中国焊接标准(GB welding standards)
焊接标准介绍
焊接标准介绍焊接是一种常用的金属连接方法,广泛应用于工业制造、建筑和修复领域。
为了确保焊接工艺和焊接质量的稳定性,焊接标准被广泛采用。
本文将介绍焊接标准的基本概念、分类和应用。
一、焊接标准的概念焊接标准是指对焊接过程、焊接材料和焊缝质量进行规范和要求的文件。
它以一定的技术标准和规范来指导焊接工艺的选择和实施,以确保焊接工艺和焊接质量的合理性和稳定性。
二、焊接标准的分类焊接标准可以根据不同的分类标准进行划分。
以下是一些常见的分类方式:1. 根据焊接对象的材料分类:焊接标准可以根据焊接对象的材料进行分类,如钢结构焊接标准、铝合金焊接标准等。
2. 根据焊接方式的分类:焊接标准可以根据不同的焊接方式进行分类,如手工焊接标准、自动化焊接标准等。
3. 根据焊接缺陷的分类:焊接标准可以根据焊接过程中可能出现的缺陷进行分类,如焊接质量标准、焊接检验标准等。
4. 根据行业的分类:焊接标准还可以根据不同的行业进行分类,如航空航天焊接标准、汽车制造焊接标准等。
三、焊接标准的应用焊接标准在焊接工业中起着至关重要的作用。
它们有以下几个主要应用:1. 选择焊接工艺:焊接标准为焊接工程师和操作人员提供了选择合适焊接工艺的依据。
通过参考标准,他们可以根据材料特性、焊接位置和现场条件等因素,选择适合的焊接方法和参数。
2. 控制焊接质量:焊接标准规定了焊接工艺和焊接接头的质量要求,对焊接质量进行控制。
这样可以确保焊接接头的强度和密封性等关键性能。
3. 指导焊接检验:焊接标准为焊接接头的检验提供了依据,包括可视检查、无损检测和力学性能测试等。
检验结果可以判断焊接接头是否符合标准规定的要求。
4. 保障工程安全:焊接标准可以保障工程结构的安全性。
通过严格遵守标准规定的工艺和质量要求,可以避免焊接引起的结构失稳、腐蚀、断裂等问题。
总结:焊接标准在现代焊接工艺中起着重要的指导和规范作用。
通过选择合适的焊接工艺,控制焊接质量和进行焊接检验,可以确保焊接接头的质量和工程结构的安全性。
国标焊接标准

国标焊接标准国标焊接标准是指我国国家标准化管理委员会发布的关于焊接工艺、焊接材料、焊接设备等方面的标准规范。
这些标准的制定是为了规范和统一我国焊接行业的生产和质量管理,保障焊接产品的质量和安全性,促进我国焊接行业的发展和提升。
国标焊接标准的内容涵盖了多个方面,包括焊接工艺、焊接材料、焊接设备、焊接质量检测等,下面将对其中的一些重要内容进行介绍。
首先,国标焊接标准对焊接工艺进行了详细的规定。
焊接工艺是指在进行焊接过程中所采用的工艺方法和操作步骤,包括焊接参数、焊接顺序、焊接工艺评定等内容。
国标焊接标准对不同种类的焊接工艺进行了分类和规范,确保了焊接工艺的合理性和可行性,提高了焊接质量和效率。
其次,国标焊接标准对焊接材料进行了严格的要求。
焊接材料是指用于焊接的金属材料、焊接电极、焊接辅助材料等。
国标焊接标准规定了焊接材料的种类、质量要求、使用规范等内容,保证了焊接材料的可靠性和稳定性,为焊接工艺的实施提供了可靠的保障。
此外,国标焊接标准对焊接设备也进行了详细的规定。
焊接设备是指用于焊接作业的设备和器具,包括焊接机、焊接电源、焊接辅助设备等。
国标焊接标准规定了焊接设备的性能指标、安全要求、检测方法等内容,确保了焊接设备的安全可靠运行,提高了焊接作业的生产效率和质量。
最后,国标焊接标准对焊接质量检测也进行了规范。
焊接质量检测是指对焊接接头和焊接工艺进行质量评定和检测,以确保焊接接头的质量和可靠性。
国标焊接标准规定了焊接质量检测的方法、标准和要求,为焊接质量的监督和管理提供了技术支持和依据。
综上所述,国标焊接标准是我国焊接行业的重要规范和标准,对于提高焊接质量、促进焊接行业的发展具有重要意义。
各相关单位和个人在进行焊接作业时,应当严格遵守国标焊接标准的要求,确保焊接产品的质量和安全,为我国焊接行业的发展做出应有的贡献。
焊接工艺规范标准
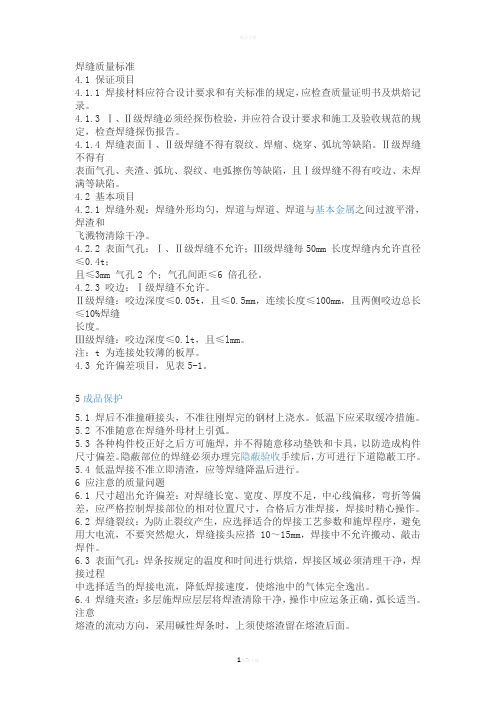
焊缝质量标准4.1 保证项目4.1.1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
4.1.3 Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
4.1.4 焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
4.2 基本项目4.2.1 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
4.2.2 表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
4.2.3 咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
注:t 为连接处较薄的板厚。
4.3 允许偏差项目,见表5-1。
5成品保护5.1 焊后不准撞砸接头,不准往刚焊完的钢材上浇水。
低温下应采取缓冷措施。
5.2 不准随意在焊缝外母材上引弧。
5.3 各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。
隐蔽部位的焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序。
5.4 低温焊接不准立即清渣,应等焊缝降温后进行。
6 应注意的质量问题6.1 尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
6.2 焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中不允许搬动、敲击焊件。
6.3 表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
焊接国家标准总汇

焊接国家标准总汇一、引言焊接是一种常见的金属连接方式,广泛应用于各个行业中。
为了确保焊接质量和安全性,各国都制定了一系列的焊接国家标准。
本文将总结和介绍焊接相关的国家标准,为读者提供一个全面了解焊接标准的参考。
二、焊接材料标准1. 焊接电极和焊丝标准焊接电极和焊丝作为焊接过程中的重要材料,其质量和性能直接影响焊接接头的质量。
各国都发布了相应的标准来规范焊接电极和焊丝的制造和使用。
2. 焊接材料化学成分和机械性能标准焊接过程中所使用的金属材料需要符合一定的化学成分和机械性能标准,以确保焊接接头的牢固性和耐久性。
各国通过发布相应的标准来规范焊接材料的选择和使用。
三、焊接工艺标准1. 焊接方法标准不同的焊接方法适用于不同的工件和材料,各国发布了相应的标准来规范不同焊接方法的适用范围、操作步骤和工艺要求。
2. 焊接接头标准焊接接头的结构和形式对焊接质量有重要影响。
各国发布了相应的标准来规范不同类型的焊接接头的设计、制造和检验要求。
四、焊接质量评定标准1. 焊接缺陷标准焊接过程中可能发生各种缺陷,如焊缝气孔、夹渣、裂纹等。
各国发布了相应的标准来规范焊接缺陷的分类、评定和处理方法。
2. 焊接接头强度标准焊接接头的强度是评价焊接质量的重要指标之一。
各国发布了相应的标准来规范焊接接头的强度试验方法和评价标准。
五、焊接质量控制标准1. 焊接前准备标准焊接前的准备工作对焊接接头的质量起着至关重要的作用。
各国发布了相应的标准来规范焊前准备的要求,包括清洁度、表面预处理等。
2. 焊接过程控制标准焊接过程中的控制对焊接接头的质量和性能有很大影响。
各国发布了相应的标准来规范焊接参数的选择、操作工艺的控制以及焊接过程中的监测要求。
3. 焊后热处理标准对于某些焊接接头,焊后热处理可以提高其强度和耐久性。
各国发布了相应的标准来规范焊后热处理的方法和过程。
六、结论焊接国家标准的制定和遵守对于保障焊接接头的质量和安全具有重要意义。
本文总结了焊接材料、工艺、质量评定和质量控制等方面的国家标准,希望对读者了解和遵守相关标准提供参考,并在实际焊接工作中得到应用。
焊接质量判定标准

焊接质量判定标准编制:审核:批准:生效日期:受控标识处:分发号:发布日期:2012年6月28日实施日期:2012年6月28日1.0 目的为满足焊接质量检查需要,制定本标准。
本标准规定了电阻焊、二氧化碳气体保护焊焊接质量检验的标准。
2.0 适用范围适用于焊接车间焊接质量控制。
3.0 引用标准GM4488M《AUTOMOTIVE RESISTANCE SPOT WELDS-STEEL》4.0 定义4.1 焊接强度:是指对焊缝(熔核)及其周围母材热影响区组织的抗拉性能和屈服性能的可靠性评价。
4.2 破坏检验:指将工具插入焊接部件直到零部件彻底分离,通过检查焊缝尺寸大小,以确定焊缝的可靠性。
4.3 直观检查:是指通过目视观察的方法,检查焊缝的数量、位置和外观成型质量。
4.4无损凿试:指将凿子敲入(或敲击)焊接工件,当整个工件变形达到焊点拉长而焊缝无断裂或损坏的一种试验方法。
5.0 电阻焊5.1 焊接类型一个焊点类型是指将两个零件焊在一起的一行,一列或一组焊点,如改变了零件组合(如在同一行,同一列,同一组中有两层和三层组合情况),那么将视为不同类型。
如果一行,一列或一组焊点组合被另一类型或无焊接区打断,则应视为两个或更多的类型。
5.2 点焊的划分分关键焊点、一般焊点两类。
5.2.1关键焊点:其适用于对整车功能有很大影响或极易造成整车结构性破坏的分总成件。
关键焊点要求100%合格。
5.2.2一般焊点:适用于对整车性能没有影响或不会整车结构性破坏的分总成件。
主要是为了改善用户的乘坐舒适性。
5.3 外观质量以下10种焊点被认为是不可接受焊点:5.3.1虚焊(代号L)无熔核或熔核尺寸小于表中规定尺寸的焊点。
焊点直径定义为垂直两方向直径的平均值。
焊点直径= (D+d)/2合格焊点应满足:焊点直径=(D+d)/2≥dmin;若焊点直径(D+d)/2<dmin,则称此焊点为虚焊。
合格焊点的测量尺寸应大于等于下表所列值,否则不合格。
焊接质量标准国标

焊接质量标准国标如下:
1. 表面无缺陷,咬边不超过0.1cm,余高大于0.5cm,没有超过焊缝尺寸的20%。
填充焊丝材质与焊件相同,焊缝金属抗拉能力与母材相同,接头强度达到母材的85%以上。
2. 焊缝表面平整,无气孔,飞溅少。
焊缝成型良好,焊脚尺寸符合规定。
二级焊缝不得有肉眼可见的危害性缺陷。
3. 焊接区不得有裂纹、气孔、夹渣等缺陷。
如发现有上述缺陷时,应彻底铲除缺陷处焊肉,视缺陷性质采用补焊、重修焊、铲除后重新焊接等方法修补,以保证焊缝质量。
4. 施焊焊口不得低于设备本体或其热影响区所能达到的最低抗腐蚀或其它损伤性要求。
碳钢焊缝严禁打火检验,以及层状撕裂。
无损检测必须保证设备本体的最小厚度以及整件的有效容积,不可伤及设备结构。
焊接质量标准国标要求严格控制焊接工艺和材料,确保焊接质量符合相关标准和安全要求。
同时,在焊接过程中需要注意一些细节问题,如咬边、余高、填充焊丝的材质、焊缝成型等。
只有经过严格的质量控制和检查,才能保证焊接质量达到国家标准和安全要求。
以上内容仅供参考,建议到相关网站查询以获得更多信息。
中国焊接标准(GB welding standards)
b
equipment, industrial pipe welding engineering GB 50341-2003 GB 5100-1994 GB 6653-2008 GB 8965.2-2009 GB 9448-1999 GB/T 10752-2005 GB/T 11038-2009 GB/T 11270.1-2002 GB/T 11363-2008 GB/T 11693-2008 GB/T 12770-2002 GB/T 12771-2008 GB/T 13147-2009 立式圆筒形钢制焊接油罐设计规范 钢质焊接气瓶 焊接气瓶用钢板和钢带 防护服装 阻燃防护 第 2 部分:焊接服 焊接与切割安全 船用钢管对焊接头 船用辅锅炉及压力容器受压元件焊接技术条件 超硬磨料制品金刚石圆锯片第 1 部分:焊接锯片 钎焊接头强度试验方法 船用法兰焊接座板 机械结构用不锈钢焊接钢管 流体输送用不锈钢焊接钢管 铜及铜合金复合钢板焊接技术要求 Code for design of vertical cylindrical welded steel oil tanks Welded steel gas cylinders Steel plates and strips for welded gas cylinders Protective clothing - Flame-retardant protection Part 2: Protective clothing for welders Safety in welding and cutting Marine steel butt-welding fittings Welding specification for pressure parts of marine auxiliary boiler and pressure vessel Abrasive products--Diamond circular saw blade--Part 1:Welded saw blades Test method of the strength for brazed and soldered joint Welded bed plate for flanges of ship pipe Welded stainless steel tubes for machine structures Welded stainless steel pipes for liquid delivery Specification for welding of copper and copper alloy clad steel plates
焊接国家标准总汇.doc
焊接国家标准总汇.doc焊接国家标准是指在我国正式发布并具有法律效力的一系列涉及焊接工艺、焊接产品、焊接材料、焊接设备等方面的标准。
这些标准实施的目的是为了推动焊接技术的发展和提高焊接质量,促进我国国民经济和社会的可持续发展。
焊接国家标准主要分为以下几个方面:1.焊接工艺标准:主要规定对于各种焊接工艺的操作方法、焊接程序、材料质量要求、检验标准等方面的要求。
例如:GB/T 8110.2-2008 电弧焊接工艺评定规则的第2部分钢、钼合金及其它合金的评定、GB/T 12470-2003 熔覆焊覆盖金属焊接程序限定规范、GB/T 19624-2005 焊接程序评定焊接工艺Gas tungsten arc welding of titanium and titanium alloys等。
2.焊接产品标准:主要规定焊接制品的尺寸、材料选用、性能和检验标准。
例如:GB/T 12469-2003 熔覆焊覆盖金属焊件技术要求、GB/T 5117-2012 焊接钢构工程施工质量验收规范、GB/T 12780-2006 金属管脚电极用预涂药焊料质量评定等。
4.焊接设备标准:主要规定焊接设备的型号、参数、技术要求和检验方法等方面的要求。
例如:GB/T 8111-2011 金属材料电弧焊接设备的基本参数和技术要求、GB/T9455-2012 气动切割机双重阀门保护装置技术要求、GB/T 12476-2008 机器人焊接设备的性能要求等。
总之,焊接国家标准是我国焊接行业发展的重要载体,它规定了焊接领域的基本原则、要求和标准,对于提高我国焊接技术水平和推动焊接行业的发展起到了重要作用。
在今后的焊接工作中,焊接人员应该按照相关标准要求进行操作,不断提高技术水平和质量,促进我国焊接产业不断发展壮大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GB/T 15970.8-2005 GB/T 16957-1997 GB/T 18256-2000
GB/T 18591-2001
Welding--Guidance on the measurement of preheating 焊接预热温度、道间温度及预热维持温度的测量指南 temperature,interpass temperature and preheat maintenance temperature 印制板组装第 1 部分:通用规范采用表面安装和相关 组装技术的电子和电气焊接组装的要求 Printed board assemblies--Part 1: Generic specification--Requirements for soldered electrical and electronic assemblies using surface mount and related assembly technologies
英文名称
第 7 部分:焊接 () () () () () () () () () ()
b
DL/T 868-2004 DL/T 869-2004 DL/T 905-2004 FZ 92065-2006 GB 13075-1999 GB 15579.1-2004 GB 15579.12-1998 GB 17268-2009 GB 17673-1999 GB 17878-2009 GB 20262-2006 GB 24159-2009 GB 50128-2005 GB 50236-1998
() () () Stainless steel welding cylinder Periodic inspection and evaluation of welded steel gas cylinders Arc welding equipment--Part 1:Welding power sources Safety requirements for arc welding equipment--Part 12:Coupling devices for welding cables Non-refillable steel welded cylinders for industrial use Welded steel cylinders for liquefied propylene and propane gases Cylinder valve for non-refillable steel welded industry cylinder Safety specifications of regulators for welding, cutting and the similar processes Welded insulated cylinders Code for construction and acceptance of vertical cylindrical steel welded storage tanks Code for construction and acceptance of field
`
焊接工艺评定规程 火力发电厂焊接技术规程 汽轮机叶片焊接修复技术导则 不锈钢焊接式烘筒 钢质焊接气瓶定期检验与评定 弧焊设备第 1 部分:焊接电源 弧焊设备安全要求第 12 部分:焊接电缆耦合装置 工业用非重复充装焊接钢瓶 液化丙烯、丙烷钢质焊接气瓶 工业用非重复充装焊接钢瓶用瓶阀 焊接、切割及类似工艺用气瓶减压器安全规范 焊接绝热气瓶 立式圆筒形钢制焊接储罐施工及验收规范 现场设备、工业管道焊接工程施工及验收规范
b
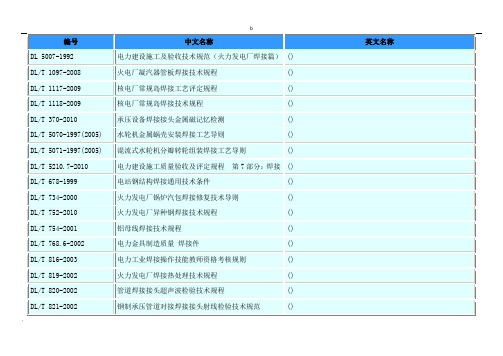
编号 DL 5007-1992 DL/T 1097-2008 DL/T 1117-2009 DL/T 1118-2009 DL/T 370-2010 DL/T 5070-1997(2005) DL/T 5071-1997(2005) DL/T 5210.7-2010 DL/T 678-1999 DL/T 734-2000 DL/T 752-2010 DL/T 754-2001 DL/T 768.6-2002 DL/T 816-2003 DL/T 819-2002 DL/T 820-2002 DL/T 821-2002
Specification for welding of stainless steel clad plate Specification for welding of titanium and titanium alloy clad steel plates Square weld nuts Hexagon weld nuts Welded steel fabric for the reinforcement of concrete Cranked-link mill chains of welded construction,attachments and sprockets Corrosion of metals and alloys-Stress corrosion test Part8:Preparation and use of specimens to evaluate weldments Mechanical tests on welded joints in clad plates Welded steel tubes(except submerged arc-welded)--Ultrasonic testing for verification of hydraulic leak-tightness
`
ቤተ መጻሕፍቲ ባይዱ
b
GB/T 13148-2008 GB/T 13149-2009 GB/T 13680-1992 GB/T 13681-1992 GB/T 1499.3-2002 GB/T 15390-2005
不锈钢复合钢板焊接技术要求 钛及钛合金复合钢板焊接技术要求 焊接方螺母 焊接六角螺母 钢筋混凝土用钢筋焊接网 工程用焊接结构弯板链、附件和链轮 金属和合金的腐蚀应力腐蚀试验第 8 部分:焊接试样 的制备和应用 复合钢板焊接接头力学性能试验方法 焊接钢管(埋弧焊除外)用于确认水压密实性的超声 波检测方法
`
中文名称 电力建设施工及验收技术规范(火力发电厂焊接篇) () 火电厂凝汽器管板焊接技术规程 核电厂常规岛焊接工艺评定规程 核电厂常规岛焊接技术规程 承压设备焊接接头金属磁记忆检测 水轮机金属蜗壳安装焊接工艺导则 混流式水轮机分瓣转轮组装焊接工艺导则 电力建设施工质量验收及评定规程 电站钢结构焊接通用技术条件 火力发电厂锅炉汽包焊接修复技术导则 火力发电厂异种钢焊接技术规程 铝母线焊接技术规程 电力金具制造质量 焊接件 电力工业焊接操作技能教师资格考核规则 火力发电厂焊接热处理技术规程 管道焊接接头超声波检验技术规程 钢制承压管道对接焊接接头射线检验技术规范 () () () () () ()
GB/T 19247.1-2003
`
b
GB/T 19247.2-2003
Printed board assemblies--Part 2: Sectional 印制板组装第 2 部分: 分规范表面安装焊接组装的要 specification--Requirements for surface mount 求 solderedassemblies 印制板组装第 3 部分:分规范通孔安装焊接组装的要 求 Printed board assemblies--Part 3:Sectional specification--Requirements for through-hole mount soldered assemblies Printed board assemblies--Part 4:Sectional specification--Requirements for terminal soldered assemblies Arc-welded joints in steel--Guidance on quality levels for imperfections Welding coordination--Tasks and responsibilities Welding-General tolerances for welded constructions-Dimensions for lengths and angles-Shape and position Qualification test of welding operators Specification and qualification of welding procedures for metallic materials-General rules Welding procedure specification for arc welding Welding procedure specification for gas welding Welding procedure specification for electron beam welding
b
equipment, industrial pipe welding engineering GB 50341-2003 GB 5100-1994 GB 6653-2008 GB 8965.2-2009 GB 9448-1999 GB/T 10752-2005 GB/T 11038-2009 GB/T 11270.1-2002 GB/T 11363-2008 GB/T 11693-2008 GB/T 12770-2002 GB/T 12771-2008 GB/T 13147-2009 立式圆筒形钢制焊接油罐设计规范 钢质焊接气瓶 焊接气瓶用钢板和钢带 防护服装 阻燃防护 第 2 部分:焊接服 焊接与切割安全 船用钢管对焊接头 船用辅锅炉及压力容器受压元件焊接技术条件 超硬磨料制品金刚石圆锯片第 1 部分:焊接锯片 钎焊接头强度试验方法 船用法兰焊接座板 机械结构用不锈钢焊接钢管 流体输送用不锈钢焊接钢管 铜及铜合金复合钢板焊接技术要求 Code for design of vertical cylindrical welded steel oil tanks Welded steel gas cylinders Steel plates and strips for welded gas cylinders Protective clothing - Flame-retardant protection Part 2: Protective clothing for welders Safety in welding and cutting Marine steel butt-welding fittings Welding specification for pressure parts of marine auxiliary boiler and pressure vessel Abrasive products--Diamond circular saw blade--Part 1:Welded saw blades Test method of the strength for brazed and soldered joint Welded bed plate for flanges of ship pipe Welded stainless steel tubes for machine structures Welded stainless steel pipes for liquid delivery Specification for welding of copper and copper alloy clad steel plates