 看 , 出现 环 向裂 缝 的地 方 在加 热 段动 l 同钩处 、 3耐热处 , 两 个地 方 都进 行过 锚 动 这
rao e s n,p o os d t e o vi e s r s r p e h s l ng m a u e . Ke o ds: e tn u n c yW r h a i g f r a e; v p r z ton: c o i t i a o i ai o lng wa er p pe:w a e e k g t r l a a e;a a ys s n l i ;m e s e a ur s
供水管道接口漏水的维修方法
供水管道接口漏水的维修方法
1.切断供水。
在修理漏水的管道之前,需要关闭供水阀门,以防止进一步水量增加。
2.清洁管道接口。
清洗管道接口周围的区域(约10厘米)以去除污垢和残留物,这有
助于更好地检查漏洞并保持管道接口周围的无菌状况。
3.检查检验。
检查管道接口中的螺丝,紧固件和密封圈是否损坏或松动,必要时更
换或重新紧固。
4.使用密封材料。
将一个密封化合物或购买压克力封口纤维或胶带之类的密封材料加在
管道接口周围,并按照其指示加固。
确保涂上密封材料,并充分切割、组
合以保证有效的密封。
5.测试修补的管道接口。
在管道接口周围测试漏水,看其能否经受住压力,若仍然漏水,请重
复步骤3和4,直到漏水停止为止。
6.恢复供水。
管道接口经适当修复后,可以重新打开供水。
注意检查修补后是否出
现任何新的泄漏情况,若有请重复以上修补过程。
石横特钢转炉汽化冷却烟道漏水原因分析及防范措施
石横特钢转炉汽化冷却烟道漏水原因分析及防范措施摘要:汽化冷却是采用软化水或除盐水以汽化的方式(充分利用了水汽化散热大的优点)冷却钢汽化冷却烟道设备并吸收大量的热量从而产生蒸汽的装置实现转炉负能炼钢。
汽化冷却烟道如何长寿化运行以及日常运行维护过程中,异常漏水是烟气净化系统普遍存在的难题。
关键词:汽化冷却烟道、管道疲劳横列、管道局部爆管、漏水原因。
石横特钢100t转炉汽化冷却烟道的水循环主要有两种循环方式自然循环及强制循环。
(1)中一段、中二段为自然循环,受热管内的水吸收烟气热量部分被蒸发,并在管道内形成了汽水混合物。
由于水蒸气的密度相对与水较小,在压强的作用下蒸气在烟道受热管内上升,形成的自然循坏。
《2)固定段、移动段及末端为制循环,顾名思义,强制循环要通过外力的作用才能实现,其具体工作原理就是利用高压循环水泵来提高水流的速度,增强了冷却效果。
一、汽化冷却烟道爆管造成漏水,原因多为当汽化冷却烟道内部温度超过1300C的时候,锅炉管内就会受到高温气体的烘烤,正常情况下,水循环过程会将产生在管内的汽泡通过水流带走,一旦烟道排管内部节流孔堵塞、环管内部局部堵塞,导致烟道循环冷却不畅水循坏过程受到阻碍,就会影响到汽泡的排出,汽泡也因此会附着在管壁上,逐渐变大,使管壁直接暴漏在高温气体下,发生干烧现象,最终导致管道爆裂,如案例图(1),解决措施如下:图(1)1.1烟道酸洗煮炉,确保烟道内部残留物(1)碱洗:汽包补水至+100 开通蒸汽阀门预热,蒸汽流量小于 1kg/min。
温度80℃~90℃,调节蒸汽预热阀门大小,放散阀开到 5%,循环12 小时,系统注水冲洗一遍,测水样。
(2)酸洗:汽包补水到液位60 位,开启循环泵,在系统正常后,加入工艺浓度的酸洗药剂及缓蚀剂。
补水至+100 开通蒸汽阀门预热,蒸汽流量小于1kg/min。
温度50℃~60℃,调节蒸汽预热阀门大小,放散阀开到 5%,循环清洗时间 8小时,系统注水冲洗两遍,测水样。
转炉汽化烟道水冷壁管裂纹漏水原因分析
汽化系统原因分析(1)、水质问题,水质不好,管壁结垢,水垢的导热系数远远小于钢材,造成管壁温度过高,水冷壁开裂。
此次检修拆卸下的水冷壁管内有2mm左右水垢也印证了这个问题。
因此目前急需解决问题,水冷壁内的水垢是哪里来的(主水源、加药带入还是其他原因)技术附件中汽化烟道供水水质要求:Total iron (Fe)/铁总量< 0,02 mg/lTotal copper (Cu)/铜总量< 0,003 mg/lSilica acid/硅酸< 0,02 mg/lSodium (Na)/纳< 0,010 mg/lOrganic substances (DOC)/有机物质< 0,200 mg/lConductivity at 25 °C behind highly acid sample cation exchanger 25 °C时,在强酸取样阳离子交换剂下的传导率< 0,2 µS/cmpH value at 25 °C/25 °C时pH值9,00 – 10,00Oxygen (O2)/氧气< 0,02 mg/lTotal hardness/总硬度0,002 – 0,005 mg/lCarbonic acid (CO2)/碳酸0 mg/l冷却设备中水质要求:pH value at 25° C/25 °C时pH值10,0 – 10,5Phosphate PO43-/< 6 mg/kgConductivity at 25° C behind highly acid sample cation exchanger,continuous measurement at sampling point < 50 µS/cm 25 °C时,在强酸取样阳离子交换剂下的传导率,Total hardness/总体硬度< 0,1 mmol/lOxygen content/氧气含量< 0,1 mg/lCarbon acid/碳酸< 25 mg/lpH value/pH值7,5 – 9,5Total solids/总固体量< 4 mg/lConductivity at 25 °C behind highly acid sample cation exchanger, continuous measurement at samplin g point < 5.000 µS/cm 25 °C时,在强酸取样阳离子交换剂下的传导率,取样点连续测量(2)、汽包液位控制不精确。